1.本实用新型涉及自动装配技术领域,尤其涉及一种用于装配轴承及卡簧的装置。
背景技术:
2.轴承是当代机械设备中一种重要零部件,常常被装配在转轴或者轴孔中,主要用于支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度,由于轴承的厚度d1较厚,且与待装配件通常为过盈配合,因此,需要将轴承装配入待装配件的转轴或者轴孔中时,需要用到较大的力,如果待装配件的数量较少,则会采用人工使用专用工具的方式进行装配,但当待装配件的数量较多时,人工装配的效率将难以满足生产需求,而在装配好轴承后,通常还需要在轴承上装配一个厚度为d2的卡簧,以对轴承进行限位,防止其因振动而脱离待装配件,由于轴承及卡簧的装配是顺序装配的,在装配作业人员工作疲劳时,可能会发生漏装卡簧的情况,为此,一专利号为zl202120874206.2的中国实用新型《一种轴承卡簧自动装配装置》公开了一种自动装配装置,该装置包括装置主体、安装在所述装置主体上的滑台气缸、固定在所述滑台气缸的活塞杆上的举升气缸、安装在所述举升气缸上的定位工装、固定在所述装置主体两侧的卡簧分料机构、止推气缸和固定在所述止推气缸的活塞杆上的分料器,该装置通过定位工装定位待装配件,定位工装被滑台气缸拉至装配位置,顶升气缸上升将机械手钣金件推至分料器,止推气缸分别推出1个轴承安装于机械手钣金件顶面,卡簧分料结构将卡簧安装于轴承中心轴卡槽内,进而可以实现轴承和卡簧的一起自动安装;虽然通过该装置实现了轴承和卡簧的集中装配,提高了工作的效率,装配完轴承后直接进行卡簧装配,也在一定程度上避免了漏装卡簧的现象发生,但由于该装置的上料是由装置自行完成的,且没有设置相应的防错功能,在机械出现故障时,还是会导致漏装卡簧,从而影响待装配件的装置质量,另外,在安装完卡簧后,有些待装配件如汽车的变速箱会要求在轴孔中装入厚度为d3的封堵件,用于防止待装配件中的润滑油从轴孔流出,最后,由于自动化的装配操作具有一定的危险性,如果在装配过程中,装配作业人员误将手伸入装配区域会使得装配人员受伤,为此,需要对现有技术作进一步改进。
技术实现要素:
3.本实用新型所要解决的第一个技术问题是针对上述的技术现状而提供一种能够避免轴承及卡簧漏装的用于装配轴承及卡簧的装置。
4.本实用新型所要解决的第二个技术问题是针对上述的技术现状而提供一种能够装配封堵件的用于装配轴承及卡簧的装置。
5.本实用新型所要解决的第三个技术问题是针对上述的技术现状而提供一种能够避免装配作业人员受伤的用于装配轴承及卡簧的装置。
6.本实用新型解决上述第一个技术问题所采用的技术方案为:该用于装配轴承及卡簧的装置,包括:
7.工作台;
8.第一工位,设置在所述工作台上并用于安装轴承;
9.第二工位,与所述第一工位并排设置在所述工作台上并用于安装卡簧;其特征在于:所述第二工位包括用于将卡簧压装入待装配件的第二压装部,与所述第二压装部连接的第二驱动部以及能搁置在待装配件的卡簧槽上方的导向件,该导向件的上端具有供卡簧限位的限位槽,在所述限位槽中设置有用于检测是否放置有卡簧的激光检测器;
10.所述第二驱动部能带动所述第二压装部将设于所述导向件中的卡簧从所述限位槽移动至所述卡簧槽以完成卡簧的装配动作。
11.优选地,所述工作台上还设置有搁置件,所述搁置件包括与所述第一工位对应以用于搁置轴承的第一柱体,与所述第二工位对应以用于搁置卡簧的第二柱体,所述第一柱体的高度为轴承厚度d1的n倍,即n
×
d1,对应地,所述第二柱体的高度为卡簧厚度d2的n倍,即n
×
d2。设置用于搁置轴承及卡簧的第一柱体和第二柱体不仅可以使得工作台整洁,且由于第一柱体的高度为n
×
d1、第二柱体的高度为n
×
d2,因此第一柱体上搁置的轴承数量和第二柱体上搁置的卡簧数量均为n个,装配作业人员只需将轴承及卡簧一一对应的装配到待装配件上,并清点轴承及卡簧的剩余数量就可以再次检验是否有漏装的现象发生,如果装配到最后,轴承及卡簧的剩余数量不匹配时,就说明出现了漏装的情况,从而使得装配作业人员能够及时地检查并返工,激光检测器和搁置件的双重检验在保证装配效率的同时提高了装配的质量。
12.为了更好地导向卡簧,优选地,所述导向件呈筒状,所述导向件的内壁自上端的所述限位槽向下端的所述卡簧槽所在方向逐渐收窄。
13.为了更好地将第一柱体和第二柱体连接在工作台上,优选地,所述搁置件还包括用于将所述第一柱体和所述第二柱体连接在所述工作台上的连接板。
14.为了更好地压装轴承,优选地,所述第一工位包括用于将轴承压装入待装配件的第一压装部以及与所述第一压装部连接的第一驱动部,所述第一驱动部能带动所述第一压装部在初始位置和最终位置之间移动以完成轴承的装配动作。
15.为解决第二个技术问题,优选地,还包括与所述第二工位并排设置在工作台上并用于安装封堵件的第三工位,对应地,所述搁置件还包括与所述第三工位对应以用于搁置封堵件的第三柱体,所述第三柱体的高度为封堵件厚度d3的n倍,即n
×
d3。由于第三柱体的高度被设计为n倍的d3,因此第三柱体上只能搁置n个封堵件,而第二柱体上也只能搁置n个卡簧,装配作业人员只需通过清点剩余封堵件的数量是否与剩余卡簧数量一致就能检验是否有漏装现象的发生。
16.为了使得待装配件能快速地在各个工位间移动,以提高工作效率,优选地,所述工作台还包括沿各个工位布置并能将待装配件传送至各个工位的传送机构,所述传送机构包括:
17.导轨,沿所述第一工位、所述第二工位和第三工位布置;
18.承载件,用于承载待装配件;
19.第三驱动件,与所述承载件连接,用于驱动所述承载件沿所述导轨移动。
20.为了避免承载件移动的距离过大而脱离导轨,优选地,位于所述导轨两端还设置有第一限位件和第二限位件。
21.为了使得装配作业人员上料更加方便,优选地,还包括设置在所述第一工位上游
并用于上料的初始工位,对应地,所述承载件能沿所述导轨将待装配件自所述初始工位传送至其余工位。
22.为解决第三个技术问题,优选地,还包括设置在所述工作台上并用于将由各个工位组成的装配区域包围其中以防止装配作业人员的手伸入的防护装置,该防护装置留有供待装配件进入的开口;所述防护装置包括有与所述开口相对的第一防护板以及连接在第一防护板上两侧的第二防护板和第三防护板,在所述第二防护板和所述第三防护板相对应所述开口位置设置有用于感应装配作业人员的手是否伸入的感应器。只有当感应器感应不到装配作业人员的手伸入装配区域,装配作业才能开始进行,而当感应器感应到装配作业人员的手伸入装配区域,正在进行的装配作业立刻停止以保护装配作业人员。
23.与现有技术相比,本实用新型的优点在于:由于卡簧进入卡簧槽需要先进行形变,为此,设置导向件可以更好地使得卡簧形变,从而快速准确地进入卡簧槽中,且通过设置激光检测器可以确保导向件的限位槽中放入了卡簧,从而避免卡簧漏装。
附图说明
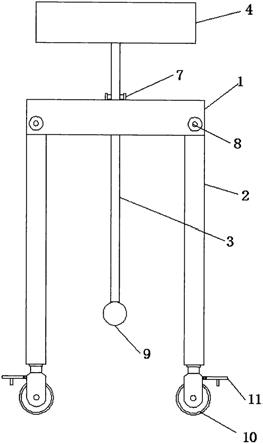
24.图1为本实用新型实施例中用于装配轴承及卡簧的装置的整体结构示意图;
25.图2为图1的分解图;
26.图3为本实用新型实施例中待装配件放置在初始工位状态的示意图;
27.图4为本实用新型实施例中待装配件位于第一工位状态的示意图;
28.图5为本实用新型实施例中轴承被压入待装配件状态的示意图;
29.图6为本实用新型实施例中待装配件位于第二工位状态的示意图;
30.图7为本实用新型实施例中卡簧被压入待装配件状态的示意图;
31.图8为本实用新型实施例中待装配件位于第三工位状态的示意图;
32.图9为本实用新型实施例中封堵件被压入待装配件状态的示意图;
33.图10为本实用新型实施例中装配完成后待装配件回到初始工位状态的示意图。
具体实施方式
34.以下结合附图实施例对本实用新型作进一步详细描述。
35.如图1~10所示,为本实用新型的最佳实施例。本实施例的用于装配轴承及卡簧的装置,包括工作台1、第一工位2、第二工位4和搁置件5;其中,第一工位2设置在工作台1上并用于安装轴承31,包括用于将轴承31压装入待装配件3的第一压装部21以及与第一压装部21连接的第一驱动部22,第一驱动部22能带动第一压装部21在初始位置和最终位置之间移动以完成轴承31的装配动作;而第二工位4与第一工位2并排设置在工作台1上并用于安装卡簧32,第二工位4包括用于将卡簧32压装入待装配件3的第二压装部41,与第二压装部41连接的第二驱动部42以及能搁置在待装配件3的卡簧槽34上方的导向件43,该导向件43的上端具有供卡簧32限位的限位槽431,导向件43呈筒状,导向件43的内壁自上端的限位槽431向下端的卡簧槽34所在方向逐渐收窄,在限位槽431中设置有用于检测是否放置有卡簧32的激光检测器44,第二驱动部42能带动第二压装部41将设于导向件43中的卡簧32从限位槽431移动至卡簧槽34以完成卡簧32的装配动作;搁置件5则设置在工作台1上,包括与第一工位2对应以用于搁置轴承31的第一柱体51,与第二工位4对应以用于搁置卡簧32的第二柱
体52,以及用于将第一柱体51和第二柱体52连接在工作台1上的连接板53。其中,由于卡簧32进入卡簧槽34需要先进行形变,为此,设置导向件43可以更好地使得卡簧32形变,从而快速准确地进入卡簧槽34中,且通过设置激光检测器44可以确保导向件43的限位槽431中放入了卡簧32,从而避免卡簧32漏装。
36.由于漏装卡簧32所造成的影响较大,为此,本实施例增设了双重检验,具体的结构如下:本实施例的第一柱体51的高度为轴承31厚度d1的n倍,即n
×
d1,对应地,第二柱体52的高度为卡簧32厚度d2的n倍,即n
×
d2。其中,设置用于搁置轴承31及卡簧32的第一柱体51和第二柱体52不仅可以使得工作台整洁,且由于第一柱体51的高度为n
×
d1、第二柱体52的高度为n
×
d2,因此第一柱体51上搁置的轴承31数量和第二柱体52上搁置的卡簧32数量均为n个,装配作业人员只需将轴承31及卡簧32一一对应的装配到待装配件3上,并清点轴承31及卡簧32的剩余数量就可以再次检验是否有漏装的现象发生,如果装配到最后,轴承31及卡簧32的剩余数量不匹配时,就说明出现了漏装的情况,从而使得装配作业人员能够及时地检查并返工,激光检测器44和搁置件5的双重检验在保证装配效率的同时提高了装配的质量。
37.为了在卡簧32装配完成后直接进行封堵件33的装配,本实施例采用了以下措施加以实现:本实施例还包括与第二工位4并排设置在工作台1上并用于安装封堵件33的第三工位6,对应地,搁置件5还包括与在第三工位6对应以用于搁置封堵件33的第三柱体54,第三柱体54的高度为封堵件33厚度d3的n倍,即n
×
d3。由于第三柱体54的高度被设计为n倍的d3,因此第三柱体54上只能搁置n个封堵件33,而第二柱体52上也只能搁置n个卡簧32,装配作业人员只需通过清点剩余封堵件33的数量是否与剩余卡簧32数量一致就能检验是否有漏装现象的发生。
38.为了使得待装配件3能快速地在各个工位间移动,以提高工作效率,本实施例还增加了以下结构,具体地:本实施例工作台1还包括沿各个工位布置并能将待装配件3传送至各个工位的传送机构7,传送机构7包括导轨71、承载件72、第三驱动件73、第一限位件74和第二限位件75,其中,导轨71沿第一工位2、第二工位4和第三工位6布置,而承载件72用于承载待装配件3,第三驱动件73则与承载件72连接,用于驱动承载件72沿导轨71移动,另外,第一限位件74和第二限位件75位于导轨71两端。设置第一限位件74和第二限位件75是为了避免承载件72移动的距离过大而脱离导轨71。
39.为了使得装配作业人员上料更加方便,本实施例还包括设置在第一工位2上游并用于上料的初始工位8,对应地,承载件72能沿导轨71将待装配件3自初始工位8传送至其余工位。
40.为避免装配作业人员受伤,本实施例采用了以下措施:本实施例还包括设置在工作台1上并用于将由各个工位组成的装配区域包围其中以防止装配作业人员的手伸入的防护装置9,该防护装置9留有供待装配件3进入的开口91,防护装置9包括有与开口91相对的第一防护板92以及连接在第一防护板92上两侧的第二防护板93和第三防护板94,在第二防护板93和第三防护板94相对应开口91位置设置有用于感应装配作业人员的手是否伸入的感应器10。只有当感应器10感应不到装配作业人员的手伸入装配区域,装配作业才能开始进行,而当感应器10感应到装配作业人员的手伸入装配区域,正在进行的装配作业立刻停止以保护装配作业人员。
41.综上述,该用于装配轴承及卡簧的装置的使用过程如下:以下将以n=10,即第一柱体51、第二柱体52及第三柱体54分别能搁置10个轴承31、卡簧32及封堵件33为例进行阐述,
42.a、将第一柱体51的高度设置为10
×
d1,第二柱体的高度设置为10
×
d2,第三柱体的高度设置为10
×
d3,装配作业人员分别在第一柱体51、第二柱体52及第三柱体54上相对应的搁置一组也就是十个轴承31、卡簧32及封堵件33;
43.b、装配作业人员将待装配件3放置到初始工位,并从第一柱体51、第二柱体52及第三柱体54上分别取出一个轴承31、卡簧32及封堵件33放到各个工位上,如图3所示;
44.c、装配作业人员将手移出装配区域,启动该装置,传送机构7将待装配件3移动到第一工位2,如图4所示,第一工位2的第一驱动部22驱动第一压装部21将轴承31压入待装配件3,如图5所示;
45.d、轴承31装配完成后,传送机构7将待装配件3移动到第二工位4,如图6所示,当第二工位4的导向件43上的激光检测器44检测到放置有卡簧32时,第二驱动部42驱动第二压装部41将卡簧32沿导向件43压入待装配件3,如图7所示;
46.e、卡簧32装配完成后,传送机构7将待装配件3移动到第三工位6,如图8所示,第三工位6开始装配封堵件33,如图9所示;
47.f、封堵件33装配完成后,传送机构7将装配完的最终产品移动到初始工位8,如图10所示;
48.g、装配作业人员从初始工位8取下最终产品,继续下一个装配作业;
49.h、当一组装配作业完成时,装配作业人员观察第一柱体51、第二柱体52及第三柱体54上是否还剩余轴承31、卡簧32及封堵件33,如果没有剩余则说明该组没有漏装,装配作业人员继续下一组装配作业,如果有剩余则说明该组漏装,需要进行检查并返工。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。