:
1.本发明涉及机械自动化加工技术领域,特指一种立式磨边倒角成型机。
背景技术:
2.众所周知,玻璃在切割加工后其四边和边角都非常锐利,且切割后的尺寸不够精确,存在安全隐患,所以在玻璃的加工过程中,玻璃磨边倒角是非常重要的一步工序,既能提高玻璃的美观度,又能减少玻璃在使用和安装过程中对人造成的损伤。
3.目前,玻璃进行磨边和倒角均是通过人工打磨,以致需要投入大量的人力,并且劳动强度大、成本高、效率低,而且人工打磨的精度和质量都达不到品质要求。对此,人们研发出了磨边机和倒角机,使用玻璃磨边机上将玻璃的四条边磨边后,再使用专用倒角机来加工玻璃的四个边角,在此过程中,由于需要使用多台加工设备加工玻璃,因此该加工方式的设备占用空间大,且需要较多的人工协同完成,另一方面,由于多台加工设备不是机控而是依靠人工的经验来衔接加工的每个步骤,因此,玻璃的磨边和倒角的质量不稳定,并且效率也不高。
4.有鉴于此,本发明人提出以下技术方案。
技术实现要素:
5.本发明的目的在于克服现有技术的不足,提供一种立式磨边倒角成型机。
6.为了解决上述技术问题,本发明采用了下述技术方案:该立式磨边倒角成型机包括机座、安装于机座上的上下料装置、安装于上下料装置旁侧的玻璃定位装置和位于玻璃定位装置旁侧的磨边倒角装置及用于将上下料装置中上料的玻璃搬运至玻璃定位装置进行定位或用于将玻璃定位装置定位后的玻璃搬运至磨边倒角装置或用于将由磨边倒角装置完成磨边倒角后的玻璃取出的搬运送料装置;所述磨边倒角装置包括有安装于机座上的xyz三轴驱动机构、安装于xyz三轴驱动机构上并可由该xyz三轴驱动机构驱动以在x、y、z三轴方向移动的驱动座、竖直穿设于该驱动座中的旋转主轴、安装于旋转主轴下端的砂轮、用于驱动该旋转主轴旋转的电机组件、安装于该砂轮旁侧并用于夹持固定玻璃并可驱动玻璃转动的夹持旋转机构;所述玻璃定位装置包括有四个用于夹住玻璃的四条边以对玻璃进行定位的定位调整块。
7.进一步而言,上述技术方案中,所述电机组件包括有安装于xyz三轴驱动机构上的驱动电机、安装于该驱动电机的转轴下端的驱动带轮、以可上下滑动的方式安装于该旋转主轴上端并可与旋转主轴同步旋转的砂轮带轮、连接于该驱动带轮与砂轮带轮之间的驱动带。
8.进一步而言,上述技术方案中,所述砂轮带轮的轴孔内壁设置有纵向滑槽,所述旋转主轴上端外围设置有竖直滑槽,该旋转主轴上端穿设于该砂轮带轮的轴孔内,且该竖直滑槽与纵向滑槽对应,滑动件两侧分别嵌入该竖直滑槽及纵向滑槽中,使该旋转主轴与砂轮带轮可相对上下滑动并可同步旋转。
9.进一步而言,上述技术方案中,所述砂轮带轮的轴孔上端还设置有沉槽,所述旋转主轴上端还设置有可嵌入沉槽内的防脱盖;所述旋转主轴上端与驱动座之间设置有若干第一轴承;所述旋转主轴下端与驱动座之间设置有若干第二轴承。
10.进一步而言,上述技术方案中,所述夹持旋转机构包括有安装于机座上的第一座体、以可旋转的方式竖直穿设于该第一座体内的第一旋转轴和用于驱动该第一旋转轴旋转的第一电机模组、安装于该第一旋转轴上端的下夹持座、安装于机座上的立架、竖直安装于该立架中并可旋转的第一旋转座、以可上下滑动的方式竖直穿设于该第一旋转座内的第二旋转轴、套设于该第二旋转轴下端并可相对第二旋转轴旋转的第一旋转座、用于驱动该第一旋转座上下滑动的驱动气缸以及固定于该第二旋转轴下端并与下夹持座对应的上夹持座,其中,所述上夹持座下端面设置有上垫片;所述下夹持座上端面设置有下垫片。
11.进一步而言,上述技术方案中,所述玻璃定位装置包括有气爪支撑座、安装于气爪支撑座上端的气爪主体、四个安装于该气爪主体上端并可相对夹紧的所述的气爪、安装于气爪上的转换块和以可调节相对位置的方式安装于转换块上并用于与玻璃接触的定位调整块、安装于四个定位调整块之间的定位吸盘,且四个定位调整块及定位吸盘之间形成用于对玻璃夹持定位的定位空间。
12.进一步而言,上述技术方案中,所述搬运送料装置包括有安装于该机座上的x轴直线驱动模组、安装于该x轴直线驱动模组上并可由x轴直线驱动模组驱动以在x轴方向移动的y轴直线驱动模组、安装于该y轴直线驱动模组上并可由y轴直线驱动模组驱动以在y轴方向移动的y轴移动座、安装于该y轴移动座上的第一z轴气缸和第二z轴气缸、安装于第一z轴气缸下端的第一搬运臂和安装于该第一搬运臂下端的第一吸盘、安装于第二z轴气缸下端的第二搬运臂和安装于该第二搬运臂下端的第二吸盘。
13.进一步而言,上述技术方案中,所述上下料装置包括有安装于机座上的第一x轴导轨和第二x轴导轨、通过若干滑块安装于该第一x轴导轨和第二x轴导轨上的x轴滑动座、用于驱动该x轴滑动座在第一x轴导轨和第二x轴导轨上滑动的x轴驱动机构、安装于该x轴滑动座上端边缘处并相互垂直的第一限位条和第二限位条、安装于x轴滑动座下端的压块气缸、安装于该压块气缸上并可由压块气缸驱动以伸入该x轴滑动座的角部的直角压块,该直角压块、第一限位条和第二限位条限定放置于该x轴滑动座上的料盘的四条边。
14.进一步而言,上述技术方案中,所述机座上还设置有液槽壳,该液槽壳罩盖在驱动座下端、砂轮及夹持旋转机构外围,且该液槽壳侧面设置有一送料口,该液槽壳还设置有用于关闭或打开送料口的封闭门;该液槽壳下端还设置有排液口。
15.进一步而言,上述技术方案中,所述液槽壳侧面设置有竖直方向并位于送料口外侧的第一轨道,所述封闭门穿设于该第一轨道内,且液槽壳上还设置有用于驱动该封闭门升降以关闭或打开送料口的升降气缸;所述液槽壳另一侧面设置有检修口和位于检修口外围的第二轨道,检修门穿设于该第二轨道内,并可关闭或打开检修口,且该检修门上还设置有手把。
16.采用上述技术方案后,本发明与现有技术相比较具有如下有益效果:本发明工作时,由上下料装置送入装有玻璃的料盘,搬运送料装置将上下料装置中上料的玻璃搬运至玻璃定位装置,由玻璃定位装置通过四个定位调整块夹住玻璃的四条边以对玻璃进行定位,使玻璃处于正确位置;然后再由搬运送料装置将玻璃定位装置定位后的玻璃搬运至磨
边倒角装置的夹持旋转机构中,该夹持旋转机构夹住玻璃;所述磨边倒角装置工作,xyz三轴驱动机构驱动旋转主轴及砂轮直线移动,同时,电机组件驱动该旋转主轴及砂轮旋转,对玻璃进行磨边处理,完成后,再由夹持旋转机构转动玻璃以换另一边,以对另一边进行磨边处理;在对玻璃进行倒角时,该xyz三轴驱动机构驱动旋转主轴及砂轮沿弧形轨迹移动,同时,该夹持旋转机构也会驱动玻璃旋转,通过旋转的砂轮沿弧形轨迹移动对旋转的玻璃进行倒角,其倒角加工质量更好,且效率更高;最后由搬运送料装置将由磨边倒角装置完成磨边倒角后的玻璃取出。本发明整个加工过程基本是采用自动化完成,其劳动强度小、工作效率极高,并且能够一次性对玻璃进行磨边和倒角,从而达到一机双功能的目的,且磨边和倒角的精度和质量均达到品质要求,令本发明具有极强市场竞争力。
附图说明:
17.图1是本发明的立体图;
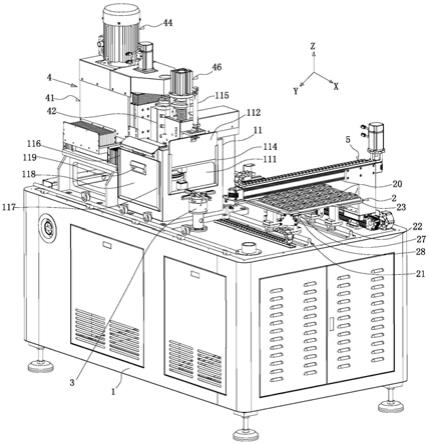
18.图2是本发明拆卸机罩后的立体图;
19.图3是本发明中玻璃定位装置的立体图;
20.图4是本发明拆卸机罩后另一视角的立体图;
21.图5是本发明中砂轮带轮的立体图;
22.图6是本发明中磨边倒角装置的立体图;
23.图7是本发明中磨边倒角装置另一视角的立体图;
24.图8是本发明中磨边倒角装置的剖视图;
25.图9是本发明中上下料装置和搬运送料装置的装配图。
具体实施方式:
26.下面结合具体实施例和附图对本发明进一步说明。
27.见图1-9所示,为一种立式磨边倒角成型机,其包括机座1、安装于机座1上的上下料装置2、安装于上下料装置2旁侧的玻璃定位装置3和位于玻璃定位装置3旁侧的磨边倒角装置4及用于将上下料装置2中上料的玻璃搬运至玻璃定位装置3进行定位或用于将玻璃定位装置3定位后的玻璃搬运至磨边倒角装置4或用于将由磨边倒角装置4完成磨边倒角后的玻璃取出的搬运送料装置5;所述磨边倒角装置4包括有安装于机座1上的xyz三轴驱动机构41、安装于xyz三轴驱动机构41上并可由该xyz三轴驱动机构41驱动以在x、y、z三轴方向移动的驱动座42、竖直穿设于该驱动座42中的旋转主轴43、安装于旋转主轴43下端的砂轮44、用于驱动该旋转主轴43旋转的电机组件45、安装于该砂轮44旁侧并用于夹持固定玻璃并可驱动玻璃转动的夹持旋转机构46;所述玻璃定位装置3包括有四个用于夹住玻璃的四条边以对玻璃进行定位的定位调整块35。本发明工作时,由上下料装置2送入装有玻璃10的料盘20,搬运送料装置5将上下料装置2中上料的玻璃10搬运至玻璃定位装置3,由玻璃定位装置3通过四个定位调整块35夹住玻璃的四条边以对玻璃10进行定位,使玻璃10处于正确位置;然后再由搬运送料装置5将玻璃定位装置3定位后的玻璃搬运至磨边倒角装置4的夹持旋转机构46中,该夹持旋转机构46夹住玻璃10;所述磨边倒角装置4工作,xyz三轴驱动机构41驱动旋转主轴43及砂轮44直线移动,同时,电机组件45驱动该旋转主轴43及砂轮44旋转,对玻璃10进行磨边处理,完成后,再由夹持旋转机构46转动玻璃10以换另一边,以对另一边进行
磨边处理;在对玻璃10进行倒角时,该xyz三轴驱动机构41驱动旋转主轴43及砂轮44沿弧形轨迹移动,同时,该夹持旋转机构46也会驱动玻璃10旋转,通过旋转的砂轮44沿弧形轨迹移动对旋转的玻璃10进行倒角,其倒角加工质量更好,且效率更高;最后由搬运送料装置5将由磨边倒角装置4完成磨边倒角后的玻璃取出。本发明整个加工过程基本是采用自动化完成,其劳动强度小、工作效率极高,并且能够一次性对玻璃10进行磨边和倒角,从而达到一机双功能的目的,且磨边和倒角的精度和质量均达到品质要求,令本发明具有极强市场竞争力。
28.所述机座1上设置有机罩101,该机罩101罩盖上下料装置2、玻璃定位装置3、磨边倒角装置4及搬运送料装置5,且该机罩101外围还设置有多个可以打开和关闭的门体102,该机罩101上还设置有用于控制整个立式磨边倒角成型机工作的控制箱103,该控制箱103具有控制按钮和显示屏。
29.所述电机组件45包括有安装于xyz三轴驱动机构41上的驱动电机451、安装于该驱动电机451的转轴下端的驱动带轮452、以可上下滑动的方式安装于该旋转主轴43上端并可与旋转主轴43同步旋转的砂轮带轮453、连接于该驱动带轮452与砂轮带轮453之间的驱动带454。当xyz三轴驱动机构41驱动旋转主轴43下移后,该旋转主轴43相对砂轮带轮453下移,该砂轮带轮453的位置不变,以致该驱动电机451通过驱动带454驱动该砂轮带轮453旋转时,该旋转主轴43能够同步砂轮带轮453旋转,保证旋转主轴43正常工作。也就是说,该旋转主轴43能够被xyz三轴驱动机构41以在x、y、z轴方向任意移动,可直线行走,还可弧形行走,还可按照其它轨迹行走,以满足加工需求;同时,该旋转主轴43在z轴下移后,该砂轮带轮453可相对不下移,以致该驱动电机451通过驱动带454能够驱动该砂轮带轮453旋转,保证砂轮可旋转以实现磨边倒角。
30.所述砂轮带轮453的轴孔内壁设置有纵向滑槽401,所述旋转主轴43上端外围设置有竖直滑槽402,该旋转主轴43上端穿设于该砂轮带轮453的轴孔400内,且该竖直滑槽402与纵向滑槽401对应,滑动件403两侧分别嵌入该竖直滑槽402及纵向滑槽401中,使该旋转主轴43与砂轮带轮453可相对上下滑动并可同步旋转。
31.所述砂轮带轮453的轴孔上端还设置有沉槽404,所述旋转主轴43上端还设置有可嵌入沉槽404内的防脱盖431,当旋转主轴43相对砂轮带轮453下移至最低位时,该防脱盖431嵌入沉槽404内,以防止该旋转主轴43相对砂轮带轮453脱离。所述旋转主轴43上端与驱动座42之间设置有若干第一轴承432;所述旋转主轴43下端与驱动座42之间设置有若干第二轴承433,以此保证旋转主轴43的同心度,可提高磨边和倒角的质量。
32.所述夹持旋转机构46包括有安装于机座1上的第一座体461、以可旋转的方式竖直穿设于该第一座体461内的第一旋转轴462和用于驱动该第一旋转轴462旋转的第一电机模组463、安装于该第一旋转轴462上端的下夹持座464、安装于机座1上的立架465、竖直安装于该立架465中并可旋转的第一旋转座466、以可上下滑动的方式竖直穿设于该第一旋转座466内的第二旋转轴467、套设于该第二旋转轴467下端并可相对第二旋转轴467旋转的第一旋转座466、用于驱动该第一旋转座466上下滑动的驱动气缸468以及固定于该第二旋转轴467下端并与下夹持座464对应的上夹持座469,其中,所述上夹持座469下端面设置有上垫片405;所述下夹持座464上端面设置有下垫片406。通过上垫片405和下垫片406夹持住玻璃10,可防止损坏玻璃。所述第一旋转轴462为主动轴,第二旋转轴467为从动轴,该驱动气缸
468驱动该第二旋转轴467下移至该上垫片405和下垫片406夹持住玻璃10时,该第一电机模组463驱动该第一旋转轴462旋转,第二旋转轴467则随着第一旋转轴462旋转,以此分别对玻璃10进行换边,同样方便转动该玻璃10以配合砂轮44进行倒角,并可大大提高倒角质量。
33.所述玻璃定位装置3包括有气爪支撑座32、安装于气爪支撑座32上端的气爪主体33、四个安装于该气爪主体33上端并可相对夹紧的所述的气爪31、安装于气爪31上的转换块34和以可调节相对位置的方式安装于转换块34上并用于与玻璃接触的定位调整块35、安装于四个定位调整块35之间的定位吸盘36,且四个定位调整块35及定位吸盘36之间形成用于对玻璃夹持定位的定位空间。工作时,该气爪主体33通过气动的方式驱动四个气爪31相对夹紧,从而通过转换块34驱使定位调整块35随着气爪31相对夹紧,以此实现对玻璃10夹持定位;同时该定位吸盘36还可吸住玻璃10,可进一步提高夹持定位的精度,定位效果更好。
34.所述转换块34设置有多个呈一排分布的螺孔341,该定位调整块35上设置有与螺孔341对应的条形孔351,螺丝穿过该条形孔351螺旋固定于螺孔341内,以此保证定位调整块35稳定安装于该转换块34上,并且可移动定位调整块35相对转换块34的位置,并选择将螺丝螺旋固定于螺孔341不同的孔位内,以此达到调节定位调整块35相对转换块34的位置,以满足对不同尺寸大小的玻璃进行夹持定位,使用起来更加方便。
35.所述搬运送料装置5包括有安装于该机座1上的x轴直线驱动模组51、安装于该x轴直线驱动模组51上并可由x轴直线驱动模组51驱动以在x轴方向移动的y轴直线驱动模组52、安装于该y轴直线驱动模组52上并可由y轴直线驱动模组52驱动以在y轴方向移动的y轴移动座53、安装于该y轴移动座53上的第一z轴气缸54和第二z轴气缸55、安装于第一z轴气缸54下端的第一搬运臂56和安装于该第一搬运臂56下端的第一吸盘57、安装于第二z轴气缸55下端的第二搬运臂58和安装于该第二搬运臂58下端的第二吸盘59。所述搬运送料装置5在使用时,在通过第一z轴气缸54驱动一搬运臂56和第一吸盘57下移至夹持旋转机构46内完成磨边倒角后的玻璃10上,并吸住玻璃10,随后,该y轴直线驱动模组52驱动该y轴移动座53移动,使第二z轴气缸55和第二吸盘59伸入夹持旋转机构46内,并将由第二吸盘59吸附的没有磨边倒角的玻璃放置夹持旋转机构46内,从而实现一取一放的工作模式,可大大提高工作效率。
36.所述上下料装置2包括有安装于机座1上的第一x轴导轨21和第二x轴导轨22、通过若干滑块安装于该第一x轴导轨21和第二x轴导轨22上的x轴滑动座23、用于驱动该x轴滑动座23在第一x轴导轨21和第二x轴导轨22上滑动的x轴驱动机构24、安装于该x轴滑动座23上端边缘处并相互垂直的第一限位条25和第二限位条26、安装于x轴滑动座23下端的压块气缸27、安装于该压块气缸27上并可由压块气缸27驱动以伸入该x轴滑动座23的角部的直角压块28,该直角压块28、第一限位条25和第二限位条26限定放置于该x轴滑动座23上的料盘20的四条边,其结构简单,并可快速定位料盘20,该料盘20上具有多个存放位,玻璃则放置于该存放位内。
37.所述机座1上还设置有液槽壳11,该液槽壳11罩盖在驱动座42下端、砂轮44及夹持旋转机构46外围,该液槽壳11下端还设置有排液口113,通过液槽壳11收集磨边倒角时产生的切削液废液,并可从排液口113排出以集中回收。且该液槽壳11侧面设置有一送料口111,该液槽壳11还设置有用于关闭或打开送料口111的封闭门112,在对玻璃进行磨边倒角时,
封闭门112关闭送料口111,当搬运送料装置5将玻璃送入夹持旋转机构46或将玻璃相对夹持旋转机构46取出时,则打开送料口111。
38.所述液槽壳11侧面设置有竖直方向并位于送料口111外侧的第一轨道114,所述封闭门112穿设于该第一轨道114内,且液槽壳11上还设置有用于驱动该封闭门112升降以关闭或打开送料口111的升降气缸115;所述液槽壳11另一侧面设置有检修口116和位于检修口116外围的第二轨道117,检修门118穿设于该第二轨道117内,并可关闭或打开检修口116,且该检修门118上还设置有手把119,以便手动取出检修门118以打开检修口116。
39.综上所述,本发明工作时,由上下料装置2送入装有玻璃10的料盘20,搬运送料装置5将上下料装置2中上料的玻璃10搬运至玻璃定位装置3,由玻璃定位装置3通过四个气爪31夹住玻璃的四条边以对玻璃10进行定位,使玻璃10处于正确位置;然后再由搬运送料装置5将玻璃定位装置3定位后的玻璃搬运至磨边倒角装置4的夹持旋转机构46中,该夹持旋转机构46夹住玻璃10;所述磨边倒角装置4工作,xyz三轴驱动机构41驱动旋转主轴43及砂轮44直线移动,同时,电机组件45驱动该旋转主轴43及砂轮44旋转,对玻璃10进行磨边处理,完成后,再由夹持旋转机构46转动玻璃10以换另一边,以对另一边进行磨边处理;在对玻璃10进行倒角时,该xyz三轴驱动机构41驱动旋转主轴43及砂轮44沿弧形轨迹移动,同时,该夹持旋转机构46也会驱动玻璃10旋转,通过旋转的砂轮44沿弧形轨迹移动对旋转的玻璃10进行倒角,其倒角加工质量更好,且效率更高;最后由搬运送料装置5将由磨边倒角装置4完成磨边倒角后的玻璃取出。本发明整个加工过程基本是采用自动化完成,其劳动强度小、工作效率极高,并且能够一次性对玻璃10进行磨边和倒角,从而达到一机双功能的目的,且磨边和倒角的精度和质量均达到品质要求,令本发明具有极强市场竞争力。
40.当然,以上所述仅为本发明的具体实施例而已,并非来限制本发明实施范围,凡依本发明申请专利范围所述构造、特征及原理所做的等效变化或修饰,均应包括于本发明申请专利范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。