1.本发明涉及螺钉技术领域,特别涉及一种开槽圆柱头螺钉制作工艺。
背景技术:
2.螺钉在车身中应用较多,一般材质为金属或塑胶,圆筒形,表面刻有凹凸的沟称为螺纹螺钉的主要功用是接合二个物体,或者是固定一物体的位置,螺钉通常可随意移除或重新嵌紧而不损其效率。
3.较长的普通开槽圆柱头螺钉在使用过程中,螺帽和螺柱连接处以及螺柱易出现弯折或断裂的情况,且这些开槽圆柱头螺钉底端在生产制作时易存在凸起毛刺,影响开槽圆柱头螺钉的正常使用作业,实用性和质量较差,不利于推广和使用。
技术实现要素:
4.本发明的目的在于至少解决现有技术中存在的技术问题之一,提供一种开槽圆柱头螺钉制作工艺,能够解决螺钉螺帽和螺柱连接处以及螺柱易出现弯折或断裂、螺钉底端毛刺影响使用的问题。
5.为实现上述目的,本发明提供如下技术方案:一种开槽圆柱头螺钉制作工艺,所述开槽圆柱头螺钉由螺钉本体、腰部和颈部组成,所述工艺包括以下步骤:
6.s1、抽线剪料
7.选取指定规格的盘条,再利用矫直机将弯曲成圈的盘条矫直,其后对矫直后的盘条进行预热,预热后将盘条送至两组钢板之间进行滚压,处理1-3min后,将盘条从两组钢板之间取出,最后利用剪切机将矫直后的盘条分切成长度相等的小段,得到螺钉坯料;
8.s2、冷镦成型
9.将螺钉坯料送至冷镦机处进行二段冷镦,一段冷镦后停机30-60min再进行二段冷镦,二段冷镦后得到螺钉初坯,螺钉初坯的螺帽和螺柱成型处形成颈部;
10.s3、切削碾牙
11.使用切削机于螺钉初坯顶端开设条形槽,再选取两组指定高度规格的活动牙板和固定牙板组合,利用两组活动牙板和固定牙板组合分别对螺钉初坯的顶部和底部进行碾压处理,两组活动牙板和固定牙板组合之间留有间隙,间隙处形成腰部,处理后得到初型螺钉;
12.s4、抛光热处理
13.1)利用抛光机对初型螺钉的颈部和腰部进行抛光,再针对初型螺钉的底部端面进行抛光打磨;
14.2)将抛光处理的后初型螺钉送入热处理炉内进行三段热处理,一段热处理加热温度控制为180-250℃,再恒温处理10-20min,二段热处理加热温度控制为370-410℃,再恒温处理10-20min,三段热处理加热温度控制为280-320℃,再恒温处理10-20min后,将初型螺钉从热处理炉内取出进行自然时效;
15.s5、酸洗电镀
16.将时效后的初型螺钉送入酸洗池内进行酸洗,酸洗池内酸洗溶液ph值控制为3.9-6.9,酸洗1-2h,再利用电镀设备对酸洗后的初型螺钉表面进行电镀,电镀后得到该开槽圆柱头螺钉。
17.优选的,所述腰部的长度与螺钉本体长度的比值为1:3-4,所述颈部为倒锥形,倒锥形斜角角度为10
°‑
20
°
。
18.优选的,所述抽线剪料步骤中,滚压操作包括以下步骤:两组钢板将盘条夹持于二者之间,利用驱动部件带动压制于盘条上的钢板横向运动,盘条于两组钢板之间滚动。
19.优选的,所述抛光热处理步骤中,一段热处理于10-20min内匀速加热至指定温度,二段热处理于10-20min内匀速加热至指定温度,三段热处理于20-30min内匀速降至指定温度。
20.优选的,所述抽线剪料步骤中,选取的盘条为碳素钢。
21.优选的,所述冷镦成型步骤中,一段冷镦行程与螺钉坯料长度的比值为3-4:6,二段冷镦行程与螺钉坯料长度的比值为1:6-8。
22.优选的,所述切削碾牙步骤中,单组活动牙板和固定牙板组合的高度与螺钉长度的比值为1:3-4。
23.与现有技术相比,本发明的有益效果是:
24.(1)、该开槽圆柱头螺钉制作工艺,于抽线步骤中先对盘条进行矫直,再通过加热的方式去除盘条上残余的应力,最后利用钢板对盘条进行滚压处理,确保作为开槽圆柱头螺钉原材的盘条平直,避免其中残余的应力影响成型螺钉的质量,其后的冷镦步骤中采用二段式进行加工,螺钉初坯的螺帽和螺柱成型处形成的颈部能够加固螺柱和螺帽连接处,降低螺柱螺帽成型连接处断裂风险,延长螺钉使用寿命,提升整体质量。
25.(2)、该开槽圆柱头螺钉制作工艺,碾牙步骤中利用两组活动牙板和固定牙板组合完成,其间留有的间隙形成腰部,保证开槽圆柱头螺钉中部的完整性,进而提升开槽圆柱头螺钉整体的耐弯折性,降低较长型开槽圆柱头螺钉出现从中部弯折或断裂情况的可能性。
26.(3)、该开槽圆柱头螺钉制作工艺,对开槽圆柱头螺钉的颈部和腰部进行以及开槽圆柱头螺钉的底部断面进行抛光打磨处理,有效避免此处残存的毛刺影响后续开槽圆柱头螺钉的使用情况,热处理步骤中采用三段式加工方式,且均运用匀速的方式进行加热和降温,保证开槽圆柱头螺钉内部金属结构的稳定性。
附图说明
27.下面结合附图和实施例对本发明进一步地说明:
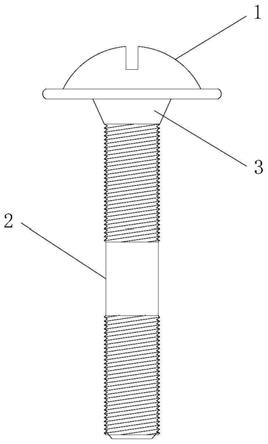
28.图1为本发明的结构示意图。
29.附图标记:螺钉本体1、腰部2、颈部3。
具体实施方式
30.本部分将详细描述本发明的具体实施例,本发明之较佳实施例在附图中示出,附图的作用在于用图形补充说明书文字部分的描述,使人能够直观地、形象地理解本发明的每个技术特征和整体技术方案,但其不能理解为对本发明保护范围的限制。
31.在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
32.在本发明的描述中,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
33.本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
34.实施例一:
35.请参阅图1,本发明提供一种技术方案:一种开槽圆柱头螺钉制作工艺,开槽圆柱头螺钉由螺钉本体、腰部和颈部组成,工艺包括以下步骤:
36.s1、抽线剪料:选取指定规格的盘条,选取的盘条为碳素钢、低碳钢或不锈钢中的任意一种,再利用矫直机将弯曲成圈的盘条矫直,其后对矫直后的盘条进行预热,预热后将盘条送至两组钢板之间进行滚压,滚压操作包括以下步骤:两组钢板将盘条夹持于二者之间,利用驱动部件带动压制于盘条上的钢板横向运动,盘条于两组钢板之间滚动,处理1min后,将盘条从两组钢板之间取出,最后利用剪切机将矫直后的盘条分切成长度相等的小段,得到螺钉坯料;
37.s2、冷镦成型:将螺钉坯料送至冷镦机处进行二段冷镦,一段冷镦后停机30min再进行二段冷镦,二段冷镦后得到螺钉初坯,螺钉初坯的螺帽和螺柱成型处形成颈部,颈部为倒锥形,倒锥形斜角角度为10
°
,一段冷镦行程与螺钉坯料长度的比值为3:6,二段冷镦行程与螺钉坯料长度的比值为1:6;
38.s3、切削碾牙:使用切削机于螺钉初坯顶端开设条形槽,再选取两组指定高度规格的活动牙板和固定牙板组合,利用两组活动牙板和固定牙板组合分别对螺钉初坯的顶部和底部进行碾压处理,单组活动牙板和固定牙板组合的高度与螺钉长度的比值为1:3,两组活动牙板和固定牙板组合之间留有间隙,间隙处形成腰部,腰部的长度与螺钉本体长度的比值为1:3,处理后得到初型螺钉;
39.s4、抛光热处理:1)利用抛光机对初型螺钉的颈部和腰部进行抛光,再针对初型螺钉的底部端面进行抛光打磨;2)将抛光处理的后初型螺钉送入热处理炉内进行三段热处理,一段热处理加热温度控制为180℃,再恒温处理10min,二段热处理加热温度控制为370℃,再恒温处理10min,三段热处理加热温度控制为280℃,再恒温处理10min后,一段热处理于10min内匀速加热至指定温度,二段热处理于10min内匀速加热至指定温度,三段热处理于20min内匀速降至指定温度,将初型螺钉从热处理炉内取出进行自然时效;
40.s5、酸洗电镀:将时效后的初型螺钉送入酸洗池内进行酸洗,酸洗池内酸洗溶液ph值控制为3.9,酸洗1h,再利用电镀设备对酸洗后的初型螺钉表面进行电镀,电镀后得到该开槽圆柱头螺钉。
41.实施例二:
42.请参阅图1,在实施例一的基础上,一种开槽圆柱头螺钉制作工艺,开槽圆柱头螺钉由螺钉本体、腰部和颈部组成,工艺包括以下步骤:
43.s1、抽线剪料:选取指定规格的盘条,选取的盘条为碳素钢、低碳钢或不锈钢中的任意一种,再利用矫直机将弯曲成圈的盘条矫直,其后对矫直后的盘条进行预热,预热后将盘条送至两组钢板之间进行滚压,滚压操作包括以下步骤:两组钢板将盘条夹持于二者之间,利用驱动部件带动压制于盘条上的钢板横向运动,盘条于两组钢板之间滚动,处理2min后,将盘条从两组钢板之间取出,最后利用剪切机将矫直后的盘条分切成长度相等的小段,得到螺钉坯料;
44.s2、冷镦成型:将螺钉坯料送至冷镦机处进行二段冷镦,一段冷镦后停机45min再进行二段冷镦,二段冷镦后得到螺钉初坯,螺钉初坯的螺帽和螺柱成型处形成颈部,颈部为倒锥形,倒锥形斜角角度为15
°
,一段冷镦行程与螺钉坯料长度的比值为3.5:6,二段冷镦行程与螺钉坯料长度的比值为1:7;
45.s3、切削碾牙:使用切削机于螺钉初坯顶端开设条形槽,再选取两组指定高度规格的活动牙板和固定牙板组合,利用两组活动牙板和固定牙板组合分别对螺钉初坯的顶部和底部进行碾压处理,单组活动牙板和固定牙板组合的高度与螺钉长度的比值为1:3.5,两组活动牙板和固定牙板组合之间留有间隙,间隙处形成腰部,腰部的长度与螺钉本体长度的比值为1:3.5,处理后得到初型螺钉;
46.s4、抛光热处理:1)利用抛光机对初型螺钉的颈部和腰部进行抛光,再针对初型螺钉的底部端面进行抛光打磨;2)将抛光处理的后初型螺钉送入热处理炉内进行三段热处理,一段热处理加热温度控制为215℃,再恒温处理15min,二段热处理加热温度控制为390℃,再恒温处理105min,三段热处理加热温度控制为300℃,再恒温处理15min后,一段热处理于15min内匀速加热至指定温度,二段热处理于15min内匀速加热至指定温度,三段热处理于25min内匀速降至指定温度,将初型螺钉从热处理炉内取出进行自然时效;
47.s5、酸洗电镀:将时效后的初型螺钉送入酸洗池内进行酸洗,酸洗池内酸洗溶液ph值控制为5.4,酸洗1.5h,再利用电镀设备对酸洗后的初型螺钉表面进行电镀,电镀后得到该开槽圆柱头螺钉。
48.实施例三:
49.请参阅图1,在实施例一的基础上一种开槽圆柱头螺钉制作工艺,开槽圆柱头螺钉由螺钉本体、腰部和颈部组成,工艺包括以下步骤:
50.s1、抽线剪料:选取指定规格的盘条,选取的盘条为碳素钢、低碳钢或不锈钢中的任意一种,再利用矫直机将弯曲成圈的盘条矫直,其后对矫直后的盘条进行预热,预热后将盘条送至两组钢板之间进行滚压,滚压操作包括以下步骤:两组钢板将盘条夹持于二者之间,利用驱动部件带动压制于盘条上的钢板横向运动,盘条于两组钢板之间滚动,处理3min后,将盘条从两组钢板之间取出,最后利用剪切机将矫直后的盘条分切成长度相等的小段,得到螺钉坯料;
51.s2、冷镦成型:将螺钉坯料送至冷镦机处进行二段冷镦,一段冷镦后停机60min再进行二段冷镦,二段冷镦后得到螺钉初坯,螺钉初坯的螺帽和螺柱成型处形成颈部,颈部为倒锥形,倒锥形斜角角度为20
°
,一段冷镦行程与螺钉坯料长度的比值为4:6,二段冷镦行程与螺钉坯料长度的比值为1:8;
52.s3、切削碾牙:使用切削机于螺钉初坯顶端开设条形槽,再选取两组指定高度规格的活动牙板和固定牙板组合,利用两组活动牙板和固定牙板组合分别对螺钉初坯的顶部和底部进行碾压处理,单组活动牙板和固定牙板组合的高度与螺钉长度的比值为1:4,两组活动牙板和固定牙板组合之间留有间隙,间隙处形成腰部,腰部的长度与螺钉本体长度的比值为1:4,处理后得到初型螺钉;
53.s4、抛光热处理:1)利用抛光机对初型螺钉的颈部和腰部进行抛光,再针对初型螺钉的底部端面进行抛光打磨;2)将抛光处理的后初型螺钉送入热处理炉内进行三段热处理,一段热处理加热温度控制为250℃,再恒温处理20min,二段热处理加热温度控制为410℃,再恒温处理20min,三段热处理加热温度控制为320℃,再恒温处理20min后,一段热处理于20min内匀速加热至指定温度,二段热处理于20min内匀速加热至指定温度,三段热处理于30min内匀速降至指定温度,将初型螺钉从热处理炉内取出进行自然时效;
54.s5、酸洗电镀:将时效后的初型螺钉送入酸洗池内进行酸洗,酸洗池内酸洗溶液ph值控制为6.9,酸洗2h,再利用电镀设备对酸洗后的初型螺钉表面进行电镀,电镀后得到该开槽圆柱头螺钉。
55.由此可见:传统的开槽圆柱头螺钉在使用过程中,螺帽和螺柱连接处以及螺柱易出现弯折或断裂的情况,且这些开槽圆柱头螺钉底端在生产制作时易存在凸起毛刺,影响开槽圆柱头螺钉的正常使用作业;该开槽圆柱头螺钉制作工艺,于抽线步骤中先对盘条进行矫直,再通过加热的方式去除盘条上残余的应力,最后利用钢板对盘条进行滚压处理,确保作为开槽圆柱头螺钉原材的盘条平直,避免其中残余的应力影响成型螺钉的质量,其后的冷镦步骤中采用二段式进行加工,螺钉初坯的螺帽和螺柱成型处形成的颈部能够加固螺柱和螺帽连接处,降低螺柱螺帽成型连接处断裂风险,延长螺钉使用寿命,提升整体质量,碾牙步骤中利用两组活动牙板和固定牙板组合完成,其间留有的间隙形成腰部,保证开槽圆柱头螺钉中部的完整性,进而提升开槽圆柱头螺钉整体的耐弯折性,降低较长型开槽圆柱头螺钉出现从中部弯折或断裂情况的可能性。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。