1.本发明涉及定位夹具技术领域,尤其涉及一种用于清洗机异形增压零件斜孔加工的快速定位夹具。
背景技术:
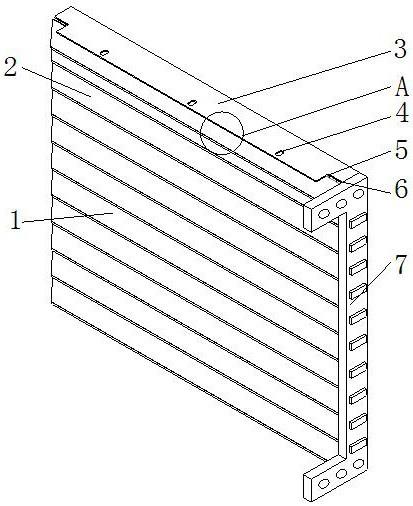
2.目前,在企业生产中有很多零件上有着和主平面不垂直的斜孔,给加工造成了困难。如图1某企业生产的增压连接管是一种清洗机的增压零件,它是清洗机的核心零件,通过该零件的内腔结构可使水流压强增大,使得清洗机的出水压力增大,达到清洗污浊物品的目的,但该零件的生产工艺较为复杂,需要在三个圆形槽的内壁上各钻一个斜孔,三个斜孔在圆周上沿120
°
的等分角度分布,局部放大图如图2所示。
技术实现要素:
3.为解决上述问题,本发明公开了一种用于清洗机异形增压零件斜孔加工的快速定位夹具。
4.具体方案如下:
5.一种用于清洗机异形增压零件斜孔加工的快速定位夹具,用于夹持异形增压零件,其特征在于:包括倾斜设置的支撑板,所述支撑板的顶面上设有转盘和定位组件,所述转盘为圆盘状结构,其中部通过连接轴与支撑板转动连接,所述转盘的顶面上沿圆周方向均布有三个与其垂直的柱塞,底面上沿圆周方向均布有三个安装槽,其中一安装槽中安装有钢球,所述钢球与安装槽之间设有弹簧,所述支撑板的顶面上设有供钢球滑动的圆环状沟槽,所述圆环状沟槽内均布有三个可供钢球定位的定位槽,其深度为1/3钢球直径,所述定位组件包括定位座,所述定位座上安装有可翻转的定位板,所述转盘的顶面边缘沿圆周方向均布有三个与定位板端部相适配的定位卡槽。支撑板的上表面的三个定位槽,与转盘下表面的钢球和弹簧配合能实现对工件的角度定位;夹具通过三点式柱塞对零件实现平面定位,使零件定位可靠,定位精度高。
6.作为本发明的进一步改进,所述异形增压零件的顶面中部设有圆柱槽,顶面上以圆柱槽为中心沿圆周方向均布有三个圆形槽以及三个定位孔,所述圆形槽与定位孔交替设置,其中圆形槽的槽口内设有台阶,定位孔与柱塞相适配,圆形槽的槽口台阶内设有用于加工钻孔的斜孔,斜孔的中轴线与圆柱槽的中轴线共面,且斜孔的下端与圆柱槽的内腔连通。
7.作为本发明的进一步改进,还包括用于安装支撑板的支撑机构,所述支撑机构包括水平设置的底座,以及对称设置在底座顶面上的两支架,所述支架为直角三角板,其一直角边固定在底座上,斜边与支撑板底面固定连接,直角三角板具有稳定性且可以通过改变直角三角板的角度来钻不同角度的斜孔;通过支架的倾斜角度使零件斜孔的轴线和钻头的轴线平行,从而将斜孔加工转换成普通垂直孔加工,降低了加工的难度。
8.作为本发明的进一步改进,所述转盘上均布有三个用于安装柱塞的柱塞孔。
9.作为本发明的进一步改进,所述定位座为两对称设置的定位块,所述定位板的一
端可转动的支撑在两定位块之间。
10.本发明的有益效果在于:
11.1、通过将工件的安装面旋转使工件斜孔的轴线与钻头的轴线平行,将斜孔加工转换成普通垂直孔加工,降低了加工的难度;
12.2、设计了一种由钢球、安装槽、定位槽组成的角度定位装置,使钻斜孔夹具的角度定位准确,并具有一定的磨损自动补偿性;
13.3、采用三点定位原则,通过柱塞使异型零件在斜面上固定,夹具通过三点式柱塞对异型零件实现平面定位,使异型零件定位可靠,定位精度高。
附图说明
14.图1为本发明中异形增压零件的示意图。
15.图2为图1上斜孔的放大图。
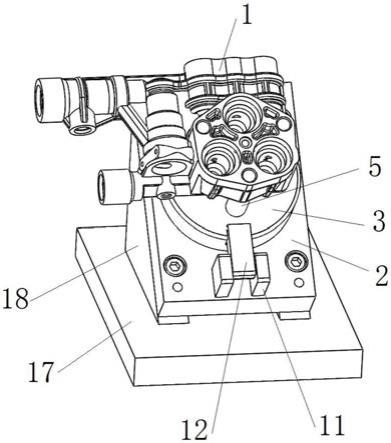
16.图3为本发明夹持异形增压零件的示意图。
17.图4为图3中去除异形增压零件以及柱塞后的示意图。
18.图5为图4中去除转盘和定位组件后的示意图。
19.图6为本发明中转盘的底面示意图。
20.图7为本发明的截面示意图。
21.附图标记列表:
22.1-异形增压零件,2-支撑板,3-转盘,4-连接轴,5-柱塞,6-安装槽,7-钢球,8-弹簧,9-圆环状沟槽,10-定位槽,11-定位座,12-定位板,13-定位卡槽,14-圆柱槽,15-圆形槽,16-定位孔,17-底座,18-支架,19-柱塞孔,20-斜孔。
具体实施方式
23.下面结合附图和具体实施方式,进一步阐明本发明,应理解下述具体实施方式仅用于说明本发明而不用于限制本发明的范围。
24.如图3-7所示,一种用于清洗机异形增压零件斜孔加工的快速定位夹具,用于夹持异形增压零件1,包括倾斜设置的支撑板2,支撑板2的顶面上设有转盘3和定位组件,转盘3为圆盘状结构,其中部通过连接轴4与支撑板2转动连接,转盘3的顶面上沿圆周方向均布有三个与其垂直的柱塞5,底面上沿圆周方向均布有三个安装槽6,其中一安装槽6中安装有钢球7,钢球7与安装槽6之间设有弹簧8,支撑板2的顶面上设有供钢球7滑动的圆环状沟槽9,圆环状沟槽9内均布有三个可供钢球7定位的定位槽10,其深度为1/3钢球直径,定位组件包括定位座11,定位座11上安装有可翻转的定位板12,转盘3的顶面边缘沿圆周方向均布有三个与定位板12端部相适配的定位卡槽13。支撑板的上表面的三个定位槽,与转盘下表面的钢球和弹簧配合能实现对工件的角度定位;夹具通过三点式柱塞对零件实现平面定位,使零件定位可靠,定位精度高。
25.在本实施例中,异形增压零件1的顶面中部设有圆柱槽14,顶面上以圆柱槽14为中心沿圆周方向均布有三个圆形槽15以及三个定位孔16,圆形槽15与定位孔16交替设置,其中圆形槽15的槽口内设有台阶,定位孔16与柱塞5相适配,圆形槽的槽口台阶内设有用于加工钻孔的斜孔20,斜孔20的中轴线与圆柱槽的中轴线共面,且斜孔20的下端与圆柱槽的内
腔连通。
26.在本实施例中,还包括用于安装支撑板2的支撑机构,支撑机构包括水平设置的底座17,以及对称设置在底座17顶面上的两支架18,支架18为直角三角板,其一直角边固定在底座上,斜边与支撑板2底面固定连接,直角三角板具有稳定性且可以通过改变直角三角板的角度来钻不同角度的斜孔;通过支架的倾斜角度使零件斜孔的轴线和钻头的轴线平行,从而将斜孔加工转换成普通垂直孔加工,降低了加工的难度。
27.在本实施例中,转盘3上均布有三个用于安装柱塞5的柱塞孔19。
28.在本实施例中,定位座11为两对称设置的定位块,定位板12的一端可转动的支撑在两定位块之间。
29.本发明通过把钢球卡进定位槽中来实现夹具对零件的角度定位。加工完一个孔后,抬起定位板,用手转动转盘,在压力的作用下钢球被挤进转盘中的安装孔中,转盘便可沿着连接轴旋转,当旋转到一定角度后,钢球便卡进支撑板上另外一个定位槽中,即可实现对零件另一个斜孔的角度定位,支撑板上的圆环状沟槽便于钢球在上面滚动。需要说明的是:这种方式仅对转盘进行定位,夹具采用定位板卡进转盘的定位卡槽中实现夹具对零件的周向固定如这就使得新型钻斜孔夹具既能实现对零件进行快速精确定位,又能承受较大的扭转力矩。
30.本发明方案所公开的技术手段不仅限于上述实施方式所公开的技术手段,还包括由以上技术特征任意组合所组成的技术方案。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。