1.本发明涉及一种气溶胶生成装置、气溶胶生成制品和气溶胶生成系统。
背景技术:
2.已知提供一种用于生成可吸入蒸气的气溶胶生成装置。此类装置可以将气溶胶形成基材加热到使气溶胶形成基材的一个或多个组分挥发的温度,而不燃烧气溶胶形成基材。气溶胶形成基材可以被提供为气溶胶生成制品的一部分。气溶胶生成制品可以具有用于将气溶胶生成制品插入气溶胶生成装置的腔(例如,加热室)中的条状。可以将加热元件布置在加热室内或周围,以在气溶胶生成制品插入气溶胶生成装置的加热室中之后加热气溶胶形成基材。
3.环境空气通常被吸入加热室中并且通过气溶胶生成制品。在使用期间,进入的全部空气可能不会全部被吸入气溶胶生成制品。这可以由于例如气溶胶生成制品与加热室的侧壁之间的间隙而发生。此类间隙可以导致一些空气从加热室中逸出,而不穿过气溶胶生成制品,并且与挥发性气溶胶形成基材夹带在一起。这可以导致减少向使用者递送气溶胶。此类间隙可以导致生成的气溶胶从加热室逸出,而不穿过气溶胶生成装置或气溶胶生成制品的烟嘴元件,以递送给使用者。这可以导致减少向使用者递送气溶胶。间隙可以是制造公差的结果。间隙可以是使用期间气溶胶生成装置或气溶胶生成制品的部分的热变形的结果。间隙可以由于气流的一部分通过气溶胶生成制品与加热室之间的间隙损失而对加热效率产生负面影响。
4.期望提供一种具有改进的加热效率的气溶胶生成装置。期望提供一种具有改进的气流的气溶胶生成装置。期望提供一种气溶胶生成装置,其中环境空气被完全吸入所接纳的气溶胶生成制品。
技术实现要素:
5.根据本发明的一个实施方案,提供一种可以包括腔的气溶胶生成装置。所述腔可以被构造成接纳气溶胶生成制品。装置可以包括沿腔的侧壁布置的第一密封元件。第一密封元件可以布置在腔的上游部分处。装置还可以包括第二密封元件。第二密封元件可以布置在腔的侧壁的下游部分处。在一些实施方案中,第一密封元件可以布置成当气溶胶生成制品接纳在腔中时在腔的侧壁与气溶胶生成制品之间提供周向密封。在一些实施方案中,第二密封元件可以布置成当气溶胶生成制品接纳在腔中时在腔的侧壁与气溶胶生成制品之间提供周向密封。
6.根据本发明的一个实施方案,提供一种包括腔的气溶胶生成装置。所述腔被构造成接纳气溶胶生成制品。装置还包括沿腔的侧壁布置的第一密封元件。所述第一密封元件布置在所述腔的上游部分处。所述装置还包括第二密封元件。所述第二密封元件布置在所述腔的所述侧壁的下游部分处。
7.通过分别在腔的下游部分和上游部分处提供两个附加密封元件,迫使气流通过气
溶胶生成制品。通过在腔的下游部分处和在腔的上游部分处提供根据本发明的两个密封元件,基本上防止或完全防止在腔的侧壁与在两个密封元件之间的气溶胶生成制品之间的气流。通过提供根据本发明的两个密封元件,这有助于防止空气在单个密封元件下游流出气溶胶生成制品。如果空气将在单个密封元件下游流出气溶胶生成制品,则此类空气可能会在其沿加热室通过时被加热,这可能导致除了生成的气溶胶之外还导致热空气被递送给使用者。此类热空气可能会让使用者不舒服。由于热空气的潜在污染,例如来自加热元件、加热元件连接、电线或电线绝缘材料的副产物/脱气,腔的侧壁与气溶胶生成制品之间的热空气可能是不期望的。本发明有助于克服这些问题。
8.两个附加密封元件之间的距离优选地基本上是接纳在腔中的气溶胶生成制品的基材部分的整个长度。本发明提供了一种气溶胶生成装置,其中防止气流离开腔而不是通过气溶胶生成制品。
9.腔可以是加热室。腔可以具有圆柱形形状。腔可以具有中空的圆柱形形状。腔可以具有圆形截面。如果需要,腔可以具有偏离圆柱形形状的形状或偏离圆形截面的截面。腔的形状可以对应于待接纳在其中的气溶胶生成制品的形状。腔可以具有椭圆形或矩形截面。腔可以在腔的上游端处具有基部。基部可以是圆形的。一个或多个空气入口可以布置在基部处或附近。气流通道可以穿过腔。环境空气可以抽吸到气溶胶生成装置中,进入腔中并且通过气流通道流向使用者。在腔的下游,可以布置烟嘴,或使用者可以直接在气溶胶生成制品上抽吸。气流通道可以延伸穿过烟嘴。
10.腔的侧壁可以围绕腔。侧壁可以在腔的上游端和腔的下游端处连接腔的基部。腔的下游端可以是开放的。开放的下游端可以被构造成用于插入气溶胶生成制品。腔的上游端可以邻接侧壁的上游端。腔的下游端可以邻接侧壁的下游端。
11.第一密封元件可以布置在腔的侧壁的上游部分处。第一密封元件可以防止第一密封元件的区域中的气流。上游部分是邻近腔的上游端的部分或区。上游部分可以是侧壁的邻近或靠近腔的基部的一部分。侧壁的上游部分可以从腔的上游端延伸小于侧壁长度的50%,优选地从腔的上游端延伸小于侧壁长度的40%,优选地从腔的上游端延伸小于侧壁长度的30%,优选地从腔的上游端延伸小于侧壁长度的20%,更优选地从腔的上游端延伸小于侧壁长度的10%。
12.第二密封元件可以布置在腔的侧壁的下游部分处。第二密封元件可以防止第二密封元件的区域中的气流。下游部分是邻近腔的下游端的部分或区。下游部分可以是侧壁的邻近或靠近腔的开口端的一部分。侧壁的下游部分可以从腔的下游端延伸小于侧壁长度的50%,优选地从腔的下游端延伸小于侧壁长度的40%,优选地从腔的下游端延伸小于侧壁长度的30%,优选地从腔的下游端延伸小于侧壁长度的20%,更优选地从腔的下游端延伸小于侧壁长度的10%。
13.第一密封元件和第二密封元件中的一个或两个可以是环形的。第一密封元件和第二密封元件中的一个或两个可以具有圆形截面。第一密封元件和第二密封元件中的一个或两个可以具有矩形截面。第一密封元件和第二密封元件中的一个或两个可以完全围绕腔。第一密封元件和第二密封元件中的每一者可以各自布置成当气溶胶生成制品接纳在腔中时在腔的侧壁与气溶胶生成制品之间提供周向密封。第一密封元件和第二密封元件中的一个或两个可以布置在垂直于腔的纵向轴线的平面中。第一密封元件和第二密封元件中的一
个或两个可以布置在垂直于气溶胶生成装置的纵向轴线的平面中。第一密封元件和第二密封元件中的一个或两个可以被构造为o形环。第一密封元件和第二密封元件中的一个或两个可以包括耐热材料。第一密封元件和第二密封元件中的一个或两个可以由耐热材料组成。第一密封元件和第二密封元件中的一个或两个的内径可以对应于或略小于气溶胶生成制品的外径。第一密封元件和第二密封元件中的一个或两个的外径可以对应于或略大于腔的侧壁的内径。
14.第一密封元件和第二密封元件中的一个或两个可以是固定的。第一密封元件和第二密封元件中的一个或两个可以布置在腔的侧壁的凹槽中。凹槽可以被构造成与第一密封元件和第二密封元件中的一个或两个接合。第一密封元件可以布置在侧壁的第一凹槽中。第一密封元件可以安装在侧壁的第一凹槽中。第二密封元件可以布置在侧壁的第二凹槽中。第二密封元件可以安装在侧壁的第二凹槽中。第一凹槽可以布置在腔的侧壁的上游部分处。第二凹槽可以布置在腔的侧壁的下游部分处。
15.在一些实施方案中,气溶胶生成装置包括电源和加热元件。在一些实施方案中,加热元件包括外部加热元件。在一些实施方案中,加热元件包括内部加热元件。在一些实施方案中,加热元件包括内部加热元件和外部加热元件两者。
16.电源可以是电池。电源可以布置在气溶胶生成装置的主体中。在一些实施方案中,电源是锂离子电池。在一些实施方案中,电源可为镍金属氢化物电池、镍镉电池或锂基电池,例如锂钴、磷酸锂铁、钛酸锂或锂聚合物电池。作为备选,电源可以是另一形式的电荷存储装置,诸如电容器。电源可能需要充电,并且可能具有能够存储足够能量以进行一次或多次使用体验的容量;例如,电源可以具有足够的容量以连续产生气溶胶约六分钟的时间或六分钟的倍数的时间。在另一实例中,电源可以具有足够的容量以提供预定次数的抽吸或气溶胶生成装置的离散激活。
17.所述加热元件可包括电阻材料。合适的电阻材料包含但不限于:半导体,例如掺杂陶瓷、“导”电陶瓷(例如二硅化钼)、碳、石墨、金属、金属合金以及由陶瓷材料和金属材料制成的复合材料。此类复合材料可包括掺杂或无掺杂的陶瓷。合适的掺杂陶瓷的实例包括掺杂碳化硅。合适的金属的实例包含钛、锆、钽、铂、金及银。合适的金属合金的实例包含含不锈钢、含镍合金、含钴合金、含铬合金、含铝合金、含钛合金、含锆合金、含铪合金、含铌合金、含钼合金、含钽合金、含钨合金、含锡合金、含镓合金、含锰合金、含金合金、含铁合金以及以镍、铁、钴、不锈钢、timetal?及铁-锰-铝合金为主的超合金。在复合材料中,电阻材料可任选嵌入绝缘材料中,由绝缘材料封装或由绝缘材料涂布或者反之亦然,取决于能量转移的动力学和所需外部理化性质。
18.加热元件可以是气溶胶生成装置的一部分。气溶胶生成装置可包括内部加热元件或外部加热元件或内部加热元件和外部加热元件两者,其中“内部”及“外部”是针对气溶胶形成基材。内部加热元件可采用任何合适形式。例如,内部加热元件可采用加热叶片的形式。备选地,内部加热器可采用具有不同导电部分的套管或基板,或电阻式金属管的形式。备选地,内部加热元件可为贯穿气溶胶形成基材中心的一个或多个加热针或棒。其他替代物包括电热线或丝,例如,ni-cr(镍-铬)、白金、钨或合金线或加热板。任选地,可将内部加热元件沉积在刚性载体材料内或沉积在其上。在一个此类实施方案中,电阻加热元件可以使用在温度与电阻率之间具有定义关系的金属形成。在此类示例性装置中,金属可在合适
的绝缘材料(例如,陶瓷材料)上形成为迹线,然后夹在另一绝缘材料(例如,玻璃)中。以此方式形成的加热器可用于加热和监控加热元件在操作期间的温度。内部加热元件可以布置在腔中,优选地在腔的基部上。内部加热元件可以安装在腔的基部处。
19.外部加热元件可采用任何合适形式。例如,外部加热元件可采用在介电基板(例如,聚酰亚胺)上的一个或多个挠性加热箔的形式。挠性加热箔可以成形为与基板接收腔的周边一致。备选地,外部加热元件可采用金属网格、挠性印刷电路板、模制互连装置(mid)、陶瓷加热器、挠性碳纤维加热器的形式,或可使用涂层技术(例如,等离子体气相沉积)形成于合适的成形基板上。外部加热元件也可使用在温度与电阻率之间具有定义关系的金属形成。在此类示例性装置中,金属可在两层合适绝缘材料之间形成为迹线。以此方式形成的外部加热元件可用于加热和监控外部加热元件在操作期间的温度。
20.内部或外部加热元件可包括散热器或贮热器,其包括能够吸收及存储热并接着随时间推移将热释放到气溶胶形成基材的材料。散热片可由任何合适的材料例如合适的金属或陶瓷材料形成。在一个实施方案中,材料具有高热容量(显热存储材料),或者材料是一种能够吸收并接着经由可逆过程(例如,高温相变)释放热的材料。合适的显热存储材料包括硅胶、氧化铝、碳、玻璃垫、玻璃纤维、矿物质、金属或合金例如铝、银或铅、和纤维素材料例如纸。其他经由可逆相变释放热的合适材料包括石蜡、醋酸钠、荼、蜡、聚环氧乙烷、金属、金属盐、优态盐混合物或合金。散热器或储热器可布置成使得其直接接触气溶胶形成基材,并可将储存的热直接传递至基材。此外,可将在散热器或储热器中储存的热通过导热体(例如,金属管)传递至气溶胶形成基材。
21.加热元件有利地通过传导加热气溶胶形成基材。加热元件可至少部分接触基材或在其上沉积基材的载体。替代地,可以通过导热元件将来自内部或外部加热元件的热传导到基材。
22.在操作期间,气溶胶形成制品可以完全包含在气溶胶生成装置的腔内。在这种情况下,使用者可以抽吸气溶胶生成装置的烟嘴。替代地,在操作期间,气溶胶生成制品可以部分地接纳在气溶胶生成装置的腔中。在该情况下,使用者可直接抽吸气溶胶生成制品。
23.在一些实施方案中,例如代替或除了电阻加热元件之外,加热元件可以被构造为感应加热元件。感应加热元件可以包括感应线圈和感受器。一般来说,感受器是能够吸收电磁能并且将其转换成热的材料。当位于交变电磁场中时,通常感生涡电流并且在感受器中发生磁滞损耗,从而引起感受器的加热。改变由一个或多个感应线圈生成的电磁场加热感受器,该感受器然后将热量传递到气溶胶生成制品,从而形成气溶胶。热传递可以主要通过热传导。如果感受器与气溶胶生成基材紧密热接触,则此类热传递是最佳的。
24.感受器可以由能够经电感加热到足以从气溶胶形成基材生成气溶胶的温度的任何材料构成。优选的感受器可以包括铁磁性材料或由铁磁性材料组成,例如铁磁合金、铁素体铁,或铁磁性钢或不锈钢。合适的感受器可以是铝或包括铝。优选的感受器可以被加热到超过250摄氏度的温度。
25.优选的感受器是金属感受器,例如不锈钢。然而,感受器材料还可以包括以下各种或由以下各种制成:石墨;钼;碳化硅;铝;铌;因康镍合金(inconel alloy)(基于奥氏体(austenite)镍-铬的超合金);金属化膜;如氧化锆等陶瓷;如铁、钴、镍等过渡金属或如硼、碳、硅、磷、铝等类金属组分。
26.优选地,感受器材料是金属感受器材料。感受器还可以是多材料感受器,并且可以包括第一感受器材料和第二感受器材料。在一些实施方案中,第一感受器材料可以设置成与第二感受器材料紧密物理接触。第二感受器材料的居里温度优选地低于气溶胶形成基材的燃点。第一感受器材料优选地主要用于在感受器放在波动电磁场中时加热感受器。可使用任何合适的材料。例如,第一感受器材料可以是铝,或者可以是含铁材料,例如不锈钢。第二感受器材料优选地主要用于指示感受器何时已达到特定温度,所述温度是第二感受器材料的居里温度。第二感受器材料的居里温度可以用于在操作期间调节整个感受器的温度。用于第二感受器材料的合适材料可以包含镍和某些镍合金。
27.通过提供具有至少第一感受器材料和第二感受器材料的感受器,气溶胶形成基材的加热和加热的温度控制可以分开。优选地,第二感受器材料是具有与期望的最高加热温度基本上相同的第二居里温度的磁性材料。也就是说,优选的是,第二居里温度与感受器应当加热到的温度大致相同以便从气溶胶形成基材生成气溶胶。
28.当采用感应加热元件时,感应加热元件可以被构造为如本文所述的内部加热元件或如本文所述的外部加热器。如果感应加热元件构造为内部加热元件,则感受器元件优选地构造为用于穿透气溶胶生成制品的销或叶片。如果感应加热元件构造为外部加热元件,则感受器元件优选地构造为至少部分地围绕腔或形成腔的侧壁的圆柱形感受器。
29.装置可以包括在腔的侧壁中邻近腔的基部的凹部。凹部可以完全围绕基部。凹部可以被构造成接纳气溶胶形成基材或碎屑的残留物。特别地,在气溶胶生成制品耗尽并从腔移除后,气溶胶形成基材的残留物可以粘附到腔的侧壁。当将新鲜的气溶胶生成制品插入腔中时,新鲜的气溶胶生成制品可以从腔的侧壁刮除残留物,并在腔的基部的方向上推动残留物。气溶胶形成基材的残留物可以在腔的基部处累积,这可能是不期望的。通过提供凹部,这些残留物可以在将新鲜的气溶胶生成制品插入腔内期间被推入凹部中。凹部可以是环形的。凹部可以具有矩形截面。凹部可以具有弯曲截面。凹部可以布置在第一密封元件的上游。
30.装置可以包括邻近腔的基部布置的底部元件。底部元件可以被构造成封闭在腔的基部处的腔。底部元件可以形成腔的基部。底部元件可以是可移动的。
31.底部元件可以相对于腔的基部移动。底部元件可以从第一位置移动到第二位置,其中在第一位置中,底部元件闭合腔,并且在第二位置中,腔是打开的。底部元件可以被构造成可枢转地或可滑动地附接到腔的基部。这可以使得在腔的基部处打开腔。可以通过底部元件背离腔的基部的枢转或滑动移动来促进腔的打开。可以通过底部元件朝向腔的基部的枢转或滑动移动来促进腔的闭合。如果如本文所述在邻近的腔的基部的侧壁中提供凹部,则腔的开口可以使得能够清洁凹部。凹部的上游端面可以由底部元件形成。在一些实施方案中,可以在底部元件中提供凹部。底部元件中的凹部可以有助于捕获或至少捕捉残留物或碎屑。
32.潜在地,在一些实施方案中,例如如果气溶胶生成制品与腔之间的制造公差足够小,使得基本上防止腔的侧壁与气溶胶生成制品之间的气流,则认为第一密封元件和第二密封元件是不必要的。在这种情况下,仍可以提供底部元件以使得能够接近在腔的上游端处的腔。换句话说,作为包括如本文所述的第一密封元件和第二密封元件的气溶胶生成装置的替代或附加,可以提供包括如本文所述的底部元件的气溶胶生成装置。
33.气溶胶生成装置可以包括电路。电路可以包括微处理器,所述微处理器可为可编程微处理器。微处理器可以是控制器的一部分。电路可包括另外的电子部件。电路可被配置为调节到加热元件的电力供应。电力可以在激活气溶胶生成装置之后持续地供应到加热元件,或者可以间歇地,诸如在逐口抽吸的基础上供应。可以以电流脉冲的形式将电力供应给加热元件。电路可以配置成监视加热元件的电阻并且优选地取决于加热元件的电阻而控制对加热元件的电力供应。
34.在一些实施方案中,加热元件的操作可以由抽吸检测系统触发。在一些实施方案中,加热元件可以通过按下在使用者抽吸期间保持的开关按钮来触发。抽吸检测系统可以被提供为传感器,其可以被构造为气流传感器以测量气流速率。气流速率是表征使用者每次通过气溶胶生成装置的气流路径吸取的空气量的参数。当气流超过预定阈值时,可以由气流传感器检测到抽吸的开始。还可以在使用者激活按钮时检测到开始。
35.传感器可以被构造为压力传感器,以测量气溶胶生成装置内部的空气的压力,所述空气由使用者在抽吸期间吸取通过装置的气流路径。传感器可以被构造为测量气溶胶生成装置外部的环境空气的压力与由使用者抽吸通过该装置的空气的压力之间的压力差或压力降。空气的压力可以在空气入口、装置的烟嘴、加热室或空气流过的气溶胶生成装置内的任何其他通路或腔室处检测到。当使用者在气溶胶生成装置上抽吸时,在装置内部形成负压或真空,其中负压可以由压力传感器检测到。术语“负压”应理解为相对于环境空气的压力相对较低的压力。换句话说,当使用者在装置上抽吸时,抽吸通过装置的空气具有比装置外部的环境空气的压力低的压力。如果压力差超过预定阈值,则可以由压力传感器检测到抽吸的开始。
36.如本文所用,术语“上游”和“下游”用以描述气溶胶生成装置的部件或部件部分相对于使用者在使用气溶胶生成装置期间在其上吸入的方向的相对位置。术语“下游”可以指相对更靠近口端的位置。术语“上游”可以指离口端相对较远,优选更靠近相对端的位置。
37.如本文中所使用,术语“气溶胶生成装置”涉及一种与气溶胶形成基材相互作用以生成气溶胶的装置。气溶胶形成基材可以是气溶胶生成制品的一部分,例如吸烟制品的一部分。气溶胶生成装置可以是与气溶胶生成制品的气溶胶形成基材相互作用以生成可通过使用者的口直接吸入到使用者的肺中的气溶胶的吸烟装置。气溶胶生成装置可以是保持器。所述装置可以是电加热吸烟装置。气溶胶生成装置可以包括壳体、电路、电源、加热室和加热元件。
38.本发明还涉及一种气溶胶生成制品,所述气溶胶生成制品包括:
39.包装纸,所述包装纸围绕所述气溶胶生成制品的外圆周;以及
40.第一密封包裹物,其中所述第一密封包裹物部分地覆盖所述包装纸并且增加所述气溶胶生成制品在所述第一密封包裹物的区域中的直径。
41.气溶胶生成制品可以包括基材部分。基材部分可以包括气溶胶形成基材。基材部分可以邻近于气溶胶生成制品的上游端布置。气溶胶生成制品还可以包括过滤嘴部分。过滤嘴部分可以邻近于气溶胶生成制品的下游端布置。包装纸可以被构造成至少部分地围绕基材部分并且部分地围绕过滤嘴部分,以便将气溶胶生成制品的两个部分连接和保持在一起。
42.第一密封包裹物可以是环形的。第一密封包裹物可以周向或周边地围绕气溶胶生
成制品。第一密封包裹物可以周向或周边地围绕包装纸。第一密封包裹物可以完全围绕气溶胶生成制品的外圆周或周边。第一密封包裹物可以具有圆形或矩形截面。第一密封包裹物可以由香烟纸制成。第一密封包裹物可以具有高摩擦外表面。第一密封包裹物的外表面可以包括高摩擦涂层。第一密封包裹物可以是不可透气的。第一密封包裹物可以被构造为涂层。
43.制品可以包括第二密封包裹物,其中第一密封包裹物可以布置在气溶胶生成制品的上游部分处,并且第二密封包裹物可以布置在气溶胶生成制品的下游部分处。
44.第二密封包裹物可以是环形的。第二密封包裹物可以周向或周边地围绕气溶胶生成制品。第二密封包裹物可以周向或周边地围绕包装纸。第二密封包裹物可以完全围绕气溶胶生成制品的外圆周或周边。第二密封包裹物可以具有圆形或矩形截面。第二密封包裹物可以由香烟纸制成。第二密封包裹物可以具有高摩擦外表面。第二密封包裹物的外表面可以包括高摩擦涂层。第二密封包裹物可以是不可透气的。第二密封包裹物可以被构造为涂层。
45.包装纸可以被构造成不可透气的。
46.如本文所使用的,术语“气溶胶生成制品”指包括能够释放可以形成气溶胶的挥发性化合物的气溶胶形成基材的制品。例如,气溶胶生成制品可以是生成可通过使用者的嘴直接吸入到使用者的肺中的气溶胶的吸烟制品。气溶胶生成制品可以是一次性的。
47.气溶胶生成制品可为基本上圆柱形的形状。气溶胶生成制品可以是基本上细长的。气溶胶生成制品可以具有长度和基本上垂直于所述长度的圆周。气溶胶生成制品可以是基本上杆形的。气溶胶形成基材可以是基本上圆柱形的形状。气溶胶形成基材可以是基本上细长的。气溶胶形成基材也可以具有一定长度和基本上垂直于所述长度的圆周。气溶胶形成基材可以是基本上杆形的。
48.气溶胶生成制品可以具有在大约30mm与大约100mm之间的总长度。气溶胶生成制品可以具有大约5mm与大约12mm之间的外径。气溶胶生成制品可以包括过滤嘴部分中的过滤器滤嘴段。过滤器滤嘴段可以位于气溶胶生成制品的下游端。过滤器滤嘴段可以是乙酸纤维素过滤器滤嘴段。过滤器滤嘴段可以具有大约5mm与大约15mm之间的长度。在一些实施方案中,过滤器滤嘴段的长度大约为7mm。
49.在一些实施方案中,气溶胶生成制品的总长度约为45mm。气溶胶生成制品可以具有大约5.3mm的外径。基材的直径越小,升高气溶胶生成制品的核心温度使得释放出足够量的材料以形成期望量的气溶胶所需的温度越低。同时,小直径允许热快速渗透到气溶胶形成基材的整个体积中。然而,在直径太小的情况下,随着可用气溶胶形成基材的量减小,气溶胶形成基材的体积与表面比率变得不具吸引力。在能量消耗与气溶胶递送之间的平衡方面,在5mm与6mm之间的优选直径范围是特别有利的。另外,气溶胶形成基材的长度可以是大约10mm。替代地,气溶胶形成基材的长度可以是大约12mm。替代地,气溶胶形成基材的长度可以在10mm与32mm之间,优选地在22mm左右。另外,气溶胶形成基材的直径可以在大约5mm与大约12mm之间。气溶胶生成制品可以包括作为包装纸的外包装纸。此外,气溶胶生成制品可以包括气溶胶形成基材与过滤器滤嘴段之间的分隔物。分隔物可以是大约18mm,但是可以在大约5mm与大约25mm的范围内。
50.优选地,气溶胶形成基材包括切丝填料。在本文档中,“切丝填料”用于指切碎的植
物材料(尤其是叶片)、经加工的茎和肋状物、均质化植物材料的共混物,例如使用浇铸或造纸工艺制成片材形式。切丝填料还可以包括其他后切的填料烟草或肠衣。根据本发明的优选实施方案,切丝填料包括至少25%的植物叶片,更优选地至少50%的植物叶片,又更优选地至少75%的植物叶片,并且最优选地至少90%的植物叶片。优选地,植物材料是烟草、薄荷、茶和丁香中的一种,然而,本发明同样适用于具有在施加热时释放可随后形成气溶胶的物质的能力的其他植物材料。
51.优选地,烟草植物材料包括烤烟薄层、晒烟、香料烟草和填料烟草中的一种或多种的薄层。烤烟是具有通常大的淡色叶子的烟草。在本说明书通篇,术语“烤烟”用于已烟熏的烟草。烤烟的实例是中国烤烟、巴西烤烟、美国烤烟,如弗吉尼亚烟草,印度烤烟、坦桑尼亚烤烟或其他非洲烤烟。烤烟的特征在于高糖氮比。从感官视角来看,烤烟是在烘烤之后伴随有辛辣和提神感觉的烟草类型。根据本发明,亮色烟草是还原糖含量以烟叶干重计介于约2.5%与约20%之间并且总氨含量以烟叶干重计小于约0.12%的烟草。还原糖包括例如葡萄糖或果糖。总氨包括例如氨和氨盐。晒烟是具有通常大的深色叶子的烟草。在本说明书通篇,术语“晒烟”用于已经风干处理的烟草。另外,晒烟可以发酵。主要用于咀嚼、鼻烟、雪茄以及烟斗掺合物的烟草也包括在这个类别中。通常,将这些晒烟进行风干处理,并且可以进行发酵。从感官视角来看,晒烟是在烘烤之后伴随有烟熏味的深色雪茄型感觉的烟草类型。晒烟的特征在于低糖氮比。晒烟的实例是马拉维白肋或其他非洲白肋、深色烘烤的巴西加尔泡(brazil galpao)、晒制或晾制的印尼蜘蛛兰(indonesian kasturi)。根据本发明,晒烟是还原糖含量以烟叶干重计少于约5%并且总氨含量以烟叶干重计至多约0.5%的烟草。香料烟草是常常具有小的淡色叶子的烟草。在整个说明书中,术语“香料烟草”用于具有高芳族含量的其他烟草,例如精油。从感官视角来看,香料烟草是在烘烤之后伴随有辛辣和芳香感觉的烟草类型。香料烟草的实例是希腊东方、东方土尔其、半东方烟草以及烘烤的美国白肋,如珀里克(perique)、黄花烟(rustica)、美国白肋或莫里兰(meriland)。填料烟草并非特定烟草类型,但是其包含主要用于补充掺合物中所用的其他烟草类型并且不将特定特征芳香带入最终产品的烟草类型。填料烟草的实例是其他烟草类型的梗、中脉或茎。特定实例可以是巴西烤烟下部茎的烟熏的梗。
52.适合与本发明一起使用的切丝填料通常可以类似于用于常规吸烟制品的切丝填料。切丝填料的切丝宽度优选地在0.3毫米与2.0毫米之间,更优选地,切丝填料的切丝宽度在0.5毫米与1.2毫米之间,并且最优选地,切丝填料的切丝宽度在0.6毫米与0.9毫米之间。切丝宽度可以在制品的基材部分内部的热分布中起作用。同样,切丝宽度可以在制品的抽吸阻力中起作用。此外,切丝宽度可以影响基材部分的整体密度。
53.切丝填料的丝束长度在某种程度上是随机值,因为丝束的长度将取决于从中切出丝束的物体的整体尺寸。然而,通过在切割之前调节材料,例如通过控制材料的水分含量和整体细微度,可以切割较长的丝束。优选地,在将丝束形成为基材区段之前,丝束的长度介于约10毫米和约40毫米之间。显然,如果丝束布置在纵向延伸部中的基材区段中,其中该区段的纵向延伸部低于40毫米,则最终基材区段可包括平均短于初始丝束长度的丝束。优选地,切丝填料的丝束长度使得约20%至60%的丝束沿着基材部分的全长延伸。这防止丝束容易地从基材区段脱离。替代地或另外,丝束长度可以通过切割过程来控制。
54.在优选实施方案中,气溶胶形成基材的重量在59毫克与190毫克之间,优选地在70
毫克与170毫克之间,更优选地在115毫克与155毫克之间,最优选地在132毫克左右。该量的气溶胶形成通常允许足够的材料用于气溶胶的形成。另外,鉴于上述对直径和尺寸的限制,这使得气溶胶形成基材在能量吸收、抽吸阻力和其中基材包含植物材料的基材区段内的流体通道之间达到平衡的密度。
55.气溶胶形成基材可以用气溶胶形成剂浸泡。浸泡气溶胶形成基材可以通过喷涂或其他合适的施用方法来完成。气溶胶形成剂可以在切丝填料的制备过程中施加到共混物上。例如,气溶胶形成剂可被施加到直接调节加料筒(direct conditioning casing cylinder,dccc)中的共混物中。可以使用常规的机器将气溶胶形成剂施加到切丝填料上。气溶胶形成剂可以是在使用中有助于形成致密且稳定的气溶胶的任何合适的已知化合物或化合物的混合物。气溶胶形成剂可以便于气溶胶在通常使用气溶胶生成制品期间施加的温度下基本上耐热降解。适合的气溶胶形成剂例如是:多元醇,诸如,例如三甘醇、1,3-丁二醇、丙二醇和甘油;多元醇的酯,诸如,例如甘油单乙酸酯、甘油二乙酸酯或甘油三乙酸酯;一元、二元或多元羧酸的脂族酯,诸如,例如十二烷二酸二甲酯和十四烷二酸二甲酯;以及它们的组合。
56.优选地,气溶胶形成剂包括甘油和丙二醇中的一种或多种。气溶胶形成剂可以由甘油或丙二醇或由甘油和丙二醇的组合组成。
57.优选地,气溶胶形成剂的量基于气溶胶形成基材的干重计为6重量%至20重量%之间,更优选地,气溶胶形成剂的量基于气溶胶形成基材的干重计为8重量%至18重量%之间,最优选地,气溶胶形成剂的量基于气溶胶形成基材的干重计为10重量%至15重量%之间。对于一些实施方案,气溶胶形成剂的量的目标值基于气溶胶形成基材的干重计为约13重量%。无论气溶胶形成基材包括植物叶片还是均质化植物材料,最有效量的气溶胶形成剂也将取决于气溶胶形成基材。例如,除其他因素之外,基材的类型将确定气溶胶形成剂可以促进物质从气溶胶形成基材释放到何种程度。
58.出于这些原因,本发明的气溶胶形成基材能够在相对较低的温度下有效地产生足够量的气溶胶。加热室中在150摄氏度与220摄氏度之间的温度可以足以使气溶胶形成基材生成足够量的气溶胶。
59.替代地或另外,气溶胶生成基材可以用气溶胶形成剂浸渍。提供均质烟草材料可改善在加热气溶胶生成制品期间生成的气溶胶的气溶胶生成、尼古丁含量和香味特征。具体地讲,制造均质烟草的过程可以涉及研磨植物、烟草叶、烟草根、烟草花和烟草种子中的一种或多种,其在加热时更有效地实现尼古丁和香味的释放。
60.均质烟草材料优选地以片材形式提供,所述片材被折叠、卷曲或切割成条带。在特别优选的实施方案中,片材切割成宽度介于约0.2毫米与约2毫米之间、更优选地介于约0.4毫米与约1.2毫米之间的条带。在一个实施方案中,条带的宽度为约0.9毫米。
61.替代地,均质烟草材料可使用滚圆而形成为球体。球体的平均直径优选地介于约0.5毫米与约4毫米之间、更优选地介于约0.8毫米与约3毫米之间。
62.气溶胶生成基材优选地包括:按重量计介于约55%与约75%之间的均质烟草材料;按重量计介于约15%与约25%之间的气溶胶形成剂;以及按重量计介于约10%与约20%之间的水。
63.在测量气溶胶生成基材的样品之前,使其在22℃在50%相对湿度下平衡48小时。
使用卡尔费舍尔技术来确定均质烟草材料的含水量。
64.气溶胶生成基材可进一步包括按重量计介于约0.1%与约10%之间的香料。香料可以是所属领域中已知的任何合适的香料,例如薄荷醇。
65.供用于包括胶囊的气溶胶生成制品中的均质烟草材料的片材可通过使颗粒状烟草聚结而形成,所述颗粒状烟草是通过将烟草叶片和烟草叶梗中的一种或两种研磨或以其他方式粉碎而获得。
66.供用于包括胶囊的气溶胶生成制品中的均质烟草材料的片材可包括为烟草内生粘合剂的一种或多种固有粘合剂、为烟草外源粘合剂的一种或多种外来粘合剂或其组合,以帮助颗粒状烟草聚结。替代地或另外,均质烟草材料的片材可包括其他添加剂,包含但不限于烟草和非烟草纤维、香料、填充剂、水性和非水性溶剂及其组合。
67.用于包含在供用于包括胶囊的气溶胶生成制品中的均质烟草材料的片材中的合适的外来粘合剂是所属领域中已知的,且包含但不限于:树胶,例如瓜尔胶、黄原胶、阿拉伯树胶和刺槐豆胶;纤维素粘合剂,例如羟丙基纤维素、羧甲基纤维素、羟乙基纤维素、甲基纤维素和乙基纤维素;多糖,例如淀粉;有机酸,例如褐藻酸;有机酸的共轭碱盐,例如海藻酸钠、琼脂和30果胶;及其组合。
68.用于产生均质烟草材料的片材的多种再造工艺是所属领域已知的。这些工艺包括但不限于:例如us-a-3,860,012中所述类型的造纸工艺;例如us-a-5,724,998中所述类型的铸型或“铸型叶”工艺;例如us-a-3,894,544中所述类型的面团再造(dough reconstitution)工艺;和例如gb-a-983,928中所述类型的挤出工艺。通常,通过挤出工艺和面团再造工艺产生的均质烟草材料的片材的密度大于通过铸型工艺产生的均质烟草材料的片材的密度。
69.供用于包括胶囊的气溶胶生成制品中的均质烟草材料的片材优选地通过以下类型的浇注工艺形成,所述浇注工艺大体上包括:将包括颗粒状烟草和一种或多种粘合剂的浆料浇注到传送带或其他支撑表面上,使浇注的浆料干燥以形成均质烟草材料的片材,并从支撑表面移除均质烟草材料的片材。
70.均质烟草片材材料可使用不同类型的烟草产生。举例来说,烟草片材材料可使用来自多个不同烟草品种的烟草、或来自烟草植物的不同区域(例如叶片或梗)的烟草而形成。在处理之后,片材具有恒定性质和均质香味。可产生具有特定香味的单个均质烟草材料片材。为了产生具有不同香味的产物,需要产生不同烟草片材材料。通过在常规卷烟中混合大量不同切碎的烟草而产生的一些香味可能难以在单个均质烟草片材中复制。举例来说,维吉尼亚烟草和白肋烟草可能需要以不同方式处理以使其个别香味达到最佳。可能无法在单个均质烟草材料片材中复制维吉尼亚烟草和白肋烟草的特定混合物。由此,气溶胶生成基材可包括第一均质烟草材料和第二均质烟草材料。通过在单个气溶胶生成基材中组合两种不同烟草材料片材,可产生无法由单个均质烟草片材产生的新型混合物。
71.气溶胶形成剂优选地包括至少一种多元醇。在优选实施方案中,气溶胶形成剂包括以下各项中的至少一种:三乙二醇;1,3-丁二醇;丙二醇;和丙三醇。
72.本发明还涉及一种气溶胶生成系统,其包括如本文所述的气溶胶生成装置和如本文所述的气溶胶生成制品。
73.当气溶胶生成制品可以接纳在气溶胶生成装置的腔中时,气溶胶生成制品的第一
密封包裹物可以布置成与气溶胶生成装置的第一密封元件对准。当气溶胶生成制品接纳在气溶胶生成装置的腔中时,气溶胶生成制品的第一密封包裹物可以布置成接触气溶胶生成装置的第一密封元件。第一密封包裹物与第一密封元件之间的接触可以是密封接触。
74.当气溶胶生成制品完全接纳在气溶胶生成装置的腔中时,气溶胶生成制品的第一密封包裹物可以布置成与气溶胶生成装置的第二密封元件对准。当气溶胶生成制品完全接纳在气溶胶生成装置的腔中时,气溶胶生成制品的第一密封包裹物优选地布置成接触气溶胶生成装置的第一密封元件。
75.当气溶胶生成制品可以接纳在气溶胶生成装置的腔中时,气溶胶生成制品的第二密封包裹物可以布置成与气溶胶生成装置的第二密封元件对准。当气溶胶生成制品接纳在气溶胶生成装置的腔中时,气溶胶生成制品的第二密封包裹物可以布置成接触气溶胶生成装置的第二密封元件。第二密封包裹物与第二密封元件之间的接触可以是密封接触。
76.当气溶胶生成制品完全接纳在气溶胶生成装置的腔中时,气溶胶生成制品的第一密封包裹物可以布置成与气溶胶生成装置的第二密封元件对准。当气溶胶生成制品完全接纳在气溶胶生成装置的腔中时,气溶胶生成制品的第二密封包裹物可以布置成接触气溶胶生成装置的第二密封元件。
77.关于一个方面描述的特征可以等同地应用于本发明的其他方面。
附图说明
78.将参考附图仅通过举例方式进一步描述本发明,在附图中:
79.图1a至图1c示出了根据本发明的气溶胶生成装置的不同实施方案的截面图;
80.图2示出了具有插入的气溶胶生成制品的气溶胶生成装置的实施方案;
81.图3a示出了具有密封包裹物的气溶胶生成制品;
82.图3b示出了将气溶胶生成制品插入气溶胶生成装置和气流方向;
83.图4a示出了气溶胶生成装置和未插入装置中的气溶胶生成制品;
84.图4b示出了具有插入的气溶胶生成制品的图4a的气溶胶生成装置;并且
85.图5示出了气溶胶生成装置和接纳在气溶胶生成装置中的气溶胶生成制品,气溶胶生成装置具有附接到腔的基部的底部元件。
具体实施方式
86.在图1a中,描绘了气溶胶生成装置。气溶胶生成装置包括腔10。腔10被构造成用于接纳气溶胶生成制品28(气溶胶生成制品28描绘于图2、图3和图4中)。腔10包括第一密封元件12。第一密封元件12邻近腔10的下游端14布置。另外,第二密封元件16邻近腔10的下游端18布置。
87.图1a还示出了加热元件20。加热元件20可以被构造为外部加热元件20。加热元件20至少部分地形成腔10的侧壁22。在其他实施方案中,加热元件20可以被构造为内部加热元件20,在这种情况下,加热元件20优选地居中布置在腔10内作为加热销或加热叶片。加热元件20可以是电阻加热元件20。加热元件20可以是感应加热元件20。
88.第一密封元件12和第二密封元件16沿侧壁22布置。
89.气溶胶生成装置可以包括其他元件,诸如主体,该主体包括电源和用于为加热元
件20供电的控制器。气溶胶生成装置可以包括其他元件,诸如用于启动气溶胶生成装置的按钮和用于感测抽吸的抽吸传感器。
90.在图1a中,在气溶胶生成装置的基部26处描绘了空气入口24。空气入口24使得空气能够在腔10的上游端14处进入腔10。在操作期间,使用者通过气溶胶生成装置吸入空气。当使用者在接纳腔10中的气溶胶生成制品28上进行抽吸时,通过空气入口24将空气吸入腔10中。随后,空气通过气溶胶生成制品28吸入并且朝向使用者的口。使用者可以直接在气溶胶生成制品28或气溶胶生成装置的烟嘴上抽吸。
91.在图1a中,第一密封元件12布置成与加热元件20接触。第一密封元件12优选地包括或由耐热材料组成,使得第一密封元件12可以免受加热元件20的高温影响。在图1a所示的实施方案中,第二密封元件16与加热元件20下游的加热元件20间隔开布置。第二密封元件16可以潜在地包括或由不像第一密封元件12那样耐高温的材料组成。在图1a中,第二密封元件16布置成不与加热元件20接触。
92.然而,密封元件的不同布置是可能的,如图1b和图1c所示。在图1b中,第一密封元件12与加热元件20上游的加热元件20间隔开布置,并且第二密封元件16布置成与加热元件20接触。在图1c中,第一密封元件12以及第二密封元件16与加热元件20间隔开布置。在此实施方案中,第一密封元件12布置在加热元件20的上游,并且第二密封元件16布置在加热元件20的下游。还可以设想,两个密封元件12、16与加热元件20接触。
93.第一密封元件12和第二密封元件16中的一个或两个优选地为o形环。第一密封元件12和第二密封元件16中的一个或两个可以布置在腔10的侧壁22中的对应凹槽中,以防止在气溶胶生成制品28的插入和移除期间密封元件的轴向移动。第一密封元件12和第二密封元件16中的一个或两个的外径可以对应于或可以略大于腔10的内径。第一密封元件12和第二密封元件16中的一个或两个的内径可以对应于或可以略小于气溶胶生成制品28的外径。
94.当将气溶胶生成制品28插入腔10中时,第一密封元件12和第二密封元件16基本上防止在腔10的侧壁22与气溶胶生成制品28之间的气流。就此而言,当气溶胶生成制品28接纳在腔10中时,布置在腔10的侧壁22的上游区域处的第一密封元件12防止空气进入在气溶胶生成制品28与腔10的侧壁22之间的间隙中。因此,在空气通过空气入口24进入腔10后,空气最初进入气溶胶生成制品28中。随后,空气沿如图2中箭头所示的下游方向通过气溶胶生成制品28行进。布置在腔10的侧壁22的下游区域处的第二密封元件16防止空气离开气溶胶生成制品28进入在第一密封元件12下游的气溶胶生成制品28处的腔10的侧壁22之间的间隙中。因此,迫使气流通过气溶胶生成制品28的基材部分30。
95.为了进一步促进气流通过气溶胶生成制品28,围绕气溶胶生成制品28的气溶胶生成制品28的包装纸32可以被构造为不透气的。
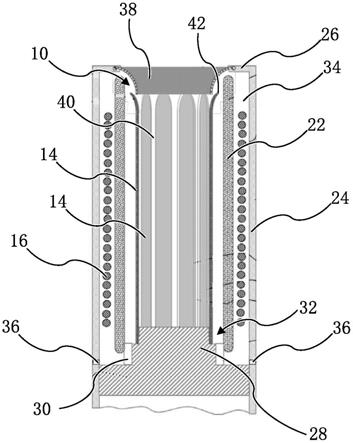
96.图3a示出了气溶胶生成制品28的实施方案,其中气溶胶生成制品28包括第一密封包裹物36和第二密封包裹物38。除了气溶胶生成制品28的包装纸32之外,还提供了第一密封包裹物36和第二密封包裹物38。可以提供包装纸32以将气溶胶生成制品28的基材部分30与气溶胶生成制品28的过滤嘴部分34连接。当气溶胶生成制品28接纳在气溶胶生成装置的腔10中时,气溶胶生成制品28的第一密封包裹物36被构造成密封地接合气溶胶生成装置的第一密封元件12。当气溶胶生成制品28接纳在气溶胶生成装置的腔10中时,气溶胶生成制品28的第二密封包裹物38被构造成密封地接合气溶胶生成装置的第二密封元件16。
97.第一密封包裹物36和第二密封包裹物38中的一个或两个优选地完全围绕气溶胶生成制品28的外圆周。第一密封包裹物36和第二密封包裹物38中的一个或两个优选地增加气溶胶生成制品28的外径。气溶胶生成制品28的外径增加的结果是,在将气溶胶生成制品28插入腔10中后,气溶胶生成制品28牢固地保持在气溶胶生成装置的腔10中。特别地,第一密封包裹物36与第一密封元件12之间以及第二密封包裹物38与第二密封元件16之间的密封接合通过在第一密封包裹物36的区域中和在第二密封包裹物38的区域中的气溶胶生成制品28的直径增加而得到促进。如图3b所描绘,在将气溶胶生成制品28插入气溶胶生成装置的腔10中后,气溶胶生成制品28的第一密封包裹物36邻接气溶胶生成装置的第一密封元件12,并且气溶胶生成制品28的第二密封包裹物38邻接气溶胶生成装置的第二密封元件16。因此,在腔10的侧壁22与气溶胶生成制品28之间防止气流,并且迫使气流通过气溶胶生成制品28。
98.图4a示出了一个实施方案,其中邻近气溶胶生成装置的腔10的上游端14提供凹部40。凹部40可以完全围绕腔10。凹部40可以在垂直于腔10的纵向轴线的方向上延伸。凹部40可以在垂直于气溶胶生成装置的纵向轴线的方向上延伸。如图4a中可见,在气溶胶生成制品28耗尽并从气溶胶生成装置的腔10移除后,不期望的残留物42可能保留在腔10中。
99.如图4b所示,在将新鲜的气溶胶生成制品28插入气溶胶生成装置的腔10中期间,通过新鲜的气溶胶生成制品28将不期望的残留物42从气溶胶生成装置10的侧壁22刮除。特别地,气溶胶生成制品28的第一密封包裹物36可以具有足够的刚度,以使得能够从气溶胶生成装置的侧壁22刮除不期望的残留物42。第一密封包裹物36可以是坚硬的。在气溶胶生成制品28已插入气溶胶生成装置的腔10中后,已从气溶胶生成制品28的腔10的侧壁22刮除的不期望的残留物42可以被推入腔10的基部26处的凹部40中。因此,不期望的残留物42不会在气溶胶生成装置的基部26处或沿腔10的侧壁累积,并且不会通过空气入口24对进入腔10的气流造成负面影响。
100.图5示出了一个实施方案,其中底部元件44邻近腔10的基部26布置。在图5所描绘的实施方案中,底部元件44可枢转地附接到气溶胶生成装置。底部元件44可以借助于铰链46附接到气溶胶生成装置。底部元件44可以打开以使得能够接近气溶胶生成装置的腔10的基部26。特别地,底部元件44的开口使得能够接近凹部40,以便清洁来自凹部40的不期望的残留物42。代替构造可枢转地附接到气溶胶生成装置的底部元件44,在其他实施方案中,底部元件44可以被构造成可滑动地附接到气溶胶生成装置。如果底部元件44可滑动地附接到气溶胶生成装置,则底部元件44优选地被构造成在垂直于气溶胶生成装置的纵向轴线的方向上滑动,以使得腔10能够在腔10的上游端14处打开。例如,底部元件可以是可沿装置的轨道滑动的拉拔元件。底部元件44可以使得能够在腔10的上游端14处闭合腔10。使用者可以在使用后打开底部元件44以从腔10移除任何不期望的残留物42,并且随后闭合底部元件44。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。