1.本公开涉及一种接合纤维增强复合材料和金属材料以提供混合复合部件的方法。
背景技术:
2.目前用于接合纤维增强聚合物和金属的方法通常涉及用于实现两个接合部件之间的载荷传递的机械紧固件和/或粘合剂。然而,此类方法引起了至少两个主要问题。
3.首先,包括机械紧固件通常在纤维增强聚合物已经固化之后执行,这需要在材料中切割或冲压孔,从而导致基体以及用作应力集中器的纤维的破裂和断裂。因此,此类方法最终弱化了所得部件。然而,当在固化期间将机械紧固件模制到材料中时,紧固件被永久地固定就位,由于在紧固件放置中的所得紧密公差,使得集成到工厂组装线中变得困难。
4.当使用粘合剂时,接合强度完全取决于粘合强度或基体强度中的较小者。纤维增强物未直接接合在载荷路径中,从而在系统中产生弱点。此外,纤维增强聚合物与金属的紧密接近引起电腐蚀问题。例如,纤维增强聚合物的碳纤维可以在与金属的电耦合中用作阴极材料,从而当暴露于电解质(诸如道路喷淋水或盐水)时,可能导致严重的腐蚀破坏。这通常通过在材料中使用玻璃纤维表面垫、使用厚粘合剂层以防止由电解质溶液桥接或接合到钝化金属结构(诸如不锈钢托架)来缓解。
5.因此,本领域需要接合纤维增强聚合物和金属的减轻这些缺点的改进的方法。
技术实现要素:
6.本公开涉及一种接合纤维增强复合材料和金属材料以提供混合复合部件的方法。该方法可以包括:将一个或多个金属网状物薄层与纤维增强复合材料的两个或更多个薄层交织,其中该一个或多个金属网状物薄层的至少一部分延伸经过纤维增强复合材料的该两个或更多个薄层的边缘。该方法可以包括:在邻接一个或多个金属网状物薄层中的至少一个金属网状物薄层的位置中提供纤维增强复合材料的一个或多个薄层。该方法还可以包括:缝合所得复合部件的交织薄层和/或固化所得复合部件。该方法还可以包括:将复合部件的至少一部分与另一个金属部件诸如金属车辆部件连接。本公开还涉及一种根据如本文所述的方法制备的复合部件。
附图说明
7.图1示出了根据本公开的方面的示例性网状物。
8.图2a示出了根据本公开的方面的与纤维增强复合材料的两个或更多个薄层交织的一个或多个金属网状物薄层的侧视示意图。
9.图2b示出了根据本公开的方面的与纤维增强复合材料的两个或更多个薄层交织的一个或多个金属网状物薄层的侧视示意图。
10.图2c示出了根据本公开的方面的与纤维增强复合材料的两个或更多个薄层以及纤维增强复合材料的一个或多个邻接薄层交织的一个或多个金属网状物薄层的透视示意
图。
11.图2d示出了根据本公开的方面的邻接纤维增强复合材料的两个或更多个薄层的一个或多个金属网状物薄层的透视示意图。
12.图2e示出了根据本公开的方面的图2a和图2b所示的连接到金属车辆部件的示例性复合部件。
13.图3a示出了根据本公开的方面的与纤维增强复合材料的两个或更多个薄层交织的一个或多个金属网状物薄层的侧视示意图。
14.图3b示出了根据本公开的方面的与纤维增强复合材料的两个或更多个薄层交织的一个或多个金属网状物薄层的侧视示意图。
15.图3c示出了根据本公开的方面的与纤维增强复合材料的两个或更多个薄层交织的一个或多个金属网状物薄层的侧视示意图。
16.图3d示出了根据本公开的方面的与纤维增强复合材料的两个或更多个薄层交织的一个或多个金属网状物薄层的侧视示意图。
17.图3e示出了根据本公开的方面的与纤维增强复合材料的两个或更多个薄层交织的一个或多个金属网状物薄层的侧视示意图。
18.图4示出了根据本公开的方面的复合部件的示意性应用。
19.图5示出了根据本公开的方面的具有一个或多个金属网状物薄层、一个或多个第二金属网状物薄层以及纤维增强复合材料的两个或更多个交织薄层的混合复合部件的侧视示意图。
具体实施方式
20.本公开涉及一种接合纤维增强复合材料和金属材料以提供混合复合部件的方法。该方法可以包括:将一个或多个金属网状物薄层与纤维增强复合材料的两个或更多个薄层交织,其中该一个或多个金属网状物薄层的至少一部分延伸经过纤维增强复合材料的该两个或更多个薄层的边缘。该方法可以包括:在邻接一个或多个金属网状物薄层中的至少一个金属网状物薄层的位置中提供纤维增强复合材料的一个或多个薄层。该方法还可以包括:缝合所得复合部件的交织薄层和/或固化所得复合部件。该方法还可以包括:将复合部件的至少一部分与另一个金属部件(诸如金属车辆部件)连接。本公开还涉及一种根据如本文所述的方法制备的复合部件。
21.该方法包括:将一个或多个金属网状物薄层与纤维增强复合材料的两个或更多个薄层交织。如本文所用,术语“薄层”是指薄材料层。应当理解,薄层的厚度将至少部分地取决于薄层材料,例如,至少部分地形成薄层的纤维的性质、纤维体积分数、层合构造和/或复合材料制造和/或固化工艺。一般来讲,如本文所述的每个薄层可以具有介于约0.01mm与10mm之间、可选地介于约0.01mm与5mm之间、可选地介于约0.01mm与2.5mm之间、可选地介于约0.5mm与2.5mm之间、并且可选地小于约0.5mm的厚度,但根据应用,一个或多个薄层可以具有不同的厚度。
22.纤维增强复合材料的两个或更多个薄层中的每个薄层可以单独地包括具有聚合物基体材料和一种或多种纤维的复合材料。根据一些方面,纤维增强复合材料可以包括纤维增强聚合物,即“frp”。如本文所用,术语“frp”或“纤维增强聚合物”是指包括利用纤维增
强的聚合物基体材料的复合材料。根据一些方面,纤维可以包括“预浸”或“预浸渍”复合纤维。如本文所用,术语“预浸”或“预浸渍”复合纤维是指在固化之前已经用聚合物基体材料浸渍的纤维。应当理解,如本文所用,“固化”可以指本领域已知的与本公开相容的任何固化工艺,包括但不限于热固化(例如,通过高压釜)、空气固化以及它们的组合。
23.应当理解,在本公开的上下文中,提供纤维增强复合材料的薄层的步骤可以包括如本领域已知的一个或多个工艺步骤,其中这些工艺步骤中的每一个工艺步骤紧接在另一个工艺步骤之后和/或与本公开的其它方法步骤相穿插,如本文所述。例如,根据一些方面,提供纤维增强复合材料的薄层的步骤可以包括:在相对于复合部件的其它部件的位置中提供部分固化的预浸复合纤维,如本文所述。然后,例如当复合部件固化时部分固化的预浸复合纤维可以完全固化,如本文所述。在该示例中,完全固化预浸复合纤维的工艺步骤可以紧接在提供部分固化的预浸复合纤维的工艺步骤之后,或者其可以在如本文所述的一个或多个其它方法步骤之后发生。
24.附加地或另选地,提供纤维增强复合材料的薄层的步骤可以包括:在相对于如本文所述的复合部件的其它部件的位置中提供干燥纤维。然后,在固化复合部件之前,可以随后在本公开的方法中的任何点提供聚合物基体材料,如本文所述。例如,提供纤维增强复合材料的薄层的步骤可以包括“湿法叠涂”工艺,其中在相对于复合部件的其它部件的位置中提供干燥纤维(例如,通过模具),并且在固化复合部件之前将聚合物基体材料刷涂和/或辊涂到纤维上。附加地或另选地,提供纤维增强复合材料的薄层的步骤可以包括:在相对于复合部件的其它部件的位置中提供干燥纤维(例如,通过模具),并且随后在固化复合部件之前注入聚合物基体材料。附加地或另选地,提供纤维增强复合材料的薄层的步骤可以包括:在相对于复合部件的其它部件的位置中提供聚合物基体材料的纤维和片材的交替干燥层(例如,通过模具)。然后可以固化交替的干燥层(例如,当复合部件被固化时),使得由片材构成的聚合物基体材料流动到复合部件的其它部分,以便例如将纤维和/或金属网状物材料固定在适当位置,如本文所述。
25.应当理解,纤维增强复合材料的两个或更多个薄层中的每个薄层可以包括与纤维增强复合材料的另一个薄层相同的纤维增强复合材料和/或可以包括与纤维增强复合材料的另一个薄层不同的纤维增强复合材料。根据本公开的纤维的示例包括但不限于玻璃纤维、碳纤维、芳族聚酰胺纤维、玄武岩纤维、合成纤维(例如,通过干喷湿纺丝工艺纺成的刚性棒各向同性晶体聚合物,诸如纤维)以及它们的组合。根据本公开的聚合物基体材料的示例包括但不限于环氧聚合物、乙烯基酯聚合物、聚酯热固性塑料聚合物、热塑性聚合物、聚酰胺、聚碳酸酯、聚乙烯、聚丙烯、聚氨酯以及它们的组合。
26.根据一些方面,纤维增强复合材料的两个或更多个薄层可以具有第一cte。如本文所用,术语“cte”或“热膨胀系数”是指当材料或部件自由膨胀时,材料或部件的尺寸在恒定压力下每单位温度变化程度的分数变化。根据一些方面,第一cte可以不大于约10ppm/℃,可选地不大于约9ppm/℃,可选地不大于约8ppm/℃,可选地不大于约7ppm/℃,可选地不大于约6ppm/℃,可选地不大于约5ppm/℃,可选地不大于约4ppm/℃,可选地不大于约3ppm/℃,可选地不大于约2ppm/℃,可选地不大于约1ppm/℃,可选地不大于约0.5ppm/℃,可选地不大于约0.1ppm/℃,可选地不大于约0.01ppm/℃,可选地不大于约0ppm/℃并且可选地约-1ppm/℃。
27.一个或多个金属网状物薄层中的每一个金属网状物薄层可以包括金属材料。在其中一个或多个金属网状物薄层包括两个或更多个金属网状物薄层的情况下,两个或更多个金属网状物薄层中的每一个金属网状物薄层可以由相同的金属材料制成或可以由与两个或更多个金属网状物薄层中的至少一个金属网状物薄层不同的金属材料制成。金属材料可以是在车辆零件中使用的任何金属材料。如本文所用,术语“车辆”是指能够移动并且由任何形式的能量驱动的任何有人或无人驾驶结构。术语“车辆”包括但不限于汽车、卡车、厢式车、小型货车、suv、摩托车、滑板车、船、个人水运工具、潜水器、飞行器和航天器。根据本公开可用的金属材料包括但不限于金属,诸如金(au)、铂(pt)、钛(ti)、镍(ni)、铁(fe)、铬(cr)、铝(al)以及它们的合金,诸如钢(包括不锈钢)。根据一些方面,金属网状物薄层中的至少一个金属网状物薄层可以具有钝化表面,诸如不锈钢(例如,304不锈钢),和/或可以在其至少一部分上(诸如在嵌入长度上)包括结构化氧化物层、金属电镀和/或非导电涂层,如本文所述。
28.根据一些方面,由一个或多个金属网状物薄层构成的金属材料可以包括与由复合部件构成的其它材料和/或与另一个金属部件电相容的金属材料,如本文所述。如本文所用,术语“电相容性”是指两种接触材料之间的关系,其中当暴露于电解质溶液时材料的氧化和/或腐蚀受到限制。根据一些方面,“电相容性”可以指两种材料之间的阳极指数的差异不大于约60mv,可选地不大于约50mv,可选地不大于约40mv,并且可选地不大于约30mv。如本文所用,“阳极指数”是指在存在电解质溶液时将在主体材料和金之间产生的电化学电压。还应当理解,电不相容材料是指其中当暴露于电解质溶液时材料的氧化和/或腐蚀不受限制、即与电相容材料相反的材料,如本文所述。
29.根据一些方面,由一个或多个金属网状物薄层构成的金属材料可以包括与由复合部件构成的其它材料(诸如由复合部件构成的纤维增强复合材料)电相容的金属材料,如本文所述。附加地或另选地,由一个或多个金属网状物薄层构成的金属材料可以包括与由复合部件构成的其它材料电不相容的金属材料,如本文所述。附加地或另选地,当本公开的复合部件要与金属和/或导电的另一个部件(诸如金属车辆部件)连接时,由一个或多个金属网状物薄层构成的金属材料的至少一部分可以与金属部件电相容,以避免复合部件和金属部件之间的腐蚀。
30.根据一些方面,由一个或多个金属网状物薄层构成的金属材料可以具有第二cte。第二cte可以在第一cte与金属部件(诸如金属车辆部件)的cte(在本文中称为第三cte)之间。第一cte与第三cte之间的差可以为至少约10ppm/℃,可选地至少约11ppm/℃,可选地至少约12ppm/℃,可选地至少约13ppm/℃,可选地至少约14ppm/℃,可选地至少约15ppm/℃,可选地至少约16ppm/℃,可选地至少约17ppm/℃,可选地至少约18ppm/℃,可选地至少约19ppm/℃,可选地至少约20ppm/℃,可选地至少约21ppm/℃,可选地至少约22ppm/℃,可选地至少约23ppm/℃,可选地至少约24ppm/℃,可选地至少约25ppm/℃,可选地至少约26ppm/℃,并且可选地至少约27ppm/℃。第二cte可以在第一cte与第三cte之间,诸如在约1ppm/℃与25ppm/℃之间、可选地在约1ppm/℃与23ppm/℃之间、可选地在约1ppm/℃与20ppm/℃之间、并且可选地在约10ppm/℃与20ppm/℃之间的cte。
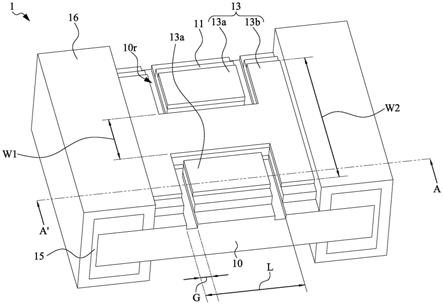
31.如本文所用,术语“网格”是指在其至少一部分上具有规则地间隔开的开口的结构。例如,网状物可以包括被编织或以其它方式固定在一起以在其间形成规则地间隔开的
开口的纤维的结构。另选地,网状物可以包括已经完全或部分穿孔以形成规则地间隔开的开口的片材,诸如穿孔金属箔。根据一些方面,可以就其“网格数量”来表征网状物,即,在x和/或y方向(例如,分别平行于竖直纤维和水平纤维,或反之亦然,或者在完全或部分穿孔的片材的情况下分别平行于未穿孔竖直区段和未穿孔水平区段,或反之亦然)上每线性英寸的开口数量。例如,图1示出了根据本公开的示例性4
×
4网状物。如图1所示,4
×
4网状物11是在x方向上一个线性英寸有四个开口12和在y方向上一个线性英寸有四个开口的网状物。应当理解,8
×
8网状物是指在x方向上一个线性英寸有八个开口并且在y方向一个线性英寸有八个开口的网状物,20
×
20网状物是指在x方向上一个线性英寸有二十个开口并且在y方向一个线性英寸有二十个开口的网状物等。根据一些方面,根据本公开的网状物可以具有约4
×
4、可选地约8
×
8、可选地约12
×
12、可选地约20
×
20、可选地约28
×
28、可选地约88
×
88以及可选地约90
×
90的网格数量。根据一些方面,根据本公开的网状物可以具有在约5
×
5与约20
×
20之间、可选地在约10
×
10与约14
×
14之间的网格数量。根据一些方面,根据本公开的网状物可以具有在约80
×
80与约100
×
100之间、可选地在约85
×
85与约90
×
90之间的网格数量。根据一些方面,根据本公开的网状物可以具有不大于约10
×
10的网格数量。根据一些方面,根据本公开的网状物可以具有至少约28
×
28的网格数量。根据一些方面,根据本公开的网状物可以具有至少约90
×
90的网格数量。
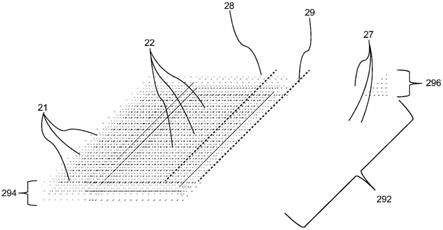
32.该方法包括:将一个或多个金属网状物薄层与纤维增强复合材料的两个或更多个薄层交织,如本文所述。例如,图2a示出了与纤维增强复合材料的两个或更多个薄层22交织的一个或多个金属网状物薄层21的侧视示意图。如图2a所示,一个或多个金属网状物薄层21的至少一部分23延伸经过纤维增强复合材料的两个或更多个薄层22的第一边缘24。在该示例中,一个或多个金属网状物薄层21的部分23可能不含或基本上不含如本文所述的聚合物基体材料,包括但不限于环氧聚合物、乙烯基酯聚合物、聚酯热固性塑料聚合物、热塑性聚合物以及它们的组合。
33.图2b示出了与纤维增强复合材料的两个或更多个薄层22交织的一个或多个金属网状物薄层21的侧视示意图,这类似于图2a所示的侧视示意图。然而,如图2b所示,在其中一个或多个金属网状物薄层21包括两个或更多个金属网状物薄层21的情况下,两个或更多个金属网状物薄层21中的每一个金属网状物薄层可以具有的长度不同于两个或更多个金属网状物薄层21中的至少另一个金属网状物薄层的长度,使得两个或更多个金属网状物薄层21的第二边缘26交错。以此方式,可以避免混合复合部件内的中断部分的堆叠。
34.如图2a和图2b所示,纤维增强复合材料的两个或更多个薄层22的至少一部分25可以延伸经过一个或多个金属网状物薄层21的第二边缘26。应当理解,纤维增强复合材料22的一个或多个金属网状物薄层21和两个或更多个薄层的交织部分的表面积或剪切面积可以被选择以便在所得的混合复合部件中提供所需的机械强度,直至由构成材料的机械性能确定的最大强度。当剪切等于临界表面积时,实现该最大强度。该临界表面积由固化基体的剪切强度和复合部件的组合金属网状物薄层或组合复合部件薄层的较少者的拉伸强度确定,如下式给出:
[0035][0036]
其中τ
matrix
是固化基体的剪切强度,as是一个或多个金属网状物薄层21的交织部
分与纤维增强复合材料22的两个或更多个薄层之间的临界剪切面积,σu是金属网状物材料21和固化的复合部件中的较小者的最终强度,并且ac是由σu所描述的材料或部件的横截面面积。另选地,如果认为更适合整体部件设计,则由σy表示的屈服应力可以用于取代σu。相关面积通过下式计算:
[0037]as
=2nwl
[0038]
以及
[0039]ac
=wt
[0040]
其中n为一个或多个金属网状物薄层21的数目,w为交织区域292在部件中的宽度(如图2c所示),l为嵌入长度290或一个或多个金属网状物薄层,并且t为金属网状物薄层21或复合部件在区域25中的最终厚度。
[0041]
该方法还可以包括:在邻接一个或多个金属网状物薄层中的至少一个金属网状物薄层的位置中提供纤维增强复合材料的一个或多个薄层。例如,图2a和图2b示出邻接一个或多个金属网状物薄层21的第二边缘26的纤维增强复合材料的一个或多个薄层27。应当理解,图2a和图2b所示的纤维增强复合材料的一个或多个薄层27可以包含如本文所述的frp并且可以包含和与一个或多个金属网状物薄层21交织的纤维增强复合材料的两个或更多个薄层22(另选地本文称为“纤维增强复合材料的两个或更多个交织薄层22”)相同或不同的材料。纤维增强复合材料的一个或多个薄层27(本文称为“纤维增强复合材料的一个或多个邻接薄层27”)可以与纤维增强复合材料的两个或更多个交织薄层22的延伸经过一个或多个金属网状物薄层21的第二边缘26的部分25交织,如图2a和图2b所示。
[0042]
应当理解,虽然图2a和图2b示出了1:1比率的纤维增强复合材料的交织薄层22与纤维增强复合材料的邻接薄层27的交替薄层,但该比率可以取决于由复合部件构成的一个或多个薄层的厚度。例如,如果一个或多个金属网状物薄层21各自具有大于纤维增强复合材料的每个邻接薄层27的厚度的厚度,则纤维增强复合材料的交织薄层22与纤维增强复合材料的邻接薄层27的比率可以为1:2、1:3、1:4等。即,纤维增强复合材料的交织薄层22中的每一个薄层可以通过纤维增强复合材料的一个或多个邻接薄层27与纤维增强复合材料的另一个交织薄层22分开。
[0043]
该方法还可以包括:缝合复合部件的交织薄层的至少一部分。例如,图2a和图2b示出了通过缝线28缝合到纤维增强复合材料的两个或更多个交织薄层22的一个或多个金属网状物薄层21。以此方式,一个或多个金属网状物薄层21的位置可以相对于纤维增强复合材料的两个或更多个交织薄层22固定。应当理解,可以基于所需的强度和/或期望的处理时间来优化缝合。可用于缝合的材料的示例包括但不限于与本文所述的一个或多个部件相容的聚合物纱线和/或纤维,包括聚乙烯纱线和/或纤维。应当理解,根据一些方面,当与不包括一个或多个金属网状物薄层的类似部件(例如,包括一个或多个实心金属箔片薄层的部件)相比时,一个或多个金属网状物薄层中的网格开口可以有利于更容易的缝合。例如,一个或多个金属网状物薄层中的每一个金属网状物薄层可以具有被构造成与自动缝合工艺一起使用的网格数量。一个或多个金属网状物薄层21的网格数量可以根据网状物的强度、与金属含量成比例、以及缝合线28的间距和/或准确性来选择。这可以通过改变多个两个或更多个金属网状物薄层21的网格数量和/或利用非正方形网格开口来实现。
[0044]
附加地或另选地,可以将纤维增强复合材料的一个或多个邻接薄层27的至少一部
分缝合到纤维增强复合材料的两个或更多个交织薄层22的至少一部分。例如,图2a和图2b示出了用缝合线29缝合到纤维增强复合材料的两个或更多个交织薄层22的纤维增强复合材料的一个或多个邻接薄层27。以此方式,纤维增强复合材料的一个或多个邻接薄层27的位置可以相对于纤维增强复合材料的两个或更多个交织薄层22固定。同样,可以基于所需的强度和/或期望的处理时间来优化缝合。
[0045]
图3a至图3e示出了与纤维增强复合材料的两个或更多个薄层322交织的一个或多个金属网状物薄层321的另一个侧视示意图,类似于图2a和图2b所示的侧视示意图。如图3a至图3e所示,一个或多个金属网状物薄层321的至少一部分323延伸经过纤维增强复合材料的两个或更多个薄层322的第一边缘324。如图3a至图3e所示,纤维增强复合材料的两个或更多个薄层322的至少一部分325可以延伸经过一个或多个金属网状物薄层321的第二边缘326。
[0046]
如图3a所示,纤维增强复合材料的一个或多个薄层335可以设置在一个或多个金属网状物薄层321的第二边缘326的近侧。应当理解,图3a所示的纤维增强复合材料的一个或多个薄层335可以包含如本文所述的frp并且可以包含和与一个或多个金属网状物薄层321交织的纤维增强复合材料的两个或更多个薄层322(另选地本文称为“纤维增强复合材料的两个或更多个交织薄层322”)相同或不同的材料。例如,本文称为“纤维增强复合材料的一个或多个近侧薄层335”的纤维增强复合材料的一个或多个薄层335可以包括与由一个或多个金属网状物薄层321构成的材料电不相容的frp。在这种情况下,纤维增强复合材料的一个或多个近侧薄层335可以设置为与一个或多个金属网状物薄层321的第二边缘326相距某一距离,如图3a所示。例如,可以提供间隙330以将一个或多个金属网状物薄层321的第二边缘326与纤维增强复合材料的一个或多个近侧薄层335隔开,由此至少部分地减少或防止固化的复合部件内的电腐蚀。根据一些方面,间隙330可以在一个或多个金属网状物薄层321的第二边缘326与纤维增强复合材料的一个或多个近侧薄层335之间提供约10mm或更小、可选地约5mm或更小、以及可选地约3mm或更小的距离。
[0047]
然而,应当理解,在所有情况下间隙330可能不是必需的,例如,如图3b至图3e所示,其示出了纤维增强复合材料的一个或多个邻接薄层327(图3b)以及绝缘材料的一个或多个邻接薄层336a和336b(图3c至图3e)。
[0048]
如图3b所示,纤维增强复合材料的一个或多个邻接薄层327可以邻接或基本上邻接一个或多个金属网状物薄层321的第二边缘326。在该示例中,纤维增强复合材料的一个或多个邻接薄层327可以包括由一个或多个金属网状物薄层321构成的材料电相容的frp,并且因此可能不需要间隙330来减少或防止固化的混合复合部件内的电腐蚀。
[0049]
在另一个示例中,如图3c至图3e所示,纤维增强复合材料的一个或多个近侧薄层335可以通过绝缘材料的一个或多个邻接薄层336a与一个或多个金属网状物薄层321的第二边缘326分开。绝缘材料的一个或多个邻接薄层336a可以包括与由一个或多个金属网状物薄层321构成的材料电不相容的绝缘材料,并且因此可能不需要间隙330(如图3a所示)来减少或防止固化的复合部件内的电腐蚀。如本文所用,术语“绝缘材料”是指通过其高电阻率阻止在电腐蚀期间存在的电流在纤维增强材料的一个或多个薄层335与一个或多个金属网状物薄层321之间流动的材料。这种绝缘材料的电阻率大约为约109ρ(ω
·
m)或更大。根据本公开可用的示例性绝缘材料包括但不限于kevlar、玻璃、玄武岩以及它们的组合。在一
些非限制性示例中,绝缘材料可以以选自由纤维、织物以及它们的组合组成的组的形式提供。
[0050]
如图3a至图3e所示,纤维增强复合材料的一个或多个近侧薄层335、纤维增强复合材料的一个或多个邻接薄层327或者绝缘材料的一个或多个邻接薄层336a的至少第一部分可以与纤维增强复合材料的两个或更多个交织薄层322的延伸经过一个或多个金属网状物薄层321的第二边缘326的部分325交织。附加地或另选地,纤维增强复合材料的一个或多个近侧薄层335、纤维增强复合材料的一个或多个邻接薄层327或者绝缘材料的一个或多个邻接薄层336a的至少第二部分可以与纤维增强复合材料的两个或更多个附加薄层331交织。纤维增强复合材料的两个或更多个附加薄层331可以邻接或基本上邻接纤维增强复合材料的两个或更多个交织薄层322的边缘334,并且可以包括如本文所述的frp。根据一些方面,纤维增强复合材料的两个或更多个附加薄层331可以包括frp,该frp与由一个或多个金属网状物薄层321构成的材料电不相容。然而,应当理解,由于一个或多个金属网状物薄层321不与纤维增强复合材料的两个或更多个附加薄层331接触,因此固化的复合部件内不应发生电腐蚀。
[0051]
除了与纤维增强复合材料的两个或更多个薄层322交织的一个或多个金属网状物薄层321之外,图3c还示出了与纤维增强复合材料的第二组两个或更多个薄层322b交织的第二组一个或多个金属网状物薄层321b。应当理解,虽然图3c示出了与纤维增强复合材料的第二组两个或更多个薄层322b交织并且邻接绝缘材料的第二组一个或多个邻接薄层336b的第二组一个或多个金属网状物薄层321b,但如本文关于一个或多个金属网状物薄层321所述的任何构型可以适用于与纤维增强复合材料的第二组两个或更多个薄层322b交织的第二组一个或多个金属网状物薄层321b,例如像具有间隙的图3a所示的构型和/或具有纤维增强复合材料的一个或多个邻接薄层的图3b所示的构型。此外,第二组一个或多个金属网状物薄层321b可以通过如本文所述的适合与本公开一起使用的任何工艺与金属车辆部件连接。与一个或多个金属网状物薄层321b连接的金属车辆部件可以和与一个或多个金属网状物薄层321连接的金属车辆部件相同或不同,如本文所述。
[0052]
图3d示出了与如本文所述的纤维增强复合材料的两个或更多个交织薄层322交织的一个或多个金属网状物薄层321的另一个侧视示意图。类似于图3c所示的示例,图3d示出了通过绝缘材料的一个或多个邻接薄层336a与一个或多个金属网状物薄层321的第二边缘326分开的纤维增强复合材料的一个或多个近侧薄层335。图3d还示出了邻接或基本上邻接纤维增强复合材料的两个或更多个交织薄层322的边缘334的纤维增强复合材料的两个或更多个附加薄层331。图3d所示的示例还包括与纤维增强复合材料的两个或更多个第二交织薄层322b交织的一个或多个金属网状物薄层321,类似于纤维增强复合材料的两个或更多个交织薄层322。图3d还示出了通过绝缘材料的一个或多个第二邻接薄层336b与一个或多个金属网状物薄层321的第一边缘326b分开的纤维增强复合材料的一个或多个第二近侧薄层335b。图3d还示出了邻接或基本上邻接纤维增强复合材料的两个或更多个第二交织薄层322b的边缘334b的纤维增强复合材料的两个或更多个第二附加薄层331b。根据该示例,应当清楚,纤维增强复合材料的两个或更多个第二交织薄层322b、绝缘材料的一个或多个第二邻接薄层336b、纤维增强复合材料的两个或更多个第二附加薄层331b和/或纤维增强复合材料的一个或多个第二近侧薄层335b可以以基本上反映本文关于一个或多个金属网
状物薄层321的第二边缘326处或近侧的薄层所述的一种或多种构型的构型设置在一个或多个金属网状物薄层321的第一边缘326b处或近侧。还应当理解,一个或多个金属网状物薄层321的至少一部分323应保持暴露,如图3d所示,使得其可以与金属车辆部件连接,如本文所述。
[0053]
图3e示出了类似于图3d所示的示意图的另一个侧视示意图。应当理解,图3e的详细描述对于上文提供的图3d的描述将是实质上冗余的,并且因此不包括在内。然而,应当理解,与图3d所示的示例不同,图3e所示的示例还包括与一个或多个金属网状物薄层321交织的一个或多个第二金属网状物薄层321b。一个或多个第二金属网状物薄层321b可以邻接或基本上邻接纤维增强复合材料的两个或更多个交织薄层322和/或纤维增强复合材料的两个或更多个第二交织薄层322b,如图3e所示。
[0054]
如图3a和图3b所示,一个或多个金属网状物薄层321可以用缝合线328缝合到纤维增强复合材料的两个或更多个交织薄层322,如本文所述。附加地或另选地,可以提供缝合线333和/或缝合线329(类似于缝合线328),以便固定相应的薄层,如图3a和图3b所示并且如本文所述。虽然未示出,但类似的缝合线可以提供给图3c至图3e所示的薄层。
[0055]
图2c示出了图2a或图2b所示的示意图的透视图。具体地讲,图2c示出了一个或多个金属网状物薄层21、纤维增强复合材料的两个或更多个交织薄层22、纤维增强复合材料的一个或多个邻接薄层27、缝合线28以及缝合线29,如相对于图2a和图2b所述。为了可视化,图2d示出了图2a和图2b所示的示意图的另一个透视图,其不具有纤维增强复合材料的两个或更多个交织薄层22、缝合线28或缝合线29。
[0056]
图5示出了具有一个或多个金属网状物薄层51a和一个或多个第二金属网状物薄层51b的复合部件的另一个侧视示意图,其类似于例如图3c所示的示例。然而,与图3c所示的示例不同,图5所示的示例不包括例如纤维增强复合材料的一个或多个近侧薄层和/或绝缘材料的一个或多个邻接薄层。相反,如图5所示,该示例包括分别在其部分53a和53b处与一个或多个金属网状物薄层51a和一个或多个第二金属网状物薄层51b交织的纤维增强复合材料的两个或更多个交织薄层52。纤维增强复合材料的两个或更多个交织薄层52的非交织部分54可能不通过任何其它薄层彼此分开。即,如图5所示,纤维增强复合材料的两个或更多个交织薄层52中的每一个薄层可以在其非交织部分54处位于纤维增强复合材料52的两个或更多个交织薄层中的至少另一个薄层的近侧。
[0057]
如本文所述的缝合和/或非缝合交织薄层可以称为混合复合部件。该方法还可以包括固化混合复合部件。应当理解,根据一些方面,由纤维增强复合材料的两个或更多个交织薄层构成的聚合物基体材料的至少一部分可以渗入或以其它方式占据一个或多个金属网状物薄层的嵌入长度的网格开口的至少一部分(即,一个或多个金属网状物薄层的在固化之前和/或在固化时与纤维增强复合材料的两个或更多个交织薄层交织并因此接触的部分)。在固化时,占据网格开口的固化的聚合物基体材料可以至少部分地机械互锁固化的聚合物基体材料内的网状物。以此方式,与其中聚合物基体材料不占据网格开口的类似复合部件相比,一个或多个金属网状物薄层相对于两个或更多个交织薄层的位置可以更可靠地固定。根据一些方面,延伸经过纤维增强复合材料的两个或更多个交织薄层的第一边缘的一个或多个金属网状物薄层的至少一部分在固化之前和/或之后可能不含或基本上不含聚合物基体材料。附加地或另选地,该方法可以包括本领域中已知并且与本公开相容的任何
其它另外的处理步骤,诸如换网和/或修整工艺。
[0058]
该方法还可以包括:将混合复合部件的至少一部分与另一个部件(诸如金属车辆部件)连接。
[0059]
例如,图2e示出了图2a和图2b所示的连接到金属车辆部件210的混合复合部件。金属车辆部件210可以为可用于车辆零件的任何金属部件,包括例如结构部件。金属车辆部件具有不同于第一cte和第二cte的第三cte。例如,根据一些方面,第三cte可以为至少约15ppm/℃,可选地至少约16ppm/℃,可选地至少约17ppm/℃,可选地至少约18ppm/℃,可选地至少约19ppm/℃,可选地至少约20ppm/℃,可选地至少约21ppm/℃,可选地至少约22ppm/℃,可选地至少约23ppm/℃,可选地至少约24ppm/℃,可选地至少约25ppm/℃,可选地至少约26ppm/℃,可选地至少约27ppm/℃,可选地至少约28ppm/℃,可选地至少约29ppm/℃,并且可选地至少约30ppm/℃。根据一些方面,第三cte可以为约5ppm/℃至约23ppm/℃,可选地约6ppm/℃至约22ppm/℃,可选地约7ppm/℃到约21ppm/℃,可选地约8ppm/℃到约20ppm/℃,可选地约9ppm/℃到约19ppm/℃,可选地约10ppm/℃到约18ppm/℃,并且可选地约11ppm/℃到约17ppm/℃。
[0060]
如图2e所示,该方法还可以包括:将复合部件的至少一部分与金属车辆部件210连接,并且具体地讲,将一个或多个金属网状物薄层21的至少一部分23与金属车辆部件210连接。复合部件的部分,诸如一个或多个金属网状物薄层21的部分23,可以通过适合与本公开一起使用的任何工艺与金属车辆部件210连接。例如,复合部件的部分,诸如一个或多个金属网状物薄层21的部分23,可以通过包括电阻点焊(rsw)、凸焊(pw)和/或本领域已知的其它金属-金属连接技术(诸如固态焊接、熔焊、焊接、硬钎焊、机械紧固件和粘合剂接合或它们的组合)与金属车辆部件210连接,这可以提供接头212。应当理解,相对于图2a至图2d、图3a至图3e和图5中的任一者所描述的一个或多个金属网状物薄层可以连接到如本文所述的金属车辆部件。
[0061]
应当理解,如本文所述的方法可以用于提供减少在使用并非通过本公开的方法制备的类似部件时出现的热应变和所得应力的复合部件。具体地讲,通过选择具有介于本文所述的金属车辆部件与纤维增强复合材料之间的cte的金属网状物薄层,可以减少在任何下游热工艺(诸如涂漆)期间以及最终使用环境中的热应变和所得应力的差异。应当理解,本公开的方法因此使得金属-金属接合技术能够将含有纤维增强复合材料的复合部件接合到金属结构,诸如金属车辆部件。此外,纤维增强复合材料的薄层和金属网状物薄层的交错、缝合和固化实现接合复合纤维的强效接头,同时实现不会减少固化的复合部件的强度的接合。
[0062]
图4示出了如本文所述的复合部件的一个示例性应用。具体地讲,图4示出了金属车辆部件,具体地,包含如本文所述的金属材料的金属传输通道41。图4还示出了增强补片42,例如,用于增强和/或修复金属传输通道41的增强补片。根据一些方面,增强补片42可以包含如本文所述的纤维增强复合材料。增强补片42还可以包括如本文所述的一个或多个混合复合部件43。一个或多个混合复合部件43中的每一个混合复合部件可以独立地以如本文所述的任何构型提供,包括但不限于相对于图3d和图3e所述的构型,其中纤维增强复合材料的薄层和/或绝缘材料的薄层44(如图4所示)基本上围绕一个或多个金属网状物薄层45。一个或多个金属网状物薄层45可以独立地包含如本文所述的金属材料,该金属材料可以为
与由金属传输通道41构成的金属材料相同的金属材料,或可以为与由金属传输通道41构成的金属材料不同的金属材料。根据一些方面,两种金属材料是电相容的。一个或多个金属网状物薄层45和金属传输通道41可以例如通过包括电阻点焊(rsw)的工艺连接以形成如本文所述的接头46。应当理解,虽然图4中未示出,但增强补片42的一个或多个边缘47还可以包括如本文所述的一个或多个混合复合部件以便提供如本文所述的附加接头。
[0063]
本公开的方法还可以通过保留当前的接合基础设施来提供碳纤维复合材料与金属结构之间的增加的耐腐蚀性、具有轻型多材料主体构造的车辆部件、复合结构的更稳固的整合、减少的零件数量和/或减少的制造成本。
[0064]
本公开还涉及如本文所述的混合复合部件。例如,混合复合部件可以包括一个或多个金属网状物薄层、纤维增强复合材料的两个或更多个交织薄层、纤维增强复合材料的一个或多个邻接薄层、纤维增强复合材料的一个或多个近侧薄层和/或纤维增强复合材料的两个或更多个附加薄层,如本文所述。应当理解,如本文所述的薄层中的一个或多个薄层可以具有同质化或基本上同质化构造。如本文所用,“同质化构造”是指通篇大致相同的组合物。例如,薄层中的一个或多个薄层可以具有同质化构造,使得薄层的每个部分具有与薄层的任何其它部分大约相同的组合物。
[0065]
混合复合部件还可以包括如本文所述的缝合线和/或金属车辆部件,如本文所述。复合部件可以为例如车辆零件,诸如汽车零件。
[0066]
虽然已经结合上述示例性方面描述了本文所述的各方面,但各种替代方案、修改形式、变型形式、改进形式和/或基本等同形式(无论已知的还是目前不可预见的)对于至少本领域普通技术人员而言可变得显而易见。因此,如上所述的示例性方面旨在是示例性的而非限制性的。在不脱离本公开的实质和范围的情况下可进行各种改变。因此,本公开旨在涵盖所有已知的或后来开发的替代方案、修改形式、变型形式、改进形式和/或基本等同形式。
[0067]
因此,权利要求不旨在限于本文所示的各方面,而应被赋予与权利要求书的语言一致的全部范围,其中除非具体指明,以单数形式对要素的提及不旨在意指“一个和仅一个”,而是意指“一个或多个”。本领域普通技术人员已知或以后将已知的各个方面的要素的所有结构和功能等同物均明确地以引用方式并入本文,并且旨在由权利要求书涵盖。此外,本文所公开的任何内容均不旨在奉献给公众,无论在权利要求书中是否明确示出此类公开内容。除非使用短语“用于..的方式”明确示出该要素,否则任何权利要求要素均不应理解为方式加功能。
[0068]
此外,词语“示例”用于本文意指“用作示例、实例或例证”。本文描述为“示例”的任何方面均不必要被理解为比他方面优选或有利。除非另外特别说明,否则术语“一些”是指一个或多个。组合诸如“a、b或c中的至少一者”、“a、b和c中的至少一者”和“a、b、c或它们的任何组合”包括a、b和/或c的任何组合,并且可包括a的倍数、b的倍数或c的倍数。具体地,组合诸如“a、b或c中的至少一者”、“a、b和c中的至少一者”和“a、b、c或它们的任何组合”可以为仅a、仅b、仅c、a和b、a和c、b和c、或a和b和c,其中任何此类组合均可包含a、b或c中的一个或多个成员。本文所公开的任何内容均不旨在奉献给公众,无论在权利要求书中是否明确示出此类公开内容。
[0069]
如本文所用,术语“约”和“大约”以及“基本上”被定义为接近如本领域的普通技术
人员所理解的那样。在一个非限制性实施方案中,术语“约”和“大约”被定义为在10%内,优选在5%内,更优选在1%内,并且最优选在0.5%内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。