1.本发明涉及磁芯制造技术领域,尤其涉及一种磁芯成型模具、成型模组及成型方法。
背景技术:
2.在现代电力电子技术领域,交流电流、电压和电能的计量通常采用互感器进行测量,互感器中的核心部件是磁芯,其性能直接决定互感器的测量精度。在测量无直流分量的正弦波电流时,通常采用高磁导率的软磁材料制造磁芯,以提高测量的精度。非晶和纳米晶合金具有优异的软磁性能,尤其是纳米晶合金同时具有高饱和磁感应强度、高磁导率和低损耗,已被广泛用于测量无直流分量互感器的磁芯。然而,在测量含有直流分量的正弦波电流时,为避免直流分量导致纳米晶合金磁芯磁化饱和,需要具有线性磁滞回线特性的磁芯,以实现抗直流功能,同时磁芯需要具有低的剩余磁极化强度和小的矫顽力,以减小测量误差。
3.现有技术中,为成型具有线性磁滞回线特性的纳米晶合金磁芯,一般采用的成型方式是管式炉中进行单条带材的拉拔和晶化热处理。美国专利us20120262266、us20150255203和us20160329140都公开了采用拉拔方法,进行制备抗直流互感器用纳米金合金磁芯的制造方法和过程。该方法制备的纳米晶合金磁芯具有优异的性能,例如纳米晶合金磁芯具有线性磁滞回线,其非线性度<3%;磁芯的相对磁导率可通过施加张应力的大小进行调整,可在最佳范围1000-3500之间调整;磁芯剩磁比jr/js<0.1、矫顽力hc与各向异性场hk之比hc/hk<0.1。但是由于该制备法制备成型纳米晶带材是采用单条拉拔方式成型,这对拉拔前淬态带材的均匀性要求很好,因为淬态带材的横向尺寸公差和纵向尺寸公差均影响带材拉拔过程中应力的均匀性,有可能导致性能波动,甚至断带;而且磁芯的制备是采用单条拉拔并热处理后的带材卷绕磁芯,生产效率非常低,一方面是由于单条拉拔带材的拉拔速度很慢,且拉拔过程中的张力和温度不易控制,制作工艺和设备都很复杂,另一方面是拉拔、晶化后的带材容易发生脆化,用脆化后的带材卷绕成环形的磁芯,断带严重,也导致生产效率低。
技术实现要素:
4.为了克服上述现有技术所述的至少一种缺陷,本发明第一目的在于提供一种磁芯成型模具,其不仅结构简单,易于操作,且能够避免现有拉拔成型后的磁芯带材绕制断带,提高产品合格率和生产效率。
5.本发明为达到上述目的所采用的技术方案是:
6.一种磁芯成型模具,包括:锥形冲头和模芯组件,模芯组件位于由带材绕制成的的磁芯料胚的中部空腔内,模芯组件包括至少两块能够相对移动的模芯块,所有模芯块之间设有与锥形冲头配合的冲孔,锥形冲头插入冲孔且能够在其内移动,外力作用下,锥形冲头相对冲孔移动能够挤压所有模芯块径向朝外移动,以使得磁芯料胚在模芯块的周向张应力
作用下进行周向拉伸外扩成型为磁芯。
7.本发明所提供的磁芯成型模具,通过设置至少两块能够相对移动的模芯块,并在磁芯料胚套在所有模芯块外,在外力作用下,锥形冲头能够相对冲孔移动,例如锥形冲头下移,锥形冲头能够挤压所有模芯块径向朝外移动,以使得磁芯料胚在模芯块的周向张应力作用下进行周向拉伸外扩成型为磁芯;不仅结构简单,易于操作,而且由于该磁芯成型模具在冲胀成型前无需对带材进行热处理,能够有效避免现有拉拔成型后的磁芯带材绕制断带现象,提高产品合格率和生产效率,另外,模芯组件由至少两块能够相对移动的模芯块组成,使得该磁芯成型模具能够根据不同尺寸磁芯的要求,通过调整相应的模芯块数量或者调整锥形冲头相对冲孔的移动距离来实现,增强该磁芯成型模具的适用范围。
8.优先的,所述磁芯料胚为环形,磁芯料胚的内环面紧贴模芯组件的外周面。
9.优先的,所述模芯块为弧形块,每个所述模芯块的外圆弧面都与所述磁芯料胚的内环面贴合。
10.优先的,所有模芯块的外弧面的弧度都相等,且所有模芯块的外弧面的弧度之和为360度,所述所有模芯块的内弧面组成所述冲孔。
11.优先的,所述模芯块的高度不小于所述所述磁芯料胚的高度,且所述磁芯料胚的两端面都不能伸出所述模芯块的端面。
12.优先的,所述磁芯成型模具包括砧模板,所述模芯组件安装于所述砧模板且能够相对其移动,所述砧模板设有避空槽,所述模芯组件的冲孔对应所述避空槽,锥形冲头下移后,其端部能够插入所述避空槽。
13.优先的,所述带材为非晶合金薄带材。
14.优先的,所述带材绕制成磁芯料胚后,所述带材的两端分别焊接在所述磁芯料胚的内腔面和外腔面。
15.基于同一发明构思,本发明的第二目的在于提供一种生产效率高、批量磁芯性能一致性好的磁芯成型模组。
16.本发明为达到上述目的所采用的技术方案是:磁芯成型模组包括上模板和多个上述所述的磁芯成型模具,每个模芯组件外都套设有所述磁芯料胚,上模板的底面设有多个定位槽,多个锥形冲头的上端插入对应定位槽中实现定位,外力下压上模板,上模板推动所有锥形冲头同时下移挤压对应的模芯块径向朝外移动,进而一次性成型多个磁芯。
17.本发明所提供的磁芯成型模组,能够一次性批量成型多个磁芯,不仅使得同一批次的磁芯性能一致,且能够显著提高磁芯生产效率,节约生产成本。
18.优先的,所有模芯组件都滑动设于所述砧模板上,所述砧模板设有多个所述避空槽,各个模芯组件的冲孔分别对应相应的避空槽,锥形冲头下移后,其端部能够插入对应的避空槽中。
19.基于同一发明构思,本发明的第三目的在于提供一种磁芯成型方法,该方法能够获得具有线性磁滞回线的纳米晶合金磁芯。
20.本发明为达到上述目的所采用的技术方案是:
21.磁芯成型方法,包括:
22.步骤1,将非晶合金带材绕制成具有中部空腔的磁芯料胚;
23.步骤2,将磁芯料胚套在如权利要求1-8任一项所述磁芯成型模具中的模芯组件
外;
24.步骤3,对装好磁芯料胚的磁芯成型模具进行加热,并将磁芯料胚加热到非晶合金带材的过冷液相区温度范围内后,对磁芯成型模具中的锥形冲头施加预设恒定外力,锥形冲头在冲孔内下移并挤压所有模芯块径向朝外移动,以使得磁芯料胚在模芯块的周向张应力作用下进行周向拉伸外扩;
25.步骤4,继续加热磁芯料胚到非晶合金带材的晶化温度及以上,以使得磁芯料胚在周向外扩张应力的作用下感生出与周向垂直的面内横向各向异性以晶化成纳米合金,进而制成具有线性磁滞回线的纳米晶合金磁芯。
26.本发明所提供的磁芯成型方法,
27.优选的,在步骤2中,将装好磁芯料胚的磁芯成型模具放入热压炉中进行加热,且需对热压炉进行抽真空后充入氮气至常压。
28.优选的,在步骤3和步骤4中,加热磁芯料胚均是以预设的恒定加温速率进行均匀加热升温。
29.优选的,在步骤3和步骤4中,对磁芯料胚加热到过冷液相区温度范围内或晶化温度后,都需要保温预设时间。
30.本发明所提供的磁芯成型方法,通过利用非晶合金带材的过冷液相区,采用磁芯成型模具对其进行冲胀塑性加工,再利用非晶晶化温度及以上进行晶化处理,以使得磁芯料胚在周向外扩张应力的作用下感生出与周向垂直的面内横向各向异性以晶化成纳米合金,进而制成具有线性磁滞回线的纳米晶合金磁芯,过程简单,易于操作。
31.综上所述,本发明提供的磁芯成型模具、磁芯成型模组和磁芯成型方法具有如下技术效果:
32.磁芯成型模具,通过设置至少两块能够相对移动的模芯块,并在磁芯料胚套在所有模芯块外,在外力作用下,锥形冲头能够相对冲孔移动,例如锥形冲头下移,锥形冲头能够挤压所有模芯块径向朝外移动,以使得磁芯料胚在模芯块的周向张应力作用下进行周向拉伸外扩成型为磁芯;磁芯成型模具不仅结构简单,易于操作,而且由于该磁芯成型模具在冲胀成型前无需对带材进行热处理,能够有效避免现有拉拔成型后的磁芯带材绕制断带现象,提高产品合格率和生产效率;另外,模芯组件由至少两块能够相对移动的模芯块组成,使得该磁芯成型模具能够根据不同尺寸磁芯的要求,通过调整相应的模芯块数量或者调整锥形冲头相对冲孔的移动距离来实现,增强该磁芯成型模具的适用范围。
33.磁芯成型模组通过设置上模板和多个所述的磁芯成型模具,能够一次性批量成型多个磁芯,不仅使得同一批次的磁芯性能能够保持较高的一致性,且能够显著提高磁芯生产效率,节约生产成本。
34.磁芯成型方法,通过利用非晶合金带材的过冷液相区,采用磁芯成型模具对其进行冲胀塑性加工,再利用非晶晶化温度及以上进行晶化处理,以使得磁芯料胚在周向外扩张应力的作用下感生出与周向垂直的面内横向各向异性以晶化成纳米合金,进而制成具有线性磁滞回线的纳米晶合金磁芯,过程简单,易于操作。
附图说明
35.图1为本发明实施例1中磁芯成型模具的剖视结构示意图;
36.图2为本发明实施例1中磁芯成型模具隐藏砧模板的立体结构示意图;
37.图3为本发明中fe73.5cu1nb3si15.5b7(at.%)非晶合金的dsc曲线图;
38.图4为本发明实施例1中fe73.5cu1nb3si15.5b7(at.%)非晶合金在1380公斤压力条件下成型的纳米晶合金磁芯的磁滞回线图;
39.图5为本发明实施例1中fe73.5cu1nb3si15.5b7(at.%)非晶合金在不同压力条件下成型的纳米晶合金磁芯的磁滞回线图;
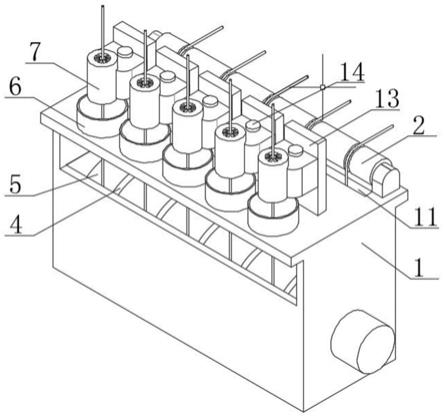
40.图6为本发明实施例2中磁芯成型模组的布局结构示意图;
41.图7为本发明实施例2中fe73.5cu1nb3si15.5b7(at.%)非晶合金在磁芯成型模组内同一批次成型的纳米晶合金磁芯的磁导率分布图。
42.其中,附图标记含义如下:
43.1-锥形冲头;
44.2-模芯块;
45.3-磁芯料胚;
46.4-砧模板。
具体实施方式
47.为了更好地理解和实施,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
48.在本发明的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
49.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在限制本发明。
50.实施例1
51.参阅图1和图2,本发明公开了一种磁芯成型模具,包括锥形冲头1和模芯组件,模芯组件位于由带材绕制成的磁芯料胚3的中部空腔内,也即是磁芯料胚3包裹在模芯组件的外周面。本实施例中,磁芯料胚3为环形,当然也可以为其他形状,例如方形等。带材可以为所有可由非晶态合金晶化成纳米晶合金的薄带材料,具体的,本实施例的带材的成分为fe73.5cu1nb3si15.5b7(at.%)的淬态非晶合金带材,带材的厚度为20nm,宽度为5mm,对该非合金带材施加1n的恒张力情况下,将其卷绕成内径为12.9mm、外径为18.1mm、高度为5mm的环形的磁芯料胚3。其中,对于非晶合金带材的厚度公差范围为正负2nm、宽度公差范围为正负0.1mm;磁芯料胚3的内径和外径的公差范围为正负0.1mm。在该非合金带材在绕制成磁芯料胚3后,非合金带材的两端分别焊接在磁芯料胚3的内环面和外环面,防止磁芯料胚3散开。
52.如图1和图2所示,模芯组件包括至少两块能够相对移动的模芯块2,也即是磁芯料胚3紧密包裹在所有模芯块2之外。本实施例中,模芯块2有三块,且所有模芯块2都为弧形块,最好是所有模芯块2的外弧面的弧度都相等,每个模芯块2的外圆弧面都与磁芯料胚3的
内环面紧密贴合,使得各个模芯块2作用在磁芯料胚3各个方向上的冲胀力均衡。当然根据实际需要,模芯块2的数量可以任意设置,模块的形状也可以不同,只需要满足所有模芯块2的外弧面的弧度之和为360度,即可将磁芯料胚3套在其外。将模芯组件分割成更多的模芯块2,也即是增加模芯块2的数量,能够使得冲胀后模芯块2的外圆弧面与磁芯料胚3的内环面接触面更多,从而使得成型后的磁芯尺寸更加接近理想设计尺寸。
53.如图1和图2所示,所有模芯块2之间设有与锥形冲头1配合的冲孔,本实施例中,冲孔优选为锥形冲孔,锥形冲孔能够与锥形冲头1配合的接触面更多,便于锥形冲孔的压力能够顺利传动到模芯块2并推动其径向向外移动。所有模芯块2的内弧面组成所述锥形冲孔,锥形冲头1插入锥形冲孔,在外力作用下,锥形冲头1在锥形冲孔内向下移动,其能够挤压所有模芯块2径向朝外移动,以使得磁芯料胚3在模芯块2的周向张应力作用下进行周向拉伸外扩,进而成型为磁芯,其中,磁芯的内周长或外周长在拉伸后的周长增加范围为5-25%。当然,也可以外力作用所有模芯块2使其相对锥形冲头1移动,只要使得锥形冲头1在锥形冲孔内朝向其小锥度端移动,能够挤压所有模芯块2径向朝外移动就可实现磁芯的冲胀成型。
54.本发明所提供的磁芯成型模具,通过设置三块能够相对移动的模芯块2,并在磁芯料胚3套在所有模芯块2之外,在外力作用下,锥形冲头1下移,锥形冲头1能够挤压所有模芯块2径向朝外移动,以使得磁芯料胚3在模芯块2的周向张应力作用下进行周向拉伸外扩成型为磁芯;磁芯成型模具不仅结构简单,易于操作,而且由于该磁芯成型模具在冲胀成型前无需对带材进行热处理,能够有效避免现有拉拔成型后的磁芯带材绕制断带现象,提高产品合格率和生产效率;另外,模芯组件由至少两块能够相对移动的模芯块2组成,使得该磁芯成型模具能够根据不同尺寸磁芯的要求,通过调整相应的模芯块2数量或者调整锥形冲头1相对锥形冲孔的移动距离来实现,从而增强该磁芯成型模具的适用范围,实用性强。
55.如图1所示,锥形冲头1的锥形角为θ,通过调整θ的大小以及锥形冲头1的移动距离,可以实现不同尺寸磁芯的冲胀成型。例如θ较小,可增加锥形冲头1的移动行程来增加模芯块2外涨的尺寸,如θ较大,那么可减短锥形冲头1的移动行程来增加模芯块2外涨的尺寸。
56.如图1所示,模芯块2的高度为h2,磁芯料胚3的高度为h1,为使得磁芯料胚3所有内环面都贴合在模芯组件的外环面,需要h2≥h1,且磁芯料胚3的上下两端面都不能伸出所有模芯块2的上下量端面。初始状态下,模芯组件的直径为φ1,φ1近似等于磁芯料胚3的内环直径,磁芯料胚3的外环直径为φ2,φ1和φ2根据磁芯设计尺寸可以相应调整。
57.如图1所示,磁芯成型模具还包括砧模板4,模芯组件安装于砧模板4且能够相对其移动,砧模板4设有避空槽,模芯组件的锥形冲孔对应避空槽,锥形冲头1下移后,其下端部能够插入避空槽内。当然,为使得模芯块2滑动顺利,砧模板4可设有滑轨或滑槽,对应的,模芯块2的底面设有滑槽或滑轨,模芯块2通过滑轨与滑槽配合实现在砧模板4上径向顺畅滑动。
58.如图1和图2所示,采用上述磁芯成型模具进行纳米合金磁芯成型的方法,包括:
59.制备磁芯料胚3:将厚度为20nm、宽度为5mm、成分为fe73.5cu1nb3si15.5b7(at.%)的淬态非晶合金带材,并对该非合金带材施加1n的恒张力情况下,将其卷绕成内径为12.9mm、外径为18.1mm、高度为5mm的磁芯料胚3。淬态非晶合金带材可以采用快速凝固技术或平面流铸带技术制备。另外,对于非晶合金带材的厚度公差范围为正负2nm、宽度公差范围为正负0.1mm;磁芯料胚3的内径和外径的公差范围为正负0.1mm。
60.装模:将磁芯料胚3套在模芯组件外,对装好磁芯料胚3的磁芯成型模具放入热压炉中,对热压炉经过抽真空后充入氮气至常压。
61.加压加热:根据图3所示,可以确定上述非合金带材的玻璃转变温度tg=423.7℃,上述非合金带材的初始晶化温度tx=509.5℃,由此可以确定该非合金带材的过冷液相区范围是423.7℃-509.5℃。对在热压炉中的磁芯料胚3以20℃/min.的升温速率,升温至424℃并保温10分钟以实现磁芯料胚3温度的均匀化;保温结束后,利用热压炉的压头对锥形冲头1施加f=1380公斤压力并通过压力闭环控制系统保持压力恒定下移预设行程,其中压力闭环控制系统为现有技术;再以10℃/min.的升温速率,将磁芯料胚3的温度升高至初始晶化温度510℃,保温保压10分钟以实现在过冷液相区的充分冲胀加工;再以10℃/min.的升温速率将磁芯加热到550℃保温10分钟,此期间锥形冲头1的压力保持不变。此过程中,磁芯料胚3在模芯块2的周向外扩张应力的作用下感生出与周向垂直的面内横向各向异性以晶化成纳米合金,进而成型具有线性磁滞回线的纳米晶合金磁芯。
62.降温卸载:保温结束后,对纳米晶合金磁芯以20℃/min.的降温速率进行降温,降温过程中一直保持锥形冲头1的压力不变,将纳米晶合金磁芯降温至150℃及以下,卸载锥形冲头1的压力,从成型模具上卸下纳米晶合金磁芯。
63.待成型后的纳米晶合金磁芯自然冷却至室温后,对该纳米晶合金磁芯的尺寸和性能进行测量。经测量,纳米晶合金磁芯的内径为14.8mm、伸长率为14.7%;外径为19.9mm、伸长率为9.9%。纳米晶合金磁芯的磁滞回线如图4所示,纳米晶合金磁芯的相对磁导率为1500,剩余磁极化强度与饱和磁极化强度之比jr/js=0.005,矫顽力hc与各向异性场hk之比hc/hk=0.003,其中各向异性场hk=(hk hk-)/2,hk 和hk-为图4曲线切线交点对应的磁场强度。
64.重复上述磁芯成型方法,仅调整磁芯料胚3在过冷液相区热压加工的压力f,可得到不同磁导率的纳米晶合金磁芯,其磁滞回线如图5所示。由图5可知,通过调整压力f,纳米晶合金磁芯的相对磁导率可实现在500-6000之间可调,优选的相对磁导率在1000-3500之间,其剩磁比jr/js均小于0.01、矫顽力hc与各向异性场hk之比hc/hk均小于0.01,由此可知,不同压力f下所成型的纳米晶合金磁芯都能够实现抗直流功能,同时纳米晶合金磁芯都具有低的剩余磁极化强度和较小的矫顽力,能够减小测量误差。
65.本发明所提供的磁芯成型方法,通过利用非晶合金带材的过冷液相区,采用磁芯成型模具对其进行冲胀塑性加工,再利用非晶晶化温度及以上进行晶化处理,以使得磁芯料胚3在周向外扩张应力的作用下感生出与周向垂直的面内横向各向异性以晶化成纳米合金,进而制成各项性能优异的具有线性磁滞回线的纳米晶合金磁芯,过程简单,易于操作。
66.实施例2
67.本实施例公开一种磁芯成型模组,如图6所示,其包括上模板和多个实施例1的磁芯成型模具,每个模芯组件外都套设有磁芯料胚3,上模板的底面设有多个定位槽,多个锥形冲头1的上端插入对应定位槽中实现定位,外力下压上模板,上模板推动所有锥形冲头1同时下移挤压对应的模芯块2径向朝外移动,进而能够一次性成型多个磁芯。上模板的上面为平面,便于热压炉的压头贴合在上模板并对其进行施压。
68.进一步的,所有的模芯组件都滑动设置于砧模板4上,砧模板4设有多个避空槽,各个模芯组件的锥形冲孔对应相应的避空槽,锥形冲头1下移后,其端部能够插入对应的避空
槽中。
69.本实施例中,如图6所示,在砧模板4上设置10
×
20个模芯组件,且成矩阵排布。纳米晶合金磁芯具体成型过程如下:
70.制备多个磁芯料胚3:将厚度为20nm、宽度为5mm、成分为fe73.5cu1nb3si15.5b7(at.%)的淬态非晶合金带材,并对该非合金带材施加1n的恒张力情况下,将其卷绕成内径为12.9mm、外径为18.1mm、高度为5mm的多个磁芯料胚3备用。另外,对于非晶合金带材的厚度公差范围为正负2nm、宽度公差范围为正负0.1mm;磁芯料胚3的内径和外径的公差范围为正负0.1mm。
71.装模:将多个磁芯料胚3分别装配在对用的模芯组件上,具体如图6所示,并将模芯组件放入热压炉中,热压炉经过抽真空后充入氮气至常压。
72.加压加热:根据图3所示,可以确定上述非合金带材的过冷液相区温度范围是423.7℃-509.5℃。在热压炉中以15℃/min.的升温速率对所有磁芯料胚3进行加热升温,升温至423℃并保温30分钟以实现所有磁芯料胚3温度的均匀化;保温结束后,利用热压炉的压头对上模板施加f=280吨的压力,折算到每个锥形冲头1的平均受压力为1400公斤,通过热压炉的压力闭环控制系统保持锥形冲头1的压力恒定并下移预设行程,其中压力闭环控制系统为现有技术;再以10℃/min.的升温速率,将磁芯料胚3的温度升高至510℃,保温30分钟以实现在过冷液相区的充分冲胀加工;再以10℃/min.的升温速率将磁芯料胚3加热到545℃并保温30分钟,此期间锥形冲头1的压力保持不变。此过程中,磁芯料胚3在模芯组件周向外扩张应力的作用下感生出与周向垂直的面内横向各向异性以晶化成纳米合金,进而制成具有线性磁滞回线的纳米晶合金磁芯。
73.降温卸压:保温结束后,对纳米晶合金磁芯以20℃/min.的降温速率进行降温,降温过程中一直保持锥形冲头1的压力不变,将纳米晶合金磁芯降温至150℃及以下,卸载所有锥形冲头1的压力,从各个模芯组件上卸下所有纳米晶合金磁芯。
74.待成型后的纳米晶合金磁芯自然冷却至室温后,对纳米晶合金磁芯的相对磁导率进行测量。经测量,200只纳米晶合金磁芯的相对磁导率数值如图7所示,通过这200只磁芯的磁导率数据,可以计算出该炉次磁芯的相对磁导率均值xa=1503,磁导率的标准差为6.3,满足批量生产性能一致性要求。其中,标准差采用公式计算得到,其中xi为磁芯的磁导率、n=200,相对磁导率的均值xa是200只磁芯的相对磁导率的算数平均值。
75.本发明所提供的磁芯成型模组,能够一次性批量成型多个纳米晶合金磁芯,不仅使得同一批次的纳米晶合金磁芯性能能够保持较高的一致性,且能够显著提高磁芯生产效率,节约生产成本。
76.本发明方案所公开的技术手段不仅限于上述实施方式所公开的技术手段,还包括由以上技术特征任意组合所组成的技术方案。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。