1.本实用新型涉及冲床领域,更具体地说,涉及一种锻造冲床的推料装置。
背景技术:
2.冲床,就是一台冲压式压力机,在国民生产中,冲压工艺由于比传统机械加工来说有节约材料和能源,效率高,对操作者技术要求不高及通过各种模具应用可以做出机械加工所无法达到的产品这些优点,因而它的用途越来越广泛。
3.现有技术中,冲床在使用过程中通常利用人工上料,上料效率缓慢且劳动强度高,影响生产效率的同时提升了生产成本,为此我们推出了一种锻造冲床的推料装置来解决上述问题。
技术实现要素:
4.针对现有技术中存在的问题,本实用新型的目的在于提供一种锻造冲床的推料装置。
5.为实现上述目的,本实用新型采用如下的技术方案。
6.一种锻造冲床的推料装置,包括底架,所述底架的内部安装有滚筒式传送带,所述底架的顶部固定连接有放料箱,所述放料箱的底部设置有送料组件,所述底架的内部设置有导向组件,所述底架的顶部设置有冲孔组件,所述底架的外侧设置有限位组件。
7.作为上述技术方案的进一步描述:
8.所述送料组件包括液压杆、固定架与直角板,所述固定架固定连接至底架的左侧,所述液压杆安装至固定架上,所述直角板固定连接至液压杆的右端,所述底架的内部固定连接有支撑板,所述支撑板位于放料箱的下方,所述直角板与支撑板的顶部接触。
9.作为上述技术方案的进一步描述:
10.所述导向组件包括两个固定条与两组抵触滚筒,两个所述固定条均固定连接至底架上,两组所述抵触滚筒分别转动连接至两个固定条的内部。
11.作为上述技术方案的进一步描述:
12.所述冲孔组件包括冲床主体与支撑架,所述支撑架固定连接至底架的顶部,所述冲床主体安装至支撑架的顶部,所述支撑架的内部开设有通孔。
13.作为上述技术方案的进一步描述:
14.所述限位组件包括两个铰接座、两个电动推杆、两个铰接板与两个弹簧,两个所述电动推杆均安装至支撑架的顶部,两个所述电动推杆的右端均固定连接有抵触块,两个所述抵触块分别与两个铰接板的左侧接触,两个所述铰接座均固定连接至支撑架的右侧,两个所述铰接板分别铰接至两个铰接座的内部,两个所述弹簧均固定连接至支撑架的顶部,两个所述弹簧分别固定连接至两个铰接板的左侧。
15.作为上述技术方案的进一步描述:
16.所述底架的正面分别安装有控制面板与蜂鸣器,所述直角板与两个铰接板的内部
均安装压力传感器。
17.相比于现有技术,本实用新型的优点在于:
18.(1)本方案利用固定架的设置,便于对液压杆起到支撑作用,利用支撑板的设置,便于对最底部的物料进行支撑,当进行送料工作时,可利用液压杆运作,从而使直角板将支撑板上的物料进行推送,同时直角板顶部将对顶部物料进行支撑,随后将物料推送至滚筒式传送带上后,液压杆带动直角板运动至原位,随后下一批次的物料将向下掉落至支撑板上,便于完成下一次的送料工作,利用两个电动推杆运作,从而可使两个抵触块分别抵触两个铰接板,此时两个弹簧均被拉伸,两个铰接板均呈竖直状态,利用两个铰接座的设置,便于对两个铰接板起到支撑作用,当物料运送至支撑架底部时,两个铰接板将对物料右侧进行抵触,从而达到限位作用,当冲压打孔工作完成后,利用两个电动推杆运作至原位,从而利用两个弹簧的弹力影响,从而可使两个铰接板运动至原位,使两个铰接板均呈倾斜状,从而便于物料导出。
19.(2)本方案利用控制面板的设置,便于对整个装置内部电器元件进行控制,更加便捷,利用直角板上压力传感器的设置,便于在直角板运动过程中,减少放料箱内部物料压力情况,若压力数值低于预设值,从而说明物料不足,随后利用控制面板带动蜂鸣器进行警报提示,便于工作人员进行加料,利用两个铰接板内两个压力传感器的设置,便于在物料与两个铰接板抵触时,产生压力数值,此时利用控制面板停止滚筒式传送带运动,同时冲床主体运作,进行冲压打孔工作,随后当冲压完成后,使两个电动推杆运作至原位,随后滚筒式传送带再次运动,但间隔预设时间后,两个电动推杆再次运动,从而再次将两个铰接板推动至竖直状态,便于进行下一次的限位工作。
附图说明
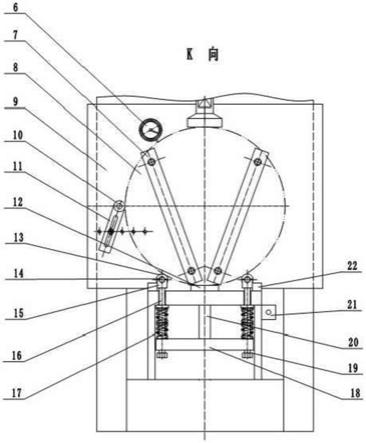
20.图1为本实用新型的结构示意图;
21.图2为本实用新型的底架与固定架结构正面立体示意图;
22.图3为本实用新型的直角板与液压杆结构爆炸示意图;
23.图4为本实用新型的结构图1中a的放大示意图。
24.图中标号说明:
25.1、底架;2、滚筒式传送带;3、放料箱;4、送料组件;401、液压杆;402、固定架;403、直角板;5、导向组件;501、固定条;502、抵触滚筒;6、冲孔组件;601、冲床主体;602、支撑架;7、限位组件;701、铰接座;702、电动推杆;703、铰接板;704、弹簧;8、支撑板;9、控制面板;10、蜂鸣器;11、压力传感器。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述;
27.请参阅图1~4,本实用新型中,一种锻造冲床的推料装置,包括底架1,底架1的内部安装有滚筒式传送带2,底架1的顶部固定连接有放料箱3,放料箱3的底部设置有送料组件4,底架1的内部设置有导向组件5,底架1的顶部设置有冲孔组件6,底架1的外侧设置有限位组件7。
28.本实用新型中,利用底架1的设置,便于对整个装置起到支撑作用,利用滚筒式传送带2的设置,便于对物料进行输送,利用放料箱3的设置,便于工作人员预先将物料进行放置,当进行冲压工作时,利用送料组件4将物料推送至滚筒式传送带2上,随后利用导向组件5的设置,便于减少物料在运输过程中发生偏移现象,随后利用限位组件7对物料进行限位,减少其发生晃动现象,随后停止滚筒式传送带2运动,同时利用冲孔组件6运作,完成冲压打孔工作,随后利用滚筒式传送带2再次运作,将物料导出。
29.请参阅图1~3,其中:送料组件4包括液压杆401、固定架402与直角板403,固定架402固定连接至底架1的左侧,液压杆401安装至固定架402上,直角板403固定连接至液压杆401的右端,底架1的内部固定连接有支撑板8,支撑板8位于放料箱3的下方,直角板403与支撑板8的顶部接触。
30.本实用新型中,利用固定架402的设置,便于对液压杆401起到支撑作用,利用支撑板8的设置,便于对最底部的物料进行支撑,当进行送料工作时,可利用液压杆401运作,从而使直角板403将支撑板8上的物料进行推送,同时直角板403顶部将对顶部物料进行支撑,随后将物料推送至滚筒式传送带2上后,液压杆401带动直角板403运动至原位,随后下一批次的物料将向下掉落至支撑板8上,便于完成下一次的送料工作。
31.请参阅图1~2,其中:导向组件5包括两个固定条501与两组抵触滚筒502,两个固定条501均固定连接至底架1上,两组抵触滚筒502分别转动连接至两个固定条501的内部。
32.本实用新型中,利用两个固定条501的设置,便于对物料起到导向作用,利用两组抵触滚筒502的设置,便于减少物料与两个固定条501之间的磨损,延长整个装置使用寿命。
33.请参阅图1~4,其中:冲孔组件6包括冲床主体601与支撑架602,支撑架602固定连接至底架1的顶部,冲床主体601安装至支撑架602的顶部,支撑架602的内部开设有通孔。
34.本实用新型中,利用支撑架602的设置,便于对冲床主体601起到支撑作用,利用冲床主体601的设置,便于进行冲压打孔工作。
35.请参阅图1~4,其中:限位组件7包括两个铰接座701、两个电动推杆702、两个铰接板703与两个弹簧704,两个电动推杆702均安装至支撑架602的顶部,两个电动推杆702的右端均固定连接有抵触块,两个抵触块分别与两个铰接板703的左侧接触,两个铰接座701均固定连接至支撑架602的右侧,两个铰接板703分别铰接至两个铰接座701的内部,两个弹簧704均固定连接至支撑架602的顶部,两个弹簧704分别固定连接至两个铰接板703的左侧。
36.本实用新型中,利用两个电动推杆702运作,从而可使两个抵触块分别抵触两个铰接板703,此时两个弹簧704均被拉伸,两个铰接板703均呈竖直状态,利用两个铰接座701的设置,便于对两个铰接板703起到支撑作用,当物料运送至支撑架602底部时,两个铰接板703将对物料右侧进行抵触,从而达到限位作用,当冲压打孔工作完成后,利用两个电动推杆702运作至原位,从而利用两个弹簧704的弹力影响,从而可使两个铰接板703运动至原位,使两个铰接板703均呈倾斜状,从而便于物料导出。
37.请参阅图1~2,其中:底架1的正面分别安装有控制面板9与蜂鸣器10,直角板403与两个铰接板703的内部均安装压力传感器11。
38.本实用新型中,利用控制面板9的设置,便于对整个装置内部电器元件进行控制,更加便捷,利用直角板403上压力传感器11的设置,便于在直角板403运动过程中,减少放料箱3内部物料压力情况,若压力数值低于预设值,从而说明物料不足,随后利用控制面板9带
动蜂鸣器10进行警报提示,便于工作人员进行加料,利用两个铰接板703内两个压力传感器11的设置,便于在物料与两个铰接板703抵触时,产生压力数值,此时利用控制面板9停止滚筒式传送带2运动,同时冲床主体601运作,进行冲压打孔工作,随后当冲压完成后,使两个电动推杆702运作至原位,随后滚筒式传送带2再次运动,但间隔预设时间后,两个电动推杆702再次运动,从而再次将两个铰接板703推动至竖直状态,便于进行下一次的限位工作。
39.需要说明的是,本技术中的各设备均为市场常见设备,具体使用时可根据需求选择,且各设备的电路连接关系均属于简单的串联、并联连接电路,在电路连接这一块并不存在创新点,本领域技术人员可以较为容易的实现,属于现有技术,不再赘述。
40.工作原理:利用底架1的设置,便于对整个装置起到支撑作用,利用滚筒式传送带2的设置,便于对物料进行输送,利用放料箱3的设置,便于工作人员预先将物料进行放置,当进行冲压工作时,利用送料组件4将物料推送至滚筒式传送带2上,利用固定架402的设置,便于对液压杆401起到支撑作用,利用支撑板8的设置,便于对最底部的物料进行支撑,当进行送料工作时,可利用液压杆401运作,从而使直角板403将支撑板8上的物料进行推送,同时直角板403顶部将对顶部物料进行支撑,随后将物料推送至滚筒式传送带2上后,液压杆401带动直角板403运动至原位,随后下一批次的物料将向下掉落至支撑板8上,便于完成下一次的送料工作,随后利用导向组件5的设置,便于减少物料在运输过程中发生偏移现象,利用两个固定条501的设置,便于对物料起到导向作用,利用两组抵触滚筒502的设置,便于减少物料与两个固定条501之间的磨损,延长整个装置使用寿命,随后利用限位组件7对物料进行限位,减少其发生晃动现象,利用两个电动推杆702运作,从而可使两个抵触块分别抵触两个铰接板703,此时两个弹簧704均被拉伸,两个铰接板703均呈竖直状态,利用两个铰接座701的设置,便于对两个铰接板703起到支撑作用,当物料运送至支撑架602底部时,两个铰接板703将对物料右侧进行抵触,从而达到限位作用,当冲压打孔工作完成后,利用两个电动推杆702运作至原位,从而利用两个弹簧704的弹力影响,从而可使两个铰接板703运动至原位,使两个铰接板703均呈倾斜状,从而便于物料导出,随后停止滚筒式传送带2运动,同时利用冲孔组件6运作,完成冲压打孔工作,利用支撑架602的设置,便于对冲床主体601起到支撑作用,利用冲床主体601的设置,便于进行冲压打孔工作,利用控制面板9的设置,便于对整个装置内部电器元件进行控制,更加便捷,利用直角板403上压力传感器11的设置,便于在直角板403运动过程中,减少放料箱3内部物料压力情况,若压力数值低于预设值,从而说明物料不足,随后利用控制面板9带动蜂鸣器10进行警报提示,便于工作人员进行加料,利用两个铰接板703内两个压力传感器11的设置,便于在物料与两个铰接板703抵触时,产生压力数值,此时利用控制面板9停止滚筒式传送带2运动,同时冲床主体601运作,进行冲压打孔工作,随后当冲压完成后,使两个电动推杆702运作至原位,随后滚筒式传送带2再次运动,但间隔预设时间后,两个电动推杆702再次运动,从而再次将两个铰接板703推动至竖直状态,便于进行下一次的限位工作,随后利用滚筒式传送带2再次运作,将物料导出,整个装置,便于自动化完成上料冲压工作,无需工作人员反复送料,降低劳动强度,在提升生产效率的同时降低生产成本。
41.以上所述,仅为本实用新型较佳的具体实施方式;但本实用新型的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其改进构思加以等同替换或改变,都应涵盖在本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。