1.本发明涉及地铃加工设备的领域,尤其是涉及一种圆钢加热机的自动上料装置。
背景技术:
2.地铃主要用于舱盖、甲板,集装箱支柱及绑扎桥上,多用途船也将其用于舱底,主要作用是作为一个系固点与花篮螺丝、绑扎杆等组成一系固系统固定集装箱。地铃包括d形环和固定环,固定环能够固定d形环。
3.d形环在加工成型之前,需要将特定尺寸的圆钢煅烧,然后通过锻造模具对烧红的圆钢锻压成型,将烧红的圆钢一次性锻压成d型环,在圆钢加入到煅烧炉之前,需要将圆钢依次有序的加入到煅烧炉中,传统方式均是通过人工一根根将剪切好的圆钢加入煅烧机内,不仅工作效率低,且工作人员的工作强度大。
技术实现要素:
4.为了代替传统的人工上料,提高工作效率,本发明提供一种圆钢加热机的自动上料装置。
5.本发明提供的一种圆钢加热机的自动上料装置采用如下的技术方案:一种圆钢加热机的自动上料装置,包括设置于加热机一侧的上料架,上料架由远离加热机一端向加热机依次设置有上料机构、传输机构和推料机构;所述上料机构包括上料槽,上料槽内固设有载料板,上料槽内靠近上料架的一侧设置有自动送料组件,自动送料组件用于将上料架内的圆钢依次有序的传输至传输机构,传输机构将圆钢向加热机方向传送,推料机构用于将圆钢推送至加热机中。
6.通过采用上述技术方案,将圆钢加入到上料槽内,自动送料组件将上料槽内的圆钢推送至传输机构上,传输机构将圆钢向加热机的一侧传输,推料机构将传输机构上的圆钢推送至加热机内,从而实现圆钢的自动上料,代替传统的人工上料,减小工作人员的工作量,提高工作效率。
7.可选的,所述自动送料组件包括固设于上料槽内的多块上料板,上料板竖向设置且朝向传输机构一侧向上倾斜,上料板的高度由上料槽内向上料架的方向依次增大,相邻的上料板之间形成限位槽,限位槽内滑移连接有送料板,送料板与上料板一一对应且大小相同,送料板的底部共同固设有一块底板,送料板上连接有驱动送料板竖向运动的驱动件。
8.通过采用上述技术方案,上料板的高度由上料槽内向上料架的方向依次增大,使相邻的上料板之间形成台阶型,驱动件驱动送料板竖向运动,使底部的送料板将圆钢举起,上料板和送料板均向上倾斜,防止送料板向上举起圆钢的过程中,圆钢回落,使圆钢滚落至更高的上料板上,以此实现将圆钢从底部向上一一传输,实现自动上料。
9.可选的,所述驱动件包括设置于上料槽对称两侧的送料气缸,送料气缸的缸体固设于上料槽的外侧壁,送料气缸的活塞杆端部固设有推杆,推杆远离送料气缸的活塞杆的一端固设于送料板上,上料槽的外侧壁开设有让位槽,让位槽用于供推杆从上料槽的外侧
壁延伸至上料槽内并与送料板连接。
10.通过采用上述技术方案,驱动气缸的活塞杆伸长,推动送料板向上运动,送料板竖向运动,将上料板上的圆钢推送至下一块上料板上,从而实现圆钢从上料槽的底部向上传输至传输机构内。
11.可选的,所述上料板的顶部开设有斜面一,斜面一朝向传输机构一侧向下倾斜,送料板的顶部开设有斜面二,斜面二朝向上料板的一侧向下倾斜。
12.通过采用上述技术方案,斜面一便于上料板顶部的圆钢自动滚落至送料板上,便于送料板将圆钢向向上举起,斜面二便有送料板上的圆钢自动滚落至靠近传输机构一侧的上料板上,从而实现圆钢仓上料槽的底部向上传输纸传输机构上。
13.可选的,所述载料板朝向上料板的一侧倾斜向下设置,载料板的底部固设有振动电机。
14.通过采用上述技术方案,振动电机振动,便于载料板上的圆钢向上料板的方向滚动,防止出现上料槽内有剩下的圆钢或需工作人员将圆钢推送至上料板上。
15.可选的,所述上料槽内靠近上料板的一侧螺栓固定有隔板,隔板的底部与载料板之间留有仅供一根圆钢穿过的间隙。
16.通过采用上述技术方案,隔板用于将上料槽内的圆钢与上料板隔开,防止圆钢堆在上料板上,间隙使圆钢每次只能有一层圆钢滚落至上料板,防止圆钢在上料板上出现堆摞的情况,便于圆钢有序的向传输机构传输。
17.可选的,所述传输机构包括设置于上料架两端设置有链轮,链轮上啮合有链条,上料架上固设有驱动电机,驱动电机的输出轴和链轮的中部固定,上料架的顶部两侧固设有挡板,挡板对应上料槽的位置开设有缺口。
18.通过采用上述技术方案,上料槽内的圆钢将送料板和上料板有序的推送至链条上,驱动电机驱动链条传动,即能带动钢柱向加热机的方向传输,挡板用于防止圆钢在链条上传输的过程中从链条的两侧掉落。
19.可选的,所述推料机构包括固设于上料架上的推料气缸,推料气缸水平设置且垂直于链条的传输方向,推料气缸的活塞杆端部固设有推板,推板靠近加热机的一端固设有限位柱,限位柱用于对圆钢的端部限位,上料架远离推料气缸的一侧固设有接料板,接料板与加热机的进料口处等高设置。
20.通过采用上述技术方案,当圆钢跟随链条传输至靠近加热机的位置,推料气缸的活塞杆伸长,推板将链条上的圆钢推送至接料板内,是圆钢自动从链条下料。
21.可选的,所述接料板为v型板,接料板远离加热机的一端设置有驱动气缸,驱动气缸的活塞杆端部固设有延伸至接料槽内的顶块。
22.通过采用上述技术方案,链条将圆钢向加热机的方向传输,推料气缸的活塞杆伸长,推板将链条上的圆钢推送至接料板内,最后,驱动气缸的活塞杆伸长,将圆钢向加热机内推送,实现圆钢的自动有序的上料。
23.可选的,所述挡板靠近推板的一端设置有挡料气缸,挡料气缸垂直于链条的传输方向设置,挡料气缸的活塞杆端部固设有挡料板。
24.通过采用上述技术方案,挡料气缸的活塞杆伸长,推动挡料板运动至链条的上方,将链条上的圆钢挡住,每次只允许一根圆钢传输至推板的位置。
附图说明
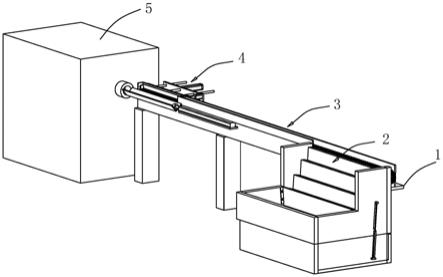
25.图1是实施例的结构示意图。
26.图2是实施例中上料机构的结构示意图。
27.图3是实施例中上料机构的剖视图。
28.图4是实施例中上料机构的爆炸图。
29.图5是实施例中传输机构和推料机构的结构示意图。
30.图6是实施例中为凸显推料机构和加热机而作的结构示意图。
31.附图标记说明:1、上料架;2、上料机构;21、上料槽;211、让位槽;22、载料板;221、振动电机;23、自动送料组件;231、上料板;232、斜面一;233、送料板;234、斜面二;235、底板;236、送料气缸;237、推杆;24、隔板;3、传输机构;31、链轮;32、链条;33、驱动电机;34、挡板;4、推料机构;41、推料气缸;42、推板;43、限位柱;44、接料板;45、驱动气缸;451、顶块;46、挡料气缸;47、挡料板;5、加热机。
具体实施方式
32.以下结合附图1-6对本发明作进一步详细说明。
33.本发明实施例公开一种圆钢加热机的自动上料装置。参照图1,一种圆钢加热机5的自动上料装置包括设置于加热机5一侧的上料架1,上料架1上设置有上料机构2、传输机构3和推料机构4,上料机构2、传输机构3和推料机构4由上料架1远离加热机5一端向加热机5方向依次排列;上料机构2将圆钢自动推送至传输机构3上,传输机构3将圆钢有序的向加热机5方向传输,推料机构4将传输机构3上的圆钢自动推送至加热机5内,完成圆钢的自动上料。
34.参照图2和图3,上料机构2包括上料槽21,上料槽21内固设有载料板22,载料板22朝向上料架1的一侧倾斜向下设置,载料板22的底部固设有振动电机221,振动电机221振动,便于载料板22上的圆钢向上料架1的方向滚动;上料槽21内靠近上料架1的一侧设置有自动送料组件23,自动送料组件23用于将上料槽21内的圆钢有序的输送至上料架1上;上料槽21内靠近自动送料组件23的一侧螺栓固定有隔板24,隔板24的底部与载料板22之间留有间隙,间隙的大小略大于圆钢的直径,隔板24用于将上料槽21内的圆钢与自动送料组件23隔开,使圆钢每次只能有一层圆钢滚落至自动送料组件23,便于圆钢有序的被自动送料组件23推送至传输机构3上。
35.参照图3和图4,自动送料组件23包括固设于上料槽21内的多块上料板231,上料板231竖向设置且朝向传输机构3一侧向上倾斜,上料板231的高度由上料槽21内向上料架1的方向依次增大,使相邻的上料板231之间形成台阶型,上料板231的顶部开设有斜面一232,斜面一232朝向传输机构3一侧向下倾斜;相邻的上料板231之间形成限位槽,限位槽内滑移连接有送料板233,送料板233与上料板231一一对应且大小相同,送料板233的底部共同固设有一块底板235,底板235将所有的送料板233连接在一起,送料板233的顶部开设有斜面二234,斜面二234朝向上料板231的一侧向下倾斜,斜面二234便有送料板233上的圆钢滚落至;上料槽21对称的两侧设置有送料气缸236,送料气缸236的缸体固设于上料槽21的外侧壁,送料气缸236的活塞杆端部固设有推杆237,推杆237远离送料气缸236的活塞杆的一端固设于其中一块送料板233上,上料槽21的外侧壁开设有让位槽211,让位槽211沿送料板
233的滑动方向开设,让位槽211用于供推杆237从上料槽21的外侧壁延伸至上料槽21内并与送料板233连接。
36.对圆钢自动上料时,将圆钢加入到上料槽21内,圆钢从隔板24的底部滚落至送料板233上,送料气缸236的活塞杆伸长,推动送料板233向上运动,便于将送料板233上的圆钢推送至上料板231上,从而将上料槽21内的圆钢依次有序的向传输机构3输送,实现圆钢的依次有序的上料。
37.参照图5,传输机构3包括设置于上料架1两端设置有链轮31,链轮31上啮合有链条32,上料架1远离加热机5的一侧固设有驱动电机33,驱动电机33的输出轴和链轮31的中部固定连接,用于驱动链轮31转动,进而带动链条32传动;上料架1的顶部两侧固设有挡板34,挡板34用于防止圆钢在链条32上传输的过程中从链条32的两侧掉落,挡板34对应上料槽21的位置开设有缺口。上料槽21内的圆钢将送料板233和上料板231有序的推送至链条32上,驱动电机33驱动链条32传动,即能带动钢柱向加热机5的方向传输。
38.参照图5和图6,推料机构4包括固设于上料架1上的推料气缸41,推料气缸41水平设置且垂直于链条32的传输方向,推料气缸41的缸体固设于上料架1上,推料气缸41的活塞杆端部固设有推板42;推板42靠近加热机5的一端固设有限位柱43,限位柱43用于抵接于圆钢的顶部,对圆钢的端部和侧壁限位。挡板34靠近推板42的一端设置有挡料气缸46,挡料气缸46垂直于链条32的传输方向设置,挡料气缸46的活塞杆端部固设有挡料板47,挡料气缸46的活塞杆伸长,推动挡料板47运动至链条32的上方,将链条32上的圆钢挡住,每次只允许一根圆钢传输至推板42的位置。
39.上料架1远离推料气缸41的一侧固设有接料板44,接料板44为v型板,接料板44与加热机5的进料口处等高设置,接料板44远离加热机5的一端设置有驱动气缸45,驱动气缸45沿链条32的传输方向设置,驱动气缸45的缸体固设于上料架1上,驱动气缸45的活塞杆端部固设有顶块451,顶块451延伸至接料板44内,驱动气缸45的活塞杆伸长,推动顶块451将圆钢推送至加热机5内。链条32将圆钢向加热机5的方向传输,挡料板47将圆钢挡下,每次只允许一根圆钢传输至推板42的位置,确保圆钢依次有序的向加热机5内传输;推料气缸41的活塞杆伸长,推板42将链条32上的圆钢推送至接料板44内,最后,驱动气缸45的活塞杆伸长,将圆钢向加热机5内推送。
40.本发明实施例一种圆钢加热机的自动上料装置的实施原理为:首先,将圆钢加入到上料槽21内,圆钢从隔板24的底部滚落至送料板233上,送料气缸236的活塞杆伸长,推动送料板233向上运动,将送料板233上的圆钢推送至相邻的接料板44上,便于将送料板233上的圆钢推送至上料板231上,从而将上料槽21内的圆钢依次有序的向上传输至链条32上。当圆钢传输至推板42的位置,推料气缸41的活塞杆伸长,推板42将链条32上的圆钢推送至接料板44内,最后,驱动气缸45的活塞杆伸长,将圆钢向加热机5内推送,实现圆钢的自动上料。
41.以上均为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
