1.本发明属于变速箱斜齿副轴总成装配技术领域,具体涉及一种变速箱斜齿副轴总成热装对齿自动化系统及其方法。
背景技术:
2.随着新能源汽车转型升级的加速推进、市场竞争的日趋激烈,“高数字化、集成化、高效率、小批量、低成本、高质量、高精度、低废品率”的生产要求,系统与机器人之间的互联互通呈现数字化形式的生产方式已经成为机械加工行业的主导生产方式。
3.传统技术采用手动装配斜齿副轴总成作业,且手动操作各部件进行相互位置精度的调整,人为干预的环节多,不可控因素多,装配节拍慢,质量不稳定,劳动者劳动强度大。手动热装换产需要手动调整定位销的位置高度,位置度超差也需要手动调整,调整时间长,劳动强度大,一次调整的成功率低。
技术实现要素:
4.本发明要解决上述问题,提供了一种变速箱斜齿副轴总成热装对齿自动化系统及其方法。
5.本发明采用如下的技术方案实现:一种变速箱斜齿副轴总成热装对齿自动化系统,包括两个机械手、安装平台、控制系统、前后滑动连接在安装平台上的齿轮定位机构和总成对齿机构以及位于安装平台中心位的斜齿副轴夹持机构;所述齿轮定位机构和总成对齿机构分局于斜齿副轴夹持机构的前后两侧,并且三者在纵向位于同一基准线上;两个所述机械手分别夹取斜齿副轴和加热后的齿轮,并对斜齿副轴和齿轮的角度方向进行识别,识别后斜齿副轴夹持机构竖向夹紧斜齿副轴,齿轮定位机构夹持四个齿轮并移动至斜齿副轴的正上方,齿轮定位机构带动齿轮向下移动,齿轮在自重作用下直接套装在斜齿副轴上,齿轮冷却前,总成对齿机构以斜齿副轴上的基准齿槽为基准对四个齿轮进行角度方向定位,实现斜齿副轴总成的对齿装配,上述动作均通过控制系统控制完成。
6.进一步的,所述斜齿副轴夹持机构包括上顶尖气缸压紧装置、下顶尖支撑定位装置、限位信号开关、三爪和支架;所述上顶尖气缸压紧装置设于总成对齿机构的顶端,支架固定在安装平台上,下顶尖支撑定位装置设于支架顶端的中心,下顶尖支撑定位装置顶在斜齿副轴底端的中心孔上;三爪设于支架上并且位于下顶尖支撑定位装置的圆周外围上方,用于夹持斜齿副轴;限位信号开关设于支架上靠近下顶尖支撑定位装置的一侧;所述上顶尖气缸压紧装置、下顶尖支撑定位装置、限位信号开关和三爪均与控制系统电性连接,控制系统控制其正确夹持和顶紧斜齿副轴。
7.进一步的,所述齿轮定位机构包括托板、第一线性导轨、第二线性导轨和齿轮定位架体;
所述第二线性导轨横向设置在安装平台上,齿轮定位架体与第一线性导轨构成移动副,齿轮定位架体上设有竖向设置的第一线性导轨,托板与第一线性导轨构成移动副;所述托板自下至上设有四个,四个托板同轴设置,分别用于准确定位四个齿轮,托板设有两个卡片,两个卡片卡在齿轮的齿部下端面;所述第一线性导轨和第二线性导轨上均连接有伺服电机,分别为第一伺服电机和第二伺服电机,第一伺服电机和第二伺服电机与控制系统电性连接,控制系统控制齿轮定位架体横向移动以及托板的竖向移动,对齿轮进行轴向和径向定位。
8.进一步的,所述总成对齿机构包括五个对齿测针、第三线性导轨、第四线性导轨和对齿架体;所述第四线性导轨横向设置在安装平台上,对齿架体与第四线性导轨构成移动副,对齿架体上设有竖向设置的第三线性导轨,对齿测针与第三线性导轨构成移动副;所述对齿测针的尾部均设有对齿测针伺服电机,其中一个对齿测针顶在斜齿副轴的基准齿槽内,另外四个对齿测针分别顶在四个齿轮的齿槽内;所述第三线性导轨和第四线性导轨上均连接有第三伺服电机,第三伺服电机以及对齿测针伺服电机与控制系统电性连接,控制系统控制对齿架体横向移动以及对齿测针的竖向移动,实现斜齿副轴总成的对齿装配,确定正确的对齿位置度。
9.进一步的,所述斜齿副轴上设有识别孔,斜齿副轴的角度方向识别通过总成轴分件对齿校正机构完成,所述总成轴分件对齿校正机构包括红外光光电信号开关装置、下顶尖和下顶尖气缸,下顶尖和光电信号开关装置均设于安装平台上,光电信号开关装置与控制系统电性连接,斜齿副轴竖向放置并且其端部的中心孔顶在下顶尖上,红外光光电信号开关装置对识别孔进行光电信号采集。
10.进一步的,所述齿轮上分布有齿槽,齿轮的角度方向识别通过总成齿轮分件对齿校正机构完成,总成齿轮分件对齿校正机构包括红外光电信号开关,红外光电信号开关设于安装平台上,红外光电信号开关与控制系统电性连接,红外光电信号开关对齿轮上的齿槽进行光电信号采集。
11.进一步的,所述机械手上设有旋转伺服轴,旋转伺服轴与控制系统电性连接,控制系统控制旋转伺服轴带动斜齿副轴和齿轮转动。
12.一种变速箱斜齿副轴总成热装对齿方法,控制系统控制其中一个所述机械手夹取斜齿副轴并带动斜齿副轴转动,总成轴分件对齿校正机构的光电信号开关装置找正斜齿副轴的识别孔,识别斜齿副轴的角度方向,识别后斜齿副轴夹持机构竖向夹紧斜齿副轴;控制系统控制另一个所述机械手依次夹取四个加热后的齿轮,总成齿轮分件对齿校正机构的红外光电信号开关找正齿轮的齿槽,识别齿轮的角度方向,识别后齿轮夹持在齿轮定位机构上,齿轮定位机构横向移动把定位好的齿轮送入定位好的斜齿副轴的正上方,齿轮和斜齿副轴同轴,齿轮定位机构带动齿轮向下移动,齿轮在自重作用下直接套装在斜齿副轴上,在齿轮冷却前,总成对齿机构横向移动,总成对齿机构的对齿测针对齿轮进行角度方向定位,冷却后机器人把斜齿副轴总成运送至下一工位。
13.进一步的,所述斜齿副轴夹持机构对斜齿副轴的夹紧分为:当斜齿副轴放入斜齿副轴夹持机构后,下顶尖支撑定位装置顶在斜齿副轴的中心孔上并且三爪抱紧斜齿副轴,定位夹紧斜齿副轴后限位开关反馈信号给控制系统;
当齿轮送入斜齿副轴的正上方后,上顶尖气缸压紧装置下降并顶紧斜齿副轴顶端的中心孔,此时松开三爪;当齿轮套装在斜齿副轴上后,三爪再次抱紧固定斜齿副轴,然后完成总成对齿机构的对齿测针对齿轮进行角度方向定位。
14.本发明相比现有技术的有益效果:1.本技术采取伺服电机和控制系统协调配合,首先通过总成齿轮分件对齿校正机构和总成轴分件对齿校正机构对齿轮和斜齿副轴进行找正,然后斜齿副轴夹持机构对斜齿副轴进行夹持和顶紧,控制系统齿轮定位机构对齿轮进行轴向和径向定位,齿轮在自重作用下直接套装在斜齿副轴上,齿轮冷却前,总成对齿机构以斜齿副轴上的基准齿槽为基准对四个齿轮进行角度方向定位,实现斜齿副轴总成的对齿装配,确定正确的对齿位置度,即使位置度超差也只需要输入参数,由控制系统自动完成调整、装配,改变了手工热装对齿需要人工对对齿测针进行调整带来的调整不准确、调整时间长、劳动强度大的问题;2.本技术通过控制系统控制各部件的运动,实现了变速箱斜齿副轴总成热装对齿由传统的手工操作向自动化控制的转变,改变了人工热装时需要手工对齿轮进行角度方向定位的装配形式,减少人为干预,提升了加工产品的质量稳定性、提升装配节拍,降低劳动强度;实现了各机构的整体集成应用,最终实现斜齿副轴总成热装对齿自动化装配功能,彻底消除了手工装配费时费力、效率低下,质量无法保证的弊端。
附图说明
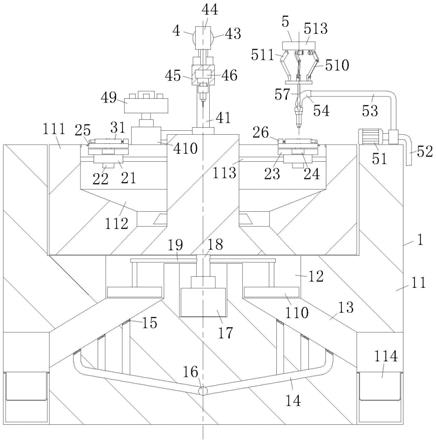
15.图1:斜齿副轴的结构示意图;图2:齿轮的结构示意图;图3:斜齿副轴总成的结构示意图;图4:本技术的结构示意图;图5:本技术的斜齿副轴夹持机构的结构示意图;图6:本技术的斜齿副轴夹持机构的上顶尖气缸压紧装置的结构示意图;图7:本技术的齿轮定位机构的结构示意图1;图8:本技术的齿轮定位机构的结构示意图2;图9:本技术的总成对齿机构的结构示意图;图10:本技术的总成齿轮分件对齿校正机构的结构示意图;图11:本技术的总成轴分件对齿校正机构的结构示意图1;图12:本技术的总成轴分件对齿校正机构的结构示意图2;图13:本技术的对齿测针对齿轮进行定位的示意图;图中:1-安装平台2-斜齿副轴夹持机构,2-1-上顶尖气缸压紧装置,2-2-下顶尖支撑定位装置,2-3-限位信号开关,2-4-三爪,2-5-支架3-齿轮定位机构,3-1-托板,3-2-第一伺服电机,3-3-第一线性导轨,3-4-第二伺服电机,3-5-第二线性导轨,3-6-齿轮定位架体4-总成对齿机构,4-1-对齿测针,4-2-对齿测针伺服电机,4-3-第三线性导轨,4-4-第三伺服电机,4-5-第四线性导轨,4-6-对齿架体
5-总成齿轮分件对齿校正机构,5-1-红外光电信号开关6-总成轴分件对齿校正机构,6-1-红外光光电信号开关装置,6-2-下顶尖,6-3-下顶尖气缸7-斜齿副轴,7-1-识别孔,7-2-基准齿槽8-齿轮9-斜齿副轴总成。
具体实施方式
16.以下由特定的具体实施例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
17.须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容所能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
18.文中所述“前后”、“横向”指的是齿轮定位机构和总成对齿机构的移动方向;“上下”、“竖向”指的是齿轮定位机构的高度方向。
19.参照图1至图13,本发明提供一种技术方案:一种变速箱斜齿副轴总成热装对齿自动化系统,包括两个机械手、安装平台1、控制系统、前后滑动连接在安装平台1上的齿轮定位机构3和总成对齿机构4以及位于安装平台1中心位的斜齿副轴夹持机构2;所述齿轮定位机构3和总成对齿机构分局于斜齿副轴夹持机构2的前后两侧,并且三者在纵向位于同一基准线上,齿轮定位机构3和总成对齿机构4向斜齿副轴夹持机构2横向移动;两个所述机械手分别夹取斜齿副轴7和加热后的齿轮8,并对斜齿副轴7和齿轮8的角度方向进行识别,识别后斜齿副轴夹持机构2竖向夹紧斜齿副轴7,齿轮定位机构3夹持四个齿轮8并移动至斜齿副轴7的正上方,齿轮8与斜齿副轴7同轴,齿轮定位机构3带动齿轮8向下移动,齿轮8在自重作用下直接套装在斜齿副轴7上,齿轮8冷却前,总成对齿机构4以斜齿副轴7上的基准齿槽7-2为基准对四个齿轮8进行角度方向定位(总成对齿机构4的其余对齿测针4-1的横竖向移动对齿轮8进行角度方向定位),实现斜齿副轴总成9的对齿装配,上述动作均通过控制系统控制完成。
20.所述斜齿副轴夹持机构2包括上顶尖气缸压紧装置2-1、下顶尖支撑定位装置2-2、限位信号开关2-3、三爪2-4和支架2-5;所述上顶尖气缸压紧装置2-1设于总成对齿机构4的顶端,支架2-5固定在安装平台1上,下顶尖支撑定位装置2-2设于支架2-5顶端的中心,下顶尖支撑定位装置2-2顶在斜齿副轴7底端的中心孔上;三爪2-4设于支架2-5上并且位于下顶尖支撑定位装置2-2的圆周外围上方,用于夹持斜齿副轴7;限位信号开关2-3设于支架2-5上靠近下顶尖支撑定位装置2-2的一侧;
所述上顶尖气缸压紧装置2-1、下顶尖支撑定位装置2-2、限位信号开关2-3和三爪2-4均与控制系统电性连接,控制系统控制其正确夹持和顶紧斜齿副轴7。
21.所述齿轮定位机构3包括托板3-1、第一线性导轨3-3、第二线性导轨3-5和齿轮定位架体3-6;所述第二线性导轨3-5横向设置在安装平台1上,齿轮定位架体3-6与第一线性导轨3-3构成移动副,齿轮定位架体3-6上设有竖向设置的第一线性导轨3-3,托板3-1与第一线性导轨3-3构成移动副;所述托板3-1自下至上设有四个,四个托板3-1同轴设置,分别用于准确定位四个齿轮8,托板3-1设有两个卡片,两个卡片卡在齿轮8的齿部下端面;所述第一线性导轨3-3和第二线性导轨3-5上均连接有伺服电机,分别为第一伺服电机3-2和第二伺服电机3-4,第一伺服电机3-2和第二伺服电机3-4与控制系统电性连接,控制系统控制齿轮定位架体3-6横竖向移动以及托板3-1的竖向移动,对齿轮8进行轴向和径向定位,使齿轮8正确套入斜齿副轴7的轴径内。
22.所述总成对齿机构4包括五个对齿测针4-1、第三线性导轨4-3、第四线性导轨4-5和对齿架体4-6;所述第四线性导轨4-5横向设置在安装平台1上,对齿架体4-6与第四线性导轨4-5构成移动副,对齿架体4-6上设有竖向设置的第三线性导轨4-3,对齿测针4-1与第三线性导轨4-3构成移动副;所述对齿测针4-1的尾部均设有对齿测针伺服电机4-2,其中一个对齿测针4-1横竖向移动顶在斜齿副轴7的基准齿槽7-2内,另外四个对齿测针4-1横竖向移动后分别顶在四个齿轮8的齿槽内,对四个齿轮8进行角度方向定位;所述第三线性导轨4-3和第四线性导轨4-5上均连接有第三伺服电机4-4,第三伺服电机4-4以及对齿测针伺服电机4-2与控制系统电性连接,控制系统控制对齿架体4-6横向移动以及对齿测针4-1的横竖向移动,实现斜齿副轴总成9的对齿装配,确定正确的对齿位置度。
23.所述斜齿副轴7上设有识别孔7-1,斜齿副轴7的角度方向识别通过总成轴分件对齿校正机构6完成,所述总成轴分件对齿校正机构6包括红外光光电信号开关装置6-1、下顶尖6-2和下顶尖气缸6-3,下顶尖6-2和光电信号开关装置6-1均设于安装平台1上,光电信号开关装置6-1与控制系统电性连接,斜齿副轴7竖向放置并且其端部的中心孔顶在下顶尖6-2上,红外光光电信号开关装置6-1对识别孔7-1进行光电信号采集;控制系统控制旋转伺服轴带动斜齿副轴7转动,红外光光电信号开关装置6-1采集到识别孔7-1的光电信号后,控制系统接收到信号反馈后,控制系统控制机械手的旋转伺服轴的停止转动。
24.所述齿轮8上分布有齿槽,齿轮8的角度方向识别通过总成齿轮分件对齿校正机构5完成,总成齿轮分件对齿校正机构5包括红外光电信号开关5-1,红外光电信号开关5-1设于安装平台1上,红外光电信号开关5-1与控制系统电性连接,红外光电信号开关5-1对齿轮8上的齿槽进行光电信号采集;控制系统控制旋转伺服轴带动齿轮8转动,红外光电信号开关5-1采集到齿槽的光电信号后,控制系统接收到信号反馈后,控制系统控制机械手的旋转伺服轴的停止转动。
25.所述机械手上设有旋转伺服轴,旋转伺服轴与控制系统电性连接,控制系统控制旋转伺服轴带动斜齿副轴7和齿轮8转动,从而便于对斜齿副轴7和齿轮8的角度方向识别。
26.一种变速箱斜齿副轴总成热装对齿方法,控制系统控制其中一个所述机械手夹取斜齿副轴7并带动斜齿副轴7转动,总成轴分件对齿校正机构6的光电信号开关装置6-1找正斜齿副轴7的识别孔7-1,识别斜齿副轴7的角度方向,识别后斜齿副轴夹持机构2竖向夹紧斜齿副轴7;控制系统控制另一个所述机械手依次夹取四个加热后的齿轮8,总成齿轮分件对齿校正机构5的红外光电信号开关5-1找正齿轮8的齿槽,识别齿轮8的角度方向,识别后齿轮8夹持在齿轮定位机构3上,齿轮定位机构3横向移动把定位好的齿轮8送入定位好的斜齿副轴7的正上方,齿轮8和斜齿副轴7同轴;总成对齿机构4横竖向移动,上顶尖气缸压紧装置2-1下降并顶紧斜齿副轴7顶端的中心孔,此时松开三爪2-4,完成总成对齿机构4的下对齿测针4-1的横竖向移动对副轴基准齿槽进行角度方向定位后三爪2-4再次抱紧固定斜齿副轴7;齿轮定位机构3带动齿轮8向下移动,齿轮8在自重作用下直接套装在斜齿副轴7上,在齿轮8冷却前,总成对齿机构4的其余对齿测针4-1的横竖向移动对齿轮8进行角度方向定位,冷却后,总成对齿机构4和上顶尖气缸压紧装置2-1均退回至起始位置,机械手抓住斜齿副轴总成9后松开三爪2-4,机器人把斜齿副轴总成9运送至下一工位。
27.所述斜齿副轴夹持机构2对斜齿副轴7的夹紧分为:当斜齿副轴7放入斜齿副轴夹持机构2后,下顶尖支撑定位装置2-2顶在斜齿副轴7的中心孔上并且三爪2-4抱紧斜齿副轴7,定位夹紧斜齿副轴7后限位开关2-3反馈信号给控制系统;当齿轮8送入斜齿副轴7的正上方后,总成对齿机构4横向移动,上顶尖气缸压紧装置2-1下降并顶紧斜齿副轴7顶端的中心孔,此时松开三爪2-4,完成总成对齿机构4的下对齿测针4-1的横竖向移动对副轴基准齿槽进行角度方向定位后三爪2-4再次抱紧固定斜齿副轴7;齿轮定位机构3带动齿轮8向下移动,齿轮8在自重作用下直接套装在斜齿副轴7上,冷却前,总成对齿机构4的其余对齿测针4-1横竖向移动对齿轮8进行角度方向定位。
28.本技术是一种总成合件利用齿轮空气(自重)压装原理的压装机构,用于压装齿轮与轴,其通过控制系统对各个装置进行控制,实现联动,完成全部的斜齿副轴总成压装全自动操作。斜齿副轴夹持机构2用于定位定向斜齿副轴7的上下中心孔,完成斜齿副轴7的中心线定位及校正,使向斜齿副轴7轴向中心保证垂直度零度;齿轮定位机构3用于定位四个热涨的齿轮8,完成齿轮8轴向定位、径向定心功能,保证其同时处于技术要求规定的态势;总成对齿机构4实现斜齿副轴基准齿和4个齿轮的角向定位;总成齿轮分件对齿校正机构5用于分别校准4个齿轮的态势;总成轴分件对齿校正机构6用于校准斜齿副轴7的态势。
29.本发明为解决了目前国内机械加工行业中的行业内斜齿双中间轴全同步器变速箱斜齿副轴总成热装对齿机构对齿压装系统技术空白,主要发明了重型汽车变速箱斜齿副轴总成热装对齿机构的自动化与轻量化系统的集成开发与应用。
30.上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。