一种高强高伸长率pvc手套制备方法
技术领域
1.本发明涉及手套制备技术领域,尤其涉及一种高强高伸长率pvc手套制备方法。
背景技术:
2.pvc具有性能优异、价格低廉、加工简单等优点,广泛应用在建筑材料、地板革、管材、包装膜、发泡材料等各个方面,其中,pvc手套广泛应用于卫生检查、食品业、化工业、电子业、制药业、油漆涂料业、印染业等行业的劳动防护及家庭卫生。
3.普通pvc手套产品一般由pvc糊树脂、增塑剂、稳定剂等组分组成,其手套产品的主要成分pvc其分子链的固有属性限制了其物理性能如拉伸性能与回弹性能,穿戴感与伸长率都较为一般,且传统pvc手套生产中所采用的稳定剂为铅镉盐类和有机锡类等有毒稳定剂,含有害重金属和苯类有害物质,不符合当今社会绿色环保要求。
技术实现要素:
4.本发明的目的是为了解决现有手套pvc其分子链的固有属性限制了其物理性能如拉伸性能与回弹性能,且穿戴感与伸长率都较为一般,以及传统稳定剂,不符合当今社会绿色环保要求的缺点,而提出的一种高强高伸长率pvc手套制备方法。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种高强高伸长率pvc手套,由以下重量份数的原料制成:pvc糊树脂80-100份,增塑剂组分75-85份,热稳定剂2-3份,降粘剂10-15份,着色剂1-2份,325弹性体10-15份。
7.优选地,所述pvc糊树脂为聚氯乙烯,所述增塑剂组分为邻苯二甲酸二辛酯、己二酸二辛酯、和柠檬酸酯混合物,所述热稳定剂为钙锌稳定剂,所述降粘剂为三甲基戊二醇双异丁酸酯。
8.优选地,所述邻苯二甲酸二辛酯、己二酸二辛酯、和柠檬酸酯的重量份数之比为2:2:1,所述二甲酸二辛酯为30-34份,所述己二酸二辛酯为30-34份,所述柠檬酸酯为15-17份。
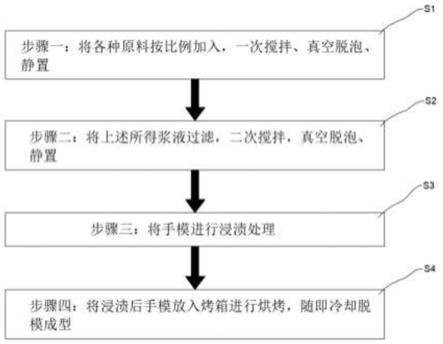
9.一种高强高伸长率pvc手套制备方法,包括如下步骤:
10.将各种原料按比例加入,一次搅拌,真空脱泡、静置;
11.将上述所得浆液进行过滤,二次搅拌,真空脱泡、静置;
12.将手模进行浸渍处理;
13.将浸渍后手模放入烤箱进行烘烤,随即冷却脱模成型。
14.优选地,所述将各种原料按比例加入,一次搅拌脱泡静置,具体包括:
15.向搅拌桶中依次加入30-34份邻苯二甲酸二辛酯增塑剂、30-34份己二酸二辛酯增塑剂、15-17份柠檬酸酯增塑剂和2-3份钙锌稳定剂,慢速搅拌,然后加入80-100份pvc糊树脂,10-15份325弹性体,最后加入1-2份着色剂,然后快速搅拌,再加入10-15份的三甲基戊二醇双异丁酸酯降粘剂,真空脱泡后静置备用,形成浆料一;
16.真空脱泡步骤如下:
17.将待处理的浆料放入真空脱泡设备中,打开阀门排出空气使设备放置室与真空泵内形成压差;
18.打开真空泵与设备放置室的阀门,此时设备中的气体在气压差的作用下排除;
19.在完成排气过程后打开气动闸门,取出处理后的浆料,使其表面密实,以此反复的工作。
20.优选地,所述慢速搅拌转速为100-200r/min,搅拌时间为10-20min,所述快速搅拌转速为1000-1200r/min,搅拌时间为2-3h,搅拌时浆料温度为30-50℃。
21.优选地,所述过滤,二次搅拌,真空脱泡,具体包括:
22.将浆料一投入过滤桶进行过滤,在此过程中,需对过滤桶进行加以振动,确保振动频率处于60-80hz,过滤所得浆料粘度为600-800pa.s,然后将所得浆料再次进行二次搅拌,随即真空脱泡后静置备用。
23.优选地,所述二次搅拌转速为200-300r/min,搅拌时间为5-10min,搅拌时浆料温度为30-40℃。
24.优选地,所述将手模进行浸渍处理,具体包括:
25.将手模预热至60-70℃,然后浸渍在配置好的浆料二中,浸渍时间为30-40s,此时的浆料二温度应控制在20-30℃,待手模浸渍完成后取出,垂滴1-2min,直至手模上的浆料二流净。
26.优选地,所述将浸渍后手模放入烤箱进行烘烤,随即冷却脱模成型,具体包括:
27.将浸渍处理完成后的手模放入170-190℃的烤箱中进行烘烤,烘烤时间为3-5min,烘烤过程中手模保持匀速转动,保证手模受热均匀;
28.将烘烤完成后手模取出再次放入浆料二中,浸渍时间为20-30s,浸渍完成后取出,垂滴1-2min,随即将二次浸渍后的手模放入100-150℃的烤箱中烘烤,烘烤时间为5-8min;
29.取出二次烘烤完成后的手模,在空气中自然冷却至50-60℃,通过卷边机卷边,脱模,制得手套成品。
30.相比现有技术,本发明的有益效果为:
31.1、本发明通过325弹性体对pvc糊树脂进行改性,以增加伸长率与回弹性,并同时配合添加己二酸二辛酯增塑剂与柠檬酸酯进行穿戴手感的调节,生产出的pvc手套伸长率可达430%,强度稳定在19mpa,穿戴手感也获得了较大程度的提升。
32.2、本发明通过采用钙锌稳定剂替换传统稳定剂,不但可以取代铅镉盐类和有机锡类等有毒稳定剂,而且具有相当好的热稳定性、光稳定性和透明性及着色力,在pvc树脂制品中,加工性能好,热稳定作用相当于铅盐类稳定剂,不含有害重金属,不含苯类有害物质,符合绿色环保要求。
33.3、本发明通过采用二甲酸二辛酯增塑剂替换传统增塑剂,优点具有良好的综合性能,混合性能好,增塑效率高,所加工的塑料耐热和耐候性好,挥发性低,电绝缘性能好,不仅可以减少体系增塑剂总量,还可提高手套物理性能与降低工艺温度,提高燃煤的利用率,有利于降低企业的生产成本,提高企业的经济效益。
附图说明
34.图1为本发明提出的一种高强高伸长率pvc手套制备方法的步骤流程图;
35.图2为本发明提出的一种高强高伸长率pvc手套制备原料组分框图。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
37.实施例一:一种高强高伸长率pvc手套,由以下重量份数的原料制成:pvc糊树脂80份,增塑剂组分75份,热稳定剂2份,降粘剂10份,着色剂1份,325弹性体10份。
38.其中,pvc糊树脂为聚氯乙烯,增塑剂组分为邻苯二甲酸二辛酯、己二酸二辛酯、和柠檬酸酯混合物,热稳定剂为钙锌稳定剂,降粘剂为三甲基戊二醇双异丁酸酯。
39.其中,邻苯二甲酸二辛酯、己二酸二辛酯、和柠檬酸酯的重量份数之比为2:2:1,二甲酸二辛酯为30份,己二酸二辛酯为30份,柠檬酸酯为15份。
40.一种高强高伸长率pvc手套制备方法,包括如下步骤:
41.s1、将各种原料按比例加入,一次搅拌,真空脱泡、静置,具体包括:
42.向搅拌桶中依次加入30份邻苯二甲酸二辛酯增塑剂、30份己二酸二辛酯增塑剂、15份柠檬酸酯增塑剂和2份钙锌稳定剂,慢速搅拌,搅拌转速为100r/min,搅拌时间为10min,然后加入80份pvc糊树脂,10份325弹性体,最后加入1份着色剂,然后快速搅拌,搅拌转速为1000r/min,搅拌时间为2h,搅拌时浆料温度为30℃,再加入10份的三甲基戊二醇双异丁酸酯降粘剂,真空脱泡后静置备用,形成浆料一;
43.其中,真空脱泡步骤如下:
44.将待处理的浆料放入真空脱泡设备中,打开阀门排出空气使设备放置室与真空泵内形成压差;
45.打开真空泵与设备放置室的阀门,此时设备中的气体在气压差的作用下排除;
46.在完成排气过程后打开气动闸门,取出处理后的浆料,使其表面密实,以此反复的工作。
47.s2、将上述所得浆液进行过滤,二次搅拌,真空脱泡、静置:
48.将浆料一投入过滤桶进行过滤,在此过程中,需对过滤桶进行加以振动,确保振动频率处于60hz,过滤所得浆料粘度为600pa.s,然后将所得浆料再次进行二次搅拌,搅拌转速为200r/min,搅拌时间为5min,搅拌时浆料温度为30℃,随即真空脱泡后静置备用。
49.s3、将手模进行浸渍处理,具体包括:
50.将手模预热至60℃,然后浸渍在配置好的浆料二中,浸渍时间为30s,此时的浆料二温度应控制在20℃,待手模浸渍完成后取出,垂滴1min,直至手模上的浆料二流净。
51.s4、将浸渍后手模放入烤箱进行烘烤,随即冷却脱模成型,具体包括:
52.将浸渍处理完成后的手模放入170℃的烤箱中进行烘烤,烘烤时间为3min,烘烤过程中手模保持匀速转动,保证手模受热均匀;
53.将烘烤完成后手模取出再次放入浆料二中,浸渍时间为20s,浸渍完成后取出,垂滴1min,随即将二次浸渍后的手模放入100℃的烤箱中烘烤,烘烤时间为5min;
54.取出二次烘烤完成后的手模,在空气中自然冷却至50℃,通过卷边机卷边,脱模,制得手套成品。
55.其中,对本发明实施例一中的pvc手套的物理性能进行检测,其检测步骤为:在得
到的pvc手套上随即切取4个切片样本,按照astm d412标准检测切片样本的拉伸强度和伸长率,检测结果见下表:
[0056] 切片厚度(mm)拉伸强度(mpa)伸长率(%))10.06518.342520.06818.842830.07019.343240.07119.6435平均值0.068519430
[0057]
从表中可以看出,实施例一得到的pvc手套的拉伸强度的平均值为19mpa,伸长率的平均值为430%。
[0058]
实施例二:一种高强高伸长率pvc手套,由以下重量份数的原料制成:pvc糊树脂90份,增塑剂组分80份,热稳定剂2份,降粘剂12份,着色剂1份,325弹性体12份。
[0059]
其中,pvc糊树脂为聚氯乙烯,增塑剂组分为邻苯二甲酸二辛酯、己二酸二辛酯、和柠檬酸酯混合物,热稳定剂为钙锌稳定剂,降粘剂为三甲基戊二醇双异丁酸酯。
[0060]
其中,邻苯二甲酸二辛酯、己二酸二辛酯、和柠檬酸酯的重量份数之比为2:2:1,二甲酸二辛酯为32份,己二酸二辛酯为32份,柠檬酸酯为16份。
[0061]
一种高强高伸长率pvc手套制备方法,包括如下步骤:
[0062]
s1、将各种原料按比例加入,一次搅拌,真空脱泡、静置,具体包括:
[0063]
向搅拌桶中依次加入32份邻苯二甲酸二辛酯增塑剂、32份己二酸二辛酯增塑剂、16份柠檬酸酯增塑剂和2份钙锌稳定剂,慢速搅拌,搅拌转速为150r/min,搅拌时间为15min,然后加入90份pvc糊树脂,12份325弹性体,最后加入1份着色剂,然后快速搅拌,搅拌转速为1100r/min,搅拌时间为2.5h,搅拌时浆料温度为40℃,再加入12份的三甲基戊二醇双异丁酸酯降粘剂,真空脱泡后静置备用,形成浆料一;
[0064]
其中,真空脱泡步骤如下:
[0065]
将待处理的浆料放入真空脱泡设备中,打开阀门排出空气使设备放置室与真空泵内形成压差;
[0066]
打开真空泵与设备放置室的阀门,此时设备中的气体在气压差的作用下排除;
[0067]
在完成排气过程后打开气动闸门,取出处理后的浆料,使其表面密实,以此反复的工作。
[0068]
s2、将上述所得浆液进行过滤,二次搅拌,真空脱泡、静置:
[0069]
将浆料一投入过滤桶进行过滤,在此过程中,需对过滤桶进行加以振动,确保振动频率处于70hz,过滤所得浆料粘度为700pa.s,然后将所得浆料再次进行二次搅拌,搅拌转速为250r/min,搅拌时间为8min,搅拌时浆料温度为35℃,随即真空脱泡后静置备用。
[0070]
s3、将手模进行浸渍处理,具体包括:
[0071]
将手模预热至65℃,然后浸渍在配置好的浆料二中,浸渍时间为35s,此时的浆料二温度应控制在25℃,待手模浸渍完成后取出,垂滴1.5min,直至手模上的浆料二流净。
[0072]
将浸渍后手模放入烤箱进行烘烤,随即冷却脱模成型,具体包括:
[0073]
将浸渍处理完成后的手模放入180℃的烤箱中进行烘烤,烘烤时间为4min,烘烤过程中手模保持匀速转动,保证手模受热均匀;
[0074]
将烘烤完成后手模取出再次放入浆料二中,浸渍时间为25s,浸渍完成后取出,垂滴1.5min,随即将二次浸渍后的手模放入125℃的烤箱中烘烤,烘烤时间为6min;
[0075]
取出二次烘烤完成后的手模,在空气中自然冷却至55℃,通过卷边机卷边,脱模,制得手套成品。
[0076]
其中,对本发明实施例二中的pvc手套的物理性能进行检测,其检测步骤为:在得到的pvc手套上随即切取4个切片样本,按照astm d412标准检测切片样本的拉伸强度和伸长率,检测结果见下表:
[0077][0078][0079]
从表中可以看出,实施例二得到的pvc手套的拉伸强度的平均值为18.5mpa,伸长率的平均值为420%
[0080]
实施例三:一种高强高伸长率pvc手套,由以下重量份数的原料制成:pvc糊树脂100份,增塑剂组分85份,热稳定剂3份,降粘剂15份,着色剂2份,325弹性体15份。
[0081]
其中,pvc糊树脂为聚氯乙烯,增塑剂组分为邻苯二甲酸二辛酯、己二酸二辛酯、和柠檬酸酯混合物,热稳定剂为钙锌稳定剂,降粘剂为三甲基戊二醇双异丁酸酯。
[0082]
其中,邻苯二甲酸二辛酯、己二酸二辛酯、和柠檬酸酯的重量份数之比为2:2:1,二甲酸二辛酯为34份,己二酸二辛酯为34份,柠檬酸酯为17份。
[0083]
一种高强高伸长率pvc手套制备方法,包括如下步骤:
[0084]
s1、将各种原料按比例加入,一次搅拌,真空脱泡、静置,具体包括:
[0085]
向搅拌桶中依次加入34份邻苯二甲酸二辛酯增塑剂、34份己二酸二辛酯增塑剂、17份柠檬酸酯增塑剂和3份钙锌稳定剂,慢速搅拌,搅拌转速为200r/min,搅拌时间为20min,然后加入100份pvc糊树脂,15份325弹性体,最后加入2份着色剂,然后快速搅拌,搅拌转速为1200r/min,搅拌时间为3h,搅拌时浆料温度为50℃,再加入15份的三甲基戊二醇双异丁酸酯降粘剂,真空脱泡后静置备用,形成浆料一;
[0086]
其中,真空脱泡步骤如下:
[0087]
将待处理的浆料放入真空脱泡设备中,打开阀门排出空气使设备放置室与真空泵内形成压差;
[0088]
打开真空泵与设备放置室的阀门,此时设备中的气体在气压差的作用下排除;
[0089]
在完成排气过程后打开气动闸门,取出处理后的浆料,使其表面密实,以此反复的工作.
[0090]
s2、将上述所得浆液进行过滤,二次搅拌,真空脱泡、静置:
[0091]
将浆料一投入过滤桶进行过滤,在此过程中,需对过滤桶进行加以振动,确保振动
频率处于80hz,过滤所得浆料粘度为800pa.s,然后将所得浆料再次进行二次搅拌,搅拌转速为300r/min,搅拌时间为10min,搅拌时浆料温度为40℃,随即真空脱泡后静置备用。
[0092]
s3、将手模进行浸渍处理,具体包括:
[0093]
将手模预热至70℃,然后浸渍在配置好的浆料二中,浸渍时间为40s,此时的浆料二温度应控制在30℃,待手模浸渍完成后取出,垂滴2min,直至手模上的浆料二流净。
[0094]
s4、将浸渍后手模放入烤箱进行烘烤,随即冷却脱模成型,具体包括:
[0095]
将浸渍处理完成后的手模放入190℃的烤箱中进行烘烤,烘烤时间为5min,烘烤过程中手模保持匀速转动,保证手模受热均匀;
[0096]
将烘烤完成后手模取出再次放入浆料二中,浸渍时间为30s,浸渍完成后取出,垂滴2min,随即将二次浸渍后的手模放入150℃的烤箱中烘烤,烘烤时间为8min;
[0097]
取出二次烘烤完成后的手模,在空气中自然冷却至60℃,通过卷边机卷边,脱模,制得手套成品。
[0098]
其中,对本发明实施例三中的pvc手套的物理性能进行检测,其检测步骤为:在得到的pvc手套上随即切取4个切片样本,按照astm d412标准检测切片样本的拉伸强度和伸长率,检测结果见下表:
[0099] 切片厚度(mm)拉伸强度(mpa)伸长率(%))10.06917.542020.06917.842330.07118.242740.07118.5430平均值0.07018.0425
[0100]
从表中可以看出,实施例三得到的pvc手套的拉伸强度的平均值为18mpa,伸长率的平均值为425%
[0101]
综合上述实验结果,生产出的pvc手套伸长率可达430%,强度稳定在19mpa,穿戴手感也获得了较大程度的提升。
[0102]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。