1.本技术是机床附件,尤其是涉及一种加工电动机的车床附件。
背景技术:
2.在车床加工过程中,分为粗车和精车,为了提高加工精度,目前精车采用了两种方法,一种方法就是降低加工余量,但是,加工余量的降低并不是可以随意降低的,例如,当加工余量降低到0.05mm以下时,加工精度反而难以保证,还有一种方法就是粗车和精车采用两台车床,精车采用精密车床加工,这样提高加工精度,而精密车床主轴的回转精度能够达到0.005mm,而电动机在组装之后,为了提高电动机主轴的回转精度和安装精度,部分高端电动机需要在组装之后进行精车,所述的安装精度通常是指专用电动机,其安装位置和待安装的机器都已经确定,这样,电动机和待安装机器之间存在配合,例如,法兰配合,或者限位柱配合等,法兰配合则有端面平行度配合、边线配合、同心度配合,通常电动机的配合面和待安装的机器法兰面的边线精确度需要在≤0.015mm,同心度配合精确度通常为≤0.02mm,这种加工需要将整台电动机装上车床进行加工,由于大中型电动机比较重,无论是行车还是吊葫芦,并不能精确控制吊装五物的移动,对于普通货物而言,这并不是问题,但是,对于将电动机吊装到车床上而言就比较麻烦,因为要将电动机主轴中心孔和顶针对准,而电动机主轴中心孔都比较小,如果对准时撞击力过大,容易引起电动机主轴中心孔变形,一旦电动机主轴中心孔变形,就只能当普通电动机出售,而普通电动机和高端电动机售价差别很大,加之经过二次装夹,也会导致加工精度的降低,因此,大中型电动机的精车夹具需要完成双面加工,一是提高加工精度,二是为了防止二次装夹。
3.申请人经过检索,检索到一件专利,专利名称为“一种电机整体车的装夹装置”,申请号为“2013105355477”,其说明书摘要为“本发明提供一种电机整体车的装夹装置,涉及机械加工制造技术领域,包括机架a,所述机架a右侧设有转动轴;转动轴右侧设有三爪自定心卡盘;三爪自定心卡盘上设有活动卡爪;活动卡爪上设有档杆;三爪自定心卡盘中间固定有顶针a;顶针a右侧设有电机;电机中间横穿有电机转子轴;顶针a与电机转子轴左侧相接触;电机转子轴右侧设有顶针b;顶针b右侧设有顶针b位置调整装置;顶针b位置调整装置下部设有机架b;机架b左侧设有刀架;刀架上部设有车刀。本发明具有结构简单、操作方便,可以将电机整体固定在车床上车端面”该专利利用夹具车削电动机,但是,该专利只能实现单侧装夹,也就是只能车削一侧端面,对于高端电动机而言并不适用。
技术实现要素:
4.需要解决的技术问题。
5.1.需要解决在车床上同时加工前端和后端的问题;
6.2.需要解决加工精度的问题;
7.技术方案:提高电动机加工精度的车床双侧加工夹具由主轴端夹具4、挡杆5、尾座端夹具7、螺丝3、螺帽9组成,主轴端夹具4安装在电动机主轴主负载端61,尾座端夹具7安装
在电动机主轴副负载端64,挡杆5安装在主轴端夹具4和/或尾座端夹具7上。
8.主轴端夹具4主要由主轴端夹具中心柱44、主轴端夹具卡条45、主轴端夹具限位条46组成,主轴端夹具中心柱44、主轴端夹具卡条45、主轴端夹具限位条46是一体构造,主轴端夹具中心柱44前端为主轴端夹具卡条45,后端为主轴端夹具限位条46,
9.主轴端夹具中心柱44和主轴端夹具卡条45有主轴端夹具中心孔43,主轴端夹具中心孔43为中空构造,并且为通孔,其中心孔≥电动机主轴主负载端61外径,主轴端夹具中心柱44为圆筒构造,筒壁上有主轴端夹具锁紧孔42,主轴端夹具锁紧孔42的数量≥2,主轴端夹具锁紧孔42为螺纹孔,主轴端夹具锁紧孔42用来拧进螺丝3,将螺丝3拧紧在键槽62上,从而防止主轴端夹具4在电动机主轴主负载端61上旋转,主轴端夹具卡条45有条状构造,在条状构造上有槽状或者孔状的主轴端夹具调节孔41,主轴端夹具限位条46是条状构造,主轴端夹具限位条46伸入到三爪卡盘的两个卡爪之间,通过卡爪带动主轴端夹具限位条46旋转,由于主轴端夹具4为一体构造,因此,主轴端夹具4随着三爪卡盘的转动而转动,由于主轴端夹具锁紧孔42的作用是防止主轴端夹具4在电动机主轴主负载端61上旋转,那么,随着三爪卡盘的转动,电动机主轴会随着三爪卡盘的转动而转动。
10.尾座端夹具7主要由尾座端夹具中心柱74、尾座端夹具卡条75、尾座端夹具中心柱74、尾座端夹具卡条75是一体构造,尾座端夹具中心柱74前端为尾座端夹具卡条75,尾座端夹具中心柱74和尾座端夹具卡条75有尾座端夹具中心孔73,尾座端夹具中心孔73为中空构造,并且为通孔,其中心孔≥电动机主轴副负载端64外径,尾座端夹具中心柱74为圆筒构造,筒壁上有尾座端夹具锁紧孔72,尾座端夹具锁紧孔72的数量≥2,尾座端夹具锁紧孔72为螺纹孔,尾座端夹具锁紧孔72用来拧进螺丝3,将螺丝3拧紧在卡位63上,从而防止尾座端夹具7在电动机主轴副负载端64上旋转,尾座端夹具卡条75有条状构造,在条状构造上有槽状或者孔状的尾座端夹具调节孔71。
11.挡杆5主要由挡杆挡条51和挡杆锁紧条54组成,挡杆挡条51和挡杆锁紧条54成90
°
角,在挡杆挡条51上有挡杆档条孔52,挡杆档条孔52的数量≥1,在挡杆锁紧条54上有挡杆锁紧孔53,挡杆锁紧孔53为槽状孔,槽宽≥螺丝3的外径,且槽宽<螺丝3头部尺寸,将螺丝3穿过挡杆锁紧孔53和主轴端夹具调节孔41或者尾座端夹具调节孔41,利用螺帽9和螺丝3将尾座端夹具7和//或主轴端夹具4锁紧,方便加工。
12.有益效果:提高电动机加工精度的车床双侧加工夹具通过同时车削电动机的前端和后端,对于需要双侧精加工的电动机而言,需要同时兼顾到端面平行度和同心度,而且,由于端盖是薄壁零件,夹持起来容易变形,组装之后采用夹具容易变形,本技术则组装之后才进行加工,可以有效防止薄壁零件的变形,由于不用二次装夹,也能提高产品的加工精度,本技术结构简单,造价低廉,能够提高电动机的加工精度,同时,对于需要两端面加工,有卡孔或者卡槽的产品而言,也能采用本产品加工。
附图说明
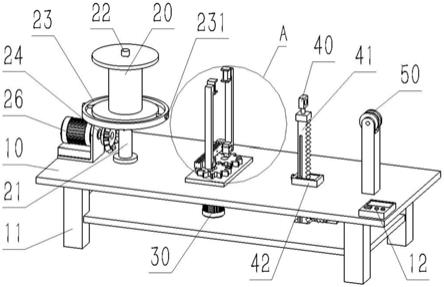
13.附图1是提高电动机加工精度的车床双侧加工夹具的结构示意图;
14.附图2是主轴端夹具结构示意图;
15.附图3是挡杆结构示意图;
16.附图4是电动机结构示意图;
17.附图5是尾座端夹具结构示意图,
18.图中,1是三爪卡盘,2是自加工顶针,3是螺丝,4是主轴端夹具,5是挡杆,6是电动机,7是尾座端夹具,8是尾座顶针,9是螺帽,41是主轴端夹具调节孔,42是主轴端夹具锁紧孔,43是主轴端夹具中心孔,44是主轴端夹具中心柱,45是主轴端夹具卡条,46是主轴端夹具限位条,51是挡杆挡条,52是挡杆档条孔,53是挡杆锁紧孔, 54是挡杆锁紧条,61是电动机主轴主负载端,62是键槽, 63是卡位,64是电动机主轴副负载端,71是尾座端夹具调解孔,72是尾座端夹具锁紧孔,73是尾座端夹具中心孔,74是尾座端夹具中心柱,75是尾座端夹具卡条。
具体实施方式
19.申请人参照附图予以说明本技术的具体实施方式:
20.在电动机中,利用变频器控制的电动机,如果转速比较低,长期低转速运行,在电动机主轴上安装风扇,则风扇转速很低,根本没有什么风,这会导致散热性能很差,因此。利用变频器驱动的电动机,单独采用了风扇电机,风扇扇叶安装在风扇电机上,风扇电机安装在后端,但是,风扇电机主轴和电动机主轴不同心,就类似一个振动棒,对于高端电动机而言,是不允许出现这种情况的,此类电动机需要对风扇一侧和负载端同时进行精加工,以保证风扇电机主轴和电动机主轴同心,另外,在双轴伸异步电动机中,也需要对电动机两侧的端盖进行精加工,以保证装配精度。
21.提高电动机加工精度的车床双侧加工夹具由主轴端夹具4、挡杆5、尾座端夹具7、螺丝3、螺帽9组成,主轴端夹具4安装在电动机主轴主负载端61,尾座端夹具7安装在电动机主轴副负载端64,挡杆5安装在主轴端夹具4和/或尾座端夹具7上,
22.主轴端夹具4主要由主轴端夹具中心柱44、主轴端夹具卡条45、主轴端夹具限位条46组成,主轴端夹具中心柱44、主轴端夹具卡条45、主轴端夹具限位条46是一体构造,主轴端夹具中心柱44前端为主轴端夹具卡条45,后端为主轴端夹具限位条46。
23.主轴端夹具中心柱44和主轴端夹具卡条45有主轴端夹具中心孔43,主轴端夹具中心孔43为中空构造,并且为通孔,其中心孔≥电动机主轴主负载端61外径,主轴端夹具中心柱44为圆筒构造,筒壁上有主轴端夹具锁紧孔42,主轴端夹具锁紧孔42的数量≥2,主轴端夹具锁紧孔42为螺纹孔,主轴端夹具锁紧孔42用来拧进螺丝3,将螺丝3拧紧在键槽62上,从而防止主轴端夹具4在电动机主轴主负载端61上旋转。
24.主轴端夹具卡条45有条状构造,在条状构造上有槽状或者孔状的主轴端夹具调节孔41。
25.主轴端夹具限位条46是条状构造,主轴端夹具限位条46伸入到三爪卡盘的两个卡爪之间,通过卡爪带动主轴端夹具限位条46旋转,由于主轴端夹具4为一体构造,因此,主轴端夹具4随着三爪卡盘的转动而转动,由于主轴端夹具锁紧孔42的作用是防止主轴端夹具4在电动机主轴主负载端61上旋转,那么,随着三爪卡盘的转动,电动机主轴会随着三爪卡盘的转动而转动。
26.尾座端夹具7主要由尾座端夹具中心柱74、尾座端夹具卡条75、尾座端夹具中心柱74、尾座端夹具卡条75是一体构造,尾座端夹具中心柱74前端为尾座端夹具卡条75。
27.尾座端夹具中心柱74和尾座端夹具卡条75有尾座端夹具中心孔73,尾座端夹具中
心孔73为中空构造,并且为通孔,其中心孔≥电动机主轴副负载端64外径,尾座端夹具中心柱74为圆筒构造,筒壁上有尾座端夹具锁紧孔72,尾座端夹具锁紧孔72的数量≥2,尾座端夹具锁紧孔72为螺纹孔,尾座端夹具锁紧孔72用来拧进螺丝3,将螺丝3拧紧在卡位63上,从而防止尾座端夹具7在电动机主轴副负载端64上旋转。
28.尾座端夹具卡条75有条状构造,在条状构造上有槽状或者孔状的尾座端夹具调节孔71。
29.挡杆5主要由挡杆挡条51和挡杆锁紧条54组成,挡杆挡条51和挡杆锁紧条54成90
°
角,在挡杆挡条51上有挡杆档条孔52,挡杆档条孔52的数量≥1,在挡杆锁紧条54上有挡杆锁紧孔53,挡杆锁紧孔53为槽状孔,槽宽≥螺丝3的外径,且槽宽<螺丝3头部尺寸,将螺丝3穿过挡杆锁紧孔53和主轴端夹具调节孔41或者尾座端夹具调节孔41,利用螺帽9和螺丝3将尾座端夹具7和//或主轴端夹具4锁紧,方便加工。
30.加工时,需要加工尾座端,则将主轴端夹具4和挡杆5锁紧,需要加工主轴端,则将尾座端夹具7和挡杆5锁紧。
31.对于需要同时进行前后端精加工,有卡位的产品而言,也可用本技术的夹具进行加工,所述的卡位是指需要加工的产品能够卡住挡杆5的部位,从而使提高电动机加工精度的车床双侧加工夹具和需要加工的产品同步旋转,例如,孔、槽,凸出部位等。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。