1.本实用新型涉及打磨技术领域,特别地,涉及一种多关节机器人自动打磨系统。
背景技术:
2.铸造,是将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,以获得零件或毛坯的方法。现如今通过铸造成型的工件表面往往具有浇口冒口、毛刺等瑕疵,在铸件的实际生产中,往往会通过人工手持砂轮去打磨铸件表面所出现的上述瑕疵,而人工打磨的方式效率较低。
技术实现要素:
3.有鉴于此,本实用新型目的是提供一种多关节机器人自动打磨系统,其具有打磨效率较高的优势。
4.为了解决上述技术问题,本实用新型的技术方案是:一种多关节机器人自动打磨系统,包括:
5.上下料台,所述上下料台用以承载待打磨铸件;
6.机器人本体,所述机器人本体上设置有夹持机构,所述机器人本体能够控制所述夹持机构夹持放置在所述上下料台上的待打磨铸件;
7.刀具集成架,所述刀具集成架上设置有若干个打磨工位,所述机器人本体能够控制所述夹持机构靠近所述打磨工位,所述打磨工位用以对待打磨铸件进行打磨。
8.通过上述技术方案,使用时,工作人员可将待打磨的铸件放置在上下料台上,随后启动机器人本体运转,机器人本体会根据设定好程序控制设置在机器人本体上的夹持机构对放置在上下料台上的铸件进行夹持,随后机器人本体可控制夹持机构靠近设置在刀具集成架上的打磨工位,如此打磨工位可对夹持在夹持架构上的铸件进行打磨,由此实现了打磨系统对铸件自动进行打磨的使用功能。且由于打磨工位设置有多个,机器人本体可设定程序控制铸件靠近不同位置的打磨工位进行不同种类的打磨,如此大大提高了铸件的打磨作业效率,由此可见自动打磨系统对铸件的打磨效率较高。
9.优选的,还包括工件中转台,所述工件中转台的端面上设置有定位块,所述机器人本体能够控制所述夹持机构靠近所述工件中转台并将铸件放置在所述定位块的端面处,且所述机器人本体能够控制所述夹持机构对放置在所述定位块上的铸件重新进行夹持。
10.通过上述技术方案,当铸件的一侧端面完成打磨作业时,机器人本体可控制夹持机构靠近工件中转台并将该铸件放置在定位块的端面上,定位块可对铸件进行支撑,随后夹持机构可对该铸件进行换面装夹。如此使得打磨系统可一次性对铸件的两个面进行打磨,铸件的打磨作业效率得到提高,自动打磨系统的工作效率进一步提高。
11.优选的,所述定位块的端面上构造有契合于待打磨铸件外形的定位面。
12.通过上述技术方案,定位面更契合于待打磨铸件外形,如此使得定位块能够对铸件进行更为稳定的支撑,由此提高了自动打磨系统的使用可靠性。
13.优选的,所述机器人本体的控制臂上设置有安装块,所述夹持机构包括滑移连接在所述安装块端面上的两个夹持块以及与每一所述夹持块相连接的驱动件一,两个所述驱动件一配合用以驱动两个所述夹持块相互靠近并对铸件进行夹持。
14.通过上述技术方案,当机器人本体控制夹持机构靠近铸件时,两个驱动件一的输出轴能够带动两个夹持块相互靠近并对铸件进行夹持,由此实现了夹持机构对铸件进行夹持的使用功能,且夹持机构具有结构简单、使用稳定性高的优点。
15.优选的,所述夹持机构有两个且对称设置在所述安装块的两个端面上。
16.通过上述技术方案,机器人本体能够控制两个夹持机构靠近铸件并对铸件进行装夹,如此使得机器人本体可一次带动两个铸件进行打磨作业,由此进一步提高了自动打磨系统对铸件进行打磨的作业效率。
17.优选的,所述安装块的端面上平行设置有滑轨一与滑轨二,两个所述夹持块分别滑移连接于所述滑轨一以及所述滑轨二。
18.通过上述技术方案,滑轨一与滑轨二能够提高两个夹持块的滑动顺畅度,且滑轨一与滑轨二能够对两个夹持块的滑动方向进行引导,使得两个夹持块之间的配合更为精密,对铸件的夹持更为精准,由此能够提高打磨工位对铸件的打磨精度,自动打磨系统的使用可靠性较高。
19.优选的,所述安装块的端面中部设置有支撑杆,所述支撑杆的端部用以抵靠待打磨铸件的侧壁。
20.通过上述技术方案,支撑杆可在机器人本体的驱动下先抵靠于铸件的侧壁,如此使得支撑杆具有一定的定位功能,两个夹持块能够更为精准的对铸件进行夹持,自动打磨系统的使用可靠性进一步提高。
21.优选的,所述打磨工位包括设置在所述刀具集成架侧壁上的驱动件二以及与所述驱动件二的输出轴固定连接的打磨头。
22.通过上述技术方案,打磨头可在驱动件二的驱动下旋转并对铸件的表面进行打磨,且打磨头可根据实际所需进行选择更换以适应不同的铸件表面打磨所需,由此提高了自动打磨系统的适用性。
23.优选的,所述刀具集成架的底部侧壁上设置有集屑斗,所述集屑斗与所述打磨工位上下相对,所述集屑斗用以承接所述打磨工位打磨铸件时所掉落的铁屑。
24.通过上述技术方案,集屑斗可承接打磨工位打磨铸件表面时所掉落的铁屑,如此不易出现铁屑乱飞的情况,作业环境的整洁度得到保障,且不易出现铁屑进入机器人本体内而威胁机器人本体正常运转的情况,自动打磨系统的使用可靠性进一步提高。
25.优选的,所述上下料台包括机架以及滑移连接在所述机架上的两个用以承载待打磨铸件的料盘,且两个所述料盘上下错位设置。
26.通过上述技术方案,两个料盘均可向机器人本体一侧滑移,如此当一个料盘上的铸件打磨完毕时,工作人员可将装有未打磨铸件的料盘向机器人本体一侧滑动,随后机器人本体可控制夹持机构对铸件进行夹持并打磨。两个料盘交替使用,使得自动打磨系统不易出现停机未作业的情况,自动打磨系统能够维持对铸件进行打磨的作业效率。
附图说明
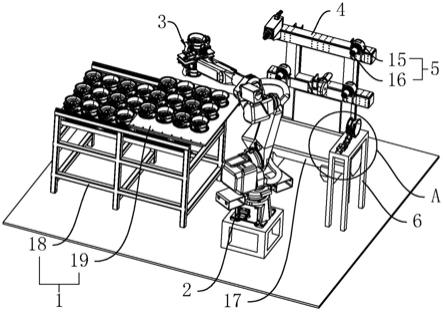
27.图1为实施例的结构示意图;
28.图2为图1的a部放大图;
29.图3为夹持机构的机构示意图;
30.图4为清洁板的结构示意图;
31.图5为刮除刃的结构示意图。
32.附图标记:1、上下料台;2、机器人本体;3、夹持机构;4、刀具集成架;5、打磨工位;6、工件中转台;7、定位块;8、定位面;9、安装块;10、夹持块;11、驱动件一;12、滑轨一;13、滑轨二;14、支撑杆;15、驱动件二;16、打磨头;17、集屑斗;18、机架;19、料盘;20、清洁板;21、安装槽;22、刷毛;23、刮除刃。
具体实施方式
33.以下结合附图,对本实用新型的具体实施方式作进一步详述,以使本实用新型技术方案更易于理解和掌握。
34.如图1所示,一种多关节机器人自动打磨系统,包括上下料台1、机器人本体2、刀具集成架4以及工件中转台6。
35.如图1、图2、图3所示,其中上下料台1包括机架18以及滑移连接在机架18上的两个料盘19,两个料盘19上下错位设置且均能朝向机器人本体2一侧滑动,在自动打磨系统的使用过程中,待打磨的铸件可放置在两个料盘19上进行存放。而机器人本体2上设置有夹持机构3,机器人本体2能够根据设定的程序控制夹持机构3靠近上下料台1一侧并对放置在料盘19上的铸件进行夹持,机器人本体2为现有技术中常见的多关节机械臂,其具有机身紧凑,可应对狭窄空间中作业要求的优势。
36.机器人本体2的控制壁的端部设置有安装块9,而安装块9的端面上平行设置有滑轨一12与滑轨二13,夹持机构3包括分别滑移连接在滑轨一12与滑轨二13上的两个夹持块10以及与每一夹持块10相连接的驱动件一11,在本实施例中,驱动件一11优选为顶出气缸,作为其他方案,驱动件一11还可以是顶出油缸或顶出电缸等顶出驱动源。安装块9的端面中部还设置有支撑杆14,在机器人本体2控制夹持机构3对铸件进行夹持的过程中,机器人本体2可控制支撑杆14远离安装块9的端部先抵靠在铸件的侧壁上,随后再控制两个驱动件一11的输出轴顶出,而支撑杆14对铸件起有定位作用,如此两个夹持块10能够更为精准的在两个驱动件一11的驱动下相互靠近并对铸件进行夹持。值得一提的是,安装块9的两个端面上均设置有夹持机构3,由此使得机器人本体2能够控制两个夹持机构3靠近铸件并对铸件进行装夹,实现了机器人本体2一次带动两个铸件进行打磨作业的使用功能,进一步提高了自动打磨系统的作业效率。
37.刀具集成架4上设置有若干打磨工位5,每一打磨工位5包括设置在刀具集成架4侧壁上的驱动件二15以及与驱动件二15的输出轴固定连接的打磨头16,当机器人本体2控制夹持机构3完成对铸件的装夹时,机器人本体2会根据设定好的程序控制铸件靠近打磨头16,打磨头16会在驱动件二15的驱动下旋转并对铸件的侧壁进行打磨,在本实施例中,驱动件二15优选为电机,作为其他方案,驱动件二15还可以是旋转油缸或旋转电缸等旋转驱动源。由于打磨工位5设置有多个,如此工作人员可在不同的驱动件二15的输出轴上设置不同
规格种类的打磨头16,由此使得刀具集成架4可适应不同铸件表面打磨所需,自动打磨系统适用性较高。
38.刀具集成架4的底部侧壁上设置有集屑斗17,且集屑斗17与打磨工位5上下相对,如此使得集屑斗17可承接打磨工位5打磨铸件表面时所掉落的铁屑,如此不易出现铁屑乱飞的情况,作业环境的整洁度得到保障。
39.工件中转台6位于刀具集成架4的旁侧,且工件中转台6的顶面上设置有定位块7,定位块7的顶部端面上构造有契合于待打磨铸件外形的定位面8,当机器人本体2通过夹持机构3控制铸件靠近打磨工位5、且打磨工位5完成对该铸件一侧侧壁的打磨时,机器人本体2可控制铸件靠近并放置在定位块7的端面处。定位块7可对铸件进行支撑,随后机器人本体2可控制夹持机构3对铸件进行换面装夹,换面装夹后的铸件可在机器人本体2的控制下再次靠近打磨工位5,打磨工位5会对铸件未打磨的侧壁进行打磨,如此使得自动打磨系统可一次性对铸件的两个面进行打磨,其作业效率进一步提高。
40.如图4、图5所示,集屑斗17内滑移连接有清洁板20,清洁板20构造为契合于集屑斗17的外形,且清洁板20位于集屑斗17内的端面抵紧于集屑斗17的内壁,而清洁板20贴紧于集屑斗17内壁的端面中部开设有安装槽21,安装槽21内设置有若干刷毛22,若干刷毛22抵紧于集屑斗17的内壁。清洁板20靠近集屑斗17内壁一侧的端部两侧壁上均设置有刮除刃23,每一刮除刃23均背离安装槽21一侧延伸设置,如此当自动打磨系统完成对铸件的打磨作业后,工作人员可滑动集屑斗17内的清洁板20,在此过程中,刮除刃23与刷毛22可对集屑斗17的内壁进行铲除清洁,使得集屑斗17的内壁不易附着有铁屑,集屑斗17的整洁度得到保证。
41.当然,以上只是本实用新型的典型实例,除此之外,本实用新型还可以有其它多种具体实施方式,凡采用等同替换或等效变换形成的技术方案,均落在本实用新型要求保护的范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
