1.本技术涉及热压技术领域,尤其涉及一种夹具及热压装置。
背景技术:
2.在许多电子产品的生产过程中,需要将点完胶的工件安装在产品上,例如塑料小件及磁铁小件。在安装过程中,需要进行烘烤使胶水快速烘干,保证工件的粘附力。现有技术中,通常将产品及工件安装在烘烤治具中,再将烘烤治具放入烤箱中进行烘烤。当产品尺寸较大,工件数量又较少时,热压效率较低。
技术实现要素:
3.有鉴于此,有必要提供一种夹具及热压装置,提高热压的效率。
4.本技术的实施例提供一种夹具,用于夹持工件。夹具包括第一结构件、第二结构件、第一弹性件、第三结构件和第四结构件。第一结构件设有沿第一方向延伸的第一凹部,第一凹部用于容纳工件的至少部分。第一结构件还设有沿第二方向间隔设置的第一通孔和第二通孔,第一通孔连通第一凹部,第二通孔的至少部分连通第一通孔。第二结构件可活动地设置于第一通孔中,第二结构件的至少部分可伸入第一凹部用以抵持工件。第一弹性件设于第一通孔中,并将第二结构件向第一凹部中抵持。第三结构件可活动地设置于第二通孔中,第三结构件的至少部分可伸入第一凹部用以抵持第二结构件。第三结构件设有沿第二方向延伸的第三通孔和设于第三通孔的孔壁上的第一限位槽。第四结构件沿第三方向可活动地设置于第三通孔中。第四结构件包括沿第三方向相对设置的第一部分和第二部分,第二部分用于伸入第一限位槽中对第三结构件限位,并使第三结构件抵持第二结构件将第二结构件锁固于远离工件的位置;第一部分用于伸入第一限位槽中对第三结构件解除限位,并使第二结构件将工件夹紧于第一凹部中,其中,第一方向、第二方向和第三方向相互垂直。
5.本技术的实施例包括的技术效果:上述夹具中,当第一部分伸入第一限位槽中时,第二结构件将工件夹紧于第一凹部中;当第二部分伸入第一限位槽中时,第三结构件抵持第二结构件将第二结构件锁固于远离工件的位置,便于将工件装入第一凹部中或从第一凹部中取出。通过沿第三方向调节第四结构件,提高工件在夹具中的安装、锁固或取出效率,进而在夹具配合工件的热压过程中,提高热压效率。
6.本技术的一些实施例中,夹具还包括:沿第三方向观察,至少部分第二部分的投影位于第一部分的投影面积外。
7.本技术的一些实施例中,夹具还包括:沿第三方向观察,至少部分第二部分的投影位于第一部分的投影面积外。
8.本技术的一些实施例中,夹具还包括:沿第二方向观察,第二结构件的投影和第三结构件的投影至少部分重叠。
9.本技术的一些实施例中,夹具还包括:第一结构件还包括沿第三方向延伸的第四
通孔,第四通孔连通第二通孔,第四通孔用于容纳第二部分。
10.本技术的一些实施例中,夹具还包括:第四结构件还包括第三部分,第三部分连接于第一部分并位于第一结构件外,夹具还包括第二弹性件,第二弹性件抵持于第三部分和第一结构件之间。
11.本技术的一些实施例中,夹具还包括:夹具还包括第五结构件和第三弹性件,第一凹部设有位于第一方向上的第一侧壁,第五结构件沿第一方向可活动地连接于第一侧壁,第三弹性件抵持于第五结构件和第一侧壁之间,用于使第五结构件抵持工件。
12.本技术的实施例提供一种热压装置,用于将工件安装在产品上的第一位置上。热压装置包括上述实施例中任一种的夹具。热压装置还包括承载机构、以及连接于承载机构的加热机构和压紧机构。承载机构用于承载产品。加热机构朝向第一位置并加热第一位置。夹具夹持工件并使工件定位于第一位置。压紧机构用于压紧夹具。
13.本技术的实施例包括的技术效果:热压装置对产品的预设的第一位置进行局部加热,并通过夹具使工件定位于第一位置,实现工件与产品的热压连接,与现有的通过将工件和产品同时送入烤箱中进行烘烤的方式相比,提高热压效率并减少资源浪费。
14.本技术的一些实施例中,热压装置还包括:承载机构包括承载板、第一定位块和第一推动件,承载板设有承载产品的承载面,第一定位块和第一推动件的至少部分凸出于承载面并间隔设置,第一推动件用于推动产品抵持于第一定位块。
15.本技术的一些实施例中,热压装置还包括:承载机构还设有第一定位销,第一定位销设于承载板上,第一结构件设有第一定位孔,第一定位销用于伸入第一定位孔中并将工件定位于第一位置。
16.本技术的一些实施例中,热压装置还包括:第一结构件还设有第一避让槽,第一避让槽设于第一位置和压紧机构之间,用于避让产品上的凸起。
17.上述夹具及设有夹具的热压装置中,当第一部分伸入第一限位槽中时,第二结构件将工件夹紧于第一凹部中;当第二部分伸入第一限位槽中时,第三结构件抵持第二结构件将第二结构件锁固于远离工件的位置,便于将工件装入第一凹部中或从第一凹部中取出。通过沿第三方向调节第四结构件,提高工件在夹具中的安装、锁固或取出效率,进而在夹具配合工件的热压过程中,提高热压效率。
附图说明
18.图1为本技术一实施例的夹具的第一视角结构示意图。
19.图2为本技术一实施例的夹具的第二视角结构示意图。
20.图3为本技术一实施例的夹具的a-a第一状态剖面结构示意图。
21.图4为本技术一实施例的夹具中第三结构件和第四结构件的配合结构示意图。
22.图5为本技术一实施例的夹具的a-a第二状态剖面结构示意图。
23.图6为本技术一实施例的夹具的b-b剖面结构示意图。
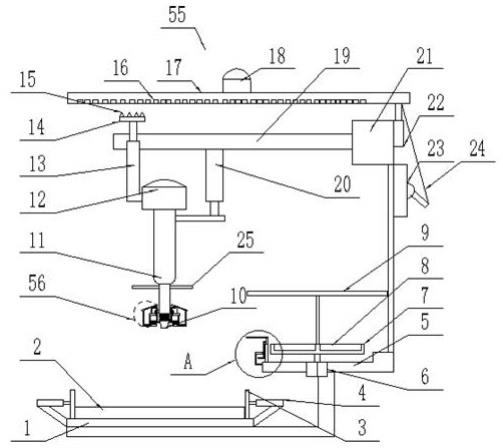
24.图7为本技术一实施例的热压装置的结构示意图。
25.图8为本技术一实施例的热压装置承载产品的结构示意图。
26.图9为本技术一实施例的产品和工件结合的结构示意图。
27.主要元件符号说明
28.夹具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100
29.热压装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200
30.第一结构件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
31.第一凹部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
32.第一侧壁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
111
33.滑槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
112
34.第一通孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
35.第一挡板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
121
36.第二通孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13
37.第四通孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14
38.第一定位孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15
39.第一避让槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
16
40.第二结构件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
41.第一弹性件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
25
42.第三结构件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30
43.第三通孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31
44.第一限位槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32
45.第四结构件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40
46.第一部分
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41
47.第二部分
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42
48.第三部分
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
43
49.第二弹性件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
45
50.第五结构件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50
51.第三弹性件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
55
52.承载机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60
53.承载板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
61
54.承载面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
611
55.第二凹部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
612
56.第一定位块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
62
57.第一推动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
63
58.第一定位销
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
64
59.第二定位销
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
65
60.加热机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70
61.压紧机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
80
62.压紧端
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
81
63.控制机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
85
64.载具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
86
65.工件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
90
66.产品
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
95
67.第一位置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
951
68.第二位置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
952
69.凸起
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
953
70.第一方向
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
x
71.第二方向
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀy72.第三方向
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀz73.如下具体实施方式将结合上述附图进一步说明本技术。
具体实施方式
74.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述,显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。
75.需要说明的是,当组件被称为“装设于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。
76.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。本文所使用的术语“垂直的”、“水平的”、“左”、“右”、“顶”、“底”以及类似的表述只是为了说明的目的,并不用于限制本技术。
77.可以理解,当两元件平行/垂直设置时沿同一方向设置,两元件之间可存在一定的夹角,两元件之间的允许存在0
‑±
10%的公差,两元件大于、等于或小于允许存在0
‑±
10%的公差。
78.本技术的实施例提供一种夹具,用于夹持工件。夹具包括第一结构件、第二结构件、第一弹性件、第三结构件和第四结构件。第一结构件设有沿第一方向延伸的第一凹部,第一凹部用于容纳工件的至少部分。第一结构件还设有沿第二方向间隔设置的第一通孔和第二通孔,第一通孔连通第一凹部,第二通孔的至少部分连通第一通孔。第二结构件可活动地设置于第一通孔中,第二结构件的至少部分可伸入第一凹部用以抵持工件。第一弹性件设于第一通孔中,并将第二结构件向第一凹部中抵持。第三结构件可活动地设置于第二通孔中,第三结构件的至少部分可伸入第一凹部用以抵持第二结构件。第三结构件设有沿第二方向延伸的第三通孔和设于第三通孔的孔壁上的第一限位槽。第四结构件沿第三方向可活动地设置于第三通孔中。第四结构件包括沿第三方向相对设置的第一部分和第二部分,第二部分用于伸入第一限位槽中对第三结构件限位,并使第三结构件抵持第二结构件将第二结构件锁固于远离工件的位置;第一部分用于伸入第一限位槽中对第三结构件解除限位,并使第二结构件将工件夹紧于第一凹部中,其中,第一方向、第二方向和第三方向相互垂直。
79.上述夹具中,当第一部分伸入第一限位槽中时,第二结构件将工件夹紧于第一凹部中;当第二部分伸入第一限位槽中时,第三结构件抵持第二结构件将第二结构件锁固于远离工件的位置,便于将工件装入第一凹部中或从第一凹部中取出。通过沿第三方向调节第四结构件,提高工件在夹具中的安装、锁固或取出效率,进而在夹具配合工件的热压过程
中,提高热压效率。
80.下面结合附图,对本技术的一些实施例作详细说明。
81.请一并参阅图1和图2,本技术的实施例提供一种夹具100,用于夹持工件90。
82.请一并参阅图3,夹具100包括第一结构件10、第二结构件20、第一弹性件25、第三结构件30和第四结构件40。第一结构件10设有沿第一方向x延伸的第一凹部11,第一凹部11用于容纳工件90的至少部分。第一结构件10还设有沿第二方向y间隔设置的第一通孔12和第二通孔13,第一通孔12连通第一凹部11,第二通孔13的至少部分连通第一通孔12,第一通孔12和第二通孔13分别位于第一凹部11沿第二方向y的两侧。
83.第二结构件20可活动地设置于第一通孔12中并在第一通孔12中沿第二方向y移动,第二结构件20的至少部分可伸入第一凹部11用以抵持工件90。
84.第一弹性件25设于第一通孔12中,并将第二结构件20向第一凹部11中抵持。具体地,第二结构件20和第一弹性件25在不受外力时,第二结构件20在第一弹性件25的作用下将工件90夹紧于第一凹部11中。
85.在一些实施例中,第一通孔12自第一凹部11沿第二方向y贯通至第一结构件10外部,第一通孔12远离第一凹部11的一端设有第一挡板121,第一弹性件25一端抵持于第一挡板121,另一端抵持于第二结构件20。
86.可以理解的是,在其他实施例中,第一通孔12可以为设在第一结构件10中的盲孔,第一弹性件25一端抵持于盲孔的孔壁,另一端抵持于第二结构件20。
87.第三结构件30可活动地设置于第二通孔13中并在第二通孔13中沿第二方向y移动,第三结构件30的至少部分可伸入第一凹部11用以抵持第二结构件20。具体地,第三结构件30抵持第二结构件20并克服第一弹性件25的弹力,使第二结构件20位于远离工件90的位置,此时第二结构件20无法抵持工件90,进而便于将工件90装入第一凹部11中或从第一凹部11中取出。
88.请一并参阅图4,第三结构件30设有沿第二方向y延伸的第三通孔31和设于第三通孔31的孔壁上的第一限位槽32。
89.第四结构件40沿第三方向z可活动地设置于第三通孔31中。第四结构件40包括沿第三方向z相对设置的第一部分41和第二部分42,第二部分42用于伸入第一限位槽32中对第三结构件30限位,并使第三结构件30抵持第二结构件20将第二结构件20锁固于远离工件90的位置。在一些实施例中,第二部分42和第一限位槽32的形状和尺寸匹配,第二部分42沿第三方向z伸入第一限位槽32中以卡持第三结构件30,使第三结构件30无法沿第二方向y活动。
90.请一并参阅图5,第一部分41用于伸入第一限位槽32中对第三结构件30解除限位,并使第二结构件20将工件90夹紧于第一凹部11中。具体地,第一部分41沿第三方向z伸入第一限位槽32中时,第三结构件30可相对第一部分41沿第二方向y活动,第二结构件20在第一弹性件25的作用下伸入第一凹部11用以抵持工件90,第三结构件30在第二结构件20的驱动下向第二通孔13内回缩。
91.在一些实施例中,第一方向x、第二方向y和第三方向z相互垂直。
92.上述夹具100在使用过程中,先沿第三方向z调节第四结构件40使第二部分42伸入第一限位槽32中对第三结构件30限位,此时第三结构件30抵持第二结构件20减小第二结构
件20伸入第一凹部11中的长度,以使第一凹部11预留空间容纳工件90。然后将沿第三方向z调节第四结构件40使第一部分41伸入第一限位槽32中对第三结构件30解除限位,此时第二结构件20在第一弹性件25的作用下伸入第一凹部11用以抵持工件90,第三结构件30在第二结构件20的驱动下向第二通孔13内回缩。取出工件90时,控制第三结构件30推动第二结构件20沿第二方向y远离工件90,待第二部分42和第一限位槽32在第三方向z上重叠时,再沿第三方向z调节第四结构件40使第二部分42伸入第一限位槽32中对第三结构件30限位。
93.上述夹具100中,当第一部分41伸入第一限位槽32中时,第二结构件20将工件90夹紧于第一凹部11中;当第二部分42伸入第一限位槽32中时,第三结构件30抵持第二结构件20将第二结构件20锁固于远离工件90的位置,便于将工件90装入第一凹部11中或从第一凹部11中取出。通过沿第三方向z调节第四结构件40,提高工件90在夹具100中的安装、锁固或取出效率,进而在夹具100配合工件90的热压过程中,提高热压效率。
94.请继续参阅图5,在一些实施例中,沿第三方向z观察,至少部分第二部分42的投影位于第一部分41的投影面积外。第二部分42的投影位于第一部分41投影面积外的部分用于与第一限位槽32配合对第三结构件30限位。
95.在一些实施例中,沿第二方向y观察,第二结构件20的投影和第三结构件30的投影至少部分重叠,以使第三结构件30抵持第二结构件20。
96.在一些实施例中,第一结构件10还包括沿第三方向z延伸的第四通孔14,第四通孔14连通第二通孔13,第四通孔14用于容纳第二部分42。具体地,第一部分41伸入第一限位槽32中时将第二部分42推入第四通孔14中,以使第二部分42与第一限位槽32分离,进而对第三结构件30解除限位。
97.请一并参阅图3和图5,在一些实施例中,第四结构件40还包括第三部分43,第三部分43连接于第一部分41并位于第一结构件10外。夹具100还包括第二弹性件45,第二弹性件45抵持于第三部分43和第一结构件10之间,以在第二部分42位于第四通孔14中时使第二部分42具有伸入第二通孔13中的趋势。当取出工件90时,控制第三结构件30推动第二结构件20沿第二方向y远离工件90,待第二部分42和第一限位槽32在第三方向z上重叠时,第二弹性件45驱动第二部分42伸入第一限位槽32以对第三结构件30限位,进而提高操作的便捷性,提高使用效率。
98.在一些实施例中,第二弹性件45为弹簧,第二弹性件45套接于第一部分41并抵持于第三部分43和第一结构件10之间。
99.请参阅图6,在一些实施例中,夹具100还包括第五结构件50和第三弹性件55。第一凹部11设有位于第一方向x上的第一侧壁111,第五结构件50沿第一方向x可活动地连接于第一侧壁111。第三弹性件55抵持于第五结构件50和第一侧壁111之间,用于使第五结构件50抵持工件90。
100.上述夹具100在使用过程中,先通过外力沿第一方向x调节第五结构件50减小第五结构件50伸入第一凹部11中的长度,以使第一凹部11预留空间容纳工件90。当工件90放入第一凹部11中时,撤销对第五结构件50施加的外力,第五结构件50在第三弹性件55作用下沿第一方向x夹紧工件90,通过从第一方向x和第二方向y同步夹紧工件90,提高夹具100夹紧工件90的稳定性。
101.在一些实施例中,第一侧壁111设有沿第一方向x凹入的滑槽112,第五结构件50活
动连接于滑槽112中,第三弹性件55抵持于第五结构件50和滑槽112的槽壁之间,以提高第五结构件50滑动的稳定性。
102.在一些实施例中,第一结构件10设有多个沿第一方向x间隔设置的第一通孔12,以及与第一通孔12对应数量的第二通孔13和第四通孔14,多组第一通孔12和第二通孔13分别连通第一凹部11。夹具100还包括与第一通孔12对应数量的第二结构件20、第一弹性件25、第三结构件30、第四结构件40合第二弹性件45,通过多组第二结构件20从第二方向y同步夹紧工件90,提高夹具100夹紧工件90的稳定性。可选地,第一结构件10设有三个沿第一方向x间隔设置的第一通孔12。
103.请一并参阅图7和图8,本技术的实施例还提供一种热压装置200,用于将工件90安装在产品95上,产品95包括第一位置951,工件90安装于第一位置951。产品95可以但不限于为电子产品的壳体,工件90可以但不限于为塑料或磁铁小件。
104.热压装置200包括上述实施例中任一中的夹具100。热压装置200还包括承载机构60、以及连接于承载机构60的加热机构70和压紧机构80。承载机构60用于承载产品95。加热机构70朝向第一位置951并加热第一位置951。夹具100夹紧工件90并使工件90定位于第一位置951。压紧机构80用于压紧夹具100,使工件90与第一位置951热压连接。
105.请一并参阅图9,上述热压装置200在使用过程中,先使加热机构70加热到预设的热压温度,在将产品95放入承载机构60上。然后将工件90安装并锁固于夹具100中,并对工件90进行点胶。然后夹具100夹紧工件90并使工件90定位于第一位置951。然后压紧机构80压紧夹具100使工件90与第一位置951热压连接。当到达预设的热压时间后,压紧机构80远离夹具100。最后取出夹具100,使工件90与夹具100分离。
106.与现有的通过将工件和产品同时送入烤箱中进行烘烤的方式相比,热压装置200适配于工件90和产品95之间尺寸差异较大的情况,热压装置200对产品95的预设的第一位置951进行局部加热,并通过夹具100使工件90定位于第一位置951,实现工件90与产品95的热压连接,提高热压效率并减少资源浪费。
107.请继续参阅图7和图8,在一些实施例中,承载机构60包括承载板61、第一定位块62和第一推动件63。承载板61设有承载产品95的承载面611,第一定位块62和第一推动件63的至少部分凸出于承载面611并间隔设置,第一推动件63用于推动产品95抵持于第一定位块62,以提高产品95的定位精度。
108.在一些实施例中,承载板61设有第二凹部612,第二凹部612凹设于承载面611上,用于容纳第一定位块62、第一推动件63和加热机构70。
109.在一些实施例中,承载机构60还设有第一定位销64,第一定位销64设于承载面611上,第一结构件10设有第一定位孔15,第一定位销64用于伸入第一定位孔15中并将工件90定位于第一位置951,以提高工件90的定位精度。
110.在一些实施例中,承载机构60还设有第二定位销65,第二定位销65设于承载面611上,第二定位销65间隔设于产品95的周侧,用于初步定位产品95。产品95通过第二定位销65初步定位后,第一推动件63推动产品95抵持于第一定位块62进行进一步定位。
111.在一些实施例中,第二定位销65沿垂直于第一推动件63推动产品95的方向间隔设置。第二定位销65与第一定位块62从两个交叉方向对产品95定位,以提高工件90的定位精度。
112.在一些实施例中,压紧机构80可旋转地连接于承载板61,当夹具100定位完成后,压紧机构80的压紧端81转动至第一结构件10的位置并压紧第一结构件10,以使工件90与第一位置951热压连接。当热压完成后,压紧机构80的压紧端81转离第一结构件10,以便于取出夹具100。
113.在一些实施例中,第一结构件10还设有第一避让槽16,第一避让槽16设于第一位置951和压紧机构80之间,用于避让产品95上的凸起953,降低压伤产品95的风险。
114.在一些实施例中,热压装置200还包括控制机构85,控制机构85通讯连接第一推动件63、加热机构70和压紧机构80。控制机构85用于控制第一推动件63推动或远离产品95。控制机构85用于控制加热机构70的加热温度和加热时长。控制机构85用于控制压紧机构80压紧或远离夹具100,以及压紧机构80的压紧时长。
115.在一些实施例中,热压装置200还包括载具86,载具86为金属制成,用于连接具有磁性的工件90。
116.产品95包括第二位置952,具有磁性的工件90安装于第二位置952。热压装置200在使用过程中,将具有磁性的工件90吸附于载具86,并对具有磁性的工件90进行点胶。然后载具86将具有磁性的工件90定位于第二位置952并与具有磁性的工件90分离。然后压紧机构80压紧具有磁性的工件90使其与第二位置952热压连接。当到达预设的热压时间后,压紧机构80远离具有磁性的工件90。
117.通过夹具100和载具86配合使用,以适应不同材料制成的工件90。在一些实施例中,夹具100用于夹紧塑料制成的工件90;载具86连接具有磁性的工件90。
118.上述夹具100及设有夹具100的热压装置200中,当第一部分41伸入第一限位槽32中时,第二结构件20将工件90夹紧于第一凹部11中;当第二部分42伸入第一限位槽32中时,第三结构件30抵持第二结构件20将第二结构件20锁固于远离工件90的位置,便于将工件90装入第一凹部11中或从第一凹部11中取出。通过沿第三方向z调节第四结构件40,提高工件90在夹具100中的安装、锁固或取出效率,进而在夹具100配合工件90的热压过程中,提高热压效率。
119.本技术领域的普通技术人员应当认识到,以上的实施例仅是用来说明本技术,而并非用作为对本技术的限定,只要在本技术的实质精神范围内,对以上实施例所作的适当改变和变化都落在本技术公开的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。