1.本发明涉及成形制造技术领域,更具体地说,涉及一种基于空间包络形变-热处理协同调控的薄壁构件制造方法。
背景技术:
2.高强铝合金薄壁构件具有比强度高和承载能力强等特点,为航空航天高端装备不可或缺的关键承载构件,其性能质量直接影响到整体装备的服役性能和使用寿命。为满足航空航天发展要求,提高航空航天飞行器的有效承载能力与航行里程,迫切需要实现薄壁构件的强韧化制造。目前,薄壁构件主要通过冲压技术加工制造,然而冲压过程金属塑性变形十分有限,成形构件内部晶粒组织很难得到充分细化,因而直接影响了薄壁构件的强韧性。若采用整体锻造成形,构件中易产生变形死区,导致变形抗力大,模具损害严重,同时厚度较小的薄壁构件不能成形。因此,亟需新的加工技术实现薄壁构件的高强韧化制造。
技术实现要素:
3.本发明要解决的技术问题在于,提供一种基于空间包络形变-热处理协同调控的薄壁构件制造方法,能够控制加工制造薄壁构件组织均匀细化,同时大幅提升强韧性。
4.本发明解决其技术问题所采用的技术方案是:构造一种基于空间包络形变-热处理协同调控的薄壁构件制造方法,包括以下步骤:
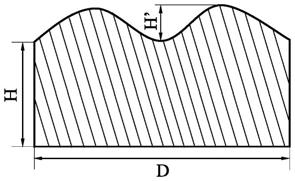
5.s1、坯料设计:坯料材料为7075高强铝合金,为保证薄壁构件包络成形均匀性,坯料设计为上表面呈波浪形的圆柱料,上表面波谷位于圆柱料圆心和边缘处,波峰位于1/2半径处;
6.s2、高温短时间加热软化退火:将坯料快速加热至460℃-480℃,保温2min左右,直接炉冷至250℃左右,出炉风冷实现软化退火。为保证7075高强铝合金室温塑性,坯料软化退火后室温延伸率达到20%,屈服强度达到100mpa以下;
7.s3、多自由度包络成形:将软化退火坯料置于凹模型腔内,凹模带动坯料沿轴向作进给运动,六个并联连杆驱动锥形上模作多自由度空间运动,坯料在锥形上模多自由度连续局部多道次辗压作用下产生轴向压缩和径向伸长变形,直至薄壁构件近净成形。六个并联连杆任意一点ni(i=1,2
……
)的运动控制方程如方程(1)所示:
8.t(α,β,γ,x,y,z)=r(α,β,γ)ni p(x,y,z)
ꢀꢀ
(1)
9.式中,t(α,β,γ,x,y,z)为复合运动变换矩阵,r(α,β,γ)为锥形上模动平台绕xyz坐标系顺序旋转矩阵,α、β、γ分别为动坐标系绕x轴、y轴、z轴旋转角度;p(x,y,z)为锥形上模动平台沿xyz坐标系平移矩阵,x、y、z分别为动坐标系沿x轴、y轴、z轴平移量;
10.s4、模具参数设计:为增大薄壁构件包络成形金属切向流动,促进其组织均匀细化,锥形上模锥角≥2
°
,凹模每转进给量为x/n,其中x为多自由度包络成形总变形量,n≥15,n值根据构件壁厚来确定,构件壁厚越大,n值越大;
11.s5、多自由度包络变形量控制:为避免薄壁构件热处理晶粒异常长大和力学性能
剧烈降低,薄壁构件多自由度包络变形量控制在20%以下或者40%以上,避开20%-40%这一变形量数值区间;
12.s6、多自由度包络成形薄壁构件热处理:将多自由度包络成形薄壁构件进行固溶时效热处理,固溶处理温度为465℃-495℃,保温时间≥20min,固溶保温时间根据薄壁构件尺寸具体确定,时效处理温度为115℃-125℃,保温时间为24h。
13.按上述方案,在所述步骤s2前,软化退火坯料浸入60℃猪油 mos2混合物润滑处理,晾凉后直接进行多自由度包络成形。
14.按上述方案,在所述步骤s6中的固溶时效热处理前,多自由度包络成形薄壁构件通过常温酒精 纯碱溶液快速清洗烘干,去掉薄壁构件表面油污。
15.本发明原理如下:
16.多自由度空间包络成形是一种连续局部塑性成形工艺,可以直接高效成形薄壁构件,产品精度高,表面质量好。更重要的是,多自由度空间包络成形可以通过剧烈剪切变形细化晶粒组织,获得连续合理的金属流线,同时通过成形形变与热处理组织协同作用,大幅提高最终薄壁构件的强韧性。
17.实施本发明的基于空间包络形变-热处理协同调控的薄壁构件制造方法,具有以下有益效果:
18.1、本发明通过对高强铝合金板坯进行多自由度包络成形,实现薄壁构件的室温近净成形,成形精度高,表面质量好,同时通过引入剧烈剪切变形,显著细化构件内部晶粒组织。
19.2、本发明通过多自由度包络形变与热处理微观组织协同调控,使得形变细化组织有效遗传至热处理组织中,实现薄壁构件强韧性同时大幅提升。
20.3、本发明制造的性能最优薄壁构件晶粒尺寸≤15μm,室温抗拉强度≥560mpa,延伸率≥17%,实现了组织性能同步优化和良好匹配。
附图说明
21.下面将结合附图及实施例对本发明作进一步说明,附图中:
22.图1是坯料示意图;
23.图2是室温空间包络成形示意图;
24.图3是采用本发明方法制造的7075铝合金薄壁构件晶粒形态示意图;
25.图4是采用本发明方法制造的7075铝合金薄壁构件晶粒平均尺寸数据示意图;
26.图5是采用本发明方法制造的7075铝合金薄壁构件力学性能数据示意图。
具体实施方式
27.为了对本发明的技术特征、目的和效果有更加清楚的理解,现对照附图详细说明本发明的具体实施方式。
28.本发明基于空间包络形变-热处理相变协同调控的高强韧薄壁构件制造方法包括以下步骤:
29.s1、坯料设计:本实施例中所用的坯料为上表面呈波浪形的7075铝合金圆柱料,如图1所示,经过有限元精准计算,坯料底面直径d=80mm,侧面高度h=10mm,波峰与波谷高度
差h’=2mm,该尺寸参数设计可以保证薄壁构件室温多自由度包络成形均匀性;
30.s2、高温短时间加热软化退火:将s1设计的坯料快速加热至470℃,保温2min,直接炉冷至250℃,出炉风冷;
31.s3、多自由度包络成形:如图2所示,将s2软化退火坯料置于凹模型腔内,凹模带动坯料沿轴向作进给运动,六个并联连杆驱动锥形上模作多自由度空间运动,坯料在锥形上模多自由度连续局部多道次辗压作用下产生轴向压缩和径向伸长变形,直至薄壁构件近净成形。六个并联连杆任意一点ni(i=1,2
……
)的运动控制方程如方程(1)所示:
32.t(α,β,γ,x,y,z)=r(α,β,γ)ni p(x,y,z)
ꢀꢀ
(1)
33.式中,t(α,β,γ,x,y,z)为复合运动变换矩阵,r(α,β,γ)为动平台绕xyz坐标系顺序旋转矩阵,α、β、γ分别为动坐标系绕x轴、y轴、z轴旋转角度;p(x,y,z)为动平台沿xyz坐标系平移矩阵,x、y、z分别为动坐标系沿x轴、y轴、z轴平移量;
34.s4、模具参数设计:锥形上模锥角为2.5
°
,凹模每转进给量为0.5mm/转,增大薄壁构件金属切向流动,促进其组织均匀细化;
35.s5、多自由度包络变形量控制:薄壁构件变形量设置为0%、10%、20%、30%、40%、50%、60%和70%八种参数,其中20%-40%为对照实施例参数,对比该发明多自由度包络形变-热处理微观组织协同调控优化效果;
36.s6、多自由度包络成形薄壁构件热处理:将不同变形量多自由度包络成形薄壁构件进行固溶时效热处理,固溶处理工艺路线为480℃保温50min后直接水淬,时效处理工艺路线为120℃保温24h后直接出炉空冷。
37.进一步的,多自由度包络成形前,软化退火坯料浸入60℃猪油 mos2混合物润滑处理,晾凉后直接进行多自由度包络成形。
38.进一步的,固溶时效热处理前,多自由度包络成形薄壁构件通过常温酒精 纯碱溶液快速清洗烘干,去掉薄壁构件表面油污。
39.采用本发明方法制造的7075铝合金薄壁构件晶粒形态如图3所示,晶粒平均尺寸数据如图4所示,力学性能数据如图5所示。由此可以看出,相较于未变形坯料,多自由度包络变形量为20%-40%的对比实施例最终热处理晶粒剧烈粗化,强度和塑性同时大幅下降,尤其是20%变形量,其热处理晶粒尺寸粗化至55μm,屈服强度和塑性分别降低至390mpa和6.9%;多自由度包络变形量为10%和60%-70%的实施例经过多自由度包络形变-热处理微观组织协同调控后,最终热处理晶粒均发生细化,强度和塑性同时得到大幅提升,尤其是70%变形量,其热处理晶粒尺寸有效细化至15μm,屈服强度和塑性分别降低至492mpa和17.7%。
40.上面结合附图对本发明的实施例进行了描述,但是本发明并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本发明的启示下,在不脱离本发明宗旨和权利要求所保护的范围情况下,还可做出很多形式,这些均属于本发明的保护之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
