一种pos机壳体模具
技术领域
1.本发明涉及一种模具设备领域,尤其涉及一种pos机壳体模具。
背景技术:
2.目前,市场上的塑料制品,绝大部分是借助模具注塑成型,这种方式生产塑料制品,具有更快的生产速度,更加便于批量化、自动化生产,具有良好的成本优势。pos机(point of sales terminal,销售点终端)上通常会设有刷卡槽,消费者在借助刷卡槽进行刷卡付费,在成型pos机时,刷卡槽的宽度较小,同样的,刷卡槽成型模具的厚度较薄,在进行注塑成型时,液态塑料的温度较高,容易导致刷卡槽成型模具产生形变,导致刷卡槽成型形状发生变化。
技术实现要素:
3.为了克服现有技术的不足,本发明的目的之一在于提供一种pos机壳体模具,以解决现有技术中的高温液态塑料导致刷卡槽成型模具产生形变导致刷卡槽成型形状发生变化的技术问题。
4.本发明的目的之一采用如下技术方案实现:
5.一种pos机壳体模具,所述pos机壳体模具包括上模和与所述上模配合的下模;
6.所述上模,所述上模内设有型腔,所述上模包括主模、侧模和卡槽模,所述主模内设有用于成型pos机壳体主体结构的主型腔,所述侧模位于所述主模的一侧用于成型pos机壳体的侧壁,所述侧模内设有侧型腔,所述卡槽模设置于所述主模和侧模之间用于成型pos机的刷卡槽,所述卡槽模将所述型腔分隔出所述主型腔和所述侧型腔,所述卡槽模为钢模。
7.可选地,所述主模上的靠近所述卡槽模的位置设有第一进胶口,所述侧模上的靠近所述卡槽模的一侧设有第二进胶口。
8.可选地,所述第一进胶口和所述第二进胶口交错设置。
9.可选地,所述侧模的朝向所述主模的侧面设有安装槽,所述卡槽模嵌入所述安装槽内。
10.可选地,所述卡槽模包括用于与所述侧模连接的安装部和用于成型刷卡槽的成型部,所述安装部嵌入所述安装槽内,所述安装部的厚度大于所述成型部的厚度,所述安装部与所述成型部连接,所述安装部与所述成型部的连接处设有开口成型面。
11.可选地,所述安装槽内设有凹位,所述成型部上设有与所述凹位相适配的凸起,所述凸起嵌入所述凹位内。
12.可选地,所述安装槽的两端设有均设有凹位;
13.所述成型部的两端均设有所述凸起,所述凸起与所述凹位一一对应设置,所述成型部的两端均设有锁紧孔,所述锁紧孔朝向所述凹位。
14.可选地,所述型腔包括壳体成型腔和打印成型部,所述打印成型部位于所述壳体成型腔并向壳体底部方向延伸。
15.可选地,所述主模的底部设有两个第一定位部,两个所述第一定位部位于所述主模的远离所述侧模一侧的两端;
16.所述侧模的底部设有两个第二定位部,两个所述第二定位部位于所述侧模的远离所述主模一侧的两端。
17.可选地,所述第一定位部和所述第二定位部为定位槽。
18.相比现有技术,本发明的有益效果在于:
19.本发明的pos机壳体模具中,以钢模作为卡槽模,在注塑成型时,钢模具有更高的熔点,具有更高的软化温度,从而提高卡槽模对高温环境的适应性,避免高温液态塑料导致的卡槽模变形,最终使得刷卡槽按照预定的型材成型,提高刷卡槽的成型质量。
附图说明
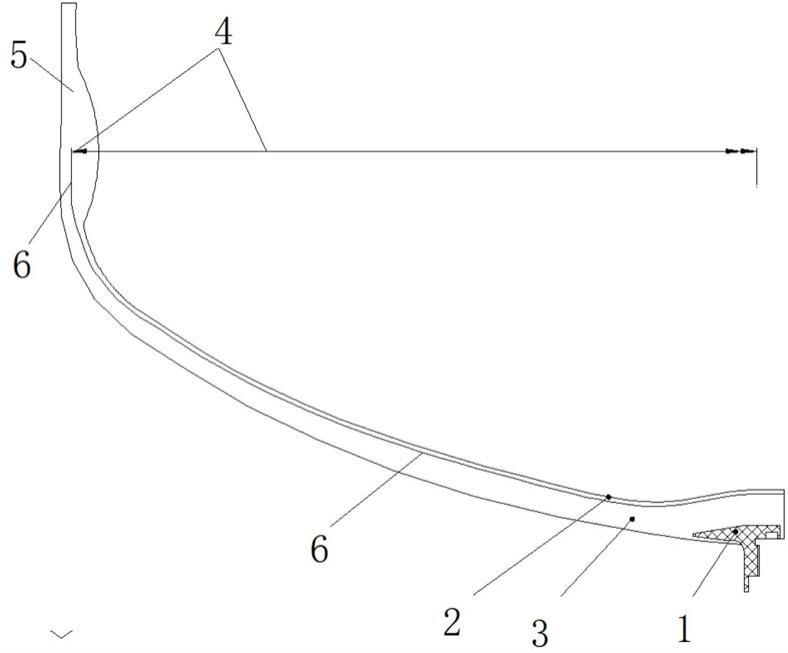
20.图1为本发明实施例中的pos机壳体的示意图;
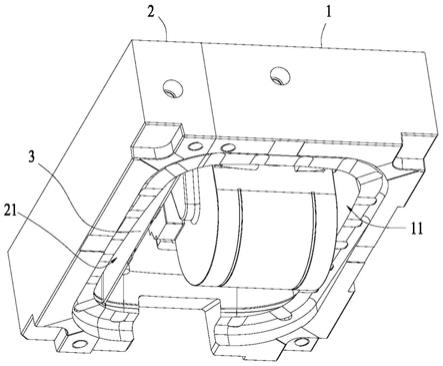
21.图2为本发明实施例中pos机壳体模具的上模的示意图;
22.图3为本发明实施例中pos机壳体模具的上模仰视示意图;
23.图4为本发明实施例中pos机壳体模具的上模立体示意图;
24.图5为本发明实施例中pos机壳体模具的上模灵另一视角的立体示意图。
25.图中:
26.1、主模;11、主型腔;12、第一进胶口;13、第一定位部;
27.2、侧模;21、侧型腔;22、第二进胶口;23、安装槽;24、凹位;25、第二定位部;
28.3、卡槽模;31、安装部;32、成型部;33、凸起;34、锁紧孔;
29.4、pos机壳体;41、刷卡槽。
具体实施方式
30.下面,结合附图1至附图5以及具体实施方式,对本发明做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
31.如图1至图3所示,本发明提供了一种用于图1所示pos机壳体注塑成型的pos机壳体模具,pos机壳体模具包括上模和与上模配合的下模。上模内设有型腔,上模包括主模1、侧模2和卡槽模3。主模1内设有主型腔11,主型腔11用于成型pos机壳体4的主体结构。侧模2位于主模1的一侧,侧模2内设有侧型腔21,用于成型pos机壳体4的侧壁。卡槽模3设置于主模1和侧模2之间用于成型pos机的刷卡槽41,卡槽模3将型腔分隔出主型腔11和侧型腔21,卡槽模3为钢模。在本实施例中,以钢模作为卡槽模3,在注塑成型时,钢模具有更高的熔点,具有更高的软化温度,从而提高卡槽模3对高温环境的适应性,避免高温液态塑料导致的卡槽模3变形,最终使得刷卡槽41按照预定的型材成型,提高刷卡槽41的成型质量。
32.具体来说,钢模包括普通钢材质的钢模,还包括一些特殊材质的钢模,比如,拓达钢材质的钢模。
33.如图3所示,在一些实施例中主模1上的靠近卡槽模3的位置设有第一进胶口12,侧模2上的靠近卡槽模3的一侧设有第二进胶口22。侧模2内的侧型腔21为体积较小的成型腔体,通常情况下无需为其开设注胶口。本实施例中,在卡槽模3的两侧均设有进胶口,如此,
第一进胶口12和第二进胶口22能够向卡槽模3的两侧注胶,从而使得卡槽模3的两侧的更加均衡,避免卡槽模3两侧的压力失衡而导致卡槽模3产生形变。
34.另外,仅仅在主模1上设置第一进胶口12时,液态塑料需要行进较长的距离才能达到至侧模2的侧型腔21内,从而导致液态塑料温度大幅度较低,导致液态塑料固化。但是,本实施例中,在侧模2上设置第二进胶口22,使得主模1、侧模2上均设有进胶口,缩短液态塑料的行进路线,避免液态塑料提前固化。
35.进一步地,第一进胶口12和第二进胶口22交错设置。
36.为了便于安装卡槽模3,如图4、图5所示,在一些实施例中,侧模2的朝向主模1的侧面设有安装槽23,卡槽模3嵌入安装槽23内。在本实施例,侧模2的朝向主模1的侧面具有安装槽23,如此,卡槽模3嵌入安装槽23内,从而与侧模2安装连接,在合模开模时,卡槽模3随侧模2一起移动。
37.当然,在卡槽模3的其他安装实施例中,安装槽23也可以设置于主模1的朝向侧模2的侧面,从而使得卡槽模3与主模1固定连接。
38.进一步地,如图4、图5所示,卡槽模3包括安装部31和成型部32,安装部31用于与侧模2连接,成型部32用于成型刷卡槽41,安装部31嵌入安装槽23内,安装部31的厚度大于成型部32的厚度,安装部31与成型部32连接,安装部31与成型部32的连接处设有开口成型面。在本实施例中,成型部32薄,能够适配银行卡、信用卡的厚度。安装部31厚,一方面,能够提高整体强度,便于卡槽模3的安装固定,另一方面,pos机在刷卡槽41的开口处具有过度面,安装部31的厚度大于成型部32的厚度时,在安装部31与成型部32的连接位置,需要在厚度上进行过度,从而使得在安装部31与成型部32的连接处具有开口成型面,该开口成型面用于成型开口处的过度面,便于成型刷卡槽41的开口。
39.进一步地,如图4、图5所示,安装槽23内设有凹位24,成型部32上设有与凹位24相适配的凸起33,凸起33嵌入凹位24内。在本实施例中,通过凹位24与凸起33的相适配,从而定位成型部32,便于成型部32在安装槽23内的定位安装。
40.进一步地,如图4、图5所示,安装槽23的两端设有均设有凹位24。成型部32的两端均设有凸起33,凸起33与凹位24一一对应设置,成型部32的两端均设有锁紧孔34,锁紧孔34朝向凹位24。卡槽模3用于成型刷卡槽41,因此,卡槽模3本身呈长条板状,在本实施例中,在成型部32的两端均设置锁紧孔34,借助紧固件将成型部32的两端固定于安装槽23内。另外,本实施例中,在成型部32端两端在原有厚度的基础上,再设置凸起33,对成型部32进一步加厚,增加锁紧孔34周围的厚度,提高安装部31的强度,使得安装部31能够适用于紧固件紧固,提高卡槽模3安装的稳定性。
41.在一些实施例中,型腔包括壳体成型腔和打印成型部,打印成型部位于壳体成型腔并向壳体底部方向延伸。
42.在一些实施例中,如图3所示,主模1的底部设有两个第一定位部13,两个第一定位部13位于主模1的远离侧模2一侧的两端。在主模1的远离侧模2的一侧的底部两端,均设有第一定位部13。侧模2的底部设有两个第二定位部25,两个第二定位部25位于侧模2的远离主模1一侧的两端。在侧模2的远离主模1的一侧的底部两端,均设有第二定位部25。以此形成在上模的四角均设有定位部,其中两个为第一定位部13,另外两个为第二定位部25,通过前述四个定位部与下模进行定位合模,提高合模的精度,提高pos机壳体4的成型精度。
43.在一些实施例中,第一定位部13和第二定位部25为定位槽,当然,在一些其他实施例中,第一定位部13和第二定位部25为定位柱。
44.上述实施方式仅为本发明的优选实施方式,不能以此来限定本发明保护的范围,本领域的技术人员在本发明的基础上所做的任何非实质性的变化及替换均属于本发明所要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。