1.本发明涉及能够得到极低温韧性优异的焊接金属的奥氏体系不锈钢药芯焊丝、焊接金属和焊接方法。
背景技术:
2.近年来,从削减二氧化碳(温室效应气体)的排出的观点出发,作为能源,广泛使用液化天然气(lng:liquefied natural gas),储藏液化天然气的储藏罐的建设也在推进。这样的储藏罐需要在液体的温度区域即-162℃以下储藏液化天然气,因此,要求构成结构物(罐等)的母材和焊接金属具有例如-196℃附近的温度区域中的优异的极低温韧性。
3.作为具有极低温下的韧性的钢材,例如奥氏体系不锈钢是公知的,作为得到具有与上述不锈钢同样的组成的焊接金属的焊接方法,通常使用钨极气体保护电弧焊(gtaw:gas tungsten arc welding)。
4.然而,钨极气体保护电弧焊由于焊接金属的熔敷速度慢,因此存在施工效率差的问题。
5.因此,在专利文献1中公开了一种mig焊(mig焊接:metal inert gas welding)用的奥氏体系不锈钢焊丝,其通过降低作为焊丝中的不可避免的杂质的al、b和o的含量,能够得到优异的焊接操作性。
6.另外,在专利文献2中公开了一种不锈钢焊接用药芯焊丝,其通过控制焊剂的组成,能够提高焊接操作性,并且防止高温裂纹。
7.此外,在专利文献3中公开了一种低温用钢的气体保护电弧焊用药芯焊丝,其通过调整不锈钢外皮中的c含量以及焊丝中的金属成分和焊剂成分的含量,从而能够得到具有稳定的低温韧性的焊接金属。
8.现有技术文献
9.专利文献
10.专利文献1:日本特开平6-690号公报
11.专利文献2:日本特开2002-1580号公报
12.专利文献3:日本特开2019-887号公报
技术实现要素:
13.发明要解决的课题
14.但是,专利文献1和专利文献2中记载的焊丝均未考虑到极低温韧性,因此难以应用于液化天然气等储藏用罐的建设。另外,专利文献3中记载的焊丝在-140℃下具有良好的低温韧性,但作为更低温的-196℃的韧性不能说是充分的。
15.因此,要求开发与现有的焊丝相比,能够得到极低温韧性更优异的焊接金属的焊丝和焊接方法。
16.本发明是鉴于上述状况而完成的,目的在于提供一种能够得到极低温韧性优异的
焊接金属的奥氏体系不锈钢药芯焊丝、具有优异的极低温韧性的焊接金属和焊接方法。
17.用于解决课题的手段
18.本发明人等为了解决上述课题而进行了深入研究,结果发现,通过恰当地调整根据使用了焊丝或焊接金属中的ni、cr、mn、si和c的含量的式子算出的值,能够显现在破坏龟裂进展时从奥氏体相相变为马氏体相的相变诱发塑性(trip:transformation induced plasticity),能够提高极低温韧性。
19.另外,本发明人等发现,通过恰当地调整焊接金属中的c含量和n含量的合计量、以及mn含量,能够得到极低温韧性极其优异的焊接金属。
20.此外,本发明人等还发现,通过将焊丝和焊接金属中的金属成分限制在规定的范围,能够抑制强度等的过度上升,其结果是,能够提高极低温韧性。另外还发现,通过使用如上述那样调整了各种金属含量的焊丝,以规定的保护气体实施电弧焊,从而能够使焊接效率提高。本发明是基于这些见解而完成的。
21.本发明的上述目的通过奥氏体系不锈钢药芯焊丝的下述[1]的构成来实现。
[0022]
[1]一种奥氏体系不锈钢药芯焊丝,其特征在于,是在钢制外皮中填充有焊剂而成的药芯焊丝,
[0023]
以焊丝总质量计,
[0024]
c:0.018质量%以下、
[0025]
si:0.57质量%以上且1.00质量%以下、
[0026]
mn:0.70质量%以上且3.00质量%以下、
[0027]
p:0.021质量%以下、
[0028]
ni:7.00质量%以上且13.00质量%以下、
[0029]
cr:12.00质量%以上且21.00质量%以下、
[0030]
n:0.030质量%以下,
[0031]
余量为fe和不可避免的杂质,
[0032]
根据下述式(1)算出的x1为17.5以上且22.0以下。
[0033]
x1=[ni]w 0.5
×
[cr]w 1.6
×
[mn]w 0.5
×
[si]w 15
×
[c]w···
(1)
[0034]
其中,式(1)中,[ni]w、[cr]w、[mn]w、[si]w和[c]w分别表示以焊丝总质量计焊丝中的ni、cr、mn、si和c的含量(质量%)。
[0035]
奥氏体系不锈钢药芯焊丝的本发明的优选的实施方式涉及下述[2]~[6]。
[0036]
[2]根据上述[1]所述的奥氏体系不锈钢药芯焊丝,其特征在于,以焊丝总质量计还含有li2o:0.13质量%以上。
[0037]
[3]根据上述[1]或[2]所述的奥氏体系不锈钢药芯焊丝,其特征在于,以焊丝总质量计还含有:
[0038]
al:2.00质量%以下、
[0039]
mg:2.00质量%以下、
[0040]
rem:0.70质量%以下、
[0041]
ca:0.50质量%以下、
[0042]
zr:0.40质量%以下中的至少1种。
[0043]
[4]根据上述[1]~[3]中任一项所述的奥氏体系不锈钢药芯焊丝,其特征在于,以
焊丝总质量计还含有:
[0044]
na和k中的任一者或两者的合计:0.60质量%以下、
[0045]
f:0.50质量%以下、
[0046]
li2o:0.50质量%以下、
[0047]
baf2:10.0质量%以下、
[0048]
srf2:10.0质量%以下、
[0049]
caf2:10.0质量%以下、
[0050]
fe2o3:2.00质量%以下中的至少1种。
[0051]
[5]根据上述[1]~[4]中任一项所述的奥氏体系不锈钢药芯焊丝,其特征在于,以焊丝总质量计还含有:
[0052]
cu:1.0质量%以下、
[0053]
mo:1.0质量%以下、
[0054]
ti:0.5质量%以下、
[0055]
w:1.0质量%以下、
[0056]
b:0.01质量%以下中的至少1种。
[0057]
[6]根据上述[1]~[5]中任一项所述的奥氏体系不锈钢药芯焊丝,其特征在于,还含有选自si氧化物、al氧化物、ti氧化物和zr氧化物中的至少1种,
[0058]
以焊丝总质量计,
[0059]
上述si氧化物、上述al氧化物、上述ti氧化物和上述zr氧化物的合计量超过0质量%且为5质量%以下。
[0060]
另外,本发明的上述目的通过焊接金属的下述[7]的构成来实现。
[0061]
[7]一种焊接金属,其特征在于,以焊接金属总质量计,
[0062]
c:0.065质量%以下、
[0063]
si:0.59质量%以上且1.00质量%以下、
[0064]
mn:0.80质量%以上且3.00质量%以下、
[0065]
p:0.025质量%以下、
[0066]
ni:8.00质量%以上且15.00质量%以下、
[0067]
cr:15.00质量%以上且24.00质量%以下、
[0068]
n:0.080质量%以下、
[0069]
o:0.030质量%以下,
[0070]
余量为fe和不可避免的杂质,
[0071]
根据下述式(2)算出的x2为18.8以上且23.0以下。
[0072]
x2=[ni]m 0.5
×
[cr]m 1.6
×
[mn]m 0.5
×
[si]m 15
×
[c]m···
(2)
[0073]
其中,式(2)中,[ni]m、[cr]m、[mn]m、[si]m和[c]m分别表示以焊接金属总质量计焊接金属中的ni、cr、mn、si和c的含量(质量%)。
[0074]
有关焊接金属的本发明的优选的实施方式涉及下述[8]~[10]。
[0075]
[8]根据上述[7]所述的焊接金属,其特征在于,以焊接金属总质量计,
[0076]
上述mn:0.90质量%以上,
[0077]
根据下述式(3)算出的x3为0.054以下。
[0078]
x3=[c]m [n]m···
(3)
[0079]
其中,式(3)中,[c]m和[n]m分别表示以焊接金属总质量计焊接金属中的c和n的含量(质量%)。
[0080]
[9]根据上述[7]或[8]所述的焊接金属,其特征在于,以焊接金属总质量计还含有:
[0081]
al:0.80质量%以下、
[0082]
mg:0.040质量%以下、
[0083]
rem:0.080质量%以下、
[0084]
ca:0.005质量%以下、
[0085]
zr:0.100质量%以下中的至少1种。
[0086]
[10]根据上述[7]~[9]中任一项所述的焊接金属,其特征在于,以焊接金属总质量计还含有:
[0087]
cu:1.0质量%以下、
[0088]
mo:1.0质量%以下、
[0089]
w:1.0质量%以下、
[0090]
ti:0.5质量%以下、
[0091]
b:0.01质量%以下中的至少1种。
[0092]
另外,本发明的上述目的通过焊接方法的下述[11]的构成来实现。
[0093]
[11]一种焊接方法,其特征在于,使用上述[1]~[6]中任一项所述的奥氏体系不锈钢药芯焊丝,
[0094]
作为保护气体,使用选自100体积%ar气体、含有20体积%以下的o2气体的ar-o2混合气体和含有5体积%以下的co2气体的ar-co2混合气体中的1种来进行焊接。
[0095]
发明效果
[0096]
根据本发明的奥氏体系不锈钢药芯焊丝,能够进一步提高焊接金属的极低温韧性。另外,根据本发明的焊接方法,能够得到极低温韧性优异的焊接金属,并且能够提高焊接的施工效率。
附图说明
[0097]
图1是表示本实施例中的焊接方法的示意图。
[0098]
图2是表示夏比冲击试验的试验片的采取位置的示意图。
具体实施方式
[0099]
以下,对实施本发明的方式(本实施方式)进行详细说明。需要说明的是,本发明不限于以下说明的实施方式,在不脱离本发明的主旨的范围内可以任意地变更来实施。
[0100]
首先,对本实施方式的药芯焊丝进行说明。
[0101]
〔药芯焊丝〕
[0102]
本实施方式的药芯焊丝是在钢制外皮(带钢)内填充有焊剂而成的。详细而言,药芯焊丝由筒状的钢制外皮和填充于该外皮的内部的焊剂形成。需要说明的是,药芯焊丝可以是在外皮上没有接缝的无缝型,如c截面、重叠截面等那样在外皮上有接缝的有缝型中的
任意形态。
[0103]
需要说明的是,本实施方式的药芯焊丝的钢制外皮的厚度和焊丝直径(直径)没有特别限定,从送丝稳定性的观点出发,优选的焊丝直径为1.0~2.8mm,更优选的焊丝直径为1.2~2.4mm。
[0104]
接下来,关于本实施方式的药芯焊丝的化学成分组成,对其成分添加理由和组成限定理由进行详细说明。需要说明的是,用于得到具有所需的特性的焊接金属的各元素可以从钢制外皮、填充焊剂的任一种添加。因此,在以下的说明中,只要没有特别说明,药芯焊丝中的各成分量以钢制外皮中和焊剂中含有的成分的合计量作为以焊丝总质量(钢制外皮和外皮内的焊剂的合计量)计的含量的值来规定。
[0105]
另外,在本说明书中,药芯焊丝的化学成分组成(质量比例)均为设计值,但可以得到与该设计值大致相同组成的药芯焊丝。另外,焊丝的化学成分组成可以通过基于电子射线显微分析仪或x射线衍射法的焊剂粒子的组成鉴定和溶解焊丝整体的溶液的化学分析(icp发光分光分析法、原子吸光光度法等)来鉴定。需要说明的是,对于后述的焊接金属的化学成分组成,也可以同样地进行鉴定。
[0106]
<c:0.018质量%以下(包括0质量%)>
[0107]
c是在焊接金属中使奥氏体相稳定化而难以引起向马氏体相的相变的成分。另外,c也是有助于焊接金属的强度上升的成分。
[0108]
如果焊丝中的c含量超过0.018质量%,则强度过度上升,难以得到优异的极低温韧性。另外,在本实施方式的药芯焊丝中,如后所述,为了进一步提高低温韧性,优选降低焊接金属中的c含量和n含量的合计量。因此,为了降低焊接金属中的c含量和n含量的合计量,优选降低焊丝中的c含量。因此,焊丝中的c含量设为0.018质量%以下,优选设为0.015质量%以下,更优选设为0.010质量%以下。
[0109]
<si:0.57质量%以上且1.00质量%以下>
[0110]
si是具有促进脱氧的效果的成分。
[0111]
如果焊丝中的si含量小于0.57质量%,则脱氧效果不足,焊接金属中的氧量上升,因此无法得到优异的极低温韧性。因此,焊丝中的si含量设为0.57质量%以上,优选设为0.60质量%以上,更优选设为0.65质量%以上。
[0112]
另一方面,如果焊丝中的si含量超过1.00质量%,则焊接金属的强度过度上升,因此无法得到优异的极低温韧性。因此,焊丝中的si含量设为1.00质量%以下,优选设为0.90质量%以下,更优选设为0.85质量%以下。
[0113]
<mn:0.70质量%以上且3.00质量%以下>
[0114]
mn是奥氏体稳定化元素,并且是具有作为脱氧剂将焊接金属中的氧以熔渣的形式除去、使机械强度提高的效果的成分。
[0115]
如果焊丝中的mn含量小于0.70质量%,则脱氧效果不足,焊接金属中的氧量上升,因此无法得到优异的极低温韧性。因此,焊丝中的mn含量设为0.70质量%以上,优选设为0.90质量%以上,更优选设为1.00质量%以上。
[0116]
另一方面,如果焊丝中的mn含量超过3.00质量%,则焊接金属的强度过度上升,极低温韧性降低。因此,焊丝中的mn含量设为3.00质量%以下,优选设为2.50质量%以下,更优选设为2.20质量%以下。
[0117]
<p:0.021质量%以下(包括0质量%)>
[0118]
在本实施方式的药芯焊丝中,p为杂质元素。
[0119]
如果焊丝中的p含量超过0.021质量%,则晶界脆化,极低温韧性降低。因此,焊丝中的p含量设为0.021质量%以下,优选设为0.020质量%以下,更优选设为0.019质量%以下。
[0120]
<ni:7.00质量%以上且13.00质量%以下>
[0121]
ni是在焊接金属中使奥氏体相稳定化、难以引起向马氏体相的相变的成分。
[0122]
如果焊丝中的ni含量小于7.00质量%,则奥氏体相变得不稳定,在焊接状态(即,焊接结束的阶段)下,部分地发生铁素体相变。其结果是,成为在破坏龟裂进展时trip(transformation induced plasticity)效果的前提的奥氏体相不足,极低温韧性降低。因此,焊丝中的ni含量设为7.00质量%以上,优选设为7.50质量%以上,更优选设为8.00质量%以上。
[0123]
另一方面,如果焊丝中的ni含量超过13.00质量%,则奥氏体相过度稳定化,在破坏龟裂进展时无法表现出trip效应,因此无法得到优异的极低温韧性。因此,焊丝中的ni含量设为13.00质量%以下,优选设为12.80质量%以下,更优选设为12.50质量%以下。
[0124]
<cr:12.00质量%以上且21.00质量%以下>
[0125]
cr是在焊接金属中使铁素体相稳定化、难以引起向马氏体相的相变的成分。
[0126]
如果焊丝中的cr含量小于12.00质量%,则铁素体相变得不稳定,在破坏龟裂进展时无法表现出trip效应,因此无法得到优异的极低温韧性。因此,焊丝中的cr含量设为12.00质量%以上,优选设为13.00质量%以上,更优选设为14.00质量%以上。
[0127]
另一方面,如果焊丝中的cr含量超过21.00质量%,则铁素体相过度稳定化,在焊接状态下部分地发生铁素体相变。其结果是,成为在破坏龟裂进展时trip效应的前提的奥氏体相不足,极低温韧性降低。因此,焊丝中的cr含量设为21.00质量%以下,优选设为20.50质量%以下,更优选设为20.00质量%以下。
[0128]
<n:0.030质量%以下(包括0质量%)>
[0129]
n是在焊接金属中使奥氏体相稳定化而难以引起向马氏体相的相变的成分。另外,n也是有助于焊接金属的强度上升的成分。
[0130]
如果焊丝中的n含量超过0.030质量%,则强度过度上升,难以得到优异的极低温韧性。另外,在本实施方式的药芯焊丝中,如后所述,为了进一步提高低温韧性,优选降低焊接金属中的c含量和n含量的合计量。因此,为了降低焊接金属中的c含量和n含量的合计量,优选降低焊丝中的n含量。因此,焊丝中的n含量设为0.030质量%以下,优选设为0.025质量%以下,更优选设为0.020质量%以下。
[0131]
<余量:fe和不可避免的杂质>
[0132]
作为本实施方式的药芯焊丝中能够含有的其他成分,有fe和不可避免的杂质,作为不可避免的杂质,例如可举出as、sb、sn、bi、s、nb、v和o等。
[0133]
<根据式(1)算出的x1:17.5以上且22.0以下>
[0134]
如上所述,通过平衡良好地调整焊丝中的ni、cr、mn、si和c的含量,从而在破坏龟裂进展时表现出从奥氏体相相变为马氏体相的trip,能够提高极低温韧性。即,本实施方式在规定的范围内调整焊丝中的上述成分,并且以根据下述式(1)算出的x1成为所期望的范
围的方式调整各元素。
[0135]
x1=[ni]w 0.5
×
[cr]w 1.6
×
[mn]w 0.5
×
[si]w 15
×
[c]w···
(1)
[0136]
其中,式(1)中,[ni]w、[cr]w、[mn]w、[si]w和[c]w分别表示以焊丝总质量计焊丝中的ni、cr、mn、si和c的含量(质量%)。
[0137]
如果根据式(1)算出的x1小于17.5,则奥氏体相变得不稳定,在焊接状态下部分地发生铁素体相变。其结果是,成为在破坏龟裂进展时trip效应的前提的奥氏体相不足,极低温韧性降低。因此,根据式(1)算出的x1设为17.5以上,优选设为18.0以上,更优选设为18.5以上。
[0138]
另一方面,如果根据式(1)算出的x1超过22.0,则奥氏体相过度稳定化,在破坏龟裂进展时无法表现出trip效应,因此无法得到优异的极低温韧性。因此,根据式(1)算出的x1设为22.0以下,优选设为21.0以下,更优选设为20.0以下。
[0139]
如上所述,本实施方式的药芯焊丝由上述各元素、fe和不可避免的杂质构成,但也可以以规定的含量含有以下所示的成分作为任意成分。
[0140]
al、mg、rem、ca和zr为脱氧元素,因此本实施方式的药芯焊丝可以进一步以规定的范围含有al、mg、rem、ca和zr中的至少1种。以下,对各成分的限定范围进行说明。
[0141]
<al:2.00质量%以下(包括0质量%)>
[0142]
由于al为脱氧元素,所以本实施方式的药芯焊丝可以还含有al。但是,如果焊丝中的al含量超过2.00质量%,则焊接操作性降低。因此,在焊丝中含有al的情况下,焊丝中的al含量设为2.00质量%以下,优选设为1.80质量%以下,更优选设为1.50质量%以下。
[0143]
<mg:2.00质量%以下(包括0质量%)>
[0144]
由于mg为脱氧元素,所以本实施方式的药芯焊丝可以还含有mg。但是,如果焊丝中的mg含量超过2.00质量%,则焊接操作性降低。因此,在焊丝中含有mg的情况下,焊丝中的mg含量设为2.00质量%以下,优选设为1.50质量%以下,更优选设为0.60质量%以下。
[0145]
<rem:0.70质量%以下(包括0质量%)>
[0146]
由于rem(稀土类元素)为脱氧元素,所以本实施方式的药芯焊丝可以还含有rem。但是,如果焊丝中的rem含量超过0.70质量%,则焊接操作性降低。因此,在焊丝中含有rem的情况下,焊丝中的rem含量设为0.70质量%以下,优选设为0.60质量%以下,更优选设为0.50质量%以下。
[0147]
需要说明的是,本实施方式的药芯焊丝中的rem是指从元素周期表的la到lu的15种镧系稀土类元素。这些元素可以单独添加,也可以并用两种以上。另外,在本实施方式的药芯焊丝中,作为rem,适合使用la和ce。
[0148]
<ca:0.50质量%以下(包括0质量%)>
[0149]
由于ca为脱氧元素,所以本实施方式的药芯焊丝可以还含有ca。但是,如果焊丝中的ca含量超过0.50质量%,则焊接操作性降低。因此,在焊丝中含有ca的情况下,焊丝中的ca含量设为0.50质量%以下,优选设为0.40质量%以下,更优选设为0.30质量%以下。
[0150]
<zr:0.40质量%以下(包括0质量%)>
[0151]
由于zr为脱氧元素,所以本实施方式的药芯焊丝可以还含有zr。但是,如果焊丝中的zr含量超过0.40质量%,则焊接操作性降低。因此,在焊丝中含有zr的情况下,焊丝中的zr含量设为0.40质量%以下,优选设为0.30质量%以下,更优选设为0.20质量%以下。
[0152]
na和k、f、li2o、baf2、srf2、caf2和fe2o3是能够提高焊接操作性的成分,因此本实施方式的药芯焊丝可以还以规定的范围含有na和k、f、li2o、baf2、srf2、caf2和fe2o3中的至少1种。以下,对各成分的限定范围进行说明。
[0153]
<na和k中的任一者或两者的合计:0.60质量%以下(包括0质量%)>
[0154]
na和k是能够提高电弧稳定性、使熔滴过渡和焊道形成稳定化等提高焊接操作性的元素,因此,从提高焊接操作性的观点出发,本实施方式的药芯焊丝可以还含有na和k中的任一者或两者。但是,如果焊丝中的na和k含量合计超过0.60质量%,则焊接操作性反而降低。因此,在使焊丝中含有na和k中的任一者或两者的情况下,焊丝中的na和k中的任一者或两者的合计的含量设为0.60质量%以下,优选设为0.40质量%以下,更优选设为0.30质量%以下。
[0155]
<f:0.50质量%以下(包括0质量%)>
[0156]
f是能够提高电弧稳定性、使熔滴过渡和焊道形成稳定化等提高焊接操作性的元素,从提高焊接操作性的观点出发,本实施方式的药芯焊丝可以还含有f。但是,如果焊丝中的f含量超过0.50质量%,则焊接操作性反而降低。因此,在使焊丝中含有f的情况下,焊丝中的f含量设为0.50质量%以下,优选设为0.40质量%以下,更优选设为0.30质量%以下。需要说明的是,此处限制的f是指由后述的baf2、srf2和caf2以外的化合物添加的f,例如可以由naf、k2sif6、冰晶石(na3alf6)和na2sif6等化合物添加。
[0157]
<li2o:0.13质量%以上且0.50质量%以下>
[0158]
li2o是能够提高电弧稳定性、使熔滴过渡和焊道形成稳定化等提高焊接操作性的成分,因此,从提高焊接操作性的观点出发,本实施方式的药芯焊丝可以还含有li2o作为熔渣形成剂。
[0159]
需要说明的是,如后所述,在本实施方式的药芯焊丝中,为了进一步提高低温韧性,优选降低焊接金属中的c含量和n含量的合计量。如果在焊丝中以恰当的含量含有li2o,则在焊接时的电弧中,分离为li离子和氧离子,然后,li离子与氮结合,形成li氮化物。该li氮化物最终从焊接金属中以熔渣的形式排出,因此如果焊丝中含有规定量的li2o,则作为结果,能够降低焊接金属中的c含量和n含量的合计量。因此,为了进一步提高低温韧性,优选在焊丝中含有0.13质量%以上的含量li2o,更优选为0.14质量%以上。
[0160]
另一方面,如果焊丝中的li2o含量超过0.50质量%,则焊接操作性反而降低。因此,在焊丝中含有li2o的情况下,焊丝中的li2o含量优选为0.50质量%以下,更优选为0.40质量%以下,进一步优选为0.30质量%以下。
[0161]
<baf2:10.0质量%以下(包括0质量%)>
[0162]
baf2是能够提高电弧稳定性、使熔滴过渡和焊道形成稳定化等提高焊接操作性的成分,因此,从提高焊接操作性的观点出发,本实施方式的药芯焊丝可以还含有baf2作为熔渣形成剂。但是,如果焊丝中的baf2含量超过10.0质量%,则焊接操作性反而降低。因此,在焊丝中含有baf2的情况下,焊丝中的baf2含量设为10.0质量%以下,优选设为9.0质量%以下,更优选设为8.0质量%以下。
[0163]
<srf2:10.0质量%以下(包括0质量%)>
[0164]
srf2是能够提高电弧稳定性、使熔滴过渡和焊道形成稳定化等提高焊接操作性的成分,因此,从提高焊接操作性的观点出发,本实施方式的药芯焊丝可以还含有srf2作为熔
渣形成剂。但是,如果焊丝中的srf2含量超过10.0质量%,则焊接操作性反而降低。因此,在焊丝中含有srf2的情况下,焊丝中的srf2含量设为10.0质量%以下,优选设为9.0质量%以下,更优选设为7.0质量%以下。
[0165]
<caf2:10.0质量%以下(包括0质量%)>
[0166]
caf2是能够提高电弧稳定性、使熔滴过渡和焊道形成稳定化等提高焊接操作性的成分,因此,从提高焊接操作性的观点出发,本实施方式的药芯焊丝可以还含有caf2作为熔渣形成剂。但是,如果焊丝中的caf2含量超过10.0质量%,则焊接操作性反而降低。因此,在焊丝中含有caf2的情况下,焊丝中的caf2含量设为10.0质量%以下,优选设为9.0质量%以下,更优选设为7.0质量%以下。
[0167]
<fe2o3:2.00质量%以下(包括0质量%)>
[0168]
fe2o3是能够提高电弧稳定性、使熔滴过渡和焊道形成稳定化等提高焊接操作性的成分,因此,从提高焊接操作性的观点出发,本实施方式的药芯焊丝可以还含有fe2o3作为熔渣形成剂。但是,如果焊丝中的fe2o3含量超过2.00质量%,则焊接操作性反而降低。因此,在焊丝中含有fe2o3的情况下,焊丝中的fe2o3含量设为2.00质量%以下,优选设为1.50质量%以下,更优选设为1.00质量%以下。
[0169]
<cu:1.0质量%以下、mo:1.0质量%以下、w:1.0质量%以下、ti:0.5质量%以下、b:0.01质量%以下(包括0质量%)>
[0170]
cu、mo、w、ti和b是对焊接金属的强度提高有效的成分,因此,从提高强度的观点出发,本实施方式的药芯焊丝可以还以规定的范围含有cu、mo、w、ti和b中的至少1种。但是,如果超过规定的量地添加,则强度过度上升而导致韧性降低。因此,在使焊丝中含有cu、mo、w、ti和b的情况下,焊丝中的cu、mo、w含量分别设为1.0质量%以下,优选设为0.8质量%以下,更优选设为0.5质量%以下。另外,焊丝中的ti含量设为0.5质量%以下,优选设为0.3质量%以下,更优选设为0.2质量%以下。另外,焊丝中的b含量设为0.01质量%以下,优选设为0.008质量%以下,更优选设为0.005质量%以下。
[0171]
<其他成分>
[0172]
另外,本实施方式的药芯焊丝中,作为上述任意成分以外的其他成分,可以还含有si氧化物、al氧化物、ti氧化物和zr氧化物等。需要说明的是,作为它们的合计量,例如可以以超过0质量%且5质量%以下的范围包含。
[0173]
〔焊接金属〕
[0174]
本实施方式的焊接金属可以是通过使用上述奥氏体系不锈钢药芯焊丝进行焊接而形成的。以下,关于本实施方式的焊接金属的化学成分组成,对其成分添加理由和组成限定理由进行详细说明。
[0175]
需要说明的是,对于各元素而言,以将不受母材的组成影响的规定区域的焊接金属中含有的成分的合计量作为以焊接金属总质量计的含量的值来规定。
[0176]
<c:0.065质量%以下(包括0质量%)>
[0177]
c是在焊接金属中使奥氏体相稳定化而难以引起向马氏体相的相变的成分。另外,c也是有助于焊接金属的强度上升的成分。
[0178]
如果焊接金属中的c含量超过0.065质量%,则强度过度上升,难以得到优异的极低温韧性。因此,焊接金属中的c含量设为0.065质量%以下,优选设为0.050质量%以下,更
优选设为0.045质量%以下。
[0179]
<si:0.59质量%以上且1.00质量%以下>
[0180]
si是具有促进脱氧的效果的成分。
[0181]
如果焊接金属中的si含量小于0.59质量%,则脱氧效果不足,焊接金属中的氧量上升,因此无法得到优异的极低温韧性。因此,焊接金属中的si含量设为0.59质量%以上,优选设为0.60质量%以上,更优选设为0.61质量%以上。
[0182]
另一方面,如果焊接金属中的si含量超过1.00质量%,则焊接金属的强度过度上升,因此无法得到优异的极低温韧性。因此,焊接金属中的金属si的含量设为1.00质量%以下,优选设为0.90质量%以下,更优选设为0.80质量%以下。
[0183]
<mn:0.80质量%以上且3.00质量%以下>
[0184]
mn是奥氏体稳定化元素,并且是具有作为脱氧剂将焊接金属中的氧以熔渣的形式除去、使机械强度提高的效果的成分。
[0185]
如果焊接金属中的mn含量小于0.80质量%,则脱氧效果不足,焊接金属中的氧量上升,因此无法得到优异的极低温韧性。因此,焊接金属中的mn含量设为0.80质量%以上,优选设为0.90质量%以上,更优选设为1.00质量%以上。
[0186]
另一方面,如果焊接金属中的mn含量超过3.00质量%,则焊接金属的强度过度上升,极低温韧性降低。因此,焊接金属中的mn含量设为3.00质量%以下,优选设为2.20质量%以下,更优选设为1.80质量%以下。
[0187]
<p:0.025质量%以下(包括0质量%)>
[0188]
在本实施方式的焊接金属中,p为杂质元素。
[0189]
如果焊接金属中的p含量超过0.025质量%,则晶界脆化,极低温韧性降低。因此,焊接金属中的p含量设为0.025质量%以下,优选设为0.022质量%以下,更优选设为0.020质量%以下。
[0190]
<ni:8.00质量%以上且15.00质量%以下>
[0191]
ni是在焊接金属中使奥氏体相稳定化、难以引起向马氏体相的相变的成分。
[0192]
如果焊接金属中的ni含量小于8.00质量%,则奥氏体相变得不稳定,在焊接状态下部分地发生铁素体相变。其结果是,成为在破坏龟裂进展时trip效应的前提的奥氏体相不足,极低温韧性降低。因此,焊接金属中的ni含量设为8.00质量%以上,优选设为8.20质量%以上,更优选设为9.00质量%以上。
[0193]
另一方面,如果焊接金属中的ni含量超过15.00质量%,则奥氏体相过度稳定化,在破坏龟裂进展时无法表现出trip效应,因此无法得到优异的极低温韧性。因此,焊接金属中的ni含量设为15.00质量%以下,优选设为13.00质量%以下,更优选设为12.00质量%以下。
[0194]
<cr:15.00质量%以上且24.00质量%以下>
[0195]
cr是在焊接金属中使铁素体相稳定化、难以引起向马氏体相的相变的成分。
[0196]
如果焊接金属中的cr含量小于15.00质量%,则铁素体相变得不稳定,在破坏龟裂进展时无法表现出trip效应,无法得到优异的极低温韧性。因此,焊接金属中的cr含量设为15.00质量%以上,优选设为15.50质量%以上,更优选设为16.00质量%以上。
[0197]
另一方面,如果焊接金属中的cr含量超过24.00质量%,则铁素体相过度稳定化,
在焊接状态下部分地发生铁素体相变。其结果是,成为在破坏龟裂进展时trip效应的前提的奥氏体相不足,极低温韧性降低。因此,焊接金属中的cr含量设为24.00质量%以下,优选设为21.00质量%以下,更优选设为20.00质量%以下。
[0198]
<n:0.080质量%以下(包括0质量%)>
[0199]
n是在焊接金属中使奥氏体相稳定化而难以引起向马氏体相的相变的成分。另外,n也是有助于焊接金属的强度上升的成分。
[0200]
如果焊接金属中的n含量超过0.080质量%,则强度过度上升,难以得到优异的极低温韧性。因此,焊接金属中的n含量设为0.080质量%以下,优选设为0.050质量%以下,更优选设为0.030质量%以下。
[0201]
<o:0.030质量%以下(包括0质量%)>
[0202]
o是在焊接金属中形成氧化物的元素。
[0203]
如果焊接金属中的o含量超过0.030质量%,则氧化物增加,容易发生以氧化物为起点的破坏而使韧性降低。因此,焊接金属中的o含量设为0.030质量%以下,优选设为0.027质量%以下,更优选设为0.022质量%以下。
[0204]
<余量:fe和不可避免的杂质>
[0205]
作为本实施方式的焊接金属中可以含有的其他成分,有fe和不可避免的杂质,作为不可避免的杂质,例如可举出nb、v、as、sb、sn、bi和s等。
[0206]
<根据式(2)算出的x2:18.8以上且23.0以下>
[0207]
如上所述,通过平衡良好地调整焊接金属中的ni、cr、mn、si和c的含量,能够使破坏龟裂进展时从奥氏体相相变为马氏体相的trip表现,能够提高极低温韧性。即,本实施方式在规定的范围内调整焊接金属中的上述成分,并且调整各元素,以使得根据下述式(2)算出的x2成为所期望的范围。
[0208]
x2=[ni]m 0.5
×
[cr]m 1.6
×
[mn]m 0.5
×
[si]m 15
×
[c]m···
(2)
[0209]
其中,式(2)中,[ni]m、[cr]m、[mn]m、[si]m和[c]m分别表示在焊接金属总质量中焊接金属中的ni、cr、mn、si和c的含量(质量%)。
[0210]
如果根据式(2)算出的x2小于18.8,则奥氏体相变得不稳定,在焊接状态下部分地发生铁素体相变。其结果是,在破坏龟裂进展时成为trip效应的前提的奥氏体相不足,极低温韧性降低。因此,根据式(2)算出的x2设为18.8以上,优选设为19.8以上,更优选设为20.5以上。
[0211]
另一方面,如果根据式(2)算出的x2超过23.0,则奥氏体相过度稳定化,在破坏龟裂进展时无法表现出trip效应,因此无法得到优异的极低温韧性。因此,根据式(2)算出的x2设为23.0以下,优选设为22.8以下,更优选设为22.6以下。
[0212]
<根据式(3)算出的x3:0.054以下、且mn:0.90质量%以上>
[0213]
如果在调整焊接金属中的上述x2的值的基础上,进一步降低焊接金属中的c含量与n含量的合计量,并且恰当地调整mn含量,则奥氏体的堆垛层错能降低,hcp(hexagonal close-packed:密排六方结构)马氏体(ε马氏体)变得更容易生成。ε马氏体通过成为在破坏龟裂进展时由奥氏体相变为bcc(body-centered cubic:体心立方晶格结构)马氏体的trip的前体,从而促进trip,其结果是,能够进一步提高极低温韧性。
[0214]
上述效果在根据下述式(3)算出的x3为0.054以下,并且焊接金属中的mn含量为
0.90质量%以上的情况下能够得到。因此,在焊接金属中,优选x3为0.054以下,且mn为0.90质量%以上。需要说明的是,x3更优选为0.052以下,进一步优选为0.050以下。另外,mn进一步优选为1.00质量%以上。
[0215]
x3=[c]m [n]m···
(3)
[0216]
其中,式(3)中,[c]m和[n]m分别表示以焊接金属总质量计焊接金属中的c和n的含量(质量%)。
[0217]
如上所述,本实施方式的焊接金属由上述各元素、fe和不可避免的杂质构成,但也可以以规定的含量含有以下所示的成分作为任意成分。
[0218]
al、mg、rem、ca和zr为脱氧元素,因此本实施方式的焊接金属可以还以规定的范围含有al、mg、rem、ca和zr中的至少1种。以下,对各成分的限定范围进行说明。
[0219]
<al:0.80质量%以下(包括0质量%)>
[0220]
由于al为脱氧元素,所以本实施方式的焊接金属还含有al。但是,如果焊接金属中的al含量超过0.80质量%,则焊接操作性降低。因此,在焊接金属中含有al的情况下,焊接金属中的al含量设为0.80质量%以下,优选设为0.70质量%以下,更优选设为0.50质量%以下。
[0221]
<mg:0.040质量%以下(包括0质量%)>
[0222]
由于mg为脱氧元素,所以本实施方式的焊接金属还含有mg。但是,如果焊接金属中的mg含量超过0.040质量%,则焊接操作性降低。因此,在焊接金属中含有mg的情况下,焊接金属中的mg含量设为0.040质量%以下,优选设为0.030质量%以下,更优选设为0.020质量%以下。
[0223]
<rem:0.080质量%以下(包括0质量%)>
[0224]
由于rem(稀土类元素)为脱氧元素,所以本实施方式的焊接金属可以还含有rem。但是,如果焊接金属中的rem含量超过0.080质量%,则焊接操作性降低。因此,在焊接金属中含有rem的情况下,焊接金属中的rem含量设为0.080质量%以下,优选设为0.050质量%以下,更优选设为0.030质量%以下。
[0225]
需要说明的是,本实施方式的焊接金属中的rem是指从元素周期表的la到lu的15种镧系稀土类元素。这些元素可以单独添加,也可以并用两种以上。另外,在本实施方式的焊接金属中,作为rem,适合使用la和ce。
[0226]
<ca:0.005质量%以下(包括0质量%)>
[0227]
由于ca为脱氧元素,所以本实施方式的焊接金属可以还含有ca。但是,如果焊接金属中的ca含量超过0.005质量%,则焊接操作性降低。因此,在焊接金属中含有ca的情况下,焊接金属中的ca含量设为0.005质量%以下,优选设为0.004质量%以下,更优选设为0.003质量%以下。
[0228]
<zr:0.100质量%以下(包括0质量%)>
[0229]
由于zr为脱氧元素,所以本实施方式的焊接金属可以还含有zr。但是,如果焊接金属中的zr含量超过0.100质量%,则焊接操作性降低。因此,在焊接金属中含有zr的情况下,焊接金属中的zr含量设为0.100质量%以下,优选设为0.080质量%以下,更优选设为0.050质量%以下。
[0230]
<cu:1.0质量%以下、mo:1.0质量%以下、w:1.0质量%以下、ti:0.5质量%以下、
b:0.01质量%以下(包括0质量%)>
[0231]
cu、mo、w、ti和b是对焊接金属的强度提高有效的成分,因此,从提高强度的观点出发,本实施方式的焊接金属可以还含有cu、mo、w、ti和b中的至少1种。但是,如果超过规定的量地含有,则强度过度上升而导致韧性降低。因此,在焊接金属中含有cu、mo、w、ti和b的情况下,焊接金属中的cu、mo、w含量分别设为1.0质量%以下,优选设为0.8质量%以下,更优选设为0.5质量%以下。另外,焊接金属中的ti含量设为0.5质量%以下,优选设为0.3质量%以下,更优选设为0.2质量%以下。另外,焊接金属中的b含量设为0.01质量%以下,优选设为0.008质量%以下,更优选设为0.005质量%以下。
[0232]
〔药芯焊丝的制造方法〕
[0233]
作为本实施方式的药芯焊丝的制造方法,没有特别限定,例如可以通过以下所示的方法来制造。
[0234]
首先,准备构成钢制外皮的带钢,一边将该带钢沿长度方向输送一边利用成形辊进行成形,制成u字状的开口管。接下来,以成为规定的成分组成的方式将配合有各种原料的焊剂填充于钢制外皮,然后,以截面成为圆形的方式进行加工。然后,通过冷加工进行拉丝,制成例如1.2~2.4mm的焊丝直径的药芯焊丝。需要说明的是,可以在冷加工过程中实施退火。
[0235]
〔焊接方法〕
[0236]
本发明还涉及气体保护电弧焊方法。上述的本实施方式的奥氏体系不锈钢药芯焊丝能够适用于各种焊接方法,但与钨极气体保护电弧焊相比,能够适合用作焊接的施工效率优异的气体保护电弧焊(fcaw:flux cored arc welding)用。需要说明的是,关于以下所示的焊接方法以外的焊接条件,可以设为与通常使用的条件相同,因此省略详细的说明。
[0237]
在使用上述奥氏体系不锈钢药芯焊丝,通过气体保护电弧焊进行焊接的情况下,作为保护气体,可以使用100体积%ar气体、ar-o2混合气体或ar-co2混合气体。但是,如果使用包含超过规定浓度的o2气体、co2气体的混合气体,则焊接金属中的氧量上升,因此无法得到优异的极低温韧性。
[0238]
另外,在本实施方式的药芯焊丝中,优选降低焊接金属中的c含量和n含量的合计量,但如果使用co2气体含量多的保护气体进行焊接,则焊接金属中的c含量增加,因此优选保护气体中的co2气体含量少。
[0239]
因此,本实施方式的焊接方法是使用上述奥氏体系不锈钢药芯焊丝并通过气体保护电弧焊进行焊接的方法,作为保护气体,可以使用选自100体积%ar气体、含有20体积%以下的o2气体的ar-o2混合气体和含有5体积%以下co2气体的ar-co2混合气体中的1种气体来进行焊接。
[0240]
需要说明的是,在使用ar-o2混合气体作为保护气体的情况下,o2气体的含量优选为10体积%以下。另外,在使用ar-co2混合气体作为保护气体的情况下,co2气体的含量优选为2体积%以下。
[0241]
实施例
[0242]
以下,列举实施例更详细地对本发明进行说明,但本发明并不限定于此。
[0243]
[焊丝的制造]
[0244]
按照aws a5.22/a5.22m,制作钢制外皮中填充有焊剂的具有各种化学成分组成的
[0262]
[表2]
[0263]
表2
[0264][0265]
(夏比冲击试验)
[0266]
从通过上述气体保护电弧焊得到的焊接金属3中采取试验片。
[0267]
图2是表示夏比冲击试验的试验片的采取位置的示意图。如图2所示,从距钢板1的表面10mm的深度的位置,采取与焊接线成直角地依据jis z2242形成有v型缺口的夏比v型缺口试验片4。
[0268]
然后,对各试验片在-196℃和0℃下实施夏比冲击试验,由此测定吸收能ve(j),评价极低温韧性。试验片在3处采取,算出平均值。需要说明的是,将0℃下的夏比冲击吸收能(ve
0℃
)超过80j、且-196℃下的夏比冲击吸收能(ve-196℃
)超过36j的情况评价为极低温韧性优异。
[0269]
此外,从制作的焊接金属3的中央部中采取切屑,分析化学成分组成。
[0270]
将各试验片中的焊接金属的化学成分组成示于下述表3,将焊接条件和夏比冲击试验的吸收能的测定结果示于下述表4。需要说明的是,在下述表3中中,“0”表示在焊丝制作时和焊接时没有有意地添加该成分,或者为检测限以下,在下述表3和表4中,
“‑”
表示没有实施分析或测定。
[0271]
[表3]
[0272]
表3
[0273]
[0274]
[表4]
[0275]
表4
[0276][0277]
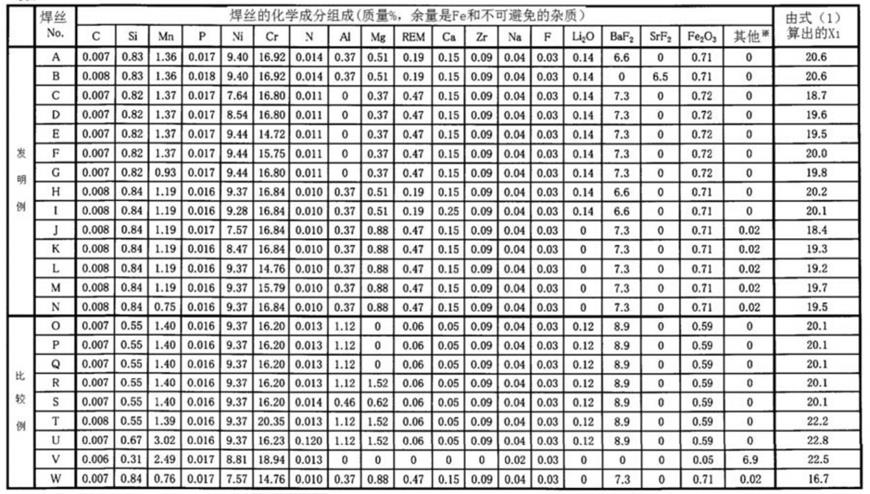
如上述表1、表3和表4所示,作为发明例的焊丝no.a~n,由于以焊丝总质量计的焊丝成分的含量和根据上述的式(1)算出的x1在本发明中规定的数值范围内,所以能够得到极低温韧性优异的焊接金属。
[0278]
另外,作为发明例的焊接金属的试验片no.1~14由于以焊接金属总质量计的焊接金属成分的含量和根据上述的式(2)算出的x2在本发明中规定的数值范围内,所以-196℃下的夏比冲击吸收能(ve-196℃
)为36j以上,极低温韧性优异。
[0279]
此外,试验片no.1~14由于使用本发明中规定的焊接方法,所以能够得到优异的焊接操作性。
[0280]
另外,对于焊丝no.a~i,在焊丝中进一步添加有al、mg、rem、ca、zr的至少一部分,但由于它们的含量在作为本发明的优选条件规定的数值范围内,因此能够通过脱氧效果得到优异的极低温韧性。此外,对于焊接金属的试验片no.8和no.9,al、mg、rem、ca、zr的含量也在作为本发明的优选条件规定的数值范围内,因此能够得到优异的极低温韧性。
[0281]
需要说明的是,关于焊接金属的试验片no.1~7和10~14,虽然没有测定mg、rem、ca和zr的含量,但在作为焊接母材的碳钢板中不含这些元素,因此根据焊丝中含有的含有
成分,推测焊接金属中的mg、rem、ca、zr也在作为本发明的优选条件规定的数值范围内。
[0282]
另外,关于焊接金属的试验片no.8和no.9,没有测定0℃下的夏比冲击吸收能(ve
0℃
),但-196℃下的夏比冲击吸收能(ve-196℃
)显示优异的值,因此推测即使在0℃下也显示优异的值。
[0283]
接下来,发明例中,关于焊丝no.a~i,由于在焊丝中作为本发明的优选条件规定的数值范围内,即0.13质量%以上添加li2o,所以焊接金属中的n含量被降低。因此,对于焊接金属的试验片no.1~9,焊接金属中的mn含量为0.90质量%以上,并且由式(3)算出的x3满足作为本发明的优选条件而规定的数值范围内,即0.054以下,因此能够得到-196℃下的夏比冲击吸收能(ve-196℃
)超过57j的更优异的极低温韧性。
[0284]
需要说明的是,发明例中,关于焊接金属的试验片no.10~13,由于上述x3超过0.054,另外,关于焊接金属的试验片no.14,由于焊接金属中的mn含量小于0.90质量%,所以ve-196℃
为57j以下的值。
[0285]
此外,关于焊丝no.a~i,在焊丝中进一步添加na、f、li2o、baf2、srf2、fe2o3的至少一部分,但它们的各含量在作为本发明的优选条件而规定的数值范围内,因此焊接操作性良好。
[0286]
另一方面,关于作为比较例的焊丝no.o~s,由于以焊丝总质量计的si含量小于本发明范围的下限,所以无法得到具有优异的极低温韧性的焊接金属。
[0287]
关于焊丝no.t和no.v,由于以焊丝总质量计的si含量小于本发明范围的下限,并且根据式(1)算出的x1超过本发明范围的上限,所以无法得到具有优异的极低温韧性的焊接金属。
[0288]
关于焊丝no.u,由于以焊丝总质量计的mn含量和n含量以及根据式(1)算出的x1超过本发明范围的上限,所以无法得到具有优异的极低温韧性的焊接金属。
[0289]
关于焊丝no.w,由于根据式(1)算出的x1小于本发明范围的下限,所以无法得到具有优异的极低温韧性的焊接金属。
[0290]
需要说明的是,关于焊接金属的试验片no.22,没有测定-196℃下的夏比冲击吸收能(ve-196℃
),但0℃下的夏比冲击吸收能(ve
0℃
)显示极低的值,所以推测在-196℃下也显示更低的值。
[0291]
另外,关于焊接金属的试验片no.15~18和no.20,由于以焊接金属总质量计的si含量小于本发明范围的下限,并且根据式(2)算出的x2超过本发明范围的上限,因此无法得到具有优异的极低温韧性的焊接金属。
[0292]
关于焊接金属的试验片no.19,由于以焊接金属总质量计的si含量小于本发明范围的下限,并且以焊接金属总质量计的o含量和根据式(2)算出的x2超过本发明范围的上限,因此无法得到具有优异的极低温韧性的焊接金属。
[0293]
关于焊接金属的试验片no.21,由于以焊接金属总质量计的mn含量和n含量以及根据式(2)算出的x2超过本发明范围的上限,所以无法得到具有优异的极低温韧性的焊接金属。
[0294]
关于焊接金属的试验片no.22,由于以焊接金属总质量计的o含量超过本发明范围的上限,所以无法得到具有优异的极低温韧性的焊接金属。
[0295]
关于焊接金属的试验片no.23,由于根据式(2)算出的x2小于本发明范围的下限,
所以无法得到具有优异的极低温韧性的焊接金属。
[0296]
以上,参照附图对各种实施方式进行了说明,但本发明当然不限定于该例子。显然,只要是本领域技术人员,就能够在权利要求书所记载的范畴内想到各种变更例或修正例,这些变更例或修正例当然也属于本发明的技术范围。另外,在不脱离发明的主旨的范围内,也可以将上述实施方式中的各构成要素任意组合。
[0297]
需要说明的是,本技术基于2019年7月1日申请的日本专利申请(日本特愿2019-123039)和2020年1月16日申请的日本专利申请(日本特愿2020-005418),其内容作为参照被援引于本技术中。
[0298]
附图标记说明
[0299]
1:碳钢板
[0300]
1a、2a:预堆边焊层
[0301]
2:衬底材
[0302]
3:焊接金属
[0303]
4:试验片
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。