1.本实用新型涉及输送管道技术领域,尤其是涉及一种陶瓷复合管。
背景技术:
2.目前我国的铸铁输送管部分为带有环氧树脂防腐层的铸铁管结构,其内外侧壁均固定有相同的环氧树脂防腐层。由于环氧树脂固化层与灰铸铁膨胀系数的差异较大,导致环氧树脂固化层在铸铁材料上的附着效果较差。当输送管输送的水有冷热变化时,环氧树脂层可能会受冷热变化影响而从铸铁管上分离,在水力冲刷下甚至会从管道上剥落,进而堵塞管道。我国内地南方以及香港地区均发生过类似事件。
3.为了解决环氧树脂在冷热变化使用条件下易剥落、与铸铁管结合不够牢固的问题,需要研发一种新型的管材结构。
技术实现要素:
4.本实用新型的目的在于提供陶瓷复合管,以解决现有技术中存在的管道防腐层附着不牢、易剥落的技术问题。本实用新型提供的诸多技术方案中的优选技术方案所能产生的诸多技术效果详见下文阐述。
5.为实现上述目的,本实用新型提供了以下技术方案:
6.本实用新型提供的陶瓷复合管,该复合管由外至内依次包括管道、混合过渡层和内涂层,所述混合过渡层由所述管道的内侧壁和涂覆在内侧壁上的部分所述内涂层熔融形成。
7.在加工过程中,贴合在管道内侧壁上的内涂层能够在高温条件下与管道内侧壁熔融在一起形成坚韧的混合过渡层。此时该复合管分别包括管道、混合过渡层和内涂层三部分,内涂层能够在混合过渡层的作用下牢固的密着在管道内壁上,提高内涂层附着的牢固程度,避免内涂层剥落的情况发生。
8.在上述技术方案的基础上,本实用新型还可以做如下改进。
9.作为本实用新型的进一步改进,所述管道由灰铸铁制成。灰铸铁内碳含量相对较高,由其制成的管道具有强度大、韧性好(退火后)、管壁薄、金属用量少、能承受较高压力的优点,适用于水及煤气等压力流体的输送。
10.作为本实用新型的进一步改进,所述管道的内侧壁为粗糙表面。这一表面结构能够有效提高内涂层的密着效果,使管道与内涂层的结合更加牢固。
11.作为本实用新型的进一步改进,所述内涂层由陶瓷制成。陶瓷材料制成的内涂层与传统的环氧树脂涂层相比,除了具有防腐、不易挂污的优点以外,还具有更好的密着性能,同时陶瓷的热膨胀系数与管道的热膨胀系数较为接近,管道输送物质温度变化较大时也能够牢固的密着在管道的内侧壁上。
12.作为本实用新型的进一步改进,位于所述管道内侧壁上的所述混合过渡层的覆盖面积不小于所述内涂层的覆盖面积。也就意味着,内涂层的各个部分均能够密着在管道的
内侧壁内,以保证内涂层与管道结合的牢固程度。
13.作为本实用新型的进一步改进,位于所述管道的不同位置上的混合过渡层的厚度不完全一致。由于管道内侧壁不同部分的粗糙度也不完全相同,所以不同位置管道内侧壁的混合过渡层的厚度不完全相同。
14.作为本实用新型的进一步改进,所述内涂层的厚度不小于0.4mm。
15.这一厚度能够保证内涂层对管道粗糙内表面的有效覆盖;另外,在所输送的介质含有颗粒物时,这一厚度也能够有效避免涂层因长期磨损变薄影响使用性能。
16.作为本实用新型的进一步改进,所述管道的外侧壁上还涂覆有外涂层,所述外涂层的厚度小于所述内涂层的厚度。该外涂层的存在不仅能够使管道的外侧壁更加美观,同时也能够有效提高管道外侧壁的防腐性,避免管道受环境影响而破损。
17.作为本实用新型的进一步改进,所述外涂层由环氧树脂制成。
18.作为本实用新型的进一步改进,所述外涂层的厚度不小于150μm。
19.作为本实用新型的进一步改进,所述内涂层包括以下重量份组分:
20.第一混合物45~50份,第二混合物15~20份,第三混合物5~10份,第四混合物10~20份,第五混合物2~4份,第六混合物4~6份;
21.所述第一混合物包括二氧化硅和二氧化钛中的至少一种;
22.所述第二混合物包括三氧化二硼和三氧化二铝中的至少一种;
23.所述第三混合物包括氧化钙、氧化镁和氧化钡中的至少一种;
24.所述第四混合物包括氧化钠、氧化钾和氧化锂中的至少一种;
25.所述第五混合物包括氧化钴、氧化镍、氧化铜和氧化亚铁中的至少一种;
26.所述第六混合物包括氟硅酸钠和氟化钙中的至少一种。
27.上述组分包括陶瓷原料、熔剂、助熔剂和密着剂等,不仅能够提高内涂层的机械强度,同时还能够帮助降低陶瓷层釉面的膨胀系数,增加其弹性,提高内涂层的热稳定性。
28.本实用新型还提供了一种陶瓷复合管加工方法,包括以下步骤:
29.s1:管道预处理,对待处理的所述管道进行退火处理,随后对所述管道的内侧壁进行抛丸处理;
30.s2:内涂层粉料配置,称量并混合内涂层所需粉料;
31.s3:内涂层粉料喷涂,将步骤s2中配置得到的粉料采用湿喷涂法喷涂到处理后得到的所述管道的内侧壁上,所述管道在喷涂时绕其轴线以750~850rpm 的转速旋转;
32.s4:烘干,对经步骤s3得到的所述管道进行烘干处理,烘干温度180~230℃,烘干时间不低于5min;
33.s5:烧制,将烘干处理后得到的所述管道进行烧制处理,烧制温度760~ 780℃,烧制时间10~15min,随后温度缓慢冷却至300℃。
34.作为本实用新型的进一步改进,还包括以下步骤:
35.s6:定尺切割,在得到的陶瓷复合管的至少一端进行切除处理,得到该陶瓷复合管的定尺长度。
36.作为本实用新型的进一步改进,还包括以下步骤:
37.s7:外涂层粉料喷涂,采用静电喷涂的方式将粉料喷涂到所述管道的外侧壁上,所述管道在喷涂时绕其轴线匀速转动且所述管道的温度为200~230℃,所述管道的转速为
150~250rpm;
38.s8:热固化,根据所采用的外涂层粉料的固化温度加热,固化温度不高于 230℃。
39.相比于现有技术,本实用新型较佳的实施方式提供了一种陶瓷复合管及其加工方法,其中陶瓷复合管整体包括内涂层、管道和外涂层,其中内涂层由陶瓷材料制成,陶瓷材料在烧制过程中能够部分与灰铸铁材料制成的管道内壁上的铸铁熔融形成混合过渡层,该混合过渡层的坚韧特性能杜绝内涂层从管道上脱落的可能性;另外,位于管道外侧壁上的外涂层由环氧树脂制成,能够有效提高管道外侧壁的防腐性能,使管道能够适应不同的安装环境。
附图说明
40.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
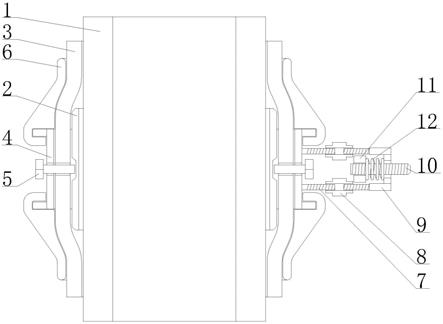
41.图1是本实用新型陶瓷复合管的整体结构示意图;
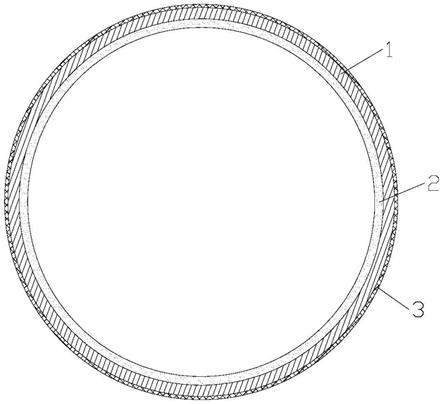
42.图2是本实用新型陶瓷复合管的截面结构示意图;
43.图3是本实用新型陶瓷复合管的加工流程图。
44.图中:1、管道;2、内涂层;3、外涂层。
具体实施方式
45.为使本实用新型的目的、技术方案和优点更加清楚,下面将对本实用新型的技术方案进行详细的描述。显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本实用新型所保护的范围。
46.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
47.在本实用新型的描述中,还需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可视具体情况理解上述术语在本实用新型中的具体含义。
48.下面结合附图对本实用新型的技术方案进行具体说明。
49.本实用新型提供了一种陶瓷复合管,该复合管为金属-陶瓷复合体系,包括管道1以及固定设置在管道1的内侧壁上的内涂层2,管道1的内侧壁为粗糙表面(肉眼可见存在凹坑),内涂层2的部分能在该复合管的加工烧制过程中与管道1内侧壁的部分铸铁熔融,形成
混合过渡层。
50.在加工过程中,由于管道1的内侧壁存在凹坑,因此内涂层2在烧成时能与管道1的内侧壁形成坚韧的混合过渡层。在混合过渡层的作用下,管道1与位于其内侧壁上的内涂层2结合更加牢固,使内涂层2能够更加稳固的密着在管道1内壁上,避免内涂层2剥落的情况发生。
51.作为可选的实施方式,管道1由灰铸铁制成。灰铸铁内碳含量相对较高,由其制成的管道1具有强度大、韧性好(退火后)、管壁薄、金属用量少、能承受较高压力的优点,适用于水及煤气等压力流体的输送。
52.作为可选的实施方式,管道1的内侧壁为粗糙表面。这一表面结构能够有效提高内涂层2的密着效果,使管道1与内涂层2的结合更加牢固。
53.需要注意的是,该粗糙表面为经一定的打磨处理后得到的表面,而非直接由灰铸铁制成,以免附着在管道1壁上的杂质和氧化层影响内涂层2的密着效果。
54.具体的,该管道1的内侧壁通过抛丸处理得到粗糙表面,抛丸时采用直径 0.8~1.5mm的白口铸铁丸。
55.作为可选的实施方式,内涂层2由陶瓷制成,该陶瓷材料是由通过一定的手段附着在管道1内侧壁上的低熔点陶瓷粉料烧制而成。由于陶瓷粉料直接在管道1内侧壁上进行烧制,因此制成的陶瓷内涂层2与管道1的密着更加牢固。
56.陶瓷材料制成的内涂层2与传统的环氧树脂涂层相比,除了具有防腐、不易挂污的优点以外,还具有更好的密着性能,同时陶瓷的热膨胀系数与管道1 的热膨胀系数较为接近,管道1输送高温物质或者输送物质温度变化较大时也能够牢固的密着在管道1的内侧壁上。
57.一般而言,为了保证其功能,内涂层2的厚度不小于0.4mm。也就是说,在烧制之前的内涂层2厚度不小于0.4mm。
58.作为可选的实施方式,内涂层2包括以下重量份组分:
59.第一混合物45~50份,第二混合物15~20份,第三混合物5~10份,第四混合物10~20份,第五混合物2~4份,第六混合物4~6份;
60.第一混合物包括二氧化硅和二氧化钛中的至少一种;
61.第二混合物包括三氧化二硼和三氧化二铝中的至少一种;
62.第三混合物包括氧化钙、氧化镁和氧化钡中的至少一种;
63.第四混合物包括氧化钠、氧化钾和氧化锂中的至少一种;
64.第五混合物包括氧化钴、氧化镍、氧化铜和氧化亚铁中的至少一种;
65.第六混合物包括氟硅酸钠和氟化钙中的至少一种。
66.上述组分包括陶瓷原料、熔剂、助熔剂和密着剂等,不仅能够提高内涂层 2的机械强度,同时还能够帮助降低陶瓷层釉面的膨胀系数,增加其弹性,提高内涂层2的热稳定性。
67.实施例1:
68.本实用新型提供了一种陶瓷-铸铁复合管结构,包括管道1和内涂层2,其中管道1由灰铸铁材料制成,内涂层2由陶瓷材料制成,管道1和内涂层2的接触面在熔融后能够形成一混合过渡层。
69.具体的,由于管道1内侧壁为粗糙表面,部分内涂层2在烧制过程中与管道1内侧壁
部分铸铁熔融在一起形成坚韧的混合过渡层。
70.上述管道1可以是由符合国标gb/t12772-2016《排水用柔性接口铸铁管、管件及附件》生产的ht150/200型灰铸铁管;内涂层2是由低熔点陶瓷粉料喷涂到铸铁管内层,经烘干、烧成而成,内涂层2为陶瓷层结构且烧成后的陶瓷层与铸铁管结合紧密,陶瓷层的厚度不小于0.4mm。
71.作为可选的实施方式,内涂层2包括以下重量份组分:
72.第一混合物45~50份,第二混合物15~20份,第三混合物5~10份,第四混合物10~20份,第五混合物2~4份,第六混合物4~6份;其中第一混合物包括二氧化硅和二氧化钛,两者等比例混合,也可以根据实际情况进行调节;第二混合物包括三氧化二硼和三氧化二铝,两者所占比例在1/2~2/1之间;第三混合物包括氧化钙、氧化镁和氧化钡;第四混合物包括氧化钠、氧化钾和氧化锂;第五混合物包括氧化钴、氧化镍、氧化铜和氧化亚铁;第六混合物包括氟硅酸钠和氟化钙。其中第一混合物和第二混合物为陶瓷原料,第三混合物和第六混合物可以作为助熔剂使用,其中第六混合物还能够起到助色作用,第四混合物除了助熔以外,还能够帮助提高陶瓷的机械强度和热稳定性,第五混合物作为密着剂能够使陶瓷与铸铁的结合更加紧密。
73.为了进一步保证内涂层2与管道1结合的牢固程度,位于管道1内侧壁上的混合过渡层的覆盖面积不小于内涂层2的覆盖面积。这也就意味着,内涂层 2与管道1内侧壁的接触部分均能在烧制过程中熔融在一起并形成过渡层,以保证内涂层2与管道1结合的牢固程度。
74.需要注意的是,由于管道1内壁不同位置的粗糙度不完全一致,所以会导致管道1的不同位置处的瓷质材料熔融的深度不一,从而导致管道1不同位置上的混合过渡层的厚度不完全一致。
75.实施例2:
76.本实施例2与实施例1的不同点在于:本实用新型提供了一种陶瓷-铸铁复合管,包括管道1和内涂层2,其中管道1由灰铸铁制成,内涂层2由陶瓷材料制成,管道1和内涂层2的接触面在熔融后能够形成一混合过渡层。内涂层 2原材料的重量份组分如下:
77.第一混合物48份,第二混合物7份,第三混合物8份,第四混合物15份,第五混合物3份,第六混合物5份。其余组分与实施例1基本一致。
78.实施例3:
79.本实施例3与实施例1的不同点在于:本实用新型提供了一种陶瓷-铸铁复合管,包括管道1、内涂层2和外涂层3,如图1-2所示,其中管道1由灰铸铁材料制成,内涂层2由陶瓷材料制成。外涂层3位于管道1的外侧壁上且外涂层3的厚度小于内涂层2的厚度。
80.该外涂层3的存在不仅能够使管道1的外侧壁更加美观,同时也能够有效提高管道1外侧壁的防腐性,避免管道1受环境影响而破损。
81.具体的,外涂层3由环氧树脂制成。需要注意的是,该环氧树脂外涂层3 是采用静电喷涂环氧粉末的方式喷涂在管道1的外侧壁上,随后通过热固化的方式固定。
82.作为可选的实施方式,外涂层3的厚度不小于150μm。
83.实施例4:
84.本实用新型还提供了一种陶瓷复合管加工方法,包括以下步骤:
85.s1:管道1预处理,对待处理的管道1进行退火处理,随后对管道1的内侧壁进行抛丸处理;
86.s2:内涂层2粉料配置,称量并混合内涂层2所需粉料;
87.s3:内涂层2粉料喷涂,将步骤s2中配置得到的粉料采用湿喷涂法喷涂到处理后得到的管道1的内侧壁上,管道1在喷涂时绕其轴线以750~850rpm 的转速旋转;
88.s4:烘干,对经步骤s3得到的管道1进行烘干处理,烘干温度180~230℃,烘干时间不低于5min;
89.s5:烧制,将烘干处理后得到的管道1进行烧制处理,烧制温度760~780℃,烧制时间10~15min,随后温度缓慢冷却至300℃。
90.其中,步骤s1中退火处理的目的是去除铸铁组织含有的轻微白口,消除铸铁管组织内部部分铸造应力,同时对铸铁组织的表面进行脱碳处理,以避免陶瓷层烧成过程中出现气孔缺陷,另外,退火处理也能使铸铁基体组织主要由珠光体转化为铁素体,同时避免后续加工步骤(例如步骤s5)导致管道1产生尺寸变化和陶瓷层缺陷。退火处理包括加热阶段、保温阶段和缓冷阶段,其中加热阶段铸铁管温度升至750℃~850℃,加热时间约14min;保温阶段持续约12 min;缓冷阶段铸铁管的温度逐渐冷却至600℃,时间持续约10min。退火处理后需要对管道1的内侧壁进行抛丸处理,其目的是为了去除管道1在离心浇筑时表面形成的夹杂物以及管道1表面的氧化层,同时使铸管内壁形成粗糙表面,以增加内涂层2的密着效果。具体的,抛丸时选用直径0.8~1.5mm的白口铸铁丸进行抛丸处理。
91.需要注意的是,抛丸处理时选择的丸径不宜过大,否则会影响涂层的平整度。
92.在步骤s2中,将选用的低熔点、高弹性陶瓷粉料通过湿喷涂法喷涂到管道 1内侧壁上从而形成涂层(包括部分陶瓷层和釉层),在喷涂时采用低压无气喷涂以免影响涂层的平整度,同时需要保证管道1以750~850rpm的转速旋转,使涂料流平、涂层厚度均匀。
93.需要注意的是,为了避免湿料流动、保证涂层迅速附着,喷涂时管道1需要保持高温。具体的,管道1的温度在160~200℃之间,此时内涂层2的水分能够快速蒸发,便于后续进行烘干处理。
94.具体的,一般烘干处理的时间为20~30min,在实际加工中多为25min,若喷涂时管道1的温度在160~200℃之间,则烘干时间不低于5min。
95.在烧制处理时,需要注意避免出现管道1椭圆或者弯曲现象,以免影响成品的质量。
96.经上述处理制得的复合管可以直接使用,也可以根据实际需要进行定尺。
97.作为可选的实施方式,还包括以下步骤:
98.s6:定尺切割,在得到的陶瓷复合管的至少一端进行切除处理,得到该陶瓷复合管的定尺长度。
99.实施例5:
100.本实施例5与实施例4的不同点在于:本实用新型还提供了一种陶瓷复合管加工方法,经该加工方法制得的复合管除了管道1与内涂层2以外,还包括外涂层3结构。
101.除上述加工步骤以外,还包括以下步骤:
102.s7:外涂层3粉料喷涂,采用静电喷涂的方式将粉料喷涂到管道1的外侧壁上,管道1在喷涂时绕其轴线匀速转动且管道1的温度为160~200℃,管道1 的转速为150~250rpm;
103.s8:热固化,根据所采用的外涂层3粉料的固化温度加热,固化温度不高于230℃。
104.管道1的外侧壁在进行喷涂处理之前需要先进行抛丸处理。管道1的外侧壁抛丸处理可以在步骤s1和步骤s2之间进行。
105.对外侧壁进行抛丸处理能够去除管道1表面的夹杂物以及退火时生成的氧化层,同时使铸管外壁形成粗糙表面,增加环氧层热固化后密着效果。抛丸时选用直径0.8mm的白口铸铁丸,丸径过大会使表面过于粗糙,影响外涂层3的平整度。经抛丸处理后的铸管温度约230℃。
106.经抛丸处理后,对管道1的外侧壁进行静电喷涂处理,在这一过程中,为了保证外涂层3(即环氧树脂涂层)厚度,管道1需要保持转动,以利于流平;同时,为了使喷涂出的粉末能够初步固化,需要保证管道1维持一定的高温,该温度约230℃。
107.经上述方法加工得到的复合管在通过管直线度、椭圆度、壁厚、外观等基本的质量检测后,可以通过喷码的方式喷涂logo、产品批次、规格型号等并出厂销售。
108.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。