1.本发明涉及电力设备制造技术领域,特别涉及一种低噪声非晶合金油浸变压器及其制造方法。
背景技术:
2.随着人民生活水平的提高,对周围环境的要求也越来越高,低噪声变压器已经是未来发展的主要方向。同时,非晶合金变压器的空载损耗比s9 系列规定值下降约75%,比s11(硅钢卷铁心)降低65%左右。非晶合金铁心变压器可大大降低运行费用,节能效果显著,是国家大力推广的产品。非晶合金变压器的缺点是噪声较大,主要是由导磁材料的磁致伸缩引起的,非晶合金的磁致伸缩成都比硅钢片大10%;其次非晶合金带材硬而脆,不能承受力的作用,非晶合金铁心装配过程受力也是导致非晶油变噪声较大的主要原因。目前,多数厂家降低非晶合金油变噪声主要从铁心材质和设计上进行着手,这样必然导致材料成本增加。现有产品成本较高,噪声符合国标,但对特殊区域要求不满足,如敏感区的噪声要求。
技术实现要素:
3.本发明实施例的目的是提供一种低噪声非晶合金油浸变压器及其制造方法,通过在变压器本体的芯柱及上铁轭的表面包裹消音材料,从整体上消减了非晶合金铁心产生的噪声,并降低了变压器因受带材本身材质及外力影响造成的非晶合金油变噪声偏大的问题,满足了噪声敏感区域对变压器噪声的影响。
4.为解决上述技术问题,本发明实施例的第一方面提供了一种低噪声非晶合金油浸变压器,包括:变压器本体、第一消音组件和第二消音组件;
5.所述第一消音组件设置于所述变压器本体的芯柱和/或上铁轭的外表面,且与所述芯柱外表面和/或所述上铁轭外表面紧密连接;
6.所述第二消音组件设置于所述变压器本体铁心搭接处外表面。
7.进一步地,所述第一消音组件和/或所述第二消音组件为消音绝缘纸。
8.进一步地,所述消音绝缘纸的厚度为0.08-0.25mm。
9.进一步地,所述消音纸厚度在0.15mm-0.18mm。
10.进一步地,所述第一消音组件与所述第二消音组件重合部分通过纸胶带固定。
11.进一步地,所述低噪声非晶合金油浸变压器还包括:第三减震组件;
12.所述第三减震组件设置于所述变压器本体铁心搭接处与所述变压器本体外包硅钢片之间。
13.进一步地,所述第三减震组件包括:减震胶垫。
14.进一步地,所述变压器本体的所述铁芯搭接处端面涂覆有玻璃胶。
15.进一步地,所述玻璃胶为中性硅酮胶。
16.进一步地,所述低噪声非晶合金油浸变压器还包括:上夹件、下夹件、侧夹件和拉螺杆;
17.所述上夹件、所述下夹件和所述侧夹件设置于所述变压器本体上;
18.所述上夹件和所述下夹件通过所述拉螺杆连接。
19.相应地,本发明实施例的第二方面提供了一种低噪声非晶合金油浸变压器制造方法,用以制造上述任一低噪声非晶合金油浸变压器,包括如下步骤:
20.将第一消音组件包裹于变压器本体的芯柱和/或上铁轭的外表面,并使用纸胶带将相邻所述第一消音组件的结合部封闭;
21.通过纸胶带将所述第一消音组件和所述第二消音组件的重合部进行固定,
22.对所述铁心搭接处进行均匀晃动,并在所述铁心搭接处和外包硅钢片之间设置第三减震组件;
23.对所述铁心搭接处端面涂覆玻璃胶,将所述铁心搭接处上下端面处的搭接缝隙封闭;
24.将第二消音组件包裹于所述变压器本体铁心搭接处外表面,并使用纸胶带将相邻的所述第二消音组件的结合部封闭。
25.进一步地,所述将第二消音组件包裹于所述变压器本体铁心搭接处外表面并使用纸胶带将相邻的所述第二消音组件的结合部封闭之后,还包括:
26.在所述外包硅钢片与下夹件之间设置第一垫片;
27.在上夹件和所述下夹件装配后对所述变压器本体进行翻转,抽出所述第一垫片。
28.进一步地,所述将第二消音组件包裹于所述变压器本体铁心搭接处外表面并使用纸胶带将相邻的所述第二消音组件的结合部封闭之后,还包括:
29.对拉螺杆进行逐步紧固后,使用薄环氧板检测所述下夹件和所述变压器本体铁心之间的缝隙是否满足要求,如满足则装配侧夹件。
30.本发明实施例的上述技术方案具有如下有益的技术效果:
31.通过在变压器本体的芯柱及上铁轭的表面包裹消音材料,从整体上消减了非晶合金铁心产生的噪声,并降低了变压器因受带材本身材质及外力影响造成的非晶合金油变噪声偏大的问题,满足了噪声敏感区域对变压器噪声的影响。
附图说明
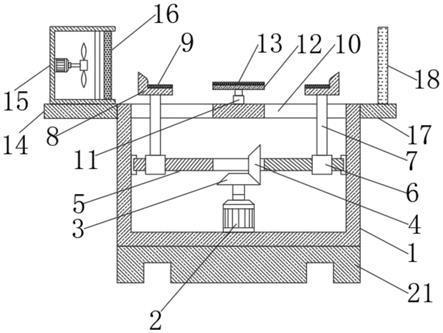
32.图1是本发明实施例提供的低噪声非晶合金油浸变压器铁心消音示意图;
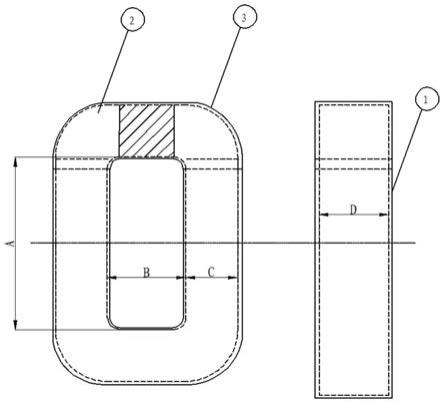
33.图2是本发明实施例提供的消音绝缘材料搭接处包裹示意图;
34.图3是本发明实施例提供的低噪声非晶合金油浸变压器剖面图;
35.图4是本发明实施例提供的低噪声非晶合金油浸变压器制造方法流程图。
36.附图标记:
37.1、第一消音组件,2、变压器本体铁心,3、第二消音组件,4、上夹件,5、下夹件,6、拉螺杆。
具体实施方式
38.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本
发明的概念。
39.图1是本发明实施例提供的低噪声非晶合金油浸变压器铁心消音示意图。
40.图2是本发明实施例提供的消音绝缘材料搭接处包裹示意图。
41.图3是本发明实施例提供的低噪声非晶合金油浸变压器剖面图。
42.请参照图1、图2和图3,本发明实施例的第一方面提供了一种低噪声非晶合金油浸变压器,包括:变压器本体、第一消音组件和第二消音组件。其中,第一消音组件设置于变压器本体的芯柱和/或上铁轭的外表面,且与芯柱外表面和/或上铁轭外表面紧密连接;第二消音组件设置于变压器本体铁心搭接处外表面。
43.在本发明实施例的一个具体实施方式中,第一消音组件和/或第二消音组件为消音绝缘纸。采用消音绝缘纸对非晶合金铁心芯柱和上铁轭部分进行完全包裹,使消音绝缘纸完全贴近铁心,并采用胶带纸将相邻的绝缘消音纸的缝隙完全封闭。
44.具体的,消音绝缘纸可采用特殊隔音材料生产,具有一定的厚度和绝缘纸表面覆膜。
45.进一步地,消音绝缘纸的厚度为0.08-0.25mm。
46.优选的,消音绝缘纸厚度在0.15mm-0.18mm,此时,消音绝缘纸具有更好的消音特性。
47.此外,第一消音组件与第二消音组件重合部分通过纸胶带固定。
48.可选的,低噪声非晶合金油浸变压器还包括:第三减震组件。第三减震组件设置于变压器本体铁心搭接处与变压器本体外包硅钢片之间。
49.进一步地,第三减震组件包括:减震胶垫。
50.此外,变压器本体的铁芯搭接处端面涂覆有玻璃胶。
51.可选的,玻璃胶为中性硅酮胶。
52.具体的,低噪声非晶合金油浸变压器还包括:上夹件、下夹件、侧夹件和拉螺杆;上夹件、下夹件和侧夹件设置于变压器本体上;上夹件和下夹件通过拉螺杆连接。
53.图4是本发明实施例提供的低噪声非晶合金油浸变压器制造方法流程图。
54.相应地,请参照图4,本发明实施例的第二方面提供了一种低噪声非晶合金油浸变压器制造方法,用以制造上述任一低噪声非晶合金油浸变压器,包括如下步骤:
55.s100,将第一消音组件包裹于变压器本体的芯柱和/或上铁轭的外表面,并使用纸胶带将相邻第一消音组件的结合部封闭。
56.通过将第一消音组件即消音绝缘纸完全贴紧变压器本体铁心,避免出现褶皱或包裹不完整的问题,降低了变压器的噪声。
57.s200,通过纸胶带将第一消音组件和第二消音组件的重合部进行固定。
58.通过使用消音绝缘纸将铁心搭接处进行完全包裹,并对其接缝部分采用纸胶带粘贴,使整个变压器本体铁心完全包裹于消音绝缘纸内部,降低了变压器本体铁心的噪声。
59.s300,对铁心搭接处进行均匀晃动,并在铁心搭接处和外包硅钢片之间设置第三减震组件。
60.在变压器本体铁心叠装后,通过对铁心搭接处进行均匀力进行处理,释放了因变压器本体铁心叠装产生的应力,减小了变压器本体铁心因应力因素造成的局部噪声过大,使变压器本体铁心处于一个自然的状态。
61.通过在非晶合金铁心搭接处与外包硅钢片之间设置第三减震组件即减震胶垫,减小了变压器的局部噪声。
62.s400,对铁心搭接处端面涂覆玻璃胶,将铁心搭接处上下端面处的搭接缝隙封闭。
63.通过对铁心搭接处端面均匀涂覆玻璃胶,将变压器本体铁心上下两面的搭接缝隙完全封闭,降低了铁心搭接处的震动,减少了铁心连接处噪声的产生。
64.s500,将第二消音组件包裹于变压器本体铁心搭接处外表面,并使用纸胶带将相邻的第二消音组件的结合部封闭。
65.通过将第二消音组件(可为消音绝缘纸)对铁心搭接处进行完全包裹,并在包裹完毕后使用纸胶带将相邻两个消音绝缘纸的缝隙完全封闭。
66.进一步地,在步骤s500,即将第二消音组件包裹于变压器本体铁心搭接处外表面并使用纸胶带将相邻的第二消音组件的结合部封闭之后,还包括:
67.s610,在外包硅钢片与下夹件之间设置第一垫片。
68.s620,在上夹件和下夹件装配后对变压器本体进行翻转,抽出第一垫片。
69.第一垫片具有一定的厚度,将具有一定厚度的第一垫片垫于铁心搭接处的外包硅钢片下面,待上夹件和下夹件装配完成后对变压器本体进行翻转,再将第一垫片抽出,保障了变压器本体铁心与下夹件之间具有一定的安全距离,防止因装配过程中下夹件变形造成变压器本体铁心受力而导致的局部变压器噪声过大的问题。
70.可选的,第一垫盘的厚度范围为5mm-10mm。
71.进一步地,将第二消音组件包裹于变压器本体铁心搭接处外表面并使用纸胶带将相邻的第二消音组件的结合部封闭之后,还包括:
72.s700,对拉螺杆进行逐步紧固后,使用薄环氧板检测下夹件和变压器本体铁心之间的缝隙是否满足要求,如满足则装配侧夹件。
73.在拉螺杆逐步紧固后,采用薄环氧板对紧固后的上夹件和下夹件与变压器本体铁心之间是否存在一定的缝隙,以保证变压器本体铁心不受外力影响;在确认具有一定缝隙后,进行侧夹件的装配,以降低装配因素对噪声的影响。
74.本发明实施例旨在保护一种低噪声非晶合金油浸变压器及其制造方法,其中低噪声非晶合金油浸变压器包括:变压器本体、第一消音组件和第二消音组件;第一消音组件设置于变压器本体的芯柱和/或上铁轭的外表面,且与芯柱外表面和/或上铁轭外表面紧密连接;第二消音组件设置于变压器本体铁心搭接处外表面。上述技术方案具备如下效果:
75.通过在变压器本体的芯柱及上铁轭的表面包裹消音材料,从整体上消减了非晶合金铁心产生的噪声,并降低了变压器因受带材本身材质及外力影响造成的非晶合金油变噪声偏大的问题,满足了噪声敏感区域对变压器噪声的影响。
76.应当理解的是,本发明的上述具体实施方式仅仅用于示例性说明或解释本发明的原理,而不构成对本发明的限制。因此,在不偏离本发明的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。此外,本发明所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。