1.本技术涉及纺丝设备的领域,尤其是涉及一种加弹机。
背景技术:
2.加弹机是一种可将涤纶(poy),丙纶等丝线,通过假捻变形加工成为具有中弹、低弹性能的弹力丝的一种纺织机械。加弹机的工作原理一般是,丝条从丝架上放卷而出,随后在加热烘箱内进行加热,丝条加热后呈现塑化状态,此时的丝条容易被拉伸变型。丝条经过加热后还需要进行冷却,一般的冷却方式是使用冷轨进行冷却,冷轨一般是长度较长的弯折金属板。丝条经过处理后经过冷轨冷却定型,若丝条的冷却不均,丝条最终成型后的各部分性能也不均匀。
3.冷轨结构简单,其安装方式一般是在机架上固定安装两根水平的横杆,两根横杆上下间隔设置,随后在横杆上开设安装孔,并通过螺栓螺母组件将冷轨固定安装到横杆上。螺栓螺母组件的安装方式稳定性高且结构简单,但是螺栓螺母组件的拆装并不方便。
4.针对上述中的相关技术,发明人认为通过螺栓螺母组件对冷轨进行安装具有拆装不便的缺点。
技术实现要素:
5.为了改善通过螺栓螺母组件对冷轨进行安装拆装不便的问题,本技术提供一种加弹机。
6.本技术提供的一种加弹机采用如下的技术方案:一种加弹机,包括机架,所述机架上从上到下依次设置有横向基础杆、安装台和安装杆,所述横向基础杆上安装有多个冷轨、所述安装台上设置有假捻器,所述安装杆上安装有牵引罗拉,所述冷轨和所述横向基础杆上还安装有快拆结构,所述快拆结构包括安装板,所述安装板固定安装在所述冷轨上,所述安装板靠近所述横向基础杆一侧的侧壁上转动安装有至少两个第一锁紧杆,所述第一锁紧杆远离所述安装板的一端转动安装有第二锁紧杆,所述第二锁紧杆远离所述第一锁紧杆的一端安装有用于将多个所述第二锁紧杆相连的驱动套,所述驱动套与多个所述第二锁紧杆均转动连接,所述横向基础杆上开设有供所述驱动套穿过的锁紧孔,所述安装板上还安装有用于拉动所述驱动套的驱动件。
7.通过采用上述技术方案,在需要安装冷轨时,只需推动冷轨贴合到横向基础杆上并使驱动套、第一锁紧杆和第二锁紧杆穿过锁紧孔,以使安装板与横向基础杆抵紧,随后通过驱动件拉动驱动套,使驱动套朝向安装板移动,而驱动套移动过程中第一锁紧杆和第二锁紧杆发生相对转动并发生折叠,当第一锁紧杆与横向基础杆远离安装板一侧的侧壁抵紧,即完成冷轨和横向基础杆的锁紧安装。
8.可选的,所述驱动件包括转轴,所述转轴转动贯穿所述安装板,所述转轴贯穿所述锁紧孔并固定安装有螺纹杆,所述驱动套螺纹套接在所述螺纹杆上,所述螺纹杆远离所述转轴的一端固定安装有拧动块;所述第一锁紧杆靠近所述安装板一侧的侧壁上固定安装有
抵紧块,所述抵紧块与所述横向基础杆远离所述冷轨一侧的侧壁抵紧。
9.通过采用上述技术方案,在需要将冷轨和横向基础杆锁紧时,只需转动转轴,转轴带动与之固定连接的螺纹杆,螺纹杆带动与之螺纹连接的驱动套沿着螺纹杆移动,而驱动套推动第二锁紧杆和第一锁紧杆发生相对转动并发生折叠,直到抵紧块与横向基础杆抵紧,从而拉动安装板和横向基础杆抵紧,即完成冷轨和横向基础杆的锁紧安装。
10.可选的,所述安装板上还安装有用于带动所述转轴转动的转动件,所述转动件包括固定安装在所述安装板上的固定管,所述固定管内转动安装有转动管,所述转动管靠近所述安装板的一端固定安装有连接块,所述连接块与所述转轴固定连接,所述转动管的两端均套接安装有轴承,所述轴承过盈安装在所述固定管内;所述转动管远离所述安装板的一端固定安装有挡板,所述挡板上固定套接有握持圈,所述握持圈的外周侧壁上设置有防滑花纹。
11.通过采用上述技术方案,在需要带动转轴转动时,只需握持并拧动带有防滑花纹的握持圈,握持圈通过挡板带动转动管转动,而转动管通过连接块带动与之固定连接的转轴发生转动。
12.可选的,所述固定管和所述转动管上还安装有定位件,所述定位件包括定位杆,所述定位杆位于所述转动管内,所述定位杆上固定安装有弧形的定位块,所述定位块远离所述定位杆一侧的侧壁上设置有定位凸齿,而所述转动管上开设有供所述定位块穿过的定位孔,所述固定管的内周侧壁上周向设置有定位齿圈,所述转动管内还设置有用于推动所述定位凸齿与所述定位齿圈啮合的推动件。
13.通过采用上述技术方案,在冷轨的使用过程中,需要降低冷轨与横向基础杆之间松动的可能性,此时,推动件推动定位杆,而定位杆推动定位块穿过定位孔并伸出转动管外,而在推动件的推动下,定位块上的定位凸齿与固定管内的定位齿圈啮合,从而限定转动管的转动,而转动管的转动被限定后,转轴的转动也被限定,冷轨和横向基础杆之间的锁紧状态也就不易松动。
14.可选的,所述推动件包括推动杆,所述推动杆固定安装在所述定位杆远离所述定位块的一端,且所述推动杆的两端均固定安装有限位杆,所述转动管的内周侧壁上设置有两根限位管,每根所述限位杆均滑动套接在一根所述限位管内,两个所述限位管内均设置有一个推动弹簧,且推动弹簧的一端与限位杆抵紧,推动弹簧的另一端与限位管的内底壁抵紧,所述转动管的内壁上开设有滑槽,所述限位管远离所述推动杆的一端滑动安装在所述滑槽内。
15.通过采用上述技术方案,推动弹簧的推动力能够推动推动杆,从而通过推动杆带动与之相连的定位杆,在此过程中,限位杆和限位管的配合能够提高推动弹簧的形变稳定性。在进行推动件和定位件的安装时,只需按压推动杆以压缩推动弹簧,随后将推动件和定位件放入转动管内,使两个限位管分别沿着一个滑槽滑动,随后推动推动件和定位件,直到定位块运动到定位孔处,在推动弹簧的推动下,定位块穿过定位孔伸出并与固定管上的定位齿圈啮合即完成推动件和定位件的安装。
16.可选的,所述转动管内还设置有释放件,所述释放件包括释放杆,所述释放杆位于所述转动管内,且所述释放杆的两端均开设有环槽,两个环槽内均转动套接有转动套,两个所述转动套的周侧壁上均周向固定安装有两根卡杆,而所述转动管的内壁上开设有两个与
所述卡杆卡接配合的安装槽,两个所述环槽之间的所述释放杆上固定套接有用于推动推动杆的凸轮,所述释放杆远离安装板的一端转动贯穿所述挡板并固定安装有手柄。
17.通过采用上述技术方案,在需要转动转动管以对冷轨进行安装或需要将冷轨取下进行更换时,只需拧动手柄,手柄带动释放杆发生转动,释放杆带动凸轮发生转动,而凸轮转动时将与推动杆抵紧以推动推动杆朝向靠近限位管的方向移动。推动杆运动过程中会通过定位杆拉动定位块沿着定位孔滑动,以使定位凸齿和定位齿圈脱离啮合,即可拧动转动管。
18.可选的,所述推动杆远离所述限位杆一侧的侧壁上开设有供所述凸轮沉入的限位槽,所述限位槽两侧的所述推动杆上均开设有用于引导所述凸轮沉入所述限位槽的引导槽。
19.通过采用上述技术方案,在凸轮转动到推动杆处时,引导槽能够对凸轮进行引导,以引导凸轮卡入限位槽内,当凸轮卡入限位槽内后,凸轮不易从限位槽内脱出,即可稳定的保持对推动杆的推动状态,定位凸齿和定位齿圈也能稳定的保持脱离啮合状态。
20.可选的,所述牵引罗拉包括多个安装块,且多个所述安装块均固定安装在所述安装杆上,所述安装块上转动安装有皮圈架,所述皮圈架上转动安装有两个滚轮,两个所述滚轮上套接有牵引皮圈,所述机架上还转动安装有转杆,所述转杆上固定套接有多个主动轮,所述主动轮与所述牵引皮圈配合形成对丝线的输送口;所述安装块和所述皮圈架上还设置有预拉结构,所述预拉结构包括牵拉杆,每个皮圈架一侧的所述安装块上均安装有一个牵拉杆,每个所述皮圈架上均固定安装有一个连接杆,所述连接杆和所述牵拉杆上设置有预拉弹簧。
21.通过采用上述技术方案,在进行丝线的牵引时,只需将丝线放置到主动轮上,随后拉动皮圈架朝向主动轮转动,使牵引皮圈搭设到主动轮上。在转动皮圈架以使牵引皮圈与主动轮贴合时,皮圈架与预拉弹簧之间形成一定角度,预拉弹簧具有拉动皮圈架朝向主动轮转动的趋势,从而使牵引皮圈和主动轮紧密的贴合,从而通过牵引皮圈和主动轮配合,形成对丝线的输送口。此时,只需转动转杆,转杆带动主动轮转动,主动轮带动牵引皮圈转动,以对丝线进行牵引。
22.可选的,所述皮圈架包括支撑架,所述支撑架转动安装在所述安装块上,所述支撑架上转动安装有辊架,所述辊架上转动安装有两个所述滚轮,所述支撑架和所述辊架上还安装有用于对所述辊架的转动角度进行调节的调节结构;所述调节结构包括转动安装在所述支撑架上的第一调节块,所述第一调节块上螺纹贯穿连接有调节杆,所述辊架上转动安装有第二调节块。
23.通过采用上述技术方案,不同规格、材质的丝线往往需要牵引皮圈与主动轮之间具有不同的包角,以更好的对丝线进行牵引。当需要对牵引皮圈和主动轮之间的包角进行调节时,只需拧动调节杆,由于调节杆与第二调节块为转动连接,因此,调节杆与第二调节块只会发生相对转动;而调节杆与第一调节块为螺纹连接,因此,调节杆与第一调节块之间会发生相对移动。即调节杆会拉动第二调节块,从而拉动与第二调节块相连的辊架转动,以对辊架的角度进行调节。
24.可选的,所述第二调节块和所述调节杆上设置有转动连接件,所述转动连接件包括连接螺栓,所述第二调节块上开设有螺纹槽,所述螺纹槽与所述连接螺栓螺纹连接,而所
述调节杆远离所述第一调节块的一端转动贯穿所述连接螺栓,所述调节杆远离所述第一调节块的一端还固定安装有转动块,所述转动块与所述螺纹槽转动配合。
25.通过采用上述技术方案,在需要调节辊架的角度时,只需拧动调节杆,此时,调节杆会带动转动块在螺纹槽内转动,而由于连接螺栓通过与螺纹槽的螺纹连接形成对螺纹槽的封堵,因此,转动块不易从螺纹槽内脱出,此时,调节杆与第二调节块只能发生相对转动。而调节杆与第一调节块为螺纹连接,因此,拧动调节杆即可调节第一调节块和第二调节块之间的距离,也就对辊架的角度进行了调节。当辊架的角度调节完成后,拧动连接螺栓,从而推动转动块与螺纹槽的槽底抵紧,以降低转动块发生转动的可能,转动块不易转动与之相连的调节杆也不易转动,此时,辊架的角度也就不易发生变化。
26.综上所述,本技术包括以下至少一种有益技术效果:1.通过设置快拆结构,以驱动件带动驱动套移动,即可推动第一锁紧杆和第二锁紧杆发生相互转动并发生折叠,从而使第一锁紧杆与横向基础杆抵紧,以完成冷轨和横向基础杆的锁紧安装;2.通过设置定位件和推动件,以推动件推动定位块,以带动定位凸齿与定位齿圈啮合,从而限定转动管的转动,而转动管的转动被限定后,冷轨和横向基础杆之间的锁紧状态也就不易松动;3.通过设置释放件,只需拧动手柄,即可带动凸轮推动推动杆,从而使定位凸齿和定位齿圈脱离啮合,即可拧动转动管;4.通过设置可转动的皮圈架,并在皮圈架上转动设置两个滚轮,以滚轮上的牵引皮圈和主动轮配合形成对丝线的输送口,由于牵引皮圈和主动轮与丝线的接触面较大,能够更稳定的对丝线进行牵引;5.通过设置调节结构和转动连接件,能够调节支撑架与辊架之间的角度,从而使牵引皮圈与主动轮之间的包角改变,以适应不同规格、材质的丝线的牵引。
附图说明
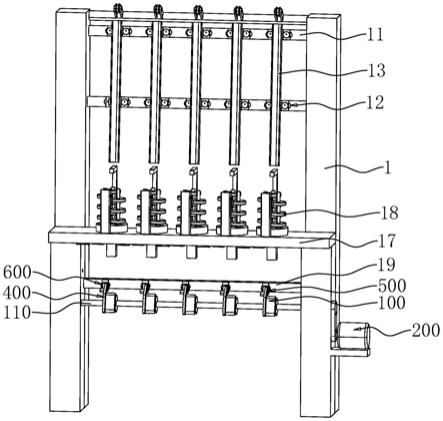
27.图1是本技术的整体结构示意图。
28.图2是本技术的快拆结构、横向基础杆和冷轨的结构示意图,且图中冷轨为从横向基础杆上取下时的状态。
29.图3是本技术的快拆结构的剖视图。
30.图4是图3中a部分的局部结构放大图。
31.图5是本技术的皮圈架和预拉结构的结构示意图。
32.图6是本技术的驱动结构的结构示意图。
33.图7是本技术的皮圈架和调节结构的结构示意图。
34.图8是本技术的调节结构和转动连接件的剖视图。
35.附图标记说明:1、机架;11、横向基础杆;12、锁紧孔;13、冷轨;14、连接片;15、抵紧片;16、安装板;17、安装台;18、假捻器;19、安装杆;100、牵引罗拉;2、转动件;21、固定管;22、转动管;23、轴承;24、连接块;25、挡板;26、握持圈;3、驱动件;31、转轴;32、螺纹杆;33、拧动块;34、驱动套;35、第一锁紧杆;36、第二锁紧杆;37、抵紧块;4、推动件;41、限位管;42、滑槽;43、限位杆;44、推动杆;45、推动弹簧;5、定位件;51、定位杆;52、定位块;53、定位凸
齿;54、定位齿圈;6、释放件;61、释放杆;62、环槽;63、转动套;64、卡杆;65、安装槽;66、凸轮;67、限位槽;68、引导槽;69、手柄;110、转杆;120、主动轮;140、安装块;200、驱动结构;210、驱动电机;220、第一带轮;230、第二带轮;240、传动皮带;400、皮圈架;410、支撑架;420、辊架;430、滚轮;440、牵引皮圈;500、预拉结构;510、牵拉杆;520、连接杆;530、预拉弹簧;600、调节结构;610、第一调节块;620、调节杆;630、第二调节块;700、转动连接件;710、连接螺栓;720、螺纹槽;730、转动块;740、防松螺母。
具体实施方式
36.以下结合附图1-8对本技术作进一步详细说明。
37.本技术实施例公开一种加弹机。参照图1和图2,加弹机包括作为安装基础的机架1,机架1从上到下依次固定安装有两根横向基础杆11、一个安装台17和一根安装杆19。两根横向基础杆11均水平设置,且两根横向基础杆11沿机架1的竖直方向间隔排列,两根横向基础杆11上均开设有多个锁紧孔12,多个锁紧孔12沿基础杆11长度方向等间隔排列,锁紧孔12为腰型孔。需要注意的是,锁紧孔12的数量可根据生产需求调整,本实施例为了便于理解,以锁紧孔12数量为五个进行说明。
38.参照图1和图2,两根横向基础杆11上安装有用于对丝条进行冷却的五根冷轨13,冷轨13的两端分别与一根横向基础杆11相连,五根冷轨13均竖直设置且沿横向基础杆11的长度方向等间隔排列。同样的,冷轨13的数量可根据生产需求调整,本实施例为了便于理解,以冷轨13数量为五个进行说明。冷轨13的两端均固定安装有一组两个连接片14,两个连接片14远离冷轨13的一端固定安装有用于将两个连接片14进行连接的抵紧片15。
39.参照图1和图2,冷轨13的两端均设置有一个快拆结构,快拆结构用于将冷轨13与横向基础杆11进行可拆卸连接,快拆结构包括一组两个安装板16,两个安装板16分别固定安装在两个连接片14相互远离一侧的侧壁上。
40.参照图2和图3,两个安装板16远离横向基础杆11一侧的侧壁上均设置有转动件2,转动件2包括固定安装在安装板16上的固定管21、转动设置于固定管21内的转动管22、固定套接于转动管22以将转动管22和固定管21转动连接的轴承23。轴承23有两个,两个轴承23分别固定套接于转动管22的两端,轴承23的外圈与固定管21过盈配合。转动管22靠近安装板16的一端设置有用于对转动管进行封堵的连接块24。
41.参照图2和图3,连接块24上安装有驱动件3,驱动件3包括转轴31、螺纹杆32和拧动块33,转轴31与连接块24固定连接且转轴31位于连接块24靠近安装板16一侧的侧壁,转轴31远离连接块24的一端转动贯穿安装板16并穿过锁紧孔12。螺纹杆32固定连接于转轴31远离连接块24的一端,且螺纹杆32与转轴31同轴设置,拧动块33固定连接于螺纹杆32远离转轴31的一端。只需转动拧动块33,即可通过螺纹杆32、转轴31和连接块24带动转动管22与固定管21发生相对转动。
42.参照图2和图3,螺纹杆32上螺纹连接有驱动套34,驱动套34的周侧壁上铰接有四根第二锁紧杆36,四根第二锁紧杆36沿驱动套34的周侧壁等间隔排列。第二锁紧杆36远离驱动套34的一端铰接安装有第一锁紧杆35,第一锁紧杆35远离第二锁紧杆36的一端与安装板16铰接相连。第一锁紧杆35靠近安装板16一侧的侧壁固定安装有楔形的抵紧块37,抵紧块37的斜面朝向安装板16设置。且抵紧块37的斜边与横向基础杆11远离冷轨13一侧的侧壁
抵紧。
43.在转动拧动块33时,与螺纹杆32螺纹连接的驱动套34沿着螺纹杆32移动,驱动套34推动第二锁紧杆36和第一锁紧杆35以铰接点为转轴转动并不断折叠。在此过程中,第一锁紧杆35不断靠近横向基础杆11并最终推动位于第一锁紧杆35上的抵紧块37与横向基础杆11远离冷轨13一侧的侧壁抵紧。抵紧块37和安装板16形成对横向基础杆11的夹持,从而将冷轨13可拆卸的安装到横向基础杆11上。
44.参照图3和图4,固定管21内设置有推动件4,推动件4包括限位管41、限位杆43、推动杆4和推动弹簧45,转动管22的内周侧壁上开设有滑槽42,滑槽42沿转动管22的长度方向开设。限位管41有两个且为长方形,两个限位管41通过与滑槽42的卡接配合安装于转动管22的内壁。限位杆43滑动安装在限位管41内,推动杆44固定连接于两根限位杆43且推动杆44位于两根限位杆43远离滑槽42的一端,推动杆44用于将两根限位杆43进行连接。推动弹簧45置于限位管41内,且推动弹簧45的一端与限位杆43远离推动杆44的一端抵紧,推动弹簧45的另一端与限位管41的内底壁抵紧。
45.参照图3和图4,推动杆44上安装有用于对转动管22的转动角度进行定位的定位件5,定位件5包括固定安装在推动杆44上的定位杆51,定位杆51位于推动杆44靠近连接块24的一端且定位杆51与推动杆44相垂直。定位杆51远离推动杆44的一端固定安装有弧形的定位块52,定位块52远离定位杆51一侧的侧壁上设置有定位凸齿53。转动管22上周向开设有供定位块52穿出的定位孔,且固定管21的内周侧壁上周向设置有定位齿圈54,在推动弹簧45的推动下,定位块52穿出定位孔,且定位凸齿53与定位齿圈54啮合。
46.参照图3和图4,转动管22内还设置有释放件6,释放件6包括释放杆61,释放杆61位于转动管22内,且释放杆61的两端均周向开设有环槽62,两个环槽62内均转动套接有一个转动套63。两个转动套63的周侧壁上均周向等距固定安装有两根卡杆64,而转动管22的内周侧壁上沿长度方向开设有两个安装槽65,卡杆64远离转动套63的一端与安装槽65卡接配合。
47.参照图3和图4,两个环槽62之间的释放杆61上固定套接有一个用于推动推动杆44的凸轮66,而推动杆44远离限位杆43一侧的侧壁上沿长度方向开设有供凸轮66沉入的限位槽67,限位槽67两侧的推动杆44上均开设有一个用于引导凸轮66沉入限位槽67内的引导槽68。
48.转动管22远离安装板16的一端固定安装有挡板25,而挡板25上固定套接安装有握持圈26,握持圈26的外周侧壁上设置有防滑花纹。释放杆61远离安装板16的一端转动贯穿挡板25并固定安装有手柄69。
49.参照图1,安装台17的顶壁上沿长度方向间隔设置有五个假捻器18,而安装杆19上沿长度方向等间隔安装有五个牵引罗拉100。
50.参照图1和图5,牵引罗拉100包括安装块140,且多个安装块140均固定安装在安装杆19上,安装块140上转动安装有皮圈架400。皮圈架400包括支撑架410,支撑架410转动安装在安装块140上,支撑架410远离安装块140的一端转动安装有弧形的辊架420,辊架420上间隔设置有两个滚轮430,且两个滚轮430均与辊架420转动连接,两个滚轮430上套接设置有牵引皮圈440。
51.而安装杆19下方的机架1上转动贯穿安装有一根与安装杆19平行的转杆110,转杆
110上沿长度方向间隔固定套接安装有五个主动轮120,每个主动轮120上均包覆设置有橡胶圈,且牵引皮圈440与主动轮120上的橡胶圈配合形成对丝线的输送口。
52.参照图1和图6,机架1上还安装有用于驱动转杆110进行转动的驱动结构200,驱动结构200包括驱动电机210,驱动电机210固定安装在机架1上,且驱动电机210的输出轴上键连接安装有第一带轮220,而转杆110靠近驱动电机210的一端转动贯穿机架1并键连接安装有第二带轮230,第一带轮220和第二带轮230上套接有传动皮带240。
53.参照图1和图5,安装块140和皮圈架400上还设置有预拉结构500,预拉结构500包括牵拉杆510,且每个安装块140上均固定安装有一个牵拉杆510,且牵拉杆510位于支撑架410的一侧。而每个辊架420上均固定安装有一个连接杆520,且牵拉杆510和连接杆520上连接有预拉弹簧530。牵拉皮圈在预拉弹簧530的拉动下与主动轮120上的橡胶圈紧密贴合。
54.参照图1和图7,支撑架410和辊架420上还安装有用于对辊架420的转动角度进行调节的调节结构600,调节结构600包括转动安装在支撑架410上的第一调节块610,第一调节块610上螺纹贯穿连接有一根调节杆620,而辊架420上转动安装有第二调节块630,且调节杆620远离第一调节块610的一端与第二调节块630转动连接。
55.参照图7和图8,第二调节块630和调节杆620上设置有转动连接件700,转动连接件700包括连接螺栓710,连接螺栓710上开设有与连接螺栓710同轴的通孔,且调节杆620远离第一调节块610的一端转动贯穿通孔。而第二调节块630上开设有螺纹槽720,且连接螺栓710螺纹连接在螺纹槽720内。调节杆620远离第一调节块610的一端还固定安装有一个转动块730,且转动块730位于螺纹槽720内并与螺纹槽720转动配合。
56.第一调节块610和第二调节块630之间的调节杆620上螺纹连接有防松螺母740,且防松螺母740与第一调节块610抵紧。
57.本技术实施例一种加弹机的实施原理为:在需要将冷轨13安装到横向基础杆11上时,只需推动冷轨13贴合到横向基础杆11上,并使驱动套34、第一锁紧杆35和第二锁紧杆36穿过锁紧孔12,以使安装板16与横向基础杆11抵紧。随后拧动手柄69,手柄69带动释放杆61发生转动,释放杆61带动凸轮66发生转动,在凸轮66转动到推动杆44处时,引导槽68能够对凸轮66进行引导,以引导凸轮66卡入限位槽67内,当凸轮66卡入限位槽67内后,凸轮66不易从限位槽67内脱出。
58.在凸轮66的推动下,推动杆44朝向靠近限位管41的方向移动,推动杆44运动过程中会通过定位杆51拉动定位块52沿着定位孔滑动,以使定位凸齿53和定位齿圈54脱离啮合。
59.定位凸齿53和定位齿圈54脱离啮合后,握住握持圈26并拧动转动管22,转动管22在固定管21内转动,从而通过连接块24带动与之固定连接的转轴31发生转动。转轴31转动将带动与之固定连接的螺纹杆32,螺纹杆32带动与之螺纹连接的驱动套34沿着螺纹杆32移动,而驱动套34推动第二锁紧杆36和第一锁紧杆35发生相对转动并发生折叠,直到第一锁紧杆35上的抵紧块37与横向基础杆11抵紧,以完成冷轨13和横向基础杆11的锁紧连接。
60.冷轨13安装完成后,拧动手柄69,以带动释放杆61转动,释放杆61转动带动凸块从限位槽67内沿着引导槽68脱出。此时,推动弹簧45的推动力能够推动推动杆44,从而通过推动杆44带动与之相连的定位杆51,定位杆51推动定位块52穿过定位孔并伸出转动管22外。最终,定位块52上的定位凸齿53与固定管21内的定位齿圈54啮合,从而限定转动管22的转
动,而转动管22的转动被限定后,转轴31的转动也被限定,冷轨13和横向基础杆11之间的锁紧状态也就不易松动。
61.而在使用牵引罗拉100对丝线进行牵引之前,首先根据丝线的规格和材质对牵引皮圈440和主动轮120之间的包角进行调节。此时,只需拧动调节杆620,调节杆620会带动转动块730在螺纹槽720内转动,而由于连接螺栓710通过与螺纹槽720的螺纹连接形成对螺纹槽720的封堵,因此,转动块730不易从螺纹槽720内脱出。此时,调节杆620与第二调节块630只能发生相对转动。而调节杆620与第一调节块610为螺纹连接,因此,拧动调节杆620即可调节第一调节块610和第二调节块630之间的距离,即调节杆620会拉动第二调节块630,从而拉动与第二调节块630相连的辊架420转动,以对辊架420的角度进行调节。
62.当辊架420的角度调节完成后,拧动连接螺栓710,从而推动转动块730与螺纹槽720的槽底抵紧,以降低转动块730发生转动的可能,转动块730不易转动与之相连的调节杆620也不易转动,此时,辊架420的角度也就不易发生变化。进一步的,拧动防松螺母740以使防松螺母740与第一调节块610抵紧,从而进一步降低调节杆620发生转动的可能。
63.当牵引皮圈440和主动轮120之间的包角调节完成后,将丝线放置到主动轮120上,随后拉动皮圈架400朝向主动轮120转动,使牵引皮圈440搭设到主动轮120上。此时,辊架420与预拉弹簧530之间形成一定角度,预拉弹簧530具有拉动辊架420朝向主动轮120转动的趋势,从而使牵引皮圈440和主动轮120紧密的贴合,以通过牵引皮圈440和主动轮120配合,形成对丝线的输送口。
64.全部调节完成后,即可启动驱动电机210,驱动电机210通过传动皮带240带动第二带轮230转动,第二带轮230带动转杆110发生转动,从而带动转杆110上的主动轮120发生转动,以实现对丝线的牵引。即丝线依次经过冷轨13冷却、假捻器18进行假捻处理,随后被牵引罗拉100牵引并输送到下一道工序。
65.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。