1.本发明涉及编织管生产技术领域,特别涉及一种钢丝预成型装置。
背景技术:
2.液压胶管在装备制造业中是不可或缺的关键部件,属于特种超高压、长寿命钢丝缠绕软管。由于工作压力高、作业环境恶劣,对液压设备的可靠性、安全性、技术性及稳定性提出了严苛的要求。
3.目前国内钢丝编织机或缠绕机上的锭子主要是为编织胶管的钢丝提供固定张力,但是不具备钢丝预成型的功能,最终加工出来的液压胶管由于钢丝编织层残留应力过大,导致液压胶管切开后钢丝层散开,两端内孔会产生缩口和总长度产生回缩的现象发生,给后续加工及安装管接头带来困难,降低了产品的质量。
技术实现要素:
4.针对现有技术中存在的上述技术问题,本公开提供了一种钢丝预成型装置。
5.一种钢丝预成型装置,包括:
6.预成型座,所述预成型座与锭子装置上的锭子座固定连接;
7.预成型轮,所述预成型轮与所述预成型座转动配合;
8.预成型销组件,所述预成型销组件与所述预成型座固定连接、并处于所述预成型轮的一侧。
9.进一步的,所述预成型座固定安装在所述锭子座的出线端。
10.进一步的,所述预成型销组件包括:
11.销座,所述销座与所述预成型座固定连接;
12.预成型销,所述预成型销与所述销座转动配合。
13.进一步的,所述预成型销的端部具有防止钢丝脱离的挡边。
14.进一步的,所述预成型轮的数量是两个,两个所述预成型轮的中心连线与所述预成型销的轴线平行。
15.进一步的,两个预成型轮的间距可调。
16.一种钢丝预成型方法:
17.第一步,安装钢丝预成型装置,将预成型座通过螺钉固定在锭子座上,然后依次安装两个预成型轮和预成型销组件;
18.第二步,穿线,单根或多根钢丝依次穿过锭子上的过线轮,然后依次穿过第一预成型轮、预成型销和第二预成型轮,从第二预成型轮处出线。
19.进一步的,钢丝与第一预成型轮和第二预成型轮的相邻侧贴合。
20.与现有技术相比,本公开实施例的有益效果在于:本公开通过设置预成型座、预成型轮和预成型销组件,三者组成钢丝预成型装置,并安装到锭子座上,这样在具体工作时,单根或多根钢丝穿过锭子后,通过钢丝预成型装置就可以形成所需要的螺距,使锭子除了
具有提供固定张力的功能,还具备钢丝预成型的功能,最终加工出来的液压胶管可以去掉钢丝编织层的残留应力,液压胶管切开后钢丝层不会散开,两端内孔不会缩口,总长度不会回缩,方便后续加工及安装管接头,提高了产品的质量。
附图说明
21.在不一定按比例绘制的附图中,相同的附图标记可以在不同的视图中描述相似的部件。具有字母后缀或不同字母后缀的相同附图标记可以表示相似部件的不同实例。附图大体上通过举例而不是限制的方式示出各种实施例,并且与说明书以及权利要求书一起用于对所公开的实施例进行说明。在适当的时候,在所有附图中使用相同的附图标记指代同一或相似的部分。这样的实施例是例证性的,而并非旨在作为本装置或方法的穷尽或排他实施例。
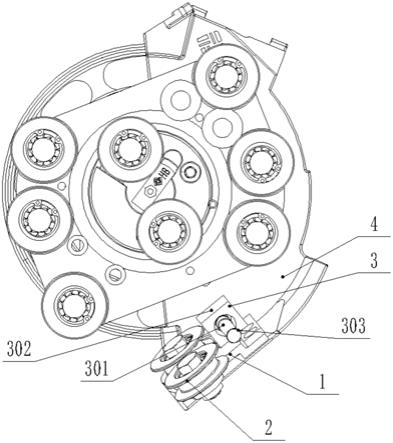
22.图1为本公开的一种钢丝预成型装置安装在锭子装置上的俯视结构示意图;
23.图2为本公开的一种钢丝预成型装置形成正螺旋螺距的穿线示意图;
24.图3为本公开的一种钢丝预成型装置形成反螺旋螺距的穿线示意图;
25.图4为本公开的一种钢丝预成型装置细管形成的圈径和螺距的钢丝的示意图;
26.图5为本公开的一种钢丝预成型装置粗管形成的圈径和螺距的钢丝的示意图。
27.图中的附图标记所表示的构件:
28.1、预成型座;2、预成型轮;201、第一预成型轮;202、第二预成型轮; 3、预成型销组件;301、预成型销;302、销座;303、挡边;4、锭子座;5、钢丝。
具体实施方式
29.为使本领域技术人员更好的理解本公开的技术方案,下面结合附图和具体实施方式对本公开作详细说明。下面结合附图和具体实施例对本公开的实施例作进一步详细描述,但不作为对本公开的限定。
30.本公开中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的部分。“包括”或者“包含”等类似的词语意指在该词前的要素涵盖在该词后列举的要素,并不排除也涵盖其他要素的可能。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
31.在本公开中,当描述到特定器件位于第一器件和第二器件之间时,在该特定器件与第一器件或第二器件之间可以存在居间器件,也可以不存在居间器件。当描述到特定器件连接其它器件时,该特定器件可以与所述其它器件直接连接而不具有居间器件,也可以不与所述其它器件直接连接而具有居间器件。
32.本公开使用的所有术语(包括技术术语或者科学术语)与本公开所属领域的普通技术人员理解的含义相同,除非另外特别定义。还应当理解,在诸如通用字典中定义的术语应当被解释为具有与它们在相关技术的上下文中的含义相一致的含义,而不应用理想化或极度形式化的意义来解释,除非这里明确地这样定义。
33.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为说明书的一部分。
34.请参阅图1-图5,一种钢丝预成型装置,包括:
35.预成型座1,所述预成型座1与锭子装置上的锭子座4固定连接;
36.预成型轮2,所述预成型轮2与所述预成型座1转动配合;
37.预成型销组件3,所述预成型销组件3与所述预成型座1固定连接、并处于所述预成型轮2的一侧。
38.具体的,本公开通过设置预成型座1、预成型轮2和预成型销组件3,三者组成钢丝预成型装置,并安装到原有锭子装置的锭子座4上,这样在具体工作时,单根或多根钢丝5穿过锭子后,通过钢丝预成型装置就可以形成实际工作所需要的螺距,使锭子除了具有提供固定张力的功能,还具备钢丝预成型的功能,最终加工出来的液压胶管可以去掉钢丝编织层的残留应力,液压胶管切开后钢丝层不会散开,两端内孔不会缩口,总长度不会回缩,方便后续加工及安装管接头,提高了产品的质量。
39.在一些实施例中,所述预成型座1固定安装在所述锭子座4的出线端。
40.具体的,初始设计方案是将预成型销组件3安装在原有锭子装置中心处的两个过线轮的一侧,但是在测试过程中,钢丝出来后,其形成的螺距不理想,达不到实际工作要求,加工出来的液压胶管的钢丝编织层还存在残留应力,液压胶管切开后钢丝层还会散开,经过多次测试,最终在锭子座4的出线端安装预成型座1,然后在预成型座1上安装预成型轮2和预成型销组件3,这样钢丝5在预成型后直接缠绕在液压胶管上,没有多余的干扰力,成型效果理想,符合实际工作要求,最终加工出来的液压胶管可以去掉钢丝编织层的残留应力,液压胶管切开后钢丝层不会散开,两端内孔不会缩口,总长度不会回缩,方便后续加工及安装管接头,提高了产品的质量。
41.在一些实施例中,所述预成型销组件3包括:
42.销座302,所述销座302与所述预成型座1固定连接;
43.预成型销301,所述预成型销301与所述销座302转动配合。
44.具体的,钢丝5经过预成型销301时,预成型销301可以随着钢丝5转动,避免了预成型销301对钢丝5产生的摩擦力,保证了对胶管缠绕的效果;同时,如图4和图5所示,通过更换不同直径的预成型销301,可以使出线后的钢丝5产生不同的圈径,进而满足了不同直径的胶管对钢丝圈径的要求。
45.在一些实施例中,所述预成型销301的端部具有防止钢丝5脱离的挡边 303。
46.具体的,通过设置挡边303,可以防止在工作过程中钢丝5与预成型销 301脱离,保证了工作的正常进行。
47.在一些实施例中,所述预成型轮2的数量是两个,包括第一预成型轮201 和第二预成型轮202,两个所述预成型轮2的中心连线与所述预成型销301 的轴线平行。
48.在一些实施例中,两个预成型轮2的间距可调。
49.具体的,图2的穿线方式为形成正螺旋螺距的穿线示意图,图3的穿线方式为形成反螺旋螺距的穿线示意图,通过两个预成型轮2与预成型销301 的配合,进而形成了工作需要的圈径和螺距,通过调整两个预成型轮2的间距,可以形成不同的钢丝的螺距,如图4和图5所示,以使出线后的钢丝符合工作要求的圈径和螺距。两个所述预成型轮2的中心连线与所述预成型销 301的轴线平行,这样钢丝出线后形成的螺旋形状的轴线是直线,也就是说,这种方式可以保证螺旋形状的钢丝是平直的,不是扭曲的,保证了最终缠绕胶管的质量。
50.在一些实施例中,一种钢丝预成型方法:
51.第一步,安装钢丝预成型装置,将预成型座1通过螺钉固定在锭子座4 上,然后依次安装两个预成型轮2和预成型销组件3;
52.第二步,穿线,单根或多根钢丝5依次穿过锭子上的过线轮,然后依次穿过第一预成型轮201、预成型销301和第二预成型轮202,从第二预成型轮 202处出线。
53.在一些实施例中,钢丝5与第一预成型轮201和第二预成型轮202的相邻侧贴合。
54.具体的,具体的预成型方法是先加工安装面,即对锭子座4的出线端加工一个安装面,以便安装钢丝预成型装置,安装完毕后准备穿线;穿线时,钢丝5按照原有方式穿过锭子装置上的过线轮,然后穿过第一预成型轮201,预成型销301和第二预成型轮202,从第二预成型轮202处出线,钢丝5的具体走线方式如图2或图3所示,钢丝5与第一预成型轮201和第二预成型轮202的相邻侧贴合,这样可以使钢丝5的受力最大,成型效果最好;图2 的穿线方式为形成正螺旋螺距的穿线示意图,图3的穿线方式为形成反螺旋螺距的穿线示意图,针对不同的工作要求,需要形成不同螺旋方向;比如编织机或缠绕机在缠绕胶管时,需要钢丝形成正螺旋和反螺旋,当钢丝5经过第一预成型轮201内侧后,从预成型销301的外侧套在预成型销301后再穿过第二预成型轮202的内侧,最终从第二预成型轮202出线,形成正螺旋;当钢丝5经过第一预成型轮201内侧后,从预成型销301的内侧套在预成型销301后再穿过第二预成型轮202的内侧,最终从第二预成型轮202出线,形成反螺旋。
55.此外,尽管已经在本文中描述了示例性实施例,其范围包括任何和所有基于本公开的具有等同元件、修改、省略、组合(例如,各种实施例交叉的方案)、改编或改变的实施例。权利要求书中的元件将被基于权利要求中采用的语言宽泛地解释,并不限于在本说明书中或本技术的实施期间所描述的示例,其示例将被解释为非排他性的。因此,本说明书和示例旨在仅被认为是示例,真正的范围和精神由以下权利要求以及其等同物的全部范围所指示。
56.以上描述旨在是说明性的而不是限制性的。例如,上述示例(或其一个或更多方案)可以彼此组合使用。例如本领域普通技术人员在阅读上述描述时可以使用其它实施例。另外,在上述具体实施方式中,各种特征可以被分组在一起以简单化本公开。这不应解释为一种不要求保护的公开的特征对于任一权利要求是必要的意图。相反,本公开的主题可以少于特定的公开的实施例的全部特征。从而,以下权利要求书作为示例或实施例在此并入具体实施方式中,其中每个权利要求独立地作为单独的实施例,并且考虑这些实施例可以以各种组合或排列彼此组合。本公开的范围应参照所附权利要求以及这些权利要求赋权的等同形式的全部范围来确定。
57.以上实施例仅为本公开的示例性实施例,不用于限制本公开,本公开的保护范围由权利要求书限定。本领域技术人员可以在本公开的实质和保护范围内,对本公开做出各种修改或等同替换,这种修改或等同替换也应视为落在本公开的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。