1.本发明涉及复合膜,具体涉及一种改善复合膜板翘的制作方法。
背景技术:
2.复合膜传统的制备方法如下:利用涂布机将环氧树脂胶均匀涂布在聚酰亚胺薄膜上,以热风带走含溶剂的气体使之干燥,已涂有一面胶料的pi薄膜再与pi薄膜贴合,收卷成卷状半成品“复合膜”,再经由烘烤而成为成品。采用目前制备方法得到的复合膜的板翘严重,不同规格的复合膜板翘高度不同,一般25*30cm复合膜的板翘》3cm、4*1cm复合模的板翘》1cm,上述复合膜板翘程度不会影响后续客户端采用传统的人工作业,但随着自动化的普及,越来越多的客户采用机械化贴合作业,机械吸盘吸取板翘严重的复合膜容易脱落而且吸取的位置不准确,严重影响机械化的贴合作业。
技术实现要素:
3.为了克服上述缺陷,本发明提供一种改善复合膜板翘的制作方法,该操作方法中降低了涂布机多处的张力,并增加了反向收卷工序,得到的复合膜板翘大幅度降低,从而满足后续客户端机械化贴合作业的需求,扩大了复合膜的作业范围,提高了其市场竞争力。
4.本发明为了解决其技术问题所采用的技术方案是:
5.一种改善复合膜板翘的制作方法,包括如下步骤:
6.步骤1:将环氧树脂和固化剂在聚合装置中混合均匀并聚合后备用,同时调试涂布机,所述涂布机包括涂布单元、收卷单元、反向收卷单元、烘烤单元和分条单元;
7.步骤2:涂布:调节好涂布单元各处的张力,将聚合好的环氧树脂利用涂布单元在低张力的条件下均匀地涂布于第一聚酰亚胺膜上,得到第二聚酰亚胺膜;
8.步骤3:收卷:调节好收卷单元各处的张力,利用收卷单元在低张力的条件下将第二聚酰亚胺膜与第三聚酰亚胺膜压合后收卷,得到复合膜的半成品膜;
9.步骤4:反向收卷:调节好反向收卷单元各处的张力后,利用反向收卷单元在低张力的条件下将半成品膜反向收卷为反向半成品膜;
10.步骤5:静置:将反向半成品膜静置一段时间,让环氧树脂初步固化;
11.步骤6:烘烤:将静置后的反向半成品膜置于烘烤单元中烘烤熟化;
12.步骤7:分条:将烘烤后的反向半成品膜送入分条单元,切割后形成成品膜;
13.步骤8:包装:利用包装单元将成品膜包装好后运送至存放区。
14.优选地,在上述步骤2中,所述涂布单元包括第一放料组件、涂布组件、烘箱组件、第一张紧臂、第二张紧臂和第三张紧臂,所述第一张紧臂靠近第一放料组件处,所述第二张紧臂、第三张紧臂分别位于烘箱组件的进口处和出口处,所述第一聚酰亚胺膜通过第一放料组件放料,所述环氧树脂通过涂布组件涂布于所述第一聚酰亚胺膜上,涂覆环氧树脂的第一聚酰亚胺膜通过烘箱组件烘烤后为第二聚酰亚胺膜被收卷单元收卷。
15.优选地,涂布时,所述第一放料组件放卷的速度为6-17m/min、压力为1-2kg,所述
第一张紧臂处的张力为30-50n、第二张紧臂处的张力为40-50n、第三张紧臂处的张力为35-45n;所述烘箱组件分为首段烘箱、中段烘箱和末端烘箱,所述首段烘箱的温度为95-105℃、中段烘箱的温度为170-180℃、末段烘箱的温度为75-85℃。
16.优选地,在步骤3中,所述收卷单元包括第二放料组件、第一收料组件、第四张紧臂、第五张紧臂和第一压紧组件,所述第一压紧组件包括压合辊和送料辊,所述第二放料组件用于第三聚酰亚胺膜的放料,所述第二聚酰亚胺膜与第三聚酰亚胺膜被第一压紧组件压合后半成品膜后通过第一收料组件收卷,所述第四张紧臂靠近第二放料组件处,所述第五张紧臂靠近第一收料组件处。
17.优选地,所述第一收料组件的速度为6-17m/min,所述第四张紧臂处的张力为35-45n、所述第五张紧臂处的张力为30-50n、所述第一压紧组件的压合辊处的张力为25-35n、所述第一压紧组件的送料辊处的张力为25-45n。
18.优选地,在步骤4中,所述反向收卷单元包括第三放料组件、第二收料组件和第二压紧组件,所述第二压紧组件包括压合辊和送料辊,所述半成品膜通过所述第三放料组件放料后再通过第二压紧组件压紧后被第二收料组件收料,而形成反向半成品膜。
19.优选地,所述第二收料组件的速度为6-17m/min,所述第三放料组件的张力为35-45n、所述第二收料组件的张力为30-50n、所述第二压紧组件的压合辊处的张力为25-35n、所述第二压紧组件的送料辊处的张力为25-45n。
20.优选地,在步骤5中,静置时的温度为20-25℃、湿度为35-45%rh、静置时间为8-30h,在步骤6中,烘烤的最高温度为175-185℃、烘烤时间为8-20h,在步骤7中,分条的速度为10-15m/min。
21.优选地,在步骤6中,整个烘烤过程分为三个阶段分别为:从室温到最高温度阶段、维持最高温度阶段和从最高温度到室温时段,所述最高温度为180℃。
22.本发明的有益效果是:本发明在传统的复合膜制作方法中增加了反向收卷工艺,而且将涂布单元、收卷单元、反向收卷单元中的张力进一步降低,这样制备出来的复合膜板翘大幅度降低,将25*30cm复合膜的板翘从大于3cm降低到了0.2-0.6cm、4*1cm复合膜的板翘从大于1cm降低到了0.2-0.3cm,从而便于机械吸盘准确吸取,且不会发生脱落现象,因而能够满足后续客户端机械化贴合作业的需求,扩大了复合膜的作业范围,提高了其市场竞争力。
附图说明
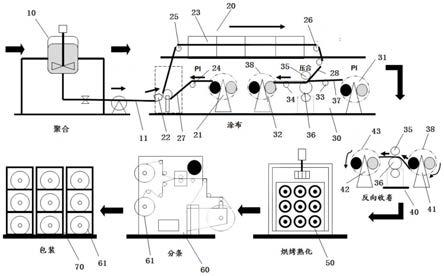
23.图1为本发明的结构示意图;
24.图2为现有技术中复合膜板翘的简示图;
25.图3为本发明中复合膜板翘的简示图;
26.图中:10-聚合装置,11-环氧树脂,20-涂布单元,21-第一放料组件,22-涂布组件,23-烘箱组件,24-第一张紧臂,25-第二张紧臂,26-第三张紧臂,27-第一聚酰亚胺膜,28-第二聚酰亚胺膜,30-收卷单元,31-第二放料组件,32-第一收料组件,33-第四张紧臂,34-第五张紧臂,35-压合辊,36-送料辊,37-第三聚酰亚胺膜,38-半成品膜,40-反向收卷单元,41-第三放料组件,42-第二收料组件,43-反向半成品膜,50-烘烤单元,60-分条单元,61-成品膜,70-包装单元。
具体实施方式
27.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以使这里描述的本技术的实施方式例如能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
29.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
30.一种改善复合膜板翘的制作方法,包括如下步骤:
31.步骤1:将环氧树脂和固化剂在聚合装置10中混合均匀并聚合后备用,同时调试涂布机,如图1所示,所述涂布机包括涂布单元20、收卷单元30、反向收卷单元40、烘烤单元50和分条单元60;
32.步骤2:涂布:调节好涂布单元20各处的张力,将聚合好的环氧树脂11利用涂布单元20在低张力的条件下均匀地涂布于第一聚酰亚胺膜27上,得到第二聚酰亚胺膜28;
33.步骤3:收卷:调节好收卷单元30各处的张力,利用收卷单元30在低张力的条件下将第二聚酰亚胺膜28与第三聚酰亚胺膜37压合后收卷,得到复合膜的半成品膜38;所述第二聚酰亚胺膜单面涂有环氧树脂,第一、第三聚酰亚胺膜皆未涂覆环氧树脂,所述第一聚酰亚胺膜为单层膜,第三聚酰亚胺膜可为单层膜、双层膜或多层膜;
34.步骤4:反向收卷:调节好反向收卷单元40各处的张力后,利用反向收卷单元40在低张力的条件下将半成品膜38反向收卷为反向半成品膜43;
35.步骤5:静置:将反向半成品膜43静置一段时间,让环氧树脂初步固化;
36.步骤6:烘烤:将静置后的反向半成品膜43置于烘烤单元50中烘烤熟化;
37.步骤7:分条:将烘烤后的反向半成品膜43送入分条单元,切割后形成成品膜61;
38.步骤8:包装:利用包装单元70将成品膜61包装好后运送至存放区。
39.本发明在传统的复合膜制作方法中增加了反向收卷工艺,而且将涂布单元、收卷单元、反向收卷单元中的张力进一步降低,这样制备出来的复合膜板翘大幅度降低,将25*30cm复合膜的板翘从大于3cm降低到了0.2-0.6cm、4*1cm复合膜的板翘从大于1cm(如图2所
示)降低到了0.2-0.3cm(如图3所示),从而便于机械吸盘准确吸取,且不会发生脱落现象,因而能够满足后续客户端机械化贴合作业的需求,扩大了复合膜的作业范围,提高了其市场竞争力。
40.在上述步骤2中,所述涂布单元20包括第一放料组件21、涂布组件22、烘箱组件23、第一张紧臂24、第二张紧臂25和第三张紧臂26,所述第一张紧臂24靠近第一放料组件21处,所述第二张紧臂25、第三张紧臂26分别位于烘箱组件23的进口处和出口处,所述第一聚酰亚胺膜27通过第一放料组件21放料,所述环氧树脂11通过涂布组件22涂布于所述第一聚酰亚胺膜27上,涂覆环氧树脂的第一聚酰亚胺膜27通过烘箱组件23烘烤后为第二聚酰亚胺膜28被收卷单元30收卷。所述第一张紧臂24处的张力即为第一放料组件21的张力。
41.涂布时,所述第一放料组件21放卷的速度为6-17m/min、压力为1-2kg,所述第一张紧臂24处的张力为30-50n、第二张紧臂25处的张力为40-50n、第三张紧臂26处的张力为35-45n;所述烘箱组件23分为首段烘箱、中段烘箱和末端烘箱,所述首段烘箱的温度为95-105℃、中段烘箱的温度为170-180℃、末段烘箱的温度为75-85℃。其中首段烘箱靠近烘箱组件的进口处,末段烘箱靠近烘箱组件的出口处,中段烘箱位于首段烘箱和末段烘箱之间,更佳地,所述首段烘箱的温度为100℃、中段烘箱的温度为175℃、末段烘箱的温度为80℃;本工艺中涂布单元各处的张力为:所述第一张紧臂24处的张力即第一放料组件21的张力为30-50n、第二张紧臂25处的张力为40-50n、第三张紧臂26处的张力为35-45n。
42.在步骤3中,所述收卷单元30包括第二放料组件31、第一收料组件32、第四张紧臂33、第五张紧臂34和第一压紧组件,所述第一压紧组件包括压合辊35和送料辊36,所述第二放料组件31用于第三聚酰亚胺膜37的放料,所述第二聚酰亚胺膜28与第三聚酰亚胺膜37被第一压紧组件压合后半成品膜38后通过第一收料组件32收卷,所述第四张紧臂33靠近第二放料组件31处,所述第五张紧臂34靠近第一收料组件32处。即第四张紧臂33处的张力为第二放料组件31放卷的张力,所述第五张紧臂34处的张力为第一收料组件32的收卷张力。
43.所述第一收料组件32的速度为6-17m/min,所述第四张紧臂33处的张力为35-45n、所述第五张紧臂处的张力为30-50n、所述第一压紧组件的压合辊35处的张力为25-35n、所述第一压紧组件的送料辊36处的张力为25-45n。
44.本工艺中涂布单元和收卷单元各处的张力为:所述第一张紧臂24处的张力即第一放料组件21的张力为30-50n、第二张紧臂25处的张力为40-50n、第三张紧臂26处的张力为35-45n;所述第四张紧臂33处即第二放料组件31放卷的张力为35-45n、所述第五张紧臂处即第一收料组件32的张力为30-50n、所述第一压紧组件的压合辊35处的张力为25-35n、所述第一压紧组件的送料辊36处的张力为25-45n;而传统工艺中涂布单元和收卷单元各处的张力为:所述第一张紧臂24处的张力即第一放料组件21的张力为60-80n、第二张紧臂25处的张力为45-55n、第三张紧臂26处的张力为35-45n;所述第四张紧臂33处即第二放料组件31放卷的张力为65-75n、所述第五张紧臂处即第一收料组件32的张力为30-50n、所述第一压紧组件的压合辊35处的张力为35-45n、所述第一压紧组件的送料辊36处的张力为90-110n;因此本工艺中调低了涂布机多处的张力,在原有张力条件下得到的半成品膜38的板翘为6.4cm左右,而在本工艺张力条件下得到的半成品膜的板翘为1.5cm左右,大幅降低了半成品膜的板翘程度。
45.在步骤4中,所述反向收卷单元40包括第三放料组件41、第二收料组件42和第二压
紧组件,所述第二压紧组件包括压合辊35和送料辊36,所述半成品膜38通过所述第三放料组件41放料后再通过第二压紧组件压紧后被第二收料组件42收料,而形成反向半成品膜43。所述反向收卷单元40就是将收卷单元30收卷后的半成品卷从其末端再次收卷一次。
46.所述第二收料组件42的速度为6-17m/min,所述第三放料组件41的张力为35-45n、所述第二收料组件的张力为30-50n、所述第二压紧组件的压合辊35处的张力为25-35n、所述第二压紧组件的送料辊36处的张力为25-45n。
47.在步骤5中,静置时的温度为20-25℃、湿度为35-45%rh、静置时间为8-30h,在步骤6中,烘烤的最高温度为175-185℃、烘烤时间为8-20h,在步骤7中,分条的速度为10-15m/min。本工艺中增加了反向收卷工艺,通过反向收卷和烘烤工艺后,反向半成品膜43板翘降至小于0.6cm,而经过分条收卷后成品膜板趋于平整,25*30cm复合膜的板翘降至0.2-0.6cm、4*1cm复合膜的板翘降至0.2-0.3cm。在步骤6中,整个烘烤过程分为三个阶段分别为:从室温到最高温度阶段、维持最高温度阶段和从最高温度到室温时段,所述最高温度为180℃。
48.实施例1:复合膜采用如下方法制成:
49.步骤1:将环氧树脂和固化剂在聚合装置10中混合均匀并聚合后备用,同时调试涂布机,所述涂布机包括涂布单元20、收卷单元30、反向收卷单元40、烘烤单元50和分条单元60;
50.步骤2:涂布:调节好涂布单元20各处的张力,将聚合好的环氧树脂11利用涂布单元20在低张力的条件下均匀地涂布于第一聚酰亚胺膜27上,得到第二聚酰亚胺膜28;
51.涂布时的工艺参数如下:所述第一放料组件21放卷的速度为15m/min、压力为2kg,所述第一张紧臂24处的张力为40n、第二张紧臂25处的张力为45n、第三张紧臂26处的张力为40n;所述烘箱组件23分为首段烘箱、中段烘箱和末端烘箱,所述首段烘箱的温度为100℃、中段烘箱的温度为175℃、末段烘箱的温度为80℃;
52.步骤3:收卷:调节好收卷单元30各处的张力,利用收卷单元30在低张力的条件下将第二聚酰亚胺膜28与第三聚酰亚胺膜37压合后收卷,得到复合膜的半成品膜38;
53.收卷时的工艺参数如下:所述第一收料组件32的速度为15m/min,所述第四张紧臂33处的张力为40n、所述第五张紧臂处的张力为40n、所述第一压紧组件的压合辊35处的张力为30n、所述第一压紧组件的送料辊36处的张力为35n;
54.步骤4:反向收卷:调节好反向收卷单元40各处的张力后,利用反向收卷单元40在低张力的条件下将半成品膜38反向收卷为反向半成品膜43;
55.反向收卷时的工艺参数如下:所述第二收料组件42的速度为15m/min,所述第三放料组件的张力为40n、所述第二收料组件的张力为40n、所述第二压紧组件的压合辊35处的张力为30n、所述第二压紧组件的送料辊36处的张力为35n;
56.步骤5:静置:将反向半成品膜43静置一段时间,让环氧树脂初步固化;静置时的温度为20-25℃、湿度为35-45%rh、静置时间为20h;
57.步骤6:烘烤:将静置后的反向半成品膜43置于烘烤单元50中烘烤熟化;烘烤的最高温度为180℃、烘烤时间为15h;
58.步骤7:分条:将烘烤后的反向半成品膜43送入分条单元,切割后形成成品膜61;分条的速度为15m/min。
59.实施例2:复合膜采用如下方法制成:
60.步骤1:将环氧树脂和固化剂在聚合装置10中混合均匀并聚合后备用,同时调试涂布机,所述涂布机包括涂布单元20、收卷单元30、反向收卷单元40、烘烤单元50和分条单元60;
61.步骤2:涂布:调节好涂布单元20各处的张力,将聚合好的环氧树脂11利用涂布单元20在低张力的条件下均匀地涂布于第一聚酰亚胺膜27上,得到第二聚酰亚胺膜28;
62.涂布时的工艺参数如下:所述第一放料组件21放卷的速度为15m/min、压力为2kg,所述第一张紧臂24处的张力为30n、第二张紧臂25处的张力为40n、第三张紧臂26处的张力为35n;所述烘箱组件23分为首段烘箱、中段烘箱和末端烘箱,所述首段烘箱的温度为100℃、中段烘箱的温度为175℃、末段烘箱的温度为80℃;
63.步骤3:收卷:调节好收卷单元30各处的张力,利用收卷单元30在低张力的条件下将第二聚酰亚胺膜28与第三聚酰亚胺膜37压合后收卷,得到复合膜的半成品膜38;
64.收卷时的工艺参数如下:所述第一收料组件32的速度为15m/min,所述第四张紧臂33处的张力为35n、所述第五张紧臂处的张力为30n、所述第一压紧组件的压合辊35处的张力为25n、所述第一压紧组件的送料辊36处的张力为25n;
65.步骤4:反向收卷:调节好反向收卷单元40各处的张力后,利用反向收卷单元40在低张力的条件下将半成品膜38反向收卷为反向半成品膜43;
66.反向收卷时的工艺参数如下:所述第二收料组件42的速度为15m/min,所述第三放料组件的张力为35n、所述第二收料组件的张力为30n、所述第二压紧组件的压合辊35处的张力为25n、所述第二压紧组件的送料辊36处的张力为25n;
67.步骤5:静置:将反向半成品膜43静置一段时间,让环氧树脂初步固化;静置时的温度为20-25℃、湿度为35-45%rh、静置时间为20h;
68.步骤6:烘烤:将静置后的反向半成品膜43置于烘烤单元50中烘烤熟化;烘烤的最高温度为180℃、烘烤时间为15h;
69.步骤7:分条:将烘烤后的反向半成品膜43送入分条单元,切割后形成成品膜61;分条的速度为15m/min。
70.实施例3:复合膜采用如下方法制成:
71.步骤1:将环氧树脂和固化剂在聚合装置10中混合均匀并聚合后备用,同时调试涂布机,所述涂布机包括涂布单元20、收卷单元30、反向收卷单元40、烘烤单元50和分条单元60;
72.步骤2:涂布:调节好涂布单元20各处的张力,将聚合好的环氧树脂11利用涂布单元20在低张力的条件下均匀地涂布于第一聚酰亚胺膜27上,得到第二聚酰亚胺膜28;
73.涂布时的工艺参数如下:所述第一放料组件21放卷的速度为15m/min、压力为2kg,所述第一张紧臂24处的张力为50n、第二张紧臂25处的张力为50n、第三张紧臂26处的张力为45n;所述烘箱组件23分为首段烘箱、中段烘箱和末端烘箱,所述首段烘箱的温度为100℃、中段烘箱的温度为175℃、末段烘箱的温度为80℃;
74.步骤3:收卷:调节好收卷单元30各处的张力,利用收卷单元30在低张力的条件下将第二聚酰亚胺膜28与第三聚酰亚胺膜37压合后收卷,得到复合膜的半成品膜38;
75.收卷时的工艺参数如下:所述第一收料组件32的速度为15m/min,所述第四张紧臂
33处的张力为45n、所述第五张紧臂处的张力为50n、所述第一压紧组件的压合辊35处的张力为35n、所述第一压紧组件的送料辊36处的张力为45n;
76.步骤4:反向收卷:调节好反向收卷单元40各处的张力后,利用反向收卷单元40在低张力的条件下将半成品膜38反向收卷为反向半成品膜43;
77.反向收卷时的工艺参数如下:所述第二收料组件42的速度为15m/min,所述第三放料组件的张力为45n、所述第二收料组件的张力为50n、所述第二压紧组件的压合辊35处的张力为35n、所述第二压紧组件的送料辊36处的张力为45n;
78.步骤5:静置:将反向半成品膜43静置一段时间,让环氧树脂初步固化;静置时的温度为20-25℃、湿度为35-45%rh、静置时间为20h;
79.步骤6:烘烤:将静置后的反向半成品膜43置于烘烤单元50中烘烤熟化;烘烤的最高温度为180℃、烘烤时间为15h;
80.步骤7:分条:将烘烤后的反向半成品膜43送入分条单元,切割后形成成品膜61;分条的速度为15m/min。
81.对比例1:与实施例1相比,涂布机多处的张力不同且省略了反向收卷工艺;
82.步骤1:将环氧树脂和固化剂在聚合装置10中混合均匀并聚合后备用,同时调试涂布机,所述涂布机包括涂布单元20、收卷单元30、反向收卷单元40、烘烤单元50和分条单元60;
83.步骤2:涂布:调节好涂布单元20各处的张力,将聚合好的环氧树脂11利用涂布单元20在低张力的条件下均匀地涂布于第一聚酰亚胺膜27上,得到第二聚酰亚胺膜28;
84.涂布时的工艺参数如下:所述第一放料组件21放卷的速度为15m/min、压力为2kg,所述第一张紧臂24处的张力为60n、第二张紧臂25处的张力为55n、第三张紧臂26处的张力为40n;所述烘箱组件23分为首段烘箱、中段烘箱和末端烘箱,所述首段烘箱的温度为100℃、中段烘箱的温度为175℃、末段烘箱的温度为80℃;
85.步骤3:收卷:调节好收卷单元30各处的张力,利用收卷单元30在低张力的条件下将第二聚酰亚胺膜28与第三聚酰亚胺膜37压合后收卷,得到复合膜的半成品膜38;
86.收卷时的工艺参数如下:所述第一收料组件32的速度为15m/min,所述第四张紧臂33处的张力为65n、所述第五张紧臂处的张力为40n、所述第一压紧组件的压合辊35处的张力为45n、所述第一压紧组件的送料辊36处的张力为90n;
87.步骤4:静置:将半成品膜38静置一段时间,让环氧树脂初步固化;静置时的温度为20-25℃、湿度为35-45%rh、静置时间为20h;
88.步骤5:烘烤:将静置后的半成品膜38置于烘烤单元50中烘烤熟化;烘烤的最高温度为180℃、烘烤时间为15h;
89.步骤6:分条:将烘烤后的半成品膜38送入分条单元,切割后形成成品膜61;分条的速度为15m/min。
90.对比例2:与实施例1相比涂布机多处的张力不同;
91.步骤1:将环氧树脂和固化剂在聚合装置10中混合均匀并聚合后备用,同时调试涂布机,所述涂布机包括涂布单元20、收卷单元30、反向收卷单元40、烘烤单元50和分条单元60;
92.步骤2:涂布:调节好涂布单元20各处的张力,将聚合好的环氧树脂11利用涂布单
元20在低张力的条件下均匀地涂布于第一聚酰亚胺膜27上,得到第二聚酰亚胺膜28;
93.涂布时的工艺参数如下:所述第一放料组件21放卷的速度为15m/min、压力为2kg,所述第一张紧臂24处的张力为60n、第二张紧臂25处的张力为55n、第三张紧臂26处的张力为40n;所述烘箱组件23分为首段烘箱、中段烘箱和末端烘箱,所述首段烘箱的温度为100℃、中段烘箱的温度为175℃、末段烘箱的温度为80℃;
94.步骤3:收卷:调节好收卷单元30各处的张力,利用收卷单元30在低张力的条件下将第二聚酰亚胺膜28与第三聚酰亚胺膜37压合后收卷,得到复合膜的半成品膜38;
95.收卷时的工艺参数如下:所述第一收料组件32的速度为15m/min,所述第四张紧臂33处的张力为65n、所述第五张紧臂处的张力为40n、所述第一压紧组件的压合辊35处的张力为45n、所述第一压紧组件的送料辊36处的张力为90n;
96.步骤4:反向收卷:调节好反向收卷单元40各处的张力后,利用反向收卷单元40在低张力的条件下将半成品膜38反向收卷为反向半成品膜43;
97.反向收卷时的工艺参数如下:所述第二收料组件42的速度为15m/min,所述第三放料组件的张力为65n、所述第二收料组件的张力为40n、所述第二压紧组件的压合辊35处的张力为45n、所述第二压紧组件的送料辊36处的张力为90n;
98.步骤5:静置:将反向半成品膜43静置一段时间,让环氧树脂初步固化;静置时的温度为20-25℃、湿度为35-45%rh、静置时间为20h;
99.步骤6:烘烤:将静置后的反向半成品膜43置于烘烤单元50中烘烤熟化;烘烤的最高温度为180℃、烘烤时间为15h;
100.步骤7:分条:将烘烤后的反向半成品膜43送入分条单元,切割后形成成品膜61;分条的速度为15m/min。
101.对比例3:与实施例1相比仅省略了反向收卷工序;
102.步骤1:将环氧树脂和固化剂在聚合装置10中混合均匀并聚合后备用,同时调试涂布机,所述涂布机包括涂布单元20、收卷单元30、反向收卷单元40、烘烤单元50和分条单元60;
103.步骤2:涂布:调节好涂布单元20各处的张力,将聚合好的环氧树脂11利用涂布单元20在低张力的条件下均匀地涂布于第一聚酰亚胺膜27上,得到第二聚酰亚胺膜28;
104.涂布时的工艺参数如下:所述第一放料组件21放卷的速度为15m/min、压力为2kg,所述第一张紧臂24处的张力为40n、第二张紧臂25处的张力为45n、第三张紧臂26处的张力为40n;所述烘箱组件23分为首段烘箱、中段烘箱和末端烘箱,所述首段烘箱的温度为100℃、中段烘箱的温度为175℃、末段烘箱的温度为80℃;
105.步骤3:收卷:调节好收卷单元30各处的张力,利用收卷单元30在低张力的条件下将第二聚酰亚胺膜28与第三聚酰亚胺膜37压合后收卷,得到复合膜的半成品膜38;
106.收卷时的工艺参数如下:所述第一收料组件32的速度为15m/min,所述第四张紧臂33处的张力为40n、所述第五张紧臂处的张力为40n、所述第一压紧组件的压合辊35处的张力为30n、所述第一压紧组件的送料辊36处的张力为35n;
107.步骤4:静置:将半成品膜38静置一段时间,让环氧树脂初步固化;静置时的温度为20-25℃、湿度为35-45%rh、静置时间为20h;
108.步骤5:烘烤:将静置后的半成品膜38置于烘烤单元50中烘烤熟化;烘烤的最高温
度为180℃、烘烤时间为15h;
109.步骤6:分条:将烘烤后的半成品膜38送入分条单元,切割后形成成品膜61;分条的速度为15m/min。
110.复合膜板翘测试结果:
111.实施例1:步骤3得到的半成品膜38板翘为1.5cm;步骤6烘烤后得到的反向半成品膜43板翘为0.5cm;分条后25*30cm复合膜板翘为0.5cm、4*1cm复合膜板翘为0.3cm;
112.实施例2:步骤3得到的半成品膜38板翘为1.8cm;步骤6烘烤后得到的反向半成品膜43板翘为0.6cm;分条后25*30cm复合膜板翘为0.3cm、4*1cm复合膜板翘为0.2cm;
113.实施例3:步骤3得到的半成品膜38板翘为2.0cm;步骤6烘烤后得到的反向半成品膜43板翘为0.5cm;分条后25*30cm复合膜板翘为0.3cm、4*1cm复合膜板翘为0.2cm;
114.对比例1:步骤3得到的半成品膜38板翘为6.4cm;分条后分条后25*30cm复合膜板翘为4.5cm、4*1cm复合膜板翘为1.8cm;
115.对比例2:步骤3得到的半成品膜38板翘为6.9cm;步骤6烘烤后得到的反向半成品膜43板翘为5cm;分条后25*30cm复合膜板翘为3.5cm、4*1cm复合膜板翘1.5cm;
116.对比例3:步骤3得到的半成品膜38板翘为:2.0cm;分条后分条后25*30cm复合膜板翘为1.6cm、4*1cm复合膜板翘1.0cm;
117.根据实施例1-3的测试结果可知,采用在极低张力条件下完成收卷操作并在收卷完后后增加了反向收卷工艺,最终得到的25*30cm复合膜板翘降至0.2-0.6cm、4*1cm复合膜板翘降至0.2-0.3cm;对比例1采用了传统的收卷工艺,即在较高张力条件下完成收卷,最终得到的25*30cm复合膜板翘大于3cm、4*1cm复合膜板翘大于1cm;对比例2采用了较高的张力条件并增加了反向收卷工艺,最终得到的复合膜板翘虽然较对比例1有所下降,但是25*30cm复合膜板翘仍然大于3cm、4*1cm复合膜板翘仍然大于1cm,依然无法满足机械自动贴合工艺的需求,对比例3采用了本发明的张力条件,但是没有反向收卷工艺,最终得到的复合膜板翘虽然较对比例1有所下降,但是25*30cm复合膜板翘仍然大于1.5cm、4*1cm复合膜板翘仍然大于1cm,依然无法满足机械化贴合工艺的需求,由此可见,本发明中低张力条件与反收卷工艺缺一不可,两者相互结合方可使25*30cm复合膜板翘降至0.2-0.6cm、4*1cm复合膜板翘降至0.2-0.3cm,满足后续客户端机械化贴合工艺的需求。
118.应当指出,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
