1.本发明涉及压缩机领域,特别涉及一种水平剖分大型压缩机机壳与隔板的找正方法。
背景技术:
2.为了解决传统的大型水平剖分机壳在面对高压力时,轴端密封因上下半结构导致的变形、错口等问题,将传统的水平剖分机壳机组通过小端盖结构的形式,将轴端密封区调整为整圆结构,形成了一类新结构机组-m b机组。该结构主要应用于乙烯压缩机组中。
3.虽然该类型机组结合了mcl拆检方便和bcl承压能力高的特点,但其轴承区与端盖一体的结构为装配工作带来了较大的困难。端盖对于轴承区的遮挡,导致了近年来较为流行的激光跟踪仪,因其光源无法同时覆盖到轴承区和隔板而无法使用。传统的假轴与端盖同时装配的方法,又极大的增加了工作量,虽然可以保证找正的质量,但无法保证找正的效率。
4.通过查阅大量的资料,了解到大型机组的隔板与机壳找正往往通过:光学仪器、钢丝、假轴这三种方法。其中光学仪器因m b类机组的结构特点限制无法使用,钢丝因其物理特性挠度的存在,无法满足离心压缩机隔板与机壳高精度的找正需求。假轴在m b类机组的找正过程中存在着效率低下的问题。综上所述,假轴仍为m b类离心压缩机隔板找正的最优解,但其效率低下的问题亟待解决。
技术实现要素:
5.鉴于此,本发明提供一种水平剖分大型压缩机机壳与隔板的找正方法。
6.具体而言,包括以下的技术方案:
7.一种水平剖分大型压缩机机壳与隔板的找正方法,包括以下步骤:
8.s1,在机壳上安装隔板和第一端盖;
9.s2,起吊假轴至预装位置;
10.s3,在所述机壳上安装第二端盖,将预装位置的所述假轴调整至目标位置;
11.s4,测量所述隔板与所述假轴的同心度;
12.s5,移除所述假轴;
13.s6,拆除所述隔板,并根据步骤s4的测量结果对所述隔板进行修磨;
14.s7,安装修磨后的所述隔板;
15.s8,重新起吊所述假轴至所述目标位置,并重复步骤s4至步骤s7对所述隔板与所述假轴同心找正。
16.进一步,所述步骤s1中安装所述第一端盖后,在所述第一端盖内设置第一支撑件,在所述隔板的至少一个隔板上设置第二支撑件;
17.所述步骤s2中所述预装位置的所述假轴放置在所述第一支撑件和所述第二支撑件上。
18.进一步,所述第一支撑件设置在所述第一端盖的密封腔内,所述第一支撑件的顶面和所述第二支撑件的顶面处于同一平面。
19.进一步,所述步骤s3中安装所述第二端盖后,在所述第二端盖内设置第三支撑件;
20.所述目标位置的所述假轴设置在所述第一支撑件和所述第三支撑件上。
21.进一步,所述第三支撑件设置在所述第二端盖的密封腔内,所述第二端盖与所述第一端盖同轴设置,所述第三支撑件的顶面与所述第一支撑件的顶面处于同一平面。
22.进一步,所述假轴处于所述目标位置后移除所述第二支撑件。
23.进一步,所述步骤s5包括以下步骤:
24.s51,将所述假轴向所述第一端盖方向移动,直至所述假轴的第一端脱出所述第二端盖;
25.s52,将所述假轴的第一端升高,并逐步升高至所述机壳外,以使所述假轴处于倾斜状态;
26.s53,将处于倾斜状态的所述假轴移出所述机壳。
27.进一步,所述步骤s8包括以下步骤:
28.s81,将所述假轴水平吊装至所述机壳的上方,调整所述假轴至倾斜状态;
29.s82,将倾斜状态的所述假轴的第二端送入所述第一端盖内,直至所述假轴(14)的壁面与所述第一端盖(20)的壁面相贴,降低所述假轴的第一端的高度,直至调整所述假轴为水平状态;
30.s83,将水平状态的所述假轴向所述第二端盖的方向横移,直至所述假轴处于所述目标位置。
31.进一步,倾斜状态的所述假轴的轴线与所述机壳的轴线之间的倾斜夹角具有最大值和最小值。
32.进一步,获得所述倾斜夹角的最大值和最小值的步骤包括:
33.将处于目标位置的所述假轴向所述第一端盖的方向横移,直至位于所述第二端盖内的第一端脱出所述第二端盖,且所述第一端的端面紧贴所述第二端盖的端面;
34.升高所述第一端,当所述第一端的下壁面的延长线与所述第二端盖的最高点相贴时,获得所述倾斜夹角的最小值;
35.继续升高所述第一端,当位于所述第一端盖内的所述假轴的上壁面与所述第一端盖的壁面相贴时,获得所述倾斜夹角的最大值。
36.本发明实施例提供的技术方案的有益效果至少包括:本发明提供的利用假轴对隔板进行找正的方法中,能够对假轴和端盖进行独立吊装。在隔板的找正过程中能够对假轴进行独立拆装,避免了对端盖的拆卸,提高了隔板找正的效率。
附图说明
37.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
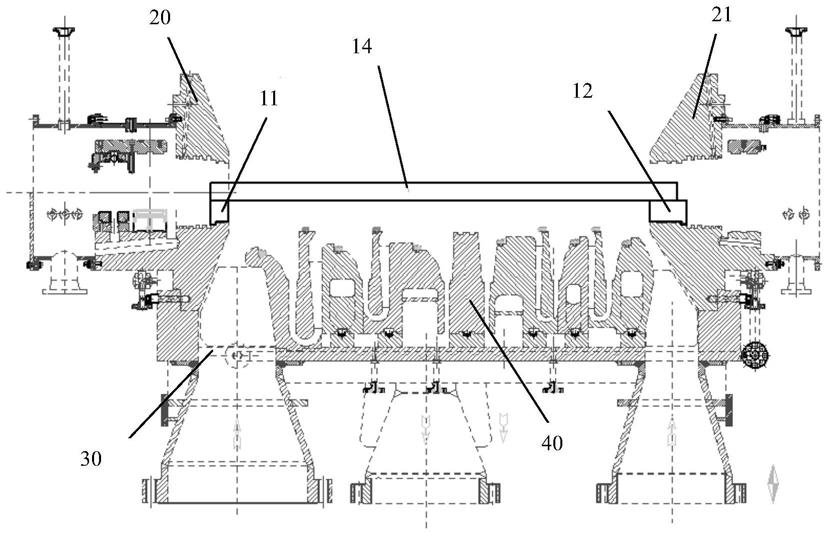
38.图1为本发明假轴目标位置结构示意图;
39.图2为本发明假瓦安装位置结构示意图;
40.图3为本发明假轴首次安装步骤示意图;
41.图4为本发明假轴拆除步骤示意图;
42.图5为本发明假轴倾斜夹角为最小值时结构示意图;
43.图6为本发明假轴倾斜夹角为最大值时结构示意图。
44.图中的附图标记分别表示为:
45.11-第一支撑件;12-第三支撑件;13-第二支撑件;14-假轴;20-第一端盖;21-第二端盖;30-机壳;40-隔板。
46.通过上述附图,已示出本发明明确的实施例,后文中将有更详细的描述。这些附图和文字描述并不是为了通过任何方式限制本发明构思的范围,而是通过参考特定实施例为本领域技术人员说明本发明的概念。
具体实施方式
47.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
48.在对本发明实施方式作进一步地详细描述之前,本发明实施例中所涉及的方位名词,如“上部”、“下部”、“侧部”,以图1中所示方位为基准。
49.为使本发明的技术方案和优点更加清楚,下面将结合附图对本发明实施方式作进一步地详细描述。
50.如图1至图6所示,本实施例介绍了一种水平剖分大型压缩机机壳与隔板的找正方法,如图3所示包括以下步骤:
51.s1,在机壳30上安装隔板40和第一端盖20;
52.s2,起吊假轴14至预装位置(如图3b所示);
53.s3,在机壳30上安装第二端盖21(如图3c所示),将预装位置的假轴14调整至目标位置(如图3d所示);
54.s4,测量隔板40与假轴14的同心度;
55.s5,移除假轴14;
56.s6,拆除隔板40,并根据步骤s4的测量结果对隔板40进行修磨;
57.s7,安装修磨后的隔板40;
58.s8,重新起吊假轴14至目标位置,并重复步骤s4至步骤s7对隔板40与假轴14同心找正。
59.本实施例中第二端盖21和假轴14单独设置,两者的吊装过程可以分开,在隔板40的多次找正过程中,可以只重复吊装假轴14,避免了对第二端盖21的重复吊装,减少了吊装的工序和时间,提升了吊装的效率,提高了利用假轴对隔板找正的效率。
60.如图3所示,步骤s1中安装第一端盖20后,在第一端盖20内设置第一支撑件11(位置如图2所示),在隔板40的至少一个隔板上设置第二支撑件13(位置如图2所示);步骤s2中预装位置的假轴14放置在第一支撑件11和第二支撑件13上。本实施例中,第一支撑件11和
第二支撑件13为支撑假轴14的轴瓦,与假轴14匹配设置。在预装位置之前,可以先将假轴14吊装至第二支撑件13上,此时,第二支撑件13对假轴14有良好的支撑作用,使吊装的水平度更加可控;然后向第一端盖20方向横移假轴14,使假轴14横跨在第一支撑件11和第二支撑件13上,到达预装位置。
61.第一支撑件11设置在第一端盖20的密封腔内,第一支撑件11的顶面和第二支撑件13的顶面处于同一平面。此设置保证了假轴14的水平度,能够使预装位置的假轴14的轴线与机壳30的轴线重合。
62.如图3c所示,步骤s3中安装第二端盖21后,在第二端盖21内设置第三支撑件12(位置如图2所示);目标位置的假轴14(位置如图1所示)设置在第一支撑件11和第三支撑件12上。本实施例中第三支撑12为轴瓦,与假轴14相匹配。第三支撑件12设置完成后,将预装位置的假轴14向第二端盖21的方向移动,使假轴14横跨第一支撑件11和第三支撑件12上,达到目标位置。
63.如图3d所示,第三支撑件12设置在第二端盖21的密封腔内,第二端盖21与第一端盖20同轴设置,第三支撑件12的顶面与第一支撑件11的顶面处于同一平面。此设置保证了假轴14的水平度,能够使目标位置的假轴14的轴线与机壳30的轴线重合。目标位置的假轴14起到替代转子的作用。
64.假轴14处于目标位置后移除第二支撑件13,避免后续对假轴14和隔板40进行找正时产生阻碍。
65.步骤s4中,假轴14到达目标位置后,使用内径千分尺测量假轴14与每个隔板40配合处的距离,测量过程中取左、右、下三点位置进行测量,根据测量的结果,判断每个隔板的调整量。
66.步骤s6中拆除隔板40后,并根据步骤s4的测量结果对隔板40进行修磨。
67.如图4所示,步骤s5移除假轴14的过程包括以下步骤:
68.s51,将假轴14向第一端盖20方向移动,直至假轴14的第一端脱出第二端盖21(如图4b所示);
69.s52,将假轴14的第一端升高,并逐步升高至机壳30外,以使假轴14处于倾斜状态(如图4c所示);
70.s53,将处于倾斜状态的假轴14移出机壳30(如图4d和图4e所示)。
71.本实施例中假轴14的移除过程未拆卸第二端盖21,减少了吊装工序,提高了吊装效率。
72.本实施例中步骤s8中再次安装假轴14时,需要避免假轴14与第一端盖20和第二端盖21之间的接触,具体包括以下步骤:
73.s81,将假轴14水平吊装至机壳30的上方,调整假轴14至倾斜状态;
74.s82,将倾斜状态的假轴14的第二端送入第一端盖20内,直至假轴14的壁面与第一端盖20的壁面相贴,降低假轴14的第一端的高度,直至调整假轴14为水平状态;
75.s83,将水平状态的假轴14向第二端盖21的方向横移,直至假轴14处于目标位置。
76.本实施例中,步骤s8中重复安装假轴14的过程中,首先调整好假轴14的倾斜角度,假轴14第二端的进入第一端盖20内,直到假轴14的壁面与与第二端盖20的壁面相贴,此时,进到第一端盖20的假轴14的第二端的长度已经最大,由于倾斜角度是符合安装需求的,此
时的假轴14的第一端在机壳30轴线上的投影位于第一端盖20和第二端盖21之间。之后降低假轴14第一端的高度时,可以避免假轴14与第二端盖21之间的接触,避免假轴14和第二端盖21的磕碰损害。
77.本实施例中步骤s8中重复安装假轴14时,根据安装需求,可以在隔板40上再次安装第二支撑件13,将假轴14调整为水平状态后,假轴14横跨在第一支撑件11和第二支撑件13上,能够为假轴14提供良好的支撑,使假轴14的空中姿态更加稳定,为后续向第二端盖21方向横移假轴14提供良好的操作基础。
78.本实施例中倾斜状态的假轴14的轴线与机壳30的轴线之间的倾斜夹角具有最大值和最小值,在假轴14的重复安装和拆卸过程中的倾斜角度应该不大于最大值,且不小于最小值,否则,假轴14的安装和拆卸过程将与压缩机的其他结构发生碰撞,造成不必要的损害。
79.本实施例中获得倾斜夹角的最大值和最小值的步骤包括:
80.将处于目标位置的假轴14向第一端盖20的方向横移,直至位于第二端盖21内的第一端脱出第二端盖21,且第一端的端面紧贴第二端盖21的端面;
81.升高第一端,当第一端的下壁面的延长线与第二端盖21的最高点相贴时,获得倾斜夹角的最小值β(如图5所示);
82.继续升高第一端,当位于第一端盖20内的假轴14的上壁面与第一端盖20的壁面相贴时,获得倾斜夹角的最大值α(如图6所示)。
83.当倾斜夹角为最大值时,假轴14的第二端位于第一端盖20内,第一端盖20的密封腔的孔尺寸限制了假轴14的倾斜程度。最大倾角时,假轴14可能有两个接触点,一个接触点为假轴14的上壁面与第一端盖20的壁面相贴的点,另一个接触点可能是假轴14的第二端的下壁面与第一端盖20的密封腔的下壁面相贴的点,也可能是假轴14的第二端的下壁面与第一支撑件11的上壁面相贴的点;假轴14也可能有三个接触点,第一个接触点为假轴14的上壁面与第一端盖20的壁面相贴的点,第二个接触点是假轴14的第二端的下壁面与第一端盖20的密封腔的下壁面相贴的点,第三个接触点是假轴14的第二端的下壁面与第一支撑件11的上壁面相贴的点。本实施例中假轴14具有两个接触点,一个接触点是假轴14的第二端的上壁面与第一端盖20的密封腔的上壁面相贴的点,另一个接触点是假轴14的第二端的下壁面与第一支撑件11的上壁面相贴的点(如图6所示)。
84.本实施例中假轴14上设置两个吊点结构,两个吊点结构分别连接两个条吊索结构(如图4所示),至少一条吊索结构上设置手拉葫芦,用以调节吊索的长度,进而旋转假轴14进行水平状态与倾斜状态之间的调整。
85.本实施例中提供了进行压缩机机壳与隔板的找正工作的整体步骤:
86.步骤一:准备工作
87.(1)设计假轴14。根据第一端盖20和第二端盖21之间的跨距确定假轴14的长度l和直径d。
88.l≥压缩机转子支撑跨距,d在满足假轴14整体刚度的情况下,越小越好。
89.(2)设计假瓦。本实施例中共使用三块假瓦(第一支撑件11、第二支撑件13、第三支撑件12)。根据假轴14的直径d设计假瓦,图2中的第一支撑工件11和第二支撑件13为假轴14在安装过程中提高支撑,第三支撑件12则为假轴14在找正过程中提供支撑。
90.(3)确定假轴14的倾斜夹角的取值范围。根据第一端盖20和第二端盖21之间的跨距,以及端盖密封腔的内孔尺寸,和假轴14的长度l及直径d,确定假轴14的倾角范围为:β≤倾角≤α。α为假轴14可获得的最大倾斜角度,β为假轴14可获得的最小倾斜角度。
91.(4)准备相应的提升工具。根据倾角α和β的大小,选择合适的假轴14的吊装工具。假轴14的吊装使用两点吊装的方法,一个吊点固定,另一个吊点通过手拉葫芦可以自由调节吊点的高度,以实现假轴14的旋转。
92.步骤二:机壳与隔板的找正
93.(1)安装假轴14。单独吊装第一端盖20至其安装位置,在第一端盖20的密封腔内安装第一支撑件11。在中间某一隔板40的位置上安装第二支撑件13。将假轴14吊装落至第二支撑件13上(如图3a所示),然后向第一端盖20方向横移假轴14,至第一支撑件11上(如图3b所示),利用第一支撑件11和第二支撑件13完成假轴14的支撑。单独吊装第二端盖21至其安装位置,并在第二端盖21的密封腔内安装第三支撑件12(如图3c所示)。向第二端盖21的方向横移假轴14,至第三支撑件12上,假轴14横跨第一支撑件11和地第三支撑件12,拆下第二支撑件13。
94.(2)隔板40的找正。使用内径千分尺测量假轴14与每个隔板40配合处的距离,取左、右、下三点测量,根据测量的结果,判断每个隔板的调整量。
95.(3)假轴的拆卸(如图4所示)。吊装假轴14向第一端盖20方向移动,使假轴14的第一端轴头露出第二端盖21(如图4b所示)。使用手拉葫芦调整假轴14的倾斜角度a,直至倾斜角度a满足:β≤倾角≤α的条件。然后缓慢吊出假轴14。
96.(4)根据隔板的调整量,吊出隔板进行修磨。
97.(5)重新安装假轴14。吊装假轴14至机壳30的上方,使用手拉葫芦调整假轴14的倾斜角度a,直至倾斜角度a满足:β≤倾角≤α的条件。然后缓慢的将假轴14的第二端送入第一端盖20内,直到第二端的壁面与第一端盖20的壁面相贴,证明第二端已经进到最大长度。使用手拉葫芦调整假轴14的第一端的高度,如果在隔板40上设置第二支撑件13,可以直接将假轴14落在第二支撑件13上,则假轴14横跨第一支撑件11和第二支撑件13,如果未设置第二支撑件13,则需要直接调整假轴14至水平状态。将水平状态的假轴14向第二端盖21的方向移动,至第三支撑件12上。
98.(6)重复(2)~(5)的工作内容,直至隔板40与机壳30的同心度符合预期标准。
99.该方法在对比原有的m b类压缩机机组装配过程,由于取消了假轴-端盖的装配、吊装工序,使假轴14可以独立于端盖实现单独装配,减少了多次的假轴-端盖装配、及假轴-端盖整体的装拆,大幅提升装配效率。
100.在本发明中,术语“第一”和“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。术语“多个”指两个或两个以上,除非另有明确的限定。
101.本领域技术人员在考虑说明书及实践这里公开的本发明后,将容易想到本发明的其它实施方案。本发明旨在涵盖本发明的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本发明的一般性原理并包括本发明未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的。
102.以上仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。