1.本发明涉及纺织机,其具有控制单元、多个工作机构和供电装置,供电装置可被连接至纺纱厂电网并且包括用于工作机构供电的电源。本发明还涉及纺织机运行方法。
2.本发明尤其涉及制造交叉卷绕筒子的纺织机,其具有大量工位,每个工位具有带有可承受单独电机作用的工作机构的自由端转杯纺纱装置。
背景技术:
3.制造交叉卷绕筒子的纺织机的各种不同实施方式是已知的并且在大量申请的专利文献中被公开,其具有控制单元且特别是中央控制单元以及大量工位,每个工位配备有可承受单独电机作用的工作机构,其电源被连接至相应的工业设备的电网。
4.例如在ep2562114a2中描述了一种自动络筒机,其配备有许多工位,工位又具有多个电气部件和驱动装置。自动络筒机还具备控制和评估装置,在其中获得并存储有各组成部件的负载信息,以便根据需要可以进行晚些的故障分析。负载信息包括例如温度、电压和电流,其中,从电压和电流中计算出电功率并且也将其存储起来。如果出现这些参数中的一个或多个的意外增大,则由此推断出存在故障。
5.然而,纺织机的驱动装置的状态数据不仅可以如ep2562114a2所描述的那样被用于事后完成故障分析,还可以被用于其它方面。因为精确测量电流和电压是按照规定控制纺织机的转速可变驱动装置的变频器所需要的,故在纺织机连续工作期间中也能有意义地采用驱动装置的状态数据。此外,关于这种纺织机的运行,纺织机能耗优化也变得越来越重要。
6.在de102006040892a1中例如提出如此优化纺纱厂设备、在实施例中是环锭纺纱机或翼锭粗纺机的耗电,即,这些耗电负载的耗电被记录下来并由在纺纱厂设备的孤立转速下与当时所确定的能耗和在该转速下分别获得的产量来形成。这意味着,测定能耗与分别所获得的产量大小相关联。在此,为了获知能耗,在驱动装置例如其能耗与转速相关的电机上减去供电装置如变频器的能耗并在评估装置中自动将其转换为特性曲线族(kennlinienfeld)。
7.此外,在de102014016785a1中结合环锭纺纱机描述了可以如何根据电驱动装置的状态数据来计算纺织机总功耗。为此,纺织机具有相应设计的数字控制装置。即,在已知纺织机的数字控制装置中永久存储有计算总功耗所需的状态数据,因此只需相应的软件输入即可计算总功耗。
8.但上述的纺织机或其控制和评估装置的缺点是总是只能确定纺织机的当前或过去的总功耗。
技术实现要素:
9.鉴于上述现有技术,本发明基于以下任务,开发出一种装置或一种方法,其使纺织机的操作人员可以已预先检查当工作机构的特性曲线族的一个或多个参数被改变时电源
或工作机构的功耗如何变化。即,使用根据本发明的装置,操作人员已能预先检查在工作机构的特性曲线族的一个或多个参数变化时是否面临超过纺织机的电源或相关工作机构的允许功耗并造成纺织机因过热而通过“紧急停机”切入被关停。
10.根据本发明,如此完成该任务,即,该纺织机的控制单元具有控制和评估装置,在该控制和评估装置中依据已从各种可预设参数中创建的特性曲线族存储一个电源或一个工作机构的各自功耗,其中该控制和评估装置被设计成它在该工作机构的特性曲线族的一个或多个参数被调整时从特征曲线族计算所述电源或工作机构的功耗如何发展。
11.本发明尤其有以下优点,即,操作人员可以使用控制和评估装置以简单方式预先检查当工作机构的特性曲线族中的一个或多个参数改变时该工作机构和电源的能耗将如何发展。即,操作人员能快速可靠且不会产生任何负面影响地检查在该工作机构的特性曲线族的一个或多个参数调整时是否会面临纺织机的“紧急停机”切入,因为例如电源和/或工作机构的功耗和/或纺织机总功耗将会不允许地增大。
12.为此,该控制和评估装置优选包括设计成显示预先计算功耗的显示器。
13.该控制和评估装置优选被设计成将预先计算功耗与允许功耗进行比较并且如果超出允许功耗则发信示警。在该警报范围内,例如可以借助显示器要求操作人员不执行所输入的参数改变或调节或输入其它参数。
14.纺织机优选包括许多工位,其中所述工位具有可承受单独电机作用的且其功耗被预先计算的工作机构。
15.与一个工位的多个可承受单独电机作用的工作机构相关地特别有利的是预先算出被分配给该工位的电源的功耗,该电源给该工位的可承受单独电机作用的工作机构供电。可以由单个电机作用的工位。在这样的拓扑中,工位的电源通常是瓶颈。
16.纺织机也可具备其功耗被预先计算的中央工作机构。例如这种中央工作机构可以是抽吸设备的驱动装置。例如该抽吸设备可以提供预定的纺纱负压。
17.在一个有利的实施方式中,可承受电动机作用的工作机构被分配给自由端转杯纺纱装置的工位。可承受电动机作用的工作机构优选包括纤维条子喂给罗拉用单独驱动装置、纤维条子开松辊用单独驱动装置、纺纱转杯用单独驱动装置和纱线退绕装置用单独驱动装置。相应地,纱线支数(garnfeinheit)、纤维类型、捻系数(drehungsbeiwert)、转杯直径、转杯速度、开松辊速度和/或纺纱负压被考虑作为这些工作机构的特性曲线族的参数。即,工作机构的功耗由上述参数中的一个或多个来表征,视要重新调整其中工作机构而定。例如纺纱转杯驱动装置的功耗主要取决于转杯直径和转杯速度,而开松辊驱动装置的功耗例如主要取决于开松辊速度、纤维类型和/或纱线支数。单独驱动装置的功耗也影响馈电电源的功耗,其功耗优选也被预先计算。
18.本发明的纺织机不一定必须被设计成自由端转杯纺纱机,而是也可以被设计成环锭纺纱机。作为工作机构的特性曲线族的参数,于是可以考虑锭子转速、钢丝圈重量和/或环圈直径。
19.纺织机也可以被设计成卷绕机。作为工作机构的特性曲线族的参数,在此情况下可以考虑卷绕速度。
20.在另一个有利实施方式中,纺织机的控制和评估装置在确定所述电源或工作机构的功耗时还考虑纺织机的特殊工作状态。即,这种要考虑的特殊工作状态例如是在纺织机
的纺纱/卷绕作业期间出现的纺纱中断和/或在纺织机的纺纱/卷绕作业期间按统计平均值同时处于工作中的工位的数量。
21.对于这种特殊的工作状态,也确定一个电源或工作机构的功耗,其中,纺织机的控制和评估装置例如以经验值工作。即,在计算纺织机的总功耗或者电源的功耗时,当一个工作机构具有所述工作状态ein时,考虑作为经验值所存储的该工作机构的功耗。
22.在纺织机中所采用的本发明方法的特点是,该纺织机的控制单元具有控制和评估装置,在该控制和评估装置中依据已从各种可预定参数中创建的特性曲线族存储一个电源或一个工作机构的各自功耗,其中该控制和评估装置被设计成它在该工作机构的特性曲线族的一个或多个参数被调整时计算所述电源或工作机构的功耗如何发展。
23.因此,操作人员因此可以快速、容易且可靠地检查在重新调节一个工作机构的特性曲线族的一个或多个参数时是否存在一个电源或一个工作机构的功耗和/或纺织机总功耗增大至将超出一些单独部件的允许功耗且纺织机面临“紧急停机”切入的危险。
附图说明
24.以下将基于如图所示的实施例来更详细说明本发明,其中:
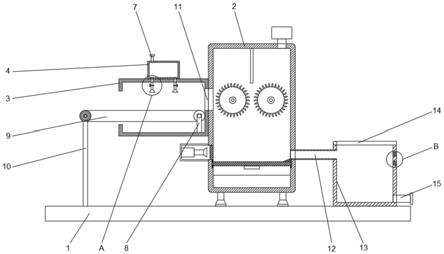
25.图1以立体图示出制造交叉卷绕筒子的纺织机、在实施例中是自由端转杯纺纱机,其具有的中央控制单元包括根据本发明所设计的控制和评估装置,
26.图1a示出本发明纺织机的供电装置的示意图,
27.图2以侧视图非常示意性地示出图1所示的纺织机的工位,其具有位于一个工位区域内的服务机组,
28.图3以局部截面图示出这种工位的自由端转杯纺纱装置的可由单独电机驱动的工作机构,
29.图4a示出特性曲线族的第一例子,和
30.图4b示出特性曲线族的另一例子。
31.附图标记列表
[0032]1ꢀꢀꢀꢀꢀꢀꢀ
自由端转杯纺纱机
[0033]2ꢀꢀꢀꢀꢀꢀꢀ
工位
[0034]3ꢀꢀꢀꢀꢀꢀꢀ
自由端转杯纺纱装置
[0035]4ꢀꢀꢀꢀꢀꢀꢀ
卷绕装置
[0036]5ꢀꢀꢀꢀꢀꢀꢀ
服务机组
[0037]6ꢀꢀꢀꢀꢀꢀꢀ
纺纱条筒
[0038]7ꢀꢀꢀꢀꢀꢀꢀ
交叉卷绕筒子
[0039]8ꢀꢀꢀꢀꢀꢀꢀ
筒子架
[0040]9ꢀꢀꢀꢀꢀꢀꢀ
空筒管
[0041]
10
ꢀꢀꢀꢀꢀꢀ
卷绕滚筒
[0042]
11
ꢀꢀꢀꢀꢀꢀ
中央控制单元
[0043]
12
ꢀꢀꢀꢀꢀꢀ
总线系统
[0044]
13
ꢀꢀꢀꢀꢀꢀ
控制装置/工位
[0045]
14
ꢀꢀꢀꢀꢀꢀ
交叉卷绕筒子输送系统
[0046]
15
ꢀꢀꢀꢀꢀꢀ
空筒管库
[0047]
16
ꢀꢀꢀꢀꢀꢀ
筒管供应轨道
[0048]
17
ꢀꢀꢀꢀꢀꢀ
导轨
[0049]
18
ꢀꢀꢀꢀꢀꢀ
导轨
[0050]
19
ꢀꢀꢀꢀꢀꢀ
控制装置/服务机组
[0051]
20
ꢀꢀꢀꢀꢀꢀ
筒管夹持机构
[0052]
21
ꢀꢀꢀꢀꢀꢀ
纱线退绕装置
[0053]
22
ꢀꢀꢀꢀꢀꢀ
辅助纱线供应装置
[0054]
23
ꢀꢀꢀꢀꢀꢀ
纱线铺置装置
[0055]
24
ꢀꢀꢀꢀꢀꢀ
中央电源
[0056]
25
ꢀꢀꢀꢀꢀꢀ
纺纱厂电网
[0057]
26
ꢀꢀꢀꢀꢀꢀ
纱线横动装置
[0058]
27
ꢀꢀꢀꢀꢀꢀ
纤维条子开松辊
[0059]
28
ꢀꢀꢀꢀꢀꢀ
纱线转送装置
[0060]
29
ꢀꢀꢀꢀꢀꢀ
吸嘴
[0061]
30
ꢀꢀꢀꢀꢀꢀ
纱线
[0062]
31
ꢀꢀꢀꢀꢀꢀ
单独驱动装置/开松辊
[0063]
32
ꢀꢀꢀꢀꢀꢀ
电源/抽吸设备
[0064]
33
ꢀꢀꢀꢀꢀꢀ
电机/抽吸设备
[0065]
34
ꢀꢀꢀꢀꢀꢀ
单独驱动装置/纺纱转杯
[0066]
35
ꢀꢀꢀꢀ
电源/工位
[0067]
36
ꢀꢀꢀꢀꢀ
控制线/纱线退绕装置
[0068]
37
ꢀꢀꢀꢀꢀ
纤维条子喂给罗拉
[0069]
38
ꢀꢀꢀꢀꢀ
单独驱动装置/纤维条子喂给罗拉
[0070]
39
ꢀꢀꢀꢀꢀ
控制线/纤维条子喂给罗拉
[0071]
40
ꢀꢀꢀꢀꢀ
纺纱转杯
[0072]
41
ꢀꢀꢀꢀꢀ
控制和评估装置
[0073]
42
ꢀꢀꢀꢀꢀ
控制线/开松辊
[0074]
43
ꢀꢀꢀꢀꢀ
供电装置
[0075]
44
ꢀꢀꢀꢀꢀ
单独驱动装置/纱线退绕装置
[0076]
45
ꢀꢀꢀꢀꢀ
直流电压网
[0077]
48
ꢀꢀꢀꢀꢀ
转杯直径/小
[0078]
49
ꢀꢀꢀꢀꢀ
转杯直径/中等
[0079]
50
ꢀꢀꢀꢀꢀ
转杯直径/大
[0080]
51
ꢀꢀꢀꢀꢀ
临界上限
[0081]
53
ꢀꢀꢀꢀꢀ
纱线支数/细
[0082]
54
ꢀꢀꢀꢀꢀ
纱线支数/中等
[0083]
55
ꢀꢀꢀꢀꢀ
纱线支数/粗
具体实施方式
[0084]
图1示出制造交叉卷绕筒子的纺织机、在实施例中是自由端转杯纺纱机1的立体图,其所具有的中央控制单元11配备有根据本发明所设计的控制和评估装置41。众所周知地,这种自由端转杯纺纱机1具有大量工位2,其中每个工位都配备有一个自由端转杯纺纱装置3和一个卷绕装置4。这种自由端转杯纺纱机1还通常接受服务机组5的服务,服务机组当在一个工位2上需要采取行动时介入。例如,当必须在其中一个工位2上将完成的交叉卷绕筒子7更换为新的空筒管9时就存在这种行动需求。
[0085]
如已知且因此没有更详细说明地,在自由端转杯纺纱机1的自由端转杯纺纱装置3中,储备在纺纱条筒6内的纤维条子被纺成纱线30,纱线随后在卷绕装置4上被卷绕成交叉卷绕筒子7。为此,如图2和图3示意性所示地,卷绕装置4分别配备有用于可旋转保持空筒管9或交叉卷绕筒子7的筒子架8、用于有限转动这些部件的卷绕滚筒10以及横动装置26。
[0086]
所示的自由端转杯纺纱机1还如上所说明地具有中央控制单元11,其配备有根据本发明所设计的控制和评估装置41。中央控制单元11在此通过总线系统12连接到工位2的控制装置13和服务机组5的控制装置19。
[0087]
此外,这种自由端转杯纺纱机1通常配备有用于排出制成的交叉卷绕筒子7的交叉卷绕筒子输送装置14和主要由空筒管库15以及筒管供应轨道16组成的空筒管供应装置。服务机组5可以在布置在自由端转杯纺纱机1之上或之处的导轨17、18上沿工位2移动,并且根据需要可被定位在发出请求的工位2处,如在图2中所示意性示出的那样。
[0088]
为了给电气部件供电,自由端转杯纺纱机1具有供电装置43。供电装置43为此被连接至纺纱厂电网25。供电装置43为此包括多个电源,这些电源适配于自由端转杯纺纱机1所使用的驱动装置的结构和类型。在本实施例中,自由端转杯纺纱机1包括内部直流电压网45,这些单独工位2借此被供应电能。直流电压网45通过中央电源24被纺纱厂电网25供电。电源24为此被设计为整流器。为了给工位2供电,每个工位2具有降低直流电压网45的电压的自身的电源35。
[0089]
供电装置43具有另一个中央电源32,其也由纺纱厂电网25供电。电源32被设计为逆变器。电源32给未详细示出的中央抽吸设备的电机33供应电能。抽吸设备所提供的负压是工位2的自由端转杯纺纱装置3所需要的。
[0090]
图2在侧视图中极其示意性地示出自由端转杯纺纱机1的工位2连同位于工位2前面的服务机组5。
[0091]
这种自由端转杯纺纱机1的工位2均具有一个纺纱装置3(带有如图3更详细所示的各种的可被单独电机驱动的工作机构)和带有筒子架8的卷绕装置4,在筒子架中可转动地安装交叉卷绕筒子7或空筒管9。在纺纱/卷绕工作期间,交叉卷绕筒子7或空筒管9靠置在卷绕滚筒10上,卷绕滚筒以摩擦配合方式驱动交叉卷绕筒子7或空筒管9。
[0092]
这种卷绕装置4通常还配备有纱线横动装置26,其确保在自由端转杯纺纱装置3中生产的纱线30以交叉层的方式被卷绕到安装在筒子架8中的络纱筒子上。
[0093]
如还可以看出地,每个工位2还具有通过总线系统12与纺纱机1的中央控制单元11相连的工位自身的控制装置13、可被单独电机驱动的纱线退绕装置21以及工位自身的可旋转安装的吸嘴29。
[0094]
此外,交叉卷绕筒子输送系统14和筒管供应轨道16布置在工位2的后面或上面。
[0095]
通常被设计成相同且在导轨17、18上可沿工位2移动地安装的服务机组5尤其被用在在工位2之一上等待交叉卷绕筒子/空筒管更换之时。除了通过总线系统12连接到自由端转杯纺纱机1的中央控制单元11的控制装置19外,服务机组5还具有各种操作装置,它们允许服务机组5根据需要执行按照规定的交叉卷绕筒子/空筒管更换且同时也给相关工位2的自由端转杯纺纱装置3提供接头纱线。这种服务机组5例如具备所谓的筒子架开启机构(未示出)和可压到交叉卷绕筒子7表面上的也未示出的顶压驱动臂(ausstoβ-und antriebsarm)。服务机组5还具有筒管夹持装置20,借此能拿取通过筒管供应轨道16被送至工位2区域中的空筒管9并将其转送入筒子架8。此外,这种服务机组5配备有用于提供接头纱线的辅助线输纱线供应装置22、纱线铺置装置23以及纱线转送装置28。
[0096]
由于这种服务机组5的工作方式是已知的,故放弃对此进一步说明。
[0097]
图3按照较大比例以局部截面图示出自由端转杯纺纱装置3连同所属的纱线退绕装置21。如图所示,自由端转杯纺纱装置3的各不同工作机构和纱线退绕装置21均由单独电机驱动。就是说,以非接触方式安装在磁轴承中的纺纱转杯40承受单独电动机驱动装置34的作用。纺纱转杯40的单独驱动装置34被直接连接到工位2的电源35以便供电。纺纱转杯40的单独驱动装置34具备自己的控制装置(未示出),其根据需要驱动纺纱转杯40。工位2具备工位本身的控制装置13,其也由工位2的电源35供电。控制装置13又通过总线系统12连接到自由端转杯纺纱机1的中央控制单元11,并因此连接到控制和评估装置41。
[0098]
工位2的控制装置13控制工位2的其它单独驱动装置的工作。这包括纤维条子开松辊27的单独驱动装置31,该单独驱动装置通过控制线42连接到控制装置13。相应地,纤维条子喂给罗拉37的单独驱动装置38通过控制线39接受作用。纱线退绕装置21由单独驱动装置44驱动,其又通过控制线36连接到控制装置13。
[0099]
如上所说明地,自由端转杯纺纱装置3的各种不同的工作机构的电动机单独驱动装置31、34、38、44可以根据需要以规定的转速被驱动。这种驱动装置的功耗在此根据各种不同的参数例如转速有时显著增大。
[0100]
图4a和图4b借助曲线图表示存储在自由端转杯纺纱机1的中央控制单元11的控制和评估装置41中的特性曲线族的例子,借助该特性曲线族能简单查明在特定转速下的自由端转杯纺纱装置3的各不同驱动部分的单独驱动装置31、34、38、44的电功耗。相应地,也从这些待供电的各组成部件的电功耗之和中得出工位2的电源35的电功耗。
[0101]
图4a例如示出在确定自由端纺纱转杯40的单独驱动装置34的功耗变化时的特性曲线族。作为要考虑的参数,在实施例中考虑转杯直径和转杯速度。曲线48在此表示纺纱转杯40的单独驱动装置34的功耗变化,纺纱转杯40的直径相对小。曲线49和50相应表示具有中等直径或大直径的纺纱转杯情况下的单独驱动装置34的功耗变化。此外,纺纱转杯驱动装置34的临界功耗区域在曲线图中用附图标记51表示。
[0102]
图4b结合特性曲线族示出纤维条子开松辊27的单独驱动装置31的功耗变化。与纤维条子开松辊27的单独驱动装置31的功耗变化相关地,作为参数,除开松辊转速外,还考虑例如纱线支数。曲线53、54、55示例性表示具有不同纱线支数的单独驱动装置31的功耗变化,其中,曲线53表示细纱支数时的变化,曲线54表示中等纱线支数时的变化,曲线55表示粗纱支数时的变化。
[0103]
影响单独驱动装置的功耗的其它参数还可以是例如纤维类型和/或在纺织机1的
纺纱/卷绕工作期间出现的纺纱中断。在这些情况下,也可以通过相对简单的方式借助相应的特性曲线族预先进行自由端转杯纺纱装置3的单独驱动装置的功耗或者纺织机1在特定工作状态下的总功耗的比较精确的确定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。