1.本发明属于电解质铝电解电容器制造器械领域,尤其是一种固体电解质铝电解电容器叠层压料方法。
背景技术:
2.伴随着电子零件薄型扁平化的趋势,电容的外型也将随之改变,由传统的圆柱形衍生为叠层电容器,而这种生产工艺将会逐渐压缩箔片叠层空间。急需采用新工艺新设备来生产,而叠层电容制造过程中涉及产品线框上叠层的箔片采用银胶以及冷焊的方式将箔片和线框连接固化,目前叠层机台上没有一种设备可以让线框上的箔片不翘起松开,在没有固化之前,由于放置时间长,线框上连接叠层在一起的箔片会撬开,导致箔片叠层之间出现翘边,鼓包或气泡,造成产品不良,如esr增大等问题。
技术实现要素:
3.本发明的目的在于克服现有技术的不足,提供一种固体电解质铝电解电容器叠层压料方法,通过机械手自动将压力块压在线框片中单边冷焊与涂抹银胶的箔片叠层上,固化得到的箔片叠层长时间放置也不会松开,解决传统工艺加工在高温固化前的生产工艺过程中箔片叠层出现箔片会撬开,导致箔片叠层之间出现翘边,鼓包或气泡,造成产品不良,如esr增大等问题。
4.本发明解决其技术问题是采取以下技术方案实现的:一种固体电解质铝电解电容器叠层压料方法,其特征在于:包括第一托盘、第二托盘、压力块、线框片、传送机台、机械手、滑动轨道;所述的第一托盘中间设置镂空条形槽;所述的第一托盘紧扣叠放在第二托盘上方;所述的线框片设置在第一托盘中的条形槽中;所述的机械手由夹脚、机械式传动件、支架、滑动块构成;所述的线框片放置箔片叠层,箔片叠层一端通过冷焊将其与线框片固定连接,箔片叠层层间用银胶粘合固定;所述的压力块放置在第一托盘上面,压力块将箔片叠层挤压,等待线框片在第一托盘放料周期完成后,再一起经高温挤压成型固化。
5.进一步的,所述的压力块、线框片、第一托盘、第二托盘依次从上往下放置形成叠层结构。
6.进一步的,所述的第二托盘上表面设置有凸起的条形块,条形块的位置与第一托盘中间的镂空条形槽相对应吻合。
7.进一步的,所述的线框片中设置有若干片状针脚组,每个片状针脚组由两根针脚构成,每个片状针脚组放置一份箔片叠层,箔片叠层的一端与其中一根针脚冷焊固定单边连接。
8.进一步的,所述的箔片叠层每层均匀涂抹银胶,将压力块放置箔片叠层上面,待线框片在第一托盘放料周期完成后,再高温施压使箔片叠层成型固化。
9.进一步的,所述的机械手中的夹脚与机械式传动件连接,机械式传动件与支架垂
直连接,支架与滑动块固定连接,机械手设置在滑动轨道上,机械手沿着滑动轨道进行前后伸缩移动。
10.进一步的,所述的托盘与传送机台设置在同一高度的水平面上。
11.进一步的,所述的机械手向后移动,夹脚吸取压力块与线框片,机械手向前移动将压力块与线框片投放至传送机台中,机械手自动复位。
12.本发明优点和积极效果是:1、本发明一种固体电解质铝电解电容器叠层压料方法,通过机械手自动将压力块压在线框片中单边冷焊与涂抹银胶的箔片叠层上,固化得到的箔片叠层长时间放置也不会松开,解决传统工艺加工在高温固化前的生产工艺过程中箔片叠层出现箔片会撬开,导致箔片叠层之间出现翘边,鼓包或气泡,造成产品不良,如esr增大等问题,提高了效率,且具有很大的推广价值以及实用性。
附图说明
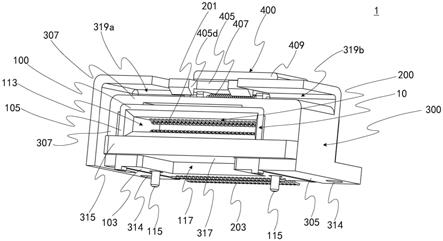
13.图1是本发明型立体结构示意图。
14.图2是本发明托盘爆炸零件立体结构示意图。
15.图3 是本发明托盘立体结构示意图。
16.图4是本发明托盘叠层立体结构示意图。
17.图5是本发明机械手立体结构示意图。
18.图6是本发明线框片结构示意图。
19.图7是本发明线框片局部结构示意图。
20.图8是本发明第二托盘立体结构示意图。
21.图9是本发明第一托盘立体结构示意图。
22.附图标号说明:1、第一托盘;2、第二托盘;3、压力块;4、线框片;5、传送机台;6、机械手;7、滑动轨道;8、条形槽;9、夹脚;10、机械式传动件;11、支架;12、滑动块;13、箔片叠层;14、条形块;15、片状针脚组16、针脚。
具体实施方式
23.结合附图对本发明实施例做进一步详述:如附图1-图9所示,本发明所述的一种固体电解质铝电解电容器叠层压料方法,其特征在于:包括第一托盘1、第二托盘2、压力块3、线框片4、传送机台5、机械手6、滑动轨道7;所述的第一托盘1中间设置镂空条形槽8;所述的第一托盘1紧扣叠放在第二托盘2上方;所述的线框片4设置在第一托盘1中的条形槽8中;所述的机械手6由夹脚9、机械式传动件10、支架11、滑动块12构成;所述的线框片4放置箔片叠层13,箔片叠层13一端通过冷焊将其与线框片4固定连接,箔片叠层13间用银胶粘合固定;所述的压力块3放置在第一托盘1上面,压力块3将箔片叠层13挤压,等待线框片4在第一托盘1放料周期完成后,再一起经高温挤压成型固化。
24.所述的压力块3、线框片4、第一托盘1、第二托盘2依次从上往下放置形成叠层结构;整个结构的作用在于挤压箔片叠层13,压力块3为长方体金属条,压力块3的重量可根据箔片叠层13的层数进行增加或减少。压力块3以阵列的方式逐个摆放压在第一托盘1的上
面。其中压力块3的摆放与移去整个过程由机械手6自动完成。
25.第二托盘2上表面设置有凸起的条形块14,条形块14的位置与第一托盘1中间的镂空条形槽8相对应吻合。条形块14的数量与第一托盘1中间的镂空条形槽8相对应。当第一托盘1与第二托盘2堆叠在一起时,条形块14套接在条形槽8中,条形块14充当支撑点的作用,线框片4放置在条形槽8中,线框片4中的箔片叠层13下端与条形块14上表面接触,当压力块3压在第一托盘1上面时压力块3的下端面与箔片叠层13的上端面接触,此时箔片叠层13被压夹在条形块14与压力块3之间,由于箔片叠层13受到压力块3下压力作用将紧密贴合。
26.所述的线框片4中设置有若干片状针脚组15,每个片状针脚组15由两根针脚16构成,每个片状针脚组15放置一份箔片叠层13,箔片叠层13的一端与其中一根针脚16冷焊固定单边连接。当箔片叠层13的一端经过单边冷焊后受到张力的作用箔片叠层13的另一端将会呈v型张开。所述的箔片叠层13每层均匀涂抹银胶,通过用银胶涂抹箔片叠层13将箔片叠层13受力张开的一端粘连,由于银胶需要放置一定时间才固化,先将线框片4放置在第一托盘1中间的镂空条形槽8中,每条线框片4中包含有若干份箔片叠层13,每份箔片叠层13呈阵列的方式排列分布。第一托盘1中间的镂空条形槽8,每个条形槽8放置一条线框片4。当第一托盘1中间的镂空条形槽8中放置线框片4后,在第一托盘1的条形槽8上分别放置压力块3。将压力块3放置箔片叠层13上面,施压10-15分钟使箔片叠层13成型固化,施加压力块3可将箔片叠层13压平整,将银胶均匀挤压分布,使得箔片叠层13中每片箔片表面充分接触银胶,使得箔片叠层13充分的粘连;在施加压力块3的坏境下经过高温烘烤,所涂抹的银胶凝结固化,得到平整坚固的箔片叠层13。固化后的箔片叠层13的两端分别得到一根针脚16,分别是冷焊固定单边连接的针脚16与银胶固化连接的针脚16。
27.所述的机械手6中的夹脚(9)与机械式传动件10连接,机械式传动件10与支架11垂直连接,支架11与滑动块12固定连接,机械手6设置在滑动轨道7上,机械手6沿着滑动轨道7进行前后伸缩移动。所述的托盘1与传送机台5设置在同一高度的水平面上。所述的机械手6向后移动,夹脚9吸取压力块3与线框片4,机械手6向前移动将压力块3与线框片4投放至传送机台5中,机械手6自动复位。
28.当完成箔片叠层13固化后,机械手6移动,通过机械式传动件10控制夹脚9夹取都第一托盘1中已经完成固化的箔片叠层13。当机械手6的夹脚9 吸取压力块3时,线框片4连同箔片叠层13一起夹取走。机械手6将吸取的压力块3放置在传送机台5,机械手6做反复运动,直到将第一托盘1中的压力块3全部夹取走完毕。固化后的箔片叠层13。通过裁切线框中的针脚16,将得到坚固并附带有两根针脚16的箔片叠层13。
29.需要强调的是,本发明所述的实施例是说明性的,而不是限定性的,因此本发明并不限于具体实施方式中所述的实施例,凡是由本领域技术人员根据本发明的技术方案得出的其他实施方式,同样属于本发明保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。