1.本实用新型涉及锂离子电池化成设备技术领域,具体为全密封的锂电池负压杯。
背景技术:
2.负压杯是在锂电池充放电工序中化成设备使用的一种辅助装置,方形铝壳锂电池在做在充放电过程中电池内部会产生多余气体与电解液气泡,由电池注液口排出,如直接将气体排放于车间环境中会对人体直接造成伤害同时会对设备造成污染和腐蚀,现有技术解决方案中一般通过对电池联通真空负压来将这些多余气体与电解液排出。其原理为:负压通过负压杯联通电池注液口,电池内部形成真空,将电池内的气体与多余电解液气泡抽出来,电解液气泡在负压杯中冷凝形成电解液并储存于负压杯中,负压化成完毕后,在在破真空及微正压的作用下,再次将存储于负压杯中电解液打回电池内部中,起到电解液回流作用,从而保证电池注液量与原先一致。
3.目前已有中国实用新型专利一:(申请号:201821031039.x,公开号为cn208596735u),专利二:(申请号:201921739132.0,公开号为cn210984840u)两种专利,均公开了一种一体式负压杯的专利技术,但以上该专利产品并非真正一体成型,该专利技术还存在以下缺陷:
4.1、由于负压杯在使用过程中需要抽真空,因此密封性越高越好,而专利一的杯体与杯盖焊接部位,其仅仅设计为齿状连接,杯盖与杯体间仍存在接合间隙,在实际生产中发现,密封性不高,还需进一步优化;
5.2、专利二杯盖与杯体间采用齿状作为一级密封,同时加装密封圈作为二级密封,实际使用过程中由于电解液存在一定腐蚀性,同时长期高温环境中使用,密封圈容易老化,故与专利一存在的缺点一致,无法保证杯体长期密封,从而影响工艺真空度;
6.3、两种公开专利杯体均无加强筋设计,实际工作环境真空度需达到-90kpa,在内部真空作用下,杯体强度不够容易造成杯体往内部凹陷;
7.4、两种专利杯盖上方真空气管接头与杯体真空导杆均采用不锈钢材质,放入杯体与杯盖二次注塑,由于金属与塑料热收缩比不一致,长期使用过程中塑料的收缩与膨胀均会影响其接口处密封性;同时采用金属材质长期使用无法保证无金属粉末产生,如金属粉末随电解液进入电池内部,随时可能造成电池短路起火。
8.所以我们提出了全密封的锂电池负压杯,以便于解决上述中提出的问题。
技术实现要素:
9.本实用新型的目的在于提供全密封的锂电池负压杯,以解决上述背景技术提出的目前市场上锂电池负压杯的杯体与杯盖连接处密封性不强和杯体在真空环境下的强度不足,以及不锈钢接头出气密性与金属粉末进入电池内部可能引起事故的问题。
10.为实现上述目的,本实用新型提供如下技术方案:全密封的锂电池负压杯,包括用来实现抽取作用的杯体,且所述杯体的上端设置有呈方形结构的杯盖,并且所述杯体的下
端设置有导杆;
11.还包括:
12.环形嵌入式台阶,设置于所述杯盖的底部;
13.气管接头,设置于所述杯盖的顶面,用来实现管路连接;
14.全密封包覆圈,设置于杯盖与杯体之间,起到密封作用。
15.优选的,所述杯盖和气管接头采用一体注塑成型,且所述杯盖和气管接头两者均属于非金属材料。
16.通过采用上述技术方案,可完全杜绝金属粉末与铁屑对电池生产的影响,且杯盖与气管接头一体注塑成型,完全没有接痕,直接有效减少真空泄露点。
17.优选的,所述杯体为方形结构设置,且所述杯体的顶面开设有环形槽,并且所述环形槽与杯盖底部设置的环形嵌入式台阶相嵌接,同时所述杯盖与杯体之间通过环形槽和环形嵌入式台阶的过盈配合形成阶梯配合,而且所述杯体的底端设置有漏斗状的敞口结构。
18.通过采用上述技术方案,使得环形嵌入式台阶可以与环形槽进行过盈配合,从而使得杯盖与杯体可以进行稳定的拼接,形成阶梯配合,实现装置第一重密封。
19.优选的,所述杯体与杯盖构成过盈配合,且杯盖与杯体的拼接位置的凹槽处注塑设置有环形结构的全密封包覆圈,并且所述全密封包覆圈的剖面呈“凸”字形结构设置,以实现与环形嵌入式台阶的稳定贴合,同时所述全密封包覆圈可将杯盖与杯体两者的接缝处完全遮盖。
20.通过采用上述技术方案,在杯体与杯盖合并好形成过盈配合后,放入二次成型模具进行二次注塑,使得全密封包覆圈沿着杯盖与杯体环形凹槽形成环形包覆,其外观呈现出来无接缝形式,形成第二重密封。
21.优选的,所述导杆与杯体采用一体注塑成型,且导杆与杯体同属于非金属材料。
22.通过采用上述技术方案,可完全杜绝金属粉末与铁屑对电池生产的影响,且杯体与导杆一体注塑成型,完全没有接痕,直接有效减少真空泄露点。
23.优选的,所述杯体底部敞口与导杆连接处具有圆弧倒角,且所述圆弧倒角与导杆为平滑过渡。
24.通过采用上述技术方案,使得杯体和导杆可以进行平滑连接,保证化成工艺产生的气体及电解液流通顺畅,确保了流通稳定性。
25.优选的,所述杯体侧壁设置有垂直加强筋,且垂直加强筋高度取1-2mm形成凸台。
26.通过采用上述技术方案,使得垂直加强筋以及凸台可以对杯体内侧的电解液起到导流作用,确保电解液的稳定流通。
27.与现有技术相比,本实用新型的有益效果是:该全密封的锂电池负压杯可以有效提高杯体与杯盖连接处密封性和杯体在真空环境下的强度,以及提高了不锈钢接头出气密性,避免金属粉末进入电池内部可能引起事故,其具体内容如下;
28.1、设置有全密封包覆圈,负压杯体与负压杯盖分别注塑一体成型,杯体与杯盖连接处采用阶梯形式配合微量过盈配合公差进行合并,在杯体与杯盖合并好后放入二次成型模具进行二次注塑,其外观呈现出来无接缝形式;二次注塑成型所采用的材料与杯体杯盖同种材料,其收缩性能与材料特性一致的情况下更有利于杯体与杯盖的融合;彻底解决了原有超声波焊接处所留下焊缝,因此产品密封性更高,使用寿命更长;
29.2、设置有垂直加强筋,负压杯体内部设计垂直加强筋,加强筋方向与负压真空抽气方向一致,与电解液回流方向一致,可以有效起到导流作用,同时对整个负压杯体起到结构性的加强,保证在高真空度使用环境中,杯体不易出现向内凹陷现象;
30.3、气管接头和导杆,负压杯盖上连接真空气管的接头与杯体下方真空导杆均采用注塑一体成型工艺,材质均为非金属材质,一体成型可以解决长期使用过程中塑料的收缩与膨胀均导致气管接头接口处密封性问题,同时解决了负压杯使用金属材质可能产生金属粉末随电解液进入电池内部起因电池短路起火的隐患。
附图说明
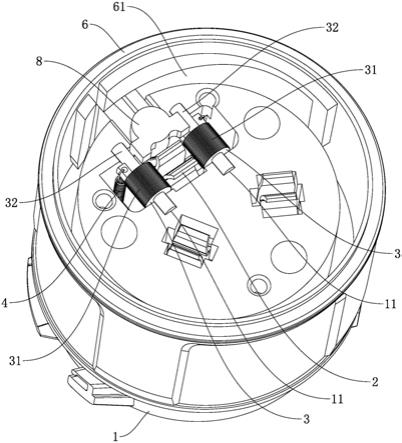
31.图1为本实用新型立体结构示意图;
32.图2为本实用新型立体部分侧剖视结构示意图;
33.图3为本实用新型图2中a处放大结构示意图;
34.图4为本实用新型图2中b处放大结构示意图;
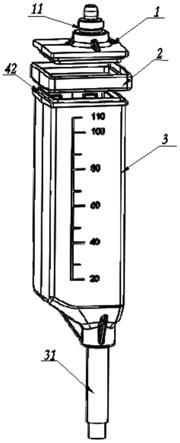
35.图5为本实用新型侧剖视结构示意图;
36.图6为本实用新型图5中c处放大结构示意图。
37.图中:1、杯盖;11、气管接头;2、全密封包覆圈;3、杯体;31、导杆;32、垂直加强筋;321、凸台;41、环形嵌入式台阶;42、环形槽;511、圆弧倒角。
具体实施方式
38.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
39.请参阅图1-6,本实用新型提供一种技术方案:全密封的锂电池负压杯,包括用来实现抽取作用的杯体3,且杯体3的上端设置有呈方形结构的杯盖1,并且杯体3的下端设置有导杆31;
40.还包括:环形嵌入式台阶41,设置于杯盖1的底部;气管接头11,设置于杯盖1的顶面,用来实现管路连接;全密封包覆圈2,设置于杯盖1与杯体3之间,起到密封作用。杯盖1和气管接头11采用一体注塑成型,且杯盖1和气管接头11两者均属于非金属材料,导杆31与杯体3采用一体注塑成型,且导杆31与杯体3同属于非金属材料,如图1-2和图4所示,杯盖1和气管接头11以及杯体3和导杆31均为一体注塑成型,完全没有接痕,直接有效减少真空泄露点,同时四者均为非金属材料,可完全杜绝金属粉末与铁屑对电池生产的影响。
41.杯体3为方形结构设置,且杯体3的顶面开设有环形槽42,并且环形槽42与杯盖1底部设置的环形嵌入式台阶41相嵌接,同时杯盖1与杯体3之间通过环形槽42和环形嵌入式台阶41的过盈配合形成阶梯配合,而且杯体3的底端设置有漏斗状的敞口结构。杯体3与杯盖1构成过盈配合,且杯盖1与杯体3的拼接位置的凹槽处注塑设置有环形结构的全密封包覆圈2,并且全密封包覆圈2的剖面呈“凸”字形结构设置,以实现与环形嵌入式台阶41的稳定贴合,同时全密封包覆圈2可将杯盖1与杯体3两者的接缝处完全遮盖,如图1-4所示,生产时,将杯盖1下端的环形嵌入式台阶41过盈配合插入环形槽42的外侧,可以使得杯盖1与杯体3
进行稳定拼接,然后将两者放入二次成型模具进行二次注塑,使得全密封包覆圈2沿着杯盖1与杯体3环形凹槽形成环形包覆,其外观呈现出来无接缝形式,形成第二重密封,从而有效提高了装置的整体密封性,有效避免使用过程中发生电解液或者气体泄露。
42.杯体3底部敞口与导杆31连接处具有圆弧倒角511,且圆弧倒角511与导杆31为平滑过渡。杯体3侧壁设置有垂直加强筋32,且垂直加强筋32高度取1-2mm形成凸台321,如图4-6所示,圆弧倒角511的设置,可以保证化成工艺产生的气体及电解液流通顺畅,确保了流通稳定性,而垂直加强筋32以及凸台321可以对杯体3内侧的电解液起到导流作用,确保电解液的稳定流通,同时对整个杯体3起到加强作用,避免高真空状态下杯体3向内凹陷。
43.工作原理:在使用该全密封的锂电池负压杯时,首先,如图1-6所示,在装置生产过程中,通过一体注塑成型技术将杯盖1和气管接头11,以及杯体3和导杆31进行成型制造,然后将杯盖1下端的环形嵌入式台阶41与杯体3上端的环形槽42进行过盈配合,实现杯盖1和杯体3的初步拼接,然后将拼接后的杯盖1和杯体3放置于二次成型模具进行二次注塑,使得全密封包覆圈2沿着杯盖1与杯体3环形凹槽形成环形包覆,使用时,将气管接头11与真空气管进行连接,从而完成一系列工作。
44.本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
45.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。