1.本发明涉及冶金、轧制技术领域,尤其涉及一种线材摩根轧机配套达涅利减定径机的辊缝设定方法。
背景技术:
2.包钢长材厂1#线是高速线材生产厂,主体轧机设备是从摩根公司引进的摩根第五代轧机,其中包括预精轧机、精轧机、夹送辊、和吐丝机等。
3.为了提高产品尺寸精度,包钢长材厂1#线于2020年在精轧机后增加了减定径机组,但是减定径机是由意大利达涅利生产。美国摩根精轧机和意大利达涅利减定径机的孔型及辊缝设计的方法不同,造成轧制过程中预精轧、精轧、减定径之间张力不稳定,现场生产时调整困难,堆钢事故频发。
4.由于是高速轧制,轧制线稳定轧制的关键因素之一是各机架之间的微张力控制。通常集中传动的线材轧机之间的微张力通过孔型及辊缝设计来保证。因此,为了保证工艺顺行,产品尺寸能够达到“c”级精度,必须重新设计一套辊缝,使摩根轧机和达涅利轧机的辊缝能很好的配合,实现减少事故、稳定生产。
技术实现要素:
5.本发明的目的是提供一种线材摩根轧机配套达涅利减定径机的辊缝设定方法,保证各机架间张力合理,轧制过程稳定进行。
6.为解决上述技术问题,本发明采用如下技术方案:
7.一种线材摩根轧机配套达涅利减定径机的辊缝设定方法,包括如下步骤:
8.s1.根据坯料1502方坯及产品规格尺寸ф6.5mm,确定总延伸系数为671.9;
9.s2.按照椭圆-圆孔型系统允许的最大道次延伸系数及轧机电机能力,将总轧制道次由28道次调整为30道次;
10.s3.减定径4机架为必过道次,因此精轧机选择8道次,根据总延伸系数671.9及轧制道次30道次合理分配各道次延伸系数;
11.s4.根据坯料截面积及道次延伸系数确定各道次截面积;
12.s5.根据各道次截面积设计道次孔型参数及辊缝值;
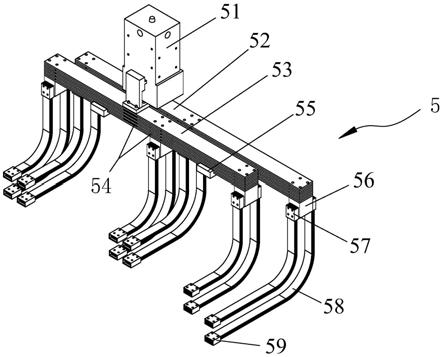
13.s6.按照孔型参数进行导卫设计及轧辊、辊环及导卫备件的制作安装;
14.s7.进行试生产,总结和修正各道次辊缝值,保证工艺生产稳定及产品尺寸精度。
15.进一步的,所述步骤s2中第19架、20架空过,即算上空过的两个道次共计32道次。
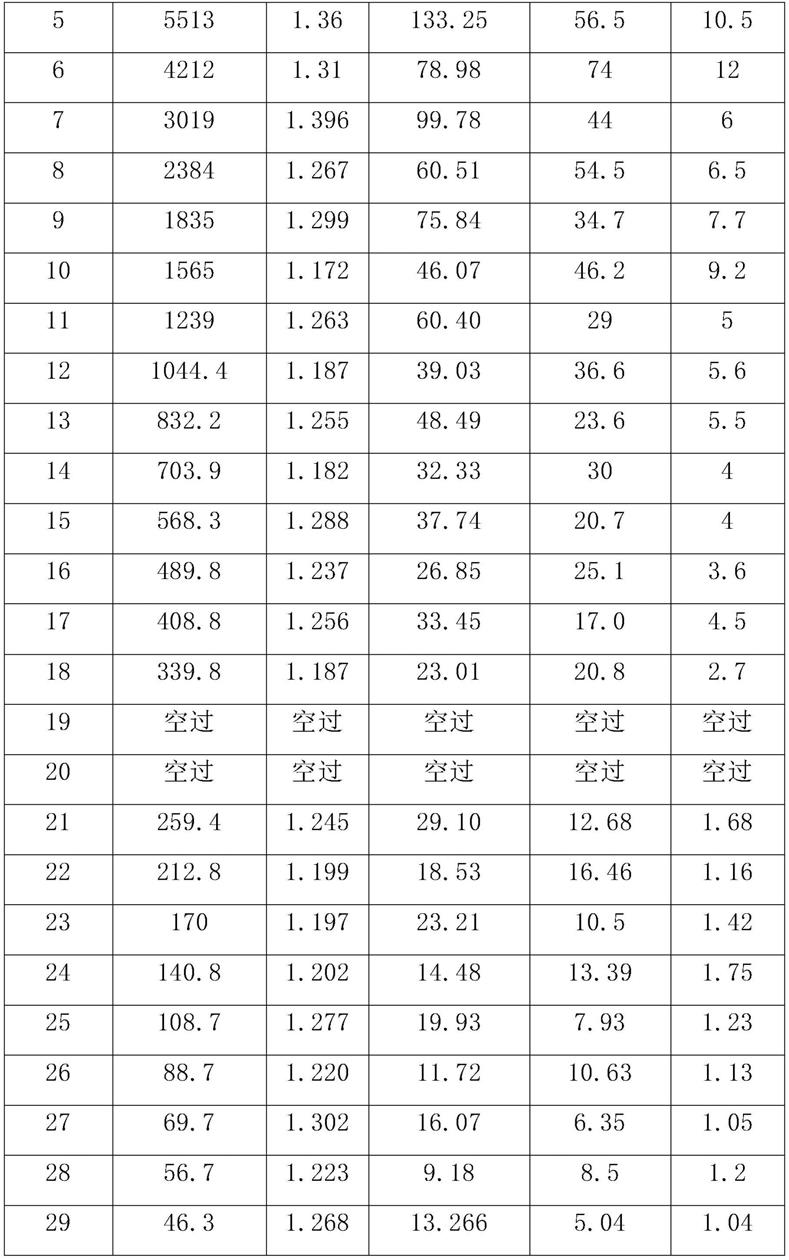
16.进一步的,1502方坯经30道次轧制ф6.5各架次延伸系数及孔型参数如下表所示:
17.[0018][0019]
与现有技术相比,本发明的有益技术效果:
[0020]
本发明的方法使得摩根轧机和达涅利轧机的辊缝能很好的配合,减少堆钢事故,提高产品尺寸精度。
[0021]
可以实现在摩根五代高速线材轧机上配套安装达涅利4机架减定径机组,保证工艺稳定和产品质量,对于国内使用摩根五代高速线材轧机的企业,我们认为此项发明很具
有实用推广价值。效益说明:按每年生产高效益产品6万吨,吨钢产品效益50元计算,可以创效300万元,,每年减少停轧时间10小时计算,每小时产量100吨,每吨利润200元,每年因工艺稳定减少停机时间创造效益为:100x10x200=20万元,每年因工艺稳定,减少事故碎断150吨,每吨成品与废钢差价2000元,每年因工艺稳定减少碎断可以创造效益为:150x 2000=30万元,故直接经济效益每年约:300 20 30=350(万元)。
具体实施方式
[0022]
达涅利减定径机组为双模块多档速比可选的传动模式,4机架采用椭圆-圆-圆-圆孔型系统,先根据轧制规格及减定径机每道次的的转速及传动比确定进入减定径来料轧件的截面积(高x宽),再根据原料坯料及摩根轧机28#架出口截面积确定总延伸系数,参考椭圆-圆孔型系统推荐的延伸系数合理分配每架次延伸系数,根据延伸系数计算出1#架-28#架各架次截面积(高x宽),新设计各架次孔型尺寸,并根据生产变形量经验数据,重新给出各架辊缝值,按孔型尺寸进行配辊及加工,上线进行调试。最终实现工艺顺行,产品尺寸精度达到“c”级。
[0023]
高速线材轧钢主要生产步骤:
[0024]
连铸坯验收、上料
→
钢坯加热
→
高压水除鳞
→
粗轧机轧制
→
中轧机轧制
→
预精轧机轧制
→
精轧机轧制
→
减定径机轧制
→
控制水冷
→
测径仪
→
吐丝机
→
斯太尔摩辊道冷却
→
集卷
→
修剪、表面质量检查
→
打包
→
称重
→
挂牌
→
入库。
[0025]
一种线材摩根轧机配套达涅利减定径机的辊缝设定方法,具体包括如下步骤:
[0026]
s1.根据坯料1502方坯及产品规格尺寸ф6.5mm,确定总延伸系数为671.9;
[0027]
s2.按照椭圆-圆孔型系统允许的最大道次延伸系数及轧机电机能力,将总轧制道次由28道次调整为30道次;
[0028]
s3.减定径4机架为必过道次,因此精轧机选择8道次,根据总延伸系数671.9及轧制道次30道次合理分配各道次延伸系数;
[0029]
s4.根据坯料截面积及道次延伸系数确定各道次截面积;
[0030]
s5.根据各道次截面积设计道次孔型参数及辊缝值;
[0031]
s6.按照孔型参数进行导卫设计及轧辊、辊环及导卫备件的制作安装;
[0032]
s7.进行试生产,总结和修正各道次辊缝值,保证工艺生产稳定及产品尺寸精度。
[0033]
根据椭圆-圆孔型系统延伸系数不大于1.4的要求,原设计1502方坯经28道次轧制ф6.5各架次延伸系数及孔型参数如下表1所示。
[0034]
表1 28道次ф6.5规格各道次参数
[0035]
[0036][0037]
本本发明的方法新增4架次减定径机组后,坯料保持1502方坯不变,总轧制道次由28道次变为30道次(19架、20架空过),总延伸系数671.9不变,重新分配各道次延伸系数,根据各道次截面积重新设计孔型及辊缝,孔型高度、新设计1502方坯经30道次轧制ф6.5各架次延伸系数及孔型参数如下表2所示。
[0038]
表2 30道次ф6.5规格各道次参数
[0039]
[0040][0041]
通过本发明的方法可以实现摩根五代轧机配套增加4机架达涅利减定径机组工艺稳定生产、产品尺寸精度及性能提升,具体各道次辊缝对比如下表3。
[0042]
表3ф6.5规格各道次辊缝对比表
[0043]
[0044][0045]
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。