1.本实用新型涉及一种用于混凝土泵车臂架机加工的定位夹持结构,属于混凝土泵车技术领域。
背景技术:
2.混凝土泵车是一种将混凝土输送到需要浇灌混凝土的地方进行混凝土浇灌的工程机械。混凝土泵车由底盘、副车架、回转底座、转台、臂架、输送管、泵送机构、油缸等组成,副车架坐落在底盘上,回转底座焊接在副车架上,转台坐落在回转底座上,臂架通过销轴与转台、油缸连接,输送管固定在臂架上可进行混凝土的输送。
3.臂架一般由五到六个臂组成整个臂架,臂架是混凝土泵车的重要组成部件之一,臂架质量好坏牵扯到混凝土布料的稳定性和安全性,因此臂架加工质量及效率对臂架生产起决定性作用。
4.目前臂架加工采用简易通用工装进行装夹,工件在平台上的左右位置采用划线定位,在机床上使用一根铁丝装夹在刀具前端来对正该线,一定意义上存在人为的校正误差,前后的位置靠主观判断大概位置,铰点孔的位置采用传统人为对刀方式,使得每次臂架交互时定位的位置都不一样,给加工前的找正及对刀工作带来极大的麻烦,且每次产品换型需要拆除机床平台上全部工装,根据需要生产的产品型号吊装臂架时将臂架在空中悬浮,将工装人为搬动至大概合适位置,然后将臂架落位,如此,每次产品换型时费时费力。
5.公开于该背景技术部分的信息仅仅旨在增加对本实用新型的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域普通技术人员所公知的现有技术。
技术实现要素:
6.本实用新型的目的在于克服现有技术中的不足,提供一种用于混凝土泵车臂架机加工的定位夹持结构,来实现混凝土泵车臂架在机床上的快速定位夹紧。
7.为达到上述目的,本实用新型是采用下述技术方案实现的:
8.本实用新型提供一种用于混凝土泵车臂架机加工的定位夹持结构,包括机加工机构和预加工机构;
9.所述机加工机构包括机床和安装在机床上的机床定位部,且所述机床定位部与所述机床的中心线相平行;
10.所述预加工机构包括预加工工作台、预加工定位部、夹持部和顶紧部,所述预加工工作台与所述机床尺寸一致;所述预加工定位部对应所述机床定位部设置在预加工工作台上,且与所述机床定位部尺寸一致;
11.所述夹持部设置在预加工工作台上,且所述夹持部的加工面与预加工定位部的基准面相重合以使得所述夹持部能够与所述预加工工作台的中心线相平行;所述顶紧部设置在所述夹持部远离所述预加工定位部的一侧。
等的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
28.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本实用新型中的具体含义。
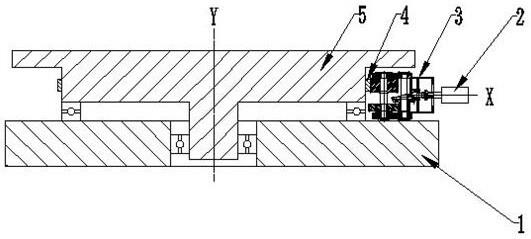
29.如图1至图2所述,本实施例提供了一种用于混凝土泵车臂架机加工的定位夹持结构,包括机加工机构1和预加工机构2。
30.所述机加工机构1包括机床101和机床定位部102,所述机床定位部102安装在机床101上,且所述机床定位部102与机床101的中心线相平行。
31.具体的,所述机床定位部102用于定位臂架3以确保臂架3的中心线能够与所述机床101的中心线相平行,为此所述机床定位部102设置的与机床101的中心线相平行。
32.所述预加工机构2包括预加工工作台201、预加工定位部202、夹持部203和顶紧部204,所述预加工工作台201设置的和所述机床101尺寸一致,且所述预加工定位部202对应所述机床定位部102设置在所述预加工工作台201上,并且与所述机床定位部102尺寸一致。
33.具体的,这样就可以在尺寸相同的预加工机构2上定位好臂架3,方便之后将臂架3移动至机床101上时,可以实现对臂架3的快速定位。
34.在本实施例中,所述预加工工作台201上设置有用于夹持臂架3的夹持部203,所述夹持部203两侧设有加工好的加工面,将所述夹持部203的加工面紧贴所述预加工定位部202的基准面,从而让所述夹持部203的加工面与预加工定位部202的基准面相重合。
35.为了让所述夹持部203能够与预加工工作台201的中心线相平行,必须先确保所述夹持部203能够与所述预加工定位部202的中心线相平行。为此,所述预加工工作台201上还设置有顶紧部204,所述顶紧部204设置在所述夹持部203远离预加工定位部202的一侧,并在抵住所述夹持部203后,固定在预加工工作台201上,从而确保所述夹持部203能够与预加工工作台201的中心线相平行。
36.在本实施例中,所述预加工工作台201上还设有若干支撑块4,所述支撑块4设置在夹持部203旁边用于垫高臂架3,从而方便移动所述臂架3至机床101上。
37.为了检测臂架3的中心线是否与所述预加工工作台201的中心线相平行,在本实施例中还设置有基准靠尺205,所述基准靠尺205的数量为三个,并且分别设置在预加工工作台201的前端、中端和后端,以方便从多个位置来测量所述臂架3中心线到基准靠尺205的距离,从而保证臂架3中心线与预加工工作台201的中心线平行。
38.具体的,所述基准靠尺205包括滑轨206与靠台207,所述靠台207可以在滑轨206上滑动,从而方便测量所述臂架3中心线到靠尺207的距离,通过三个基准靠尺205为基准来保证所述臂架3的臂头、臂中与臂尾都能与所述预加工工作台201的中心线平行。
39.在确保所述臂架3在所述预加工机构2上定位好之后,使用夹持部203将臂架3夹紧。
40.在本实施例中,所述机床101上固定有若干支撑块4来垫高臂架3,所述机床101前端则设有臂头夹紧部103用于夹紧臂架3的臂头,以及上升机床101后端设有臂尾夹紧部104
来夹紧臂架。
41.需要说明的是,所述臂头夹紧部103与所述机床101中心线相平行,所述臂尾夹紧部104与所述机床101中心线相平行。
42.在本实施例中,将定位好的臂架3以及与所述臂架3相连接的夹持部203一起吊装至机床101上,并将所述夹持部203紧贴所述机床定位部102,再通过顶紧部204抵住所述夹持部203远离所述机床定位部102的一侧,从而确保所述夹持部203的加工面可以与所述机床定位部102的基准面相重合,接触可靠。
43.具体的,在吊装时将臂架3的臂头移动到至臂头夹紧部103上,将臂架3的臂尾头移动到臂尾夹紧部104上,并且将臂架3的臂身移动至设置在机床101上的夹持部203上,以确保臂架3的中心线与所述机床101的中心线相平行,从而满足加工条件,运行程序进行自动加工。
44.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。