1.本专利申请属于冶金行业设备技术领域,更具体地说,是涉及一种缝焊机焊轮的自动标高装置。
背景技术:
2.缝焊机是冷轧生产过程中连续生产线的关键使用设备,焊接过程中出现问题或者是带钢焊接质量差时会造成带钢在运行过程中开焊造成严重生产事故,所以缝焊机的维护保养相当重要。缝焊机的焊轮属于磨损件需要定期更换,更换完焊轮后需要调整焊轮位置,焊轮位置出现偏差会直接导致焊接不良。因此需要研制一种缝焊机焊轮自动标高装置。
技术实现要素:
3.本实用新型需要解决的技术问题是提供一种缝焊机焊轮的自动标高装置,更换焊轮后可以快速调整焊轮高度,保证精度,维修成本低。
4.为了解决上述问题,本实用新型所采用的技术方案是:
5.一种缝焊机焊轮的自动标高装置,包括执行机构和电气控制回路,
6.执行机构包括底座、安装在底座上的标高气缸、安装在标高气缸前端的标高杆、垂直安装在标高杆底端并与焊轮配合的测量头、与焊轮底部连接的蜗轮蜗杆、与蜗轮蜗杆连接的标高电机。
7.电气控制回路包括继电器k1、继电器k2,继电器k2的一个输入端通过“标高”按钮连接主回路、输出端连接标高气缸和标高电机,继电器k1的输入端与测量头联动配合,继电器k1的输出端与继电器k2的另一个输入端连接。
8.本实用新型技术方案的进一步改进在于:测量头为行程开关。
9.本实用新型技术方案的进一步改进在于:还设有辅助杆,标高气缸通过辅助杆安装在底座上,标高气缸和辅助杆平行设置。
10.本实用新型技术方案的进一步改进在于:标高气缸和辅助杆通过连接块连接,连接块垂直于标高气缸和辅助杆。
11.本实用新型技术方案的进一步改进在于:继电器k1型号是hh53p-l、dc24v。
12.本实用新型技术方案的进一步改进在于:继电器k2型号是hh53p-l、dc24v。
13.由于采用了上述技术方案,本实用新型取得的有益效果是:
14.本实用新型结构简单,制作、操作方便,使用寿命长,维修成本低,在缝焊机更换焊轮后可以自动调整焊轮高度到焊,快速精确调整到焊接位置,有效提高焊轮高度到焊工作效率,保证生产顺利进行。
附图说明
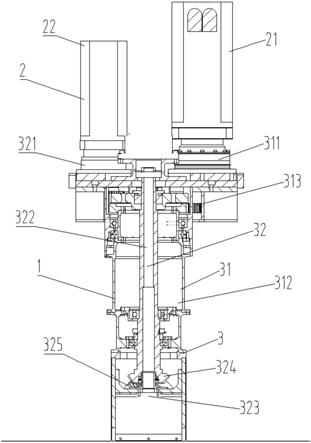
15.图1是本实用新型的结构示意图;
16.图2为本实用新型电气回路图;
17.其中: 1、底座, 2、标高气缸,3、标高杆,4、辅助杆,5、蜗轮蜗杆,6、标高电机,7、焊轮,8、测量头,9、连接块。
具体实施方式
18.下面结合实施例对本实用新型做进一步详细说明。
19.本实用新型公开了一种缝焊机焊轮的自动标高装置,包括执行机构和电气控制回路,双方协同作业。
20.参见图1的部分结构,执行机构包括底座1、安装在底座1上的标高气缸2、安装在标高气缸2前端的标高杆3、垂直安装在标高杆3底端并与焊轮7配合的测量头8、与焊轮7底部连接的蜗轮蜗杆5、与蜗轮蜗杆5连接的标高电机6。这个执行机构中没有涉及到辅助杆4,虽然效果会略微差点,但是也能实现本专利的功能。
21.参见图2,电气控制回路包括继电器k1、继电器k2,继电器k2的一个输入端通过“标高”按钮连接主回路、输出端连接标高气缸2和标高电机6,继电器k1的输入端与测量头8联动配合,继电器k1的输出端与继电器k2的另一个输入端连接。
22.测量头8为德力西行程开关,型号为lxjm1系列。继电器k1和k2的型号都是上海铭仁电气有限公司的hh53p-l、dc24v。
23.为了提高标高杆3的稳定性,还设有辅助杆4,标高气缸2通过辅助杆4安装在底座1上,标高气缸2和辅助杆4平行设置。标高气缸2和辅助杆4通过连接块9连接,连接块9垂直于标高气缸2和辅助杆4。该实施例设有辅助杆4,如图1所示,确保标高杆3的稳定可靠动作。
24.本装置在制作时,根据焊轮7焊接位置的高低制作标高杆3和底座1,保证标高杆3伸出后测量头8在焊轮7测量位置。标高气缸2和辅助杆4通过连接块连接,确保标高气缸2在伸出和缩回的过程中保证标高杆3不会出现转动现象,影响后续操作。标高气缸2和辅助杆4安装在底座1上,标高杆3安装在标高气缸2前端保证标高气缸2伸出时标高杆3的测量头8在焊轮7的测量位置。焊轮7高度通过标高电机6和蜗轮蜗杆5进行调节。
25.本装置在使用时,将本装置安装于焊机侧面,更换焊轮7前通过标高电机6带动蜗轮蜗杆5转动将焊轮7调节到最低位置,进行焊轮7更换。缝焊机更换完焊轮7后操作“标高”按钮后继电器k2吸合,标高过程开始,标高气缸2的钢杆伸出,标高电机6带动蜗轮蜗杆5转动调节焊轮7升高,当焊轮7接触到标高杆3的测量头8时,继电器k1吸合,标高电机6停止转动、标高气缸2的钢杆缩回。此时焊轮7到达焊接位置,继电器k2断开,焊轮7自动标高完成,焊机可以正常进行焊接。
26.本装置结构简单,操作方便,调节快速,保证焊轮高度的精确度,使用寿命长,维修成本低。
技术特征:
1.一种缝焊机焊轮的自动标高装置,其特征在于:包括执行机构和电气控制回路,执行机构包括底座(1)、安装在底座(1)上的标高气缸(2)、安装在标高气缸(2)前端的标高杆(3)、垂直安装在标高杆(3)底端并与焊轮(7)配合的测量头(8)、与焊轮(7)底部连接的蜗轮蜗杆(5)、与蜗轮蜗杆(5)连接的标高电机(6);电气控制回路包括继电器k1、继电器k2,继电器k2的一个输入端通过“标高”按钮连接主回路、输出端连接标高气缸(2)和标高电机(6),继电器k1的输入端与测量头(8)联动配合,继电器k1的输出端与继电器k2的另一个输入端连接。2.根据权利要求1所述的一种缝焊机焊轮的自动标高装置,其特征在于:测量头(8)为行程开关。3.根据权利要求2所述的一种缝焊机焊轮的自动标高装置,其特征在于:还设有辅助杆(4),标高气缸(2)通过辅助杆(4)安装在底座(1)上,标高气缸(2)和辅助杆(4)平行设置。4.根据权利要求3所述的一种缝焊机焊轮的自动标高装置,其特征在于:标高气缸(2)和辅助杆(4)通过连接块(9)连接,连接块(9)垂直于标高气缸(2)和辅助杆(4)。5.根据权利要求1-4任一项所述的一种缝焊机焊轮的自动标高装置,其特征在于:继电器k1型号是hh53p-l、dc24v 。6.根据权利要求1-4任一项所述的一种缝焊机焊轮的自动标高装置,其特征在于:继电器k2型号是hh53p-l、dc24v。
技术总结
本实用新型涉及一种缝焊机焊轮的自动标高装置,包括执行机构和电气控制回路,执行机构为底座、标高气缸、标高杆、辅助杆、蜗轮蜗杆、标高电机、测量头;电气控制回路为继电器K1、继电器K2;焊轮高度通过标高电机和蜗轮蜗杆进行调节。使用时,更换焊轮前通过标高电机带动蜗轮蜗杆转动将焊轮调节到最低位置。更换完焊轮后操作“标高”按钮后标高气缸的钢杆伸出,标高电机带动蜗轮蜗杆转动调节焊轮升高,当焊轮接触到标高杆的测量头时,继电器K1吸合,标高电机停止转动、标高气缸的钢杆缩回。此时焊轮到达焊接位置,焊轮自动标高完成。本装置操作方便,缝焊机更换焊轮后可以自动调整焊轮高度到焊,快速精确调整到焊接位置。快速精确调整到焊接位置。快速精确调整到焊接位置。
技术研发人员:赵奇山 苗志伟
受保护的技术使用者:河钢集团衡水板业有限公司
技术研发日:2021.08.25
技术公布日:2022/3/22
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。