1.本发明涉及数控系统维管技术领域,具体地说,涉及一种基于数字孪生的激光切割随动系统健康监控方法。
背景技术:
2.在激光切割数控系统工作过程中,可能会发生电机的实际电压超过额定电压、电机转子被卡住不能转动且处于通电状态和电机散热不好等情况,使得激光切割系统在运行过程中发生事故,为此需要通过预测随动系统将要发生的电机故障达到避免事故发生的效果。然而,一个新的问题摆在我们面前,即怎样预测将要发生的情况。针对这一问题,传统的健康监控方法大多依赖于检修员对设备的实地考察。检修人员需要积累一定的工作经验,而且监控的稳定性不高容易出错,这就使得风险大大增加。
3.为了要实现激光切割随动系统的健康监控,首先需要将随动系统转化成数学模型,通过仿真在虚拟空间中对系统的状态信息进行分析。目前采用的方法是将整个系统分解成若干个子模块,其次要考虑分解后的子模型能够组建,并实现准确的计算和数据交互,因此,需要采用一种有效的建模方法来加以实现。数字孪生实现了物理空间中的激光切割随动系统在虚拟空间中的全部功能的虚拟镜像。因而,数字孪生可以在虚拟空中,可以对激光切割随动系统的运行状态进行探索、分析、挖掘和应用,从而能够很好的满足激光器切割随动系统中健康监控需求。鉴于此,我们提出了一种基于数字孪生的激光切割随动系统健康监控方法。
技术实现要素:
4.本发明的目的在于提供一种基于数字孪生的激光切割随动系统健康监控方法,以解决上述背景技术中提出的问题。
5.为实现上述技术问题,本发明的目的之一在于,提供了一种基于数字孪生的激光切割随动系统健康监控方法,包括如下步骤:
6.s1、建立激光切割随动系统数字孪生架构,通过系统分解,建立与物理拓扑一致的模型架构;
7.s2、建立包括调高器、伺服电机、机械结构和传感器的激光切割随动系统数字虚拟孪生模型,根据目标设备的状态参数初始化数据和响应参数数据结构构建目标设备的初始化数字孪生模型;
8.s3、通过tcp/ip通讯将加工过程中不断采集的现实加工数据传递给数字孪生模型,不断迭代完善数字孪生健康数据库,获取目标设备的目标故障第一状态参数,构建第一状态参数对应的响应参数表征函数;
9.s4、健康状态判读,根据实际采集到的电压值、电流值、实际电容值和编码器值与数字孪生模型计算出的结果进行比较,最终在健康数据库中查找并进行健康判断;
10.s5、健康监控界面读取、显示激光切割随动系统相关运行数据,电机三维结构动画
实现运行,并根据健康状态判读结果进行实时的健康预警。
11.作为本技术方案的进一步改进,所述s1中,系统分解的具体方法包括如下步骤:
12.s1.1、将激光切割随动系统进行拓扑分析,根据物理实体一一映射;
13.s1.2、将激光切割随动系统分解为伺服电机模型、调高器模型、机械结构模型、传感器模型等;
14.s1.3、分别针对每个模型再次进行分解,直至分解到底层组件为止:以伺服电机模型为例,可以将伺服电机模型再次分解为电动机模型、伺服驱动器模型,进而电动机模型又可分解为定子绕组模型和永磁体转子模型等。
15.作为本技术方案的进一步改进,所述s2中,建立包括调高器、伺服电机、机械结构和传感器的数字虚拟孪生模型时,是基于相关物理原理,并借助openmodelica工业软件完成电机、传感器等模型的设计与仿真的;
16.其中,电机模型原理为:
17.在电机中主要的参数包括电机电枢的电阻r、电感l、emf常数km、电机力矩常数kb、电机转子的转动惯量j以及摩擦系数b,已知这些参数之后,便可以建立起输入电压v(t)与输出转速omiga(t)之间的微分方程,并进一步可以获得输入输出之间的传递函数:
[0018][0019]
式(1)中,w(s)为系统输出量,v(s)为系统输入量。
[0020]
作为本技术方案的进一步改进,所述s2中,基于相关物理原理建立数字虚拟孪生模型时,
[0021]
其中,电容采集原理为:
[0022]
首先,电容传感器传进来的并不是一个数字信号,而是一个频率大约32m的脉冲信号,因此需要对脉冲进行运算处理,按照100个脉冲时间内的100m时钟脉冲数,每1ms更新一次计数值,则得出以下公式:
[0023]
f=(1*10
λ
6)/(1/100)*pwn_num*(1/10) (2)
[0024]
式(2)中,f为频率,pwn_num为单位时间内采集的脉冲数;
[0025]
再由脉冲数计算电容值,公式为:
[0026]
c=l*1/((2*pi*freq)
λ
2) (3)
[0027]
式(3)中,c为电容值,pi为圆周率π,freq为频率值,l为感抗;
[0028]
进而,由上述式(2)、式(3)两公式可以计算得出实时的电容值。
[0029]
作为本技术方案的进一步改进,所述s2中,基于相关物理原理建立数字虚拟孪生模型时,
[0030]
其中,电机编码器原理为:
[0031]
以电机一圈2500个脉冲为列,电机编码器有a/b/c三相信号,每旋转一圈,a/b两相都输出2500个脉冲,c相旋转一圈输出1个脉冲,c相可以用作位置矫正,当a相的信号超前b相的信号90
°
时,电机正转,反之反转;
[0032]
进而,把当前a、b输出值保存起来,与下一个到来的a、b输出值作比较,就可以得出角度码盘转动的方向;如果光栅格亮等于暗时,也就是亮和暗弧度夹角相同,且暗等于亮的1/2,那么可得到此次角度码盘运动位移角度为亮弧度夹角的1/2,再除以所用的时间,就得
到此次角度码盘运动的角速度;当亮等于暗时,且暗等于亮的1/2时,则1/4个运动周期就可以得到运动方向位和位移角度,如果亮不等于暗,暗不等于亮的1/2,那么要1个运动周期才可以得到运动方向位和位移角度了;
[0033]
因为随动系统在运行过程中是随时调整的,电机的抖动也非常小,可能没有达到一个脉冲,因此需要对脉冲进行四分频处理,将一个脉冲分为四个部分,对每个部分进行一次方向判断,最后进行汇总和数据处理。
[0034]
作为本技术方案的进一步改进,所述s3中,通过tcp/ip通讯将现实加工数据传递给数字孪生模型并不断迭代完善数字孪生健康数据库的具体方法包括如下步骤:
[0035]
s3.1、获取目标设备的目标故障的第一状态参数,构建第一状态参数对应的响应参数表征函数;
[0036]
s3.2、基于数字孪生模型构建第一响应参数表征函数;
[0037]
s3.3、基于目标设备的实际运行状态构建第二响应参数表征函数;
[0038]
s3.4、根据第一响应参数表征函数、第二响应参数表征函数以及最小化处理后的第二差异函数确定第一状态参数的变化量;
[0039]
s3.5、根据第一状态参数的变化量确定目标设备的故障诊断结果;
[0040]
s3.6、数字孪生模型根据已知基础故障数据进行修正,基础故障原理包括:电机短路故障、电容故障。
[0041]
作为本技术方案的进一步改进,所述s4中,根据实际采集到的数据值与数字孪生模型计算出的结果进行比较并最终在数据库中查找判断的具体方法包括如下步骤:
[0042]
s4.1、激光切割随动系统在实际加工过程中实时将加工数据通过网络传输到上位机的数字孪生模型中;
[0043]
s4.2、数字孪生模型根据采集到的加工数据进行实时仿真模拟并进行健康预测;
[0044]
s4.3、检测电机短路故障,通过将实际采集的电流值与数字孪生模型计算出的电流值进行比较来检查三相电流,以便有效的判断电机短路故障问题;
[0045]
s4.4、检查电容故障,通过将采集的实际电容值与数字孪生模型计算出的电容值进行比较;
[0046]
s4.5、将比较判断出的可能存在故障问题的情况和健康数据库中的故障数据进行比较,以达到故障预警、健康监控和诊断的效果。
[0047]
作为本技术方案的进一步改进,所述s4.3中,检测电机短路故障的具体原理如下:
[0048]
伺服电机定子绕组匝间短路时,短路处的线圈形成一个电流闭环,此闭环短路线圈相对转子永磁体而言相当于电枢绕组,并且与未短路线圈构成类似于变压器的关系;
[0049]
在这个短路变压器中,未短路线圈相当于原边,短路线圈相当于副边,设i1为发生匝间短路故障时的原边电流,i2为短路环线圈的闭环电流,则由电机学可知,当电机外接电压为u时,感应电动势为:
[0050]
e=(0.85~0.95)u0(4)
[0051]
式(4)中,取e=0.9u,则i
短
=0.9u/z,其中z为原边输入阻抗;
[0052]
又原边电流i=(u-e)/z,则i
短
=9i,即短路线圈电流是原边电流的9倍;
[0053]
由此可见,当发生匝间短路故障时,短路线圈的温度会迅速增加,很容易进一步引起周边绝缘层破损,甚至造成更严重的相间短路、单相对地短路等严重故障;
[0054]
进而,伺服电机定子电流频率为电机正常运行时逆变器开关状态的频率,表示为:
[0055][0056]
式(5)中,s为一个电气周转内开关状态的变化次数,p为电机极对数,n为电机转速;
[0057]
当伺服电机定子绕组出现匝间短路故障时,会使正常状态下对称的三相绕组参数(如阻抗)发生变化,从而造成三相电流不对称,改变原有电流信号的幅频特性。
[0058]
作为本技术方案的进一步改进,所述s4.4中,检查电容故障时采用电容的公示进行计算判断,其公式具体为:
[0059][0060]
由公式(6)可得电容量与两个电极的表面积s有关,同时与两个电极的距离d有关,与绝缘的介质也有关,k为介质常数;
[0061]
进而,得出结论:跟随高度时就可根据电容来判断系统是否异常。
[0062]
作为本技术方案的进一步改进,所述s5中,根据健康状态判读结果进行实时的健康预警的具体方法包括如下步骤:
[0063]
s5.1、软件健康监控窗口读取激光切割随动系统的实时加工数据;
[0064]
s5.2、健康监控界面以三维动画形式显示电机结构的实时运行状态;
[0065]
s5.3、健康监控界面将健康判断后的预警信息显示在界面上;
[0066]
s5.4、用户可以通过查看激光切割随动系统的健康状态和查阅历史记录,达到无人工、零事故的效果。
[0067]
本发明的目的之二在于,提供了一种激光切割随动系统数字孪生模型系统,该系统用于建立激光切割随动系统数字孪生架构及模型,采集现实加工数据并存储,建立数字孪生健康数据库,并根据采集到的电压、电流值、实际电容值和编码器值与孪生体算出的结果进行比较,在健康数据库中查找并进行判断,实时显示激光切割随动系统运行数据并进行健康预警。
[0068]
本发明的目的之三在于,提供了一种激光切割随动系统数字孪生模型系统的运行装置,包括处理器、存储器以及存储在存储器中并在处理器上运行的计算机程序,处理器用于执行计算机程序时实现上述的基于数字孪生的激光切割随动系统健康监控方法的步骤。
[0069]
本发明的目的之四在于,提供了一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现上述的基于数字孪生的激光切割随动系统健康监控方法的步骤。
[0070]
与现有技术相比,本发明的有益效果:
[0071]
1.该基于数字孪生的激光切割随动系统健康监控方法利用数字孪生体和真实物理系统之间的双向实时交互关系,充分利用物理模型、传感器更新、运行历史等数据,集成多学科、多物理量、多尺度、多概率的仿真过程,在虚拟空间中完成映射,从而通过数字孪生反映相对应的激光切割随动系统的运行状态及实体装备的全生命周期过程,有效的解决了上述问题;
[0072]
2.该基于数字孪生的激光切割随动系统健康监控方法通过整合多源实时数据,对
实时数据进行融合处理,运用数字孪生模型对随动系统进行健康监控和预警;通过健康检测算法实时检测偏差阈值,当检测到偏差超过阈值时,给出健康预警;同时决策系统调取健康数据库中的历史数据对事故原因进行分析,并重新控制电机的运行状态;
[0073]
3.该基于数字孪生的激光切割随动系统健康监控方法能够有效降低激光切割中事故发生的概率,大大保障人的生命安全,尤其适用于大规模、长期作业等工况条件下。
附图说明
[0074]
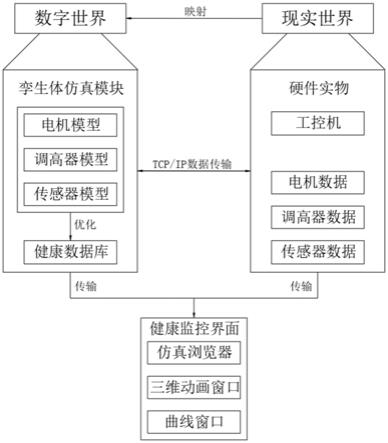
图1为本发明中硬件实物与数字孪生模型的映射关系图;
[0075]
图2为本发明中的模型架构图;
[0076]
图3为本发明中激光切割随动系统健康监控实施架构图;
[0077]
图4为本发明的整体方法运行流程图;
[0078]
图5为本发明的局部方法运行流程图之一;
[0079]
图6为本发明的局部方法运行流程图之二;
[0080]
图7为本发明的局部方法运行流程图之三;
[0081]
图8为本发明的局部方法运行流程图之四;
[0082]
图9为本发明中定子绕组等效变压器的模型图;
[0083]
图10为本发明中定子三相电流正常状态的曲线图;
[0084]
图11为本发明中定子三相电流不正常状态的曲线图;
[0085]
图12为本发明中定子三相电流幅值正常状态的曲线图;
[0086]
图13为本发明中定子三相电流幅值不正常状态的曲线图。
具体实施方式
[0087]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0088]
实施例1
[0089]
如图1-图13所示,本实施例提供了一种基于数字孪生的激光切割随动系统健康监控方法,包括如下步骤:
[0090]
s1、建立激光切割随动系统数字孪生架构,通过系统分解,建立与物理拓扑一致的模型架构;
[0091]
s2、建立包括调高器、伺服电机、机械结构和传感器的激光切割随动系统数字虚拟孪生模型,根据目标设备的状态参数初始化数据和响应参数数据结构构建目标设备的初始化数字孪生模型;
[0092]
s3、通过tcp/ip通讯将加工过程中不断采集的现实加工数据传递给数字孪生模型,不断迭代完善数字孪生健康数据库,获取目标设备的目标故障第一状态参数,构建第一状态参数对应的响应参数表征函数;
[0093]
s4、健康状态判读,根据实际采集到的电压值、电流值、实际电容值和编码器值与数字孪生模型计算出的结果进行比较,最终在健康数据库中查找并进行健康判断;
[0094]
s5、健康监控界面读取、显示激光切割随动系统相关运行数据,电机三维结构动画实时运行,并根据健康状态判读结果进行实时的健康预警。
[0095]
其中,本技术方案中主要包含五大部分内容:随动系统系统数字孪生架构分解、基于数字孪生的随动系统模型实现、健康数据库的完善、健康状态判读方法、健康监控;具体为:
[0096]
随动系统数字孪生架构分解——随动系统数字孪生架构设计的框架中,数字孪生模型完全映射物理实体如图1所示,根据激光切割随动系统的物理结构如图2所示,可以将此层再次向下细分;
[0097]
基于数字孪生的随动系统模型实现——结合上文提到的模型设计分解策略,分析构造数字孪生体;利用openmodelica工业软件开发伺服电机模型、调高控制器模型以及检测元件模型,根据实际的连接关系通过编写modelica代码进行连接,有序的整合成一个整体;
[0098]
健康数据库的完善——通过tcp/ip网络通讯将加工过程中不断采集的加工数据传递给数字孪生模型,不断迭代完善数字孪生健康数据库,数字孪生模型根据已知基础故障数据进行修正;
[0099]
健康状态判读方法——激光切割随动系统在实际加工过程中实时将加工数据通过网络传输到上位机的数字孪生模型中,数字孪生模型根据采集到的加工数据进行实时仿真模拟并进行健康预测,和健康数据库中的故障数据进行比较,达到故障预警、健康状态判读的效果。
[0100]
健康监控——健康监控界面实时显示采集到的激光切割随动系统的运行状态,并根据健康状态判读模块得等到的预警信息,实时将警告信息高亮显示,提示用户,提前解决相关故障,从而避免激光切割随动系统在加工过程中出现故障,提升加工效率。
[0101]
本实施例中,所述s1中,系统分解的具体方法包括如下步骤:
[0102]
s1.1、将激光切割随动系统进行拓扑分析,根据物理实体一一映射;
[0103]
s1.2、将激光切割随动系统分解为伺服电机模型、调高器模型、机械结构模型、传感器模型等;
[0104]
s1.3、分别针对每个模型再次进行分解,直至分解到底层组件为止:以伺服电机模型为例,可以将伺服电机模型再次分解为电动机模型、伺服驱动器模型,进而电动机模型又可分解为定子绕组模型和永磁体转子模型等。
[0105]
本实施例中,所述s2中,建立包括调高器、伺服电机、机械结构和传感器的数字虚拟孪生模型时,是基于相关物理原理,并借助openmodelica工业软件完成电机、传感器等模型的设计与仿真的;
[0106]
其中,电机模型原理为:
[0107]
在电机中主要的参数包括电机电枢的电阻r、电感l、emf常数km、电机力矩常数kb、电机转子的转动惯量j以及摩擦系数b,已知这些参数之后,便可以建立起输入电压v(t)与输出转速omiga(t)之间的微分方程,并进一步可以获得输入输出之间的传递函数:
[0108][0109]
式(1)中,w(s)为系统输出量,v(s)为系统输入量;
[0110]
具体地,电机模型下分的定子绕组等效变压器模型如图9所示。
[0111]
进一步地,所述s2中,基于相关物理原理建立数字虚拟孪生模型时,
[0112]
其中,电容采集原理为:
[0113]
首先,电容传感器传进来的并不是一个数字信号,而是一个频率大约32m的脉冲信号,因此需要对脉冲进行运算处理,按照100个脉冲时间内的100m时钟脉冲数,每1ms更新一次计数值,则得出以下公式:
[0114]
f=(1*10
λ
6)/(1/100)*pwn_num*(1/10) (2)
[0115]
式(2)中,f为频率,pwn_num为单位时间内采集的脉冲数;
[0116]
再由脉冲数计算电容值,公式为:
[0117]
c=l*1/((2*pi*freq)
λ
2) (3)
[0118]
式(3)中,c为电容值,pi为圆周率π,freq为频率值,l为感抗;
[0119]
进而,由上述式(2)、式(3)两公式可以计算得出实时的电容值。
[0120]
进一步地,所述s2中,基于相关物理原理建立数字虚拟孪生模型时,
[0121]
其中,电机编码器原理为:
[0122]
以电机一圈2500个脉冲为列,电机编码器有a/b/c三相信号,每旋转一圈,a/b两相都输出2500个脉冲,c相旋转一圈输出1个脉冲,c相可以用作位置矫正,当a相的信号超前b相的信号90
°
时,电机正转,反之反转;
[0123]
进而,把当前a、b输出值保存起来,与下一个到来的a、b输出值作比较,就可以得出角度码盘转动的方向;如果光栅格亮等于暗时,也就是亮和暗弧度夹角相同,且暗等于亮的1/2,那么可得到此次角度码盘运动位移角度为亮弧度夹角的1/2,再除以所用的时间,就得到此次角度码盘运动的角速度;当亮等于暗时,且暗等于亮的1/2时,则1/4个运动周期就可以得到运动方向位和位移角度,如果亮不等于暗,暗不等于亮的1/2,那么要1个运动周期才可以得到运动方向位和位移角度了;
[0124]
因为随动系统在运行过程中是随时调整的,电机的抖动也非常小,可能没有达到一个脉冲,因此需要对脉冲进行四分频处理,将一个脉冲分为四个部分,对每个部分进行一次方向判断,最后进行汇总和数据处理。
[0125]
本实施例中,所述s3中,通过tcp/ip通讯将现实加工数据传递给数字孪生模型并不断迭代完善数字孪生健康数据库的具体方法包括如下步骤:
[0126]
s3.1、获取目标设备目标故障的第一状态参数,构建第一状态参数对应的响应参数表征函数;
[0127]
s3.2、基于数字孪生模型构建第一响应参数表征函数;
[0128]
s3.3、基于目标设备的实际运行状态构建第二响应参数表征函数;
[0129]
s3.4、根据第一响应参数表征函数、第二响应参数表征函数以及最小化处理后的第二差异函数确定第一状态参数的变化量;
[0130]
s3.5、根据第一状态参数的变化量确定目标设备的故障诊断结果;
[0131]
s3.6、数字孪生模型根据已知基础故障数据进行修正,基础故障原理包括:电机短路故障、电容故障。
[0132]
其中,数字孪生模型构建完成后通过tcp/ip协议,与激光切割随动系统进行数据交互,以达到准确实时的传输数据,数据包括随动系统实际测量和加工数据的上传、数字孪
生模型对激光切割随动系统的实际控制指令;
[0133]
具体流程包括:激光切割随动系统在将采集到的电机电流电压信号、编码器信号、温度信号、电容信号、限位信号实时传输至数字孪生模型中进行存储;数字孪生模型作为实体在虚拟空间中的数字映射,数字孪生模型中存储电机、传感器、调高器模型,分别有实体制造的原理、几何、物理、行为及规则模型的所有数据信息;在数字孪生模型运算过程中,会在数据预处理过程中将仿真的运算结果与实物的信号进行比较,在比较过程中不断完善数字孪生模型中的健康数据库。
[0134]
本实施例中,所述s4中,根据实际采集到的数据值与数字孪生模型计算出的结果进行比较并最终在数据库中查找判断的具体方法包括如下步骤:
[0135]
s4.1、激光切割随动系统在实际加工过程中实时将加工数据通过网络传输到上位机的数字孪生模型中;
[0136]
s4.2、数字孪生模型根据采集到的加工数据进行实时仿真模拟并进行健康预测;
[0137]
s4.3、检测电机短路故障,通过将实际采集的电流值与数字孪生模型计算出的电流值进行比较来检查三相电流,以便有效的判断电机短路故障问题;
[0138]
s4.4、检查电容故障,通过将实际采集的实际电容值与数字孪生模型计算出的电容值进行比较;
[0139]
s4.5、将比较判断出的可能存在故障问题的情况和健康数据库中的故障数据进行比较,以达到故障预警、健康监控和诊断的效果。
[0140]
其中,数据预处理后流程包括:激光切割随动系统在实际加工过程中实时将加工数据通过网络传输到上位机的数字孪生模型中,数字孪生模型进行数据预处理后进行健康检测,判断是否会出现故障,当判断会出现故障时,会和孪生库中故障数据进行对比核对,查验是什么故障,进行故障定位,并向下位机发出健康预警,达到故障预警、健康状态判读的效果。
[0141]
其中,激光切割随动系统的健康状态判读方法包括电机短路故障检测和电容故障检查两种。
[0142]
具体地,所述s4.3中,检测电机短路故障的具体原理如下:
[0143]
伺服电机定子绕组匝间短路时,短路处的线圈形成一个电流闭环,此闭环短路线圈相对转子永磁体而言相当于电枢绕组,并且与未短路线圈构成类似于变压器的关系;
[0144]
在这个短路变压器中,未短路线圈相当于原边,短路线圈相当于副边,设i1为发生匝间短路故障时的原边电流,i2为短路环线圈的闭环电流,则由电机学可知,当电机外接电压为u时,感应电动势为:
[0145]
e=(0.85~0.95)u
0 (4)
[0146]
式(4)中,取e=0.9u,则i
短
=0.9u/z,其中z为原边输入阻抗;
[0147]
又原边电流i=(u-e)/z,则i
短
=9i,即短路线圈电流是原边电流的9倍;
[0148]
由此可见,当发生匝间短路故障时,短路线圈的温度会迅速增加,很容易进一步引起周边绝缘层破损,甚至造成更严重的相间短路、单相对地短路等严重故障;
[0149]
进而,伺服电机定子电流频率为电机正常运行时逆变器开关状态的频率,表示为:
[0150]
[0151]
式(5)中,s为一个电气周转内开关状态的变化次数,p为电机极对数,n为电机转速;
[0152]
当伺服电机定子绕组出现匝间短路故障时,会使正常状态下对称的三相绕组参数(如阻抗)发生变化,从而造成三相电流不对称,改变原有电流信号的幅频特性。
[0153]
进而,由于定子匝间短路故障会引起三相绕组的不对称分布,根据以上分析基于伺服电机模型,通过调整a相定子绕组外接电阻r的大小,模拟不同程度的定子不对称故障;
[0154]
电机在正常状态及定子不对称故障状态下(故障电阻r=1.5ω)仿真得到的定子三相电流信号时域波形如图10、图11所示,从图中可以看出,当电机出现定子匝间短路等不对称故障时,将会引起三相电流不对称,表现在时域图中为三相电流信号幅值的改变;
[0155]
仿真计算出的伺服电机在定子绕组不同故障程度时的三相电流相位差如下表所示:当发生定子不对称故障时,随着故障程度的增加,三相电流产生明显不对称,电流相位差偏差增大;仿真结果与定子匝间短路故障原理中的特征现象一致,因此,可将电机电流信号作为匝间短路故障诊断的特征参量;但是仅通过电流大小与相位差无法准确判断,因此需采用特征提取算法进行故障诊断。
[0156]
r=0.5ωr=1.0ωr=1.5ω118.4545
°
116.9554
°
115.5011
°
121.4420
°
122.8108
°
124.1108
°
120.1035
°
120.2338
°
120.3881
°
[0157]
进而,考虑定子不对称故障时电流信号的特征变化规律,伺服电机电流信号幅值解调方法为:首先对各相电流信号采用绝对值算子运算,然后计算其各相幅值的相对归一化均值,反映在相位-幅值图中;最后,对解调信号进行频谱分析,获得故障特征频率二倍频对应的故障检测特征成分。
[0158]
采用幅值解调法,对伺服电机正常及定子不对称故障时的电流仿真信号进行分析,得到图10和图11所示的三相电流调幅信号相对归一化幅值及a相调幅信号频谱(仅给出故障电阻r=1.5ω结果)。
[0159]
分析图12和图13可知,当出现定子不对称故障时,三相电流信号解调后的相对归一化幅值存在明显变化,且解调后调幅信号的特征频率经二倍频放大,故障特征频率相对正常电机电流信号频率明显增大;由此可诊断伺服电机的定子不对称故障。
[0160]
具体地,所述s4.4中,检查电容故障时采用电容的公示进行计算判断,其公式具体为:
[0161][0162]
由公式(6)可得电容量与两个电极的表面积s有关,同时与两个电极的距离d有关,与绝缘的介质也有关,k为介质常数;
[0163]
进而,得出结论:跟随高度时就可根据电容来判断系统是否异常。
[0164]
本实施例中,所述s5中,根据健康状态判读结果进行实时的健康预警的具体方法包括如下步骤:
[0165]
s5.1、软件健康监控窗口读取激光切割随动系统的实时加工数据;
[0166]
s5.2、健康监控界面以三维动画形式显示电机结构的实时运行状态;
[0167]
s5.3、健康监控界面将健康判断后的预警信息显示在界面上;
[0168]
s5.4、用户可以通过查看激光切割随动系统的健康状态和查阅历史记录,达到无人工、零事故的效果。
[0169]
具体为:在用户使用激光切割随动系统的过程中,软件健康监控界面会实时显示激光切割随动系统运行数据和报警警告信息,其中报警信息可以红色高亮显示,并根据预警信息进行控制决策,将决策信息生成控制信号通过网络通讯返回给激光切割随动系统,达到提前预警,提前解决问题,避免激光切割随动系统加工过程中故障的发生,用户在健康监控界面也可查看设备历史运行情况和历史报警记录等。
[0170]
本实施例还提供了一种激光切割随动系统数字孪生模型系统,该系统用于建立激光切割随动系统数字孪生架构及模型,采集现实加工数据并存储,建立数字孪生健康数据库,并根据采集到的电压、电流值、实际电容值和编码器值与孪生体算出的结果进行比较,在健康数据库中查找并进行判断,实时显示激光切割随动系统运行数据并进行健康预警。
[0171]
本实施例还提供了一种激光切割随动系统数字孪生模型系统的运行装置,该装置包括处理器、存储器以及存储在存储器中并在处理器上运行的计算机程序。
[0172]
处理器包括一个或一个以上处理核心,处理器通过总线与存储器相连,存储器用于存储程序指令,处理器执行存储器中的程序指令时实现上述的基于数字孪生的激光切割随动系统健康监控方法。
[0173]
可选的,存储器可以由任何类型的易失性或非易失性存储设备或者它们的组合实现,如静态随时存取存储器(sram),电可擦除可编程只读存储器(eeprom),可擦除可编程只读存储器(eprom),可编程只读存储器(prom),只读存储器(rom),磁存储器,快闪存储器,磁盘或光盘。
[0174]
此外,本发明还提供一种计算机可读存储介质,计算机可读存储介质存储有计算机程序,计算机程序被处理器执行时实现上述的基于数字孪生的激光切割随动系统健康监控方法的步骤。
[0175]
可选的,本发明还提供了一种包含指令的计算机程序产品,当其在计算机上运行时,使得计算机执行上述各方面基于数字孪生的激光切割随动系统健康监控方法的步骤。
[0176]
本领域普通技术人员可以理解实现上述实施例的全部或部分步骤的过程可以通过硬件来完成,也可以通过程序来指令相关的硬件完成,程序可以存储于计算机可读存储介质中,上述提到的存储介质可以是只读存储器、磁盘或光盘等。
[0177]
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的仅为本发明的优选例,并不用来限制本发明,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。