1.本发明涉及压装配工具技术领域,具体涉及一种同轴防转回转体结构组件装配工具及装配方法。
背景技术:
2.现有技术中压电式振动传感器因其相较于传统的磁电式振动传感器具有宽频响、高测试量级、高动态范围及优越的温度特性等优点,由于重量轻及苛刻的耐环境适应性在新型或新研的机载应用领域得到快速而广泛的应用,也成了航空发动机使用全寿命过程中振动状态监测的核心部件,是发动机运行过程中健康评估、故障预测和诊断的关键基础件。常见的压电振动传感器的压电元件组件结构有中心压缩式结构,平面剪切式、环形剪切式。由于压缩式结构的压电振动传感器结构简单,刚度高,属于最早设计并获得了大量应用的结构,其中最为常见的为中心压缩式结构。同样,在机载应用领域中心压缩式结构也是最早应用的结构。机载应用一般要求较高的寿命和可靠性,结合耐高温和高灵敏度要求,中心压缩式结构压电式振动传感器成为优选结构。一般共振频率要求为不小于15khz,在2.5khz频率范围电荷灵敏度偏差不大于
±
5%,5khz频率范围电荷灵敏度偏差不大于
±
10%。除了合理设计传感器结构与零件,提高压电元件组件装配的形位公差、合适且一致的预紧扭矩等也是保证传感器谐振频率、频率响应等固有或动态特性的关键所在。
3.现有技术的缺点:现有技术中的中心压缩式压电元件组件的装配均采用手动装配,手动装配方法的装配精度以及同轴度较低,且容易触碰引线而导致中心压缩式压电元件组件无法正常工作。
技术实现要素:
4.有鉴于此,本说明书实施例提供一种同轴防转回转体结构组件装配工具及装配方法,以达到提高装配精度的目的。
5.本说明书实施例提供以下技术方案:一种同轴防转回转体结构组件装配工具,包括:下支架,设置有轴向阶梯孔,底座卡接设置在轴向阶梯孔中;支柱,一端与轴向阶梯孔卡接,支柱上依次穿设有底座、压电叠堆和质量块;上支架,与下支架间隔设置,上支架上设置有轴向螺纹孔;螺纹顶管,与轴向螺纹孔配合,螺纹顶管的下端通过止动片与质量块的上端抵接,并且能够将底座、压电叠堆和质量块压紧于下支架处;轴套,设置在螺纹顶管中,支柱的另一端与轴套的内孔同轴配合连接。
6.进一步地,轴向阶梯孔的下端为内螺纹孔,同轴防转回转体结构组件装配工具还包括顶柱,与内螺纹孔固定连接,顶柱设置有轴向定位孔,支柱的一端与轴向定位孔同轴定位卡接。
7.进一步地,底座、压电叠堆和质量块通过预紧螺钉和预紧螺母连接,其中轴向定位孔的直径大于预紧螺钉的最大直径,螺纹顶管的内径大于预紧螺母的最大直径。
8.进一步地,同轴防转回转体结构组件装配工具还包括用于旋拧预紧螺母的力矩螺
母,力矩螺母的最大直径小于螺纹顶管的内径。
9.进一步地,下支架的两侧设置有安装螺纹孔,上支架上设置有与安装螺纹孔配合的连接通孔,上支架与下支架通过螺钉连接。
10.进一步地,螺钉外套设有螺套。
11.本发明还提供了一种装配方法,采用上述的同轴防转回转体结构组件装配工具进行装配,包括以下步骤:步骤1、将支柱能拆卸地设置在下支架的轴向阶梯孔中;步骤2、使底座、压电叠堆和质量块依次穿设在支柱上并使底座与轴向阶梯孔卡接;步骤3、将止动片放置在质量块上并使上支架与下支架固定连接;步骤4、将螺纹顶管与轴向螺纹孔配合连接,并将轴套安装在螺纹顶管中且使轴套与支柱的另一端配合;步骤5、将螺纹顶管与质量块通过止动片进行预紧,待预紧结束后拆除支柱和轴套;步骤6、通过预紧螺钉和预紧螺母连接底座、压电叠堆和质量块,并通过旋拧预紧螺钉达到设定应力值;步骤7、拆除下支架、上支架和螺纹顶管,以完成装配操作。
12.进一步地,步骤具体为:在下支架的轴向阶梯孔中装配顶柱,将支柱与顶柱的轴向定位孔能拆卸地连接。
13.进一步地,步骤具体为:拆除下支架、上支架、螺纹顶管和顶柱,然后将顶柱与底座连接以阻止预紧螺钉脱出。
14.与现有技术相比,本说明书实施例采用的上述至少一个技术方案能够达到的有益效果至少包括:由下支架卡住压电组件的底座后,将支柱穿过底座与轴向阶梯孔连接,叠放压电叠堆后放置质量块再由止动片和上支架固定,通过螺纹顶管预加载,最后褪去支柱,将预紧螺钉和预紧螺母穿过压电组件后通过力矩螺母和扭力扳手按扭矩要求预紧,整个过程均由夹具进行装配形位尺寸的控制,从而能够实现提高装配精度的目的。
附图说明
15.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
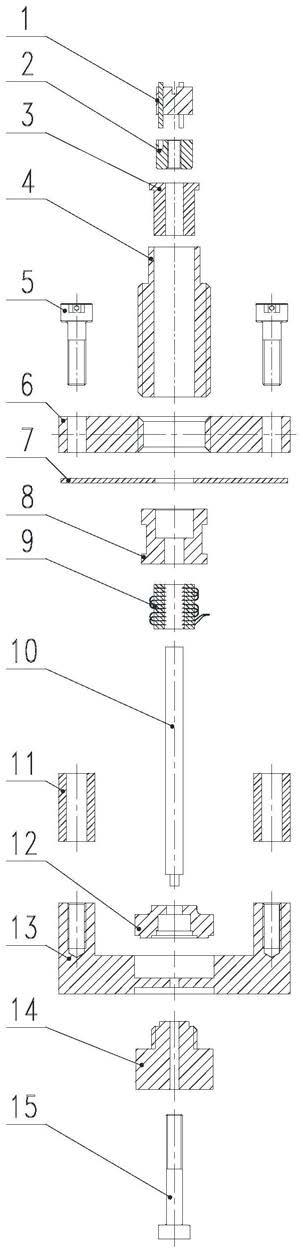
16.图1是本发明实施例的爆炸结构示意图;
17.图2是本发明实施例中力矩螺母的结构示意图;
18.图3是本发明实施例中轴套的结构示意图;
19.图4是本发明实施例中螺纹顶管的结构示意图;
20.图5是本发明实施例中上支架的结构示意图;
21.图6是本发明实施例中止动片的结构示意图;
22.图7是本发明实施例中支柱的结构示意图;
23.图8是本发明实施例中下支架的结构示意图;
24.图9是本发明实施例中顶柱的结构示意图。
25.图中附图标记:1、力矩螺母;2、预紧螺母;3、轴套;4、螺纹顶管;5、螺钉;6、上支架;7、止动片;8、质量块;9、压电叠堆;10、支柱;11、螺套;12、底座;13、下支架;14、顶柱;15、预紧螺钉。
具体实施方式
26.下面结合附图对本技术实施例进行详细描述。
27.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
28.如图1至图9所示,本发明实施例提供了一种同轴防转回转体结构组件装配工具,包括下支架13、支柱10、上支架6、螺纹顶管4和轴套3。下支架13设置有轴向阶梯孔,底座12卡接设置在轴向阶梯孔中;支柱10的一端与轴向阶梯孔卡接,支柱10上依次穿设有底座12、压电叠堆9和质量块8;上支架6与下支架13间隔设置,上支架6上设置有轴向螺纹孔;螺纹顶管4与轴向螺纹孔配合,螺纹顶管4的下端通过止动片7与质量块8的上端抵接,并且能够将底座12、压电叠堆9和质量块8压紧于下支架13处;轴套3设置在螺纹顶管4中,支柱10的另一端与轴套3的内孔同轴配合连接。
29.由下支架13卡住压电组件的底座12后,将支柱10穿过底座12与轴向阶梯孔连接,叠放压电叠堆9后放置质量块8再由止动片7和上支架6固定,通过螺纹顶管4预加载,最后褪去支柱10,将预紧螺钉15和预紧螺母2穿过压电组件后通过力矩螺母和扭力扳手按扭矩要求预紧,整个过程均由夹具进行装配形位尺寸的控制,从而能够实现提高装配精度的目的。
30.其中压电叠堆9的压电陶瓷片和接线片根据性能设计为若干片,绝缘片为压电叠堆上下各一片。
31.轴向阶梯孔的下端为内螺纹孔,同轴防转回转体结构组件装配工具还包括顶柱14,与内螺纹孔固定连接,顶柱14设置有轴向定位孔,支柱10的一端与轴向定位孔同轴定位卡接。
32.底座12、压电叠堆9和质量块8通过预紧螺钉15和预紧螺母2连接,其中轴向定位孔的直径大于预紧螺钉15的最大直径,螺纹顶管4的内径大于预紧螺母2的最大直径。
33.本发明实施例中最终的装配组件为底座12、压电叠堆9、质量块8、预紧螺钉15和预紧螺母2,其他部件均为同轴防转回转体结构组件装配工具的部件,因此在装配完成后可以将上述部件进行拆除。
34.优选地,同轴防转回转体结构组件装配工具还包括用于旋拧预紧螺母2的力矩螺母1,力矩螺母1的最大直径小于螺纹顶管4的内径。
35.利用本发明实施例能将圆环状压电陶瓷元件、绝缘片、接线片和圆柱形质量块进行完整,平齐,基于内孔同轴精密装配,并保证了装配过程不伤压电元件及接线片,同时在装配工具的初步预紧条件下,脱手自由装配压电元件组件的预紧螺钉和预紧螺母,并根据设计扭矩需求预紧扭矩,装配精度均由工具保证,一致性高,在可扳拧结构的初步预紧下及止动片防跟转的条件下,实现了高应力装配,提高了回转体结构力敏测量组件的耐高加速度,宽平坦度频率特性和高谐振频率的性能。
36.下支架13的两侧设置有安装螺纹孔,上支架6上设置有与安装螺纹孔配合的连接通孔,上支架6与下支架13通过螺钉5连接。螺钉5外套设有螺套11。
37.本发明实施例具有以下有益效果:
38.上支架6和下支架13框住了整体压电组件的上下装配直线,同时辅以支柱10和轴套3进行基孔同轴装配所有回转体零件,保证了同轴度。
39.摒弃常规的卡扣式固定结构,螺纹顶管4和上支架6选择螺纹传递预加载,保证了
装配过程预加载的稳定性。
40.回字型结构及可扳拧螺纹顶管4增大了预加载力施加范围上限,实现了高应力加载。
41.止动片7结构配合螺套11,阻止了螺纹顶管4的摩擦扭矩传递,避免各零件之间的相对摩擦滑动,保护零件的表面质量,保证了扭力的面力载荷均匀加载及加载力的进一步提高。
42.上支架6和下支架13半包围结构,使得装配稳固简单,观察视角接近全周向。
43.轴套3和支柱10的嵌套配合使用,进一步保证了装配的同轴度及装配后避免了支柱10同轴取出时对各零件内壁的摩擦损伤。
44.由上支架6、下支架13、止动片7和螺纹顶管4通过螺钉5预紧压电组件后,可褪下支柱10和轴套3,脱手操作预紧螺母2和预紧螺钉15的装配,同时还可观察装配质量,内孔的对齐程度。
45.通过螺钉5连接的上支架6、下支架13半包围结构装配工具可对多种压电陶瓷片数组合的压电组件进行装配,同时保证了装配的一致性,提高了效率,杜绝了人为装配对齐的随机性,且装配质量高。
46.本工具适用其他具有回转体外形的组件的高应力同轴装配。
47.本发明实施例还提供了一种装配方法,采用上述的同轴防转回转体结构组件装配工具进行装配,包括以下步骤:
48.步骤1、将支柱10能拆卸地设置在下支架13的轴向阶梯孔中;
49.步骤2、使底座12、压电叠堆9和质量块8依次穿设在支柱10上并使底座12与轴向阶梯孔卡接;
50.步骤3、将止动片7放置在质量块8上并使上支架6与下支架13固定连接;
51.步骤4、将螺纹顶管4与轴向螺纹孔配合连接,并将轴套3安装在螺纹顶管4中且使轴套3与支柱10的另一端配合;
52.步骤5、将螺纹顶管4与质量块8通过止动片7进行预紧,待预紧结束后拆除支柱10和轴套3;
53.步骤6、通过预紧螺钉15和预紧螺母2连接底座12、压电叠堆9和质量块8,并通过旋拧预紧螺钉15达到设定应力值;
54.步骤7、拆除下支架13、上支架6和螺纹顶管4,以完成装配操作。
55.本发明实施例具体装配方法详细介绍如下:
56.将装配工具的下支架13平放在装配作业台面,将压电组件的底座12嵌入下支架13圆槽中,并使支柱10穿过压电组件的底座12后和顶柱14拧紧,方便后续稳固地装配压电组件。将压电叠堆9和质量块8按序套在支柱10上,再放置止动片7。用螺钉5穿过上支架6螺钉孔后套上螺套11拧在下支架13上,然后将螺纹顶管4拧进上支架6,调节螺钉5使得上支架6在螺纹顶管4上悬挂适当的高度,在支柱10上套上轴套3,将止动片7按预紧扭矩旋向拨动并停止挡在在螺套11上后拧紧螺钉5。可以按需使用扳手拧紧螺纹顶管4使得压电组件预加载力固定,保持压电组件各零件的装配状态并使其稳定。确定状态后,将支柱10旋松并褪下支柱10、顶柱14和轴套3,此时可全方向,全方位,多角度观察装配质量,最后将预紧螺母2和预紧螺钉15按位置装上并使用扭力扳手按设计扭矩进行固紧。最后旋松螺钉5褪下所有装配
工具零件,即可拆下完整装配的中心压缩式压电组件。
57.以上所述,仅为本发明的具体实施例,不能以其限定发明实施的范围,所以其等同组件的置换,或依本发明专利保护范围所作的等同变化与修饰,都应仍属于本专利涵盖的范畴。另外,本发明中的技术特征与技术特征之间、技术特征与技术方案之间、技术方案与技术方案之间均可以自由组合使用。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。