1.本发明涉及抗菌刀具领域,具体涉及一种高强韧抗菌刀具用不锈钢及其制备方法。
背景技术:
2.抗菌不锈钢,就是指是在不锈钢中加入适量的具有抗菌作用的合金元素,经抗菌性处理后使最终产品具有稳定的加工性和良好抗菌性的不锈钢。抗菌合金元素包括汞、银、铅、铜、铝、镍、锌、镉等,按照对人体不产生负作用的原则,一般添加银、铜及银铜的复合物,目前抗菌刀具种类有很多,一般只是在抗菌刀具外部喷涂上抗菌层,这种刀具不锈钢材质使用久后,如果遇到较硬的食材,容易破坏表层的抗菌层,导致抗菌寿命降低,而且抗菌刀具一般只是采用普通的不锈钢材质,韧性差,后期使用很容易折弯,影响使用。
技术实现要素:
3.本发明所要解决的技术问题是一种高强韧抗菌刀具用不锈钢及其制备方法,其采用一种新的不锈钢材质制成,可以有效提升韧性以及抗菌使用寿命,抗菌效果更好,寿命更久。
4.本发明是通过以下技术方案来实现的:一种高强韧抗菌刀具用不锈钢及其制备方法,包括采用奥氏体抗菌不锈钢制成的抗菌基底层,抗菌基底层自上而下开设一个填充腔,填充腔内填充具有韧性的芯层,在抗菌基底层的外侧两面垂直开设一条以上的减薄槽,并在抗菌基底层两侧面以及减薄槽内喷涂抗菌涂覆层,使得抗菌基底层两侧面分别形成抗菌面。
5.作为优选的技术方案,芯层采用具有高韧性的金属材料,其上端面与抗菌基底层上端面平齐。
6.一种高强韧抗菌刀具用不锈钢的制备方法,包括以下几个步骤:
7.s1、选用奥氏体抗菌不锈钢作为抗菌基底层,利用打磨设备打磨至需要的厚度以及尺寸,利用开槽机在抗菌基底层顶部开设一个填充腔;
8.s2、将具有弹性性能的芯层加工成与填充腔相同的体积,利用机械设备将芯层打入至填充腔内,使其与抗菌基底层紧配连接,并对芯层以及抗菌基底层的顶部进行打磨至平整;
9.s3、准备抗菌涂覆层;
10.s4、将抗菌涂覆层利用外部设备喷涂在抗菌基底层的两侧面,并最终填充满抗菌基底层两侧的减薄槽内,直至抗菌基底层两侧面平齐。
11.作为优选的技术方案,抗菌涂覆层制备过程如下:
12.步骤一、将cu、ag以及稀土元素加热形成混合液,再其内部放入粘结剂,充分搅拌均匀;
13.步骤二、将原料在熔炼坩埚内进行熔炼,将经过熔炼的钢液通过高压超音速氮气
雾化制备成粒径为1μm~30μm的球形粉末;
14.步骤三、粉末还原退火:在氢气保护下对上述粉末进行还原退火控制粉末中的氧含量在0.4wt%以下,退火温度为200℃-500℃;
15.步骤四、将粉末在碳钢层基板表面进行喷射以制备碳钢基板与抗菌不锈钢覆层之间的接触界面,喷射驱动气体为氮气、氢气、氦气的混合气体;
16.步骤五、采用350khz以上的电磁波对其进行加热,加热温度为1050℃~1200℃;
17.步骤六、采用20-50khz的电磁波将上一步骤中的抗菌基底层表面加热至600摄氏度800摄氏度,保温后空冷;
18.步骤七、冷轧为成品。
19.本发明的有益效果是:本发明的不锈钢,其内部填充具有弹性的芯层,配合外侧的垂直的减薄槽,使得不锈钢具有非常好的韧性,同时符合抗菌基底层以及喷涂的抗菌涂覆层,使得制备而成的刀具具有非常好的抗菌效果,而且抗菌使用时间大大提升。
附图说明
20.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
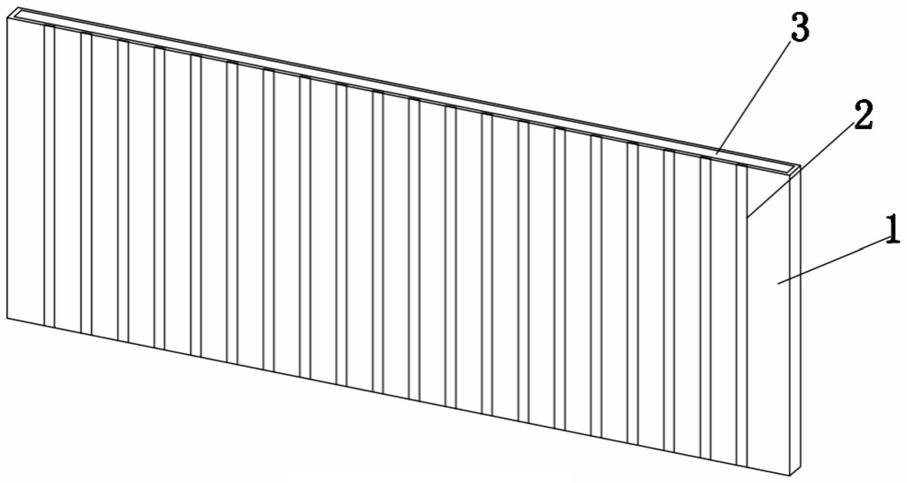
21.图1为本发明的不锈钢基体的结构示意图。
具体实施方式
22.本说明书中公开的所有特征,或公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合。
23.本说明书(包括任何附加权利要求、摘要和附图)中公开的任一特征,除非特别叙述,均可被其他等效或具有类似目的的替代特征加以替换。即,除非特别叙述,每个特征只是一系列等效或类似特征中的一个例子而已。
24.在本发明的描述中,需要理解的是,术语“一端”、“另一端”、“外侧”、“上”、“内侧”、“水平”、“同轴”、“中央”、“端部”、“长度”、“外端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
25.此外,在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
26.本发明使用的例如“上”、“上方”、“下”、“下方”等表示空间相对位置的术语是出于便于说明的目的来描述如附图中所示的一个单元或特征相对于另一个单元或特征的关系。空间相对位置的术语可以旨在包括设备在使用或工作中除了图中所示方位以外的不同方位。例如,如果将图中的设备翻转,则被描述为位于其他单元或特征“下方”或“之下”的单元将位于其他单元或特征“上方”。因此,示例性术语“下方”可以囊括上方和下方这两种方位。设备可以以其他方式被定向(旋转90度或其他朝向),并相应地解释本文使用的与空间相关的描述语
27.在本发明中,除非另有明确的规定和限定,术语“设置”、“套接”、“连接”、“贯穿”、“插接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
28.如图1所示,本发明的一种高强韧抗菌刀具用不锈钢及其制备方法,包括采用奥氏体抗菌不锈钢制成的抗菌基底层1,抗菌基底层自上而下开设一个填充腔,填充腔内填充具有韧性的芯层3,在抗菌基底层的外侧两面垂直开设一条以上的减薄槽2,并在抗菌基底层两侧面以及减薄槽内喷涂抗菌涂覆层,使得抗菌基底层两侧面分别形成抗菌面,芯层采用具有高韧性的金属材料,其上端面与抗菌基底层上端面平齐。
29.包括以下几个步骤:
30.s1、选用奥氏体抗菌不锈钢作为抗菌基底层,利用打磨设备打磨至需要的厚度以及尺寸,利用开槽机在抗菌基底层顶部开设一个填充腔;
31.s2、将具有弹性性能的芯层加工成与填充腔相同的体积,利用机械设备将芯层打入至填充腔内,使其与抗菌基底层紧配连接,并对芯层以及抗菌基底层的顶部进行打磨至平整;
32.s3、准备抗菌涂覆层;
33.s4、将抗菌涂覆层利用外部设备喷涂在抗菌基底层的两侧面,并最终填充满抗菌基底层两侧的减薄槽内,直至抗菌基底层两侧面平齐。
34.抗菌涂覆层制备过程如下:将cu、ag以及稀土元素加热形成混合液,再其内部放入粘结剂,充分搅拌均匀;将原料在熔炼坩埚内进行熔炼,将经过熔炼的钢液通过高压超音速氮气雾化制备成粒径为1μm~30μm的球形粉末;粉末还原退火:在氢气保护下对上述粉末进行还原退火控制粉末中的氧含量在0.4wt%以下,退火温度为200℃-500℃;将粉末在碳钢层基板表面进行喷射以制备碳钢基板与抗菌不锈钢覆层之间的接触界面,喷射驱动气体为氮气、氢气、氦气的混合气体;采用350khz以上的电磁波对其进行加热,加热温度为1050℃~1200℃;采用20-50khz的电磁波将上一步骤中的抗菌基底层表面加热至600摄氏度-800摄氏度,保温后空冷;冷轧为成品。
35.本发明的有益效果是:本发明的不锈钢,其内部填充具有弹性的芯层,配合外侧的垂直的减薄槽,使得不锈钢具有非常好的韧性,同时符合抗菌基底层以及喷涂的抗菌涂覆层,使得制备而成的刀具具有非常好的抗菌效果,而且抗菌使用时间大大提升。
36.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何不经过创造性劳动想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求书所限定的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。