一种大孔水凝胶3d打印装置及打印方法
技术领域
1.本发明涉及微流控领域以及医药、生物、组织工程等领域,尤其涉及一种大孔水凝胶3d打印装置及打印方法。
背景技术:
2.大孔水凝胶材料是指在水凝胶聚合物多孔结构之外进一步引入微米至亚毫米级的大孔隙而形成的复合多孔材料。由于水凝胶材料本身的孔隙尺寸一般在纳米级至数微米量级,因而这些额外引入的微米至亚毫米级孔隙一般在本领域内被称为大孔。大孔水凝胶在纳米和微米尺度上都具有可控的孔隙率,既提供了水凝胶的溶胀和界面性质,也提供了大孔材料的传输特性,在组织工程、器官构建、药物传递中得到广泛的研究和应用。例如,大孔水凝胶可增强细胞在水凝胶中的存活和功能,可用于仿生骨/软骨组织、肺组织和肾脏等多孔器官和组织。在这些组织中,其多孔结构一般由不同大小和密度的孔隙构成,相互之间形成特定的各向异性空间排布和梯度关系。
3.目前大孔水凝胶中的泡孔结构仍不可控,结构单一,成为其走向更广阔应用的主要制约因素。因此,探索制备空间可控大孔水凝胶的有效方法仍是急需解决的重要难题。
技术实现要素:
4.鉴于以上技术问题,本发明提供一种大孔水凝胶的3d打印装置及打印方法,该方法能保证稳定制备大孔水凝胶,并能控制泡孔尺寸位置相对固定,实现具有特定外形及内部结构的大孔水凝胶制备。
5.本发明的目的通过如下的技术方案来实现:
6.一种大孔水凝胶d打印装置,该装置包括气体注射泵、气压表、t形通道、进气毛细玻璃管、出口毛细玻璃管、水平移动支架、水浴套管、液体注射泵、流量计、d打印喷头、打印底板、潜水泵和恒温水浴加热装置;
7.所述进气毛细玻璃管、出口毛细玻璃管均嵌套在所述t形通道中,且所述进气毛细玻璃管上端固连在所述t形通道上,所述出口毛细玻璃管的上端嵌套且固连在所述t形通道的下端,所述进气毛细玻璃管的出口与所述出口毛细玻璃管的进口保持(0.3-1)倍毛细玻璃管;所述进气毛细玻璃管、出口毛细玻璃管和t形通道嵌套后一起固定在所述水浴套管中;所述水浴套管与潜水泵、恒温水浴加热装置依次连接,组成稳定的气泡生成的温度环境,并对气泡生成温度进行精确控制;所述气体注射泵与所述进气毛细玻璃管的一端连通,且在两者之间的管路上设置气压表;所述液体注射泵与所述t形通道的单个横向结构连通,且在两者之间的管路上设置所述流量计,所述液体注射泵中盛放温敏水凝胶;
8.所述进气毛细玻璃管和出口毛细玻璃管的内部通道截面均为圆形;
9.所述打印底板为加热底板,底板温度可调节;
10.所述水浴套管、d打印喷头均固定在所述水平移动支架上,随着打印机控制,与所述打印底板协同移动。
11.一种大孔水凝胶d打印装置,该装置包括气体注射泵、气压表、t形通道、进气毛细玻璃管、水平移动支架、水浴套管、液体注射泵、流量计、d打印喷头、打印底板、潜水泵和恒温水浴加热装置;
12.所述进气毛细玻璃管嵌套在所述t形通道中,且所述进气毛细玻璃管上端固连在所述t形通道上,所述t形通道的下端与所述d打印喷头连通;所述进气毛细玻璃管和t形通道嵌套后一起固定在所述水浴套管中;所述水浴套管与潜水泵、恒温水浴加热装置依次连接,组成稳定的气泡生成的温度环境,并对气泡生成温度进行精确控制;所述气体注射泵与所述进气毛细玻璃管的一端连通,且在两者之间的管路上设置气压表;所述液体注射泵与所述t形通道的单个横向结构连通,且在两者之间的管路上设置所述流量计,所述液体注射泵中盛放温敏水凝胶;
13.所述进气毛细玻璃管的内部通道截面为矩形,且内部通道的长宽比大于10;
14.所述打印底板为加热底板,底板温度可调节;
15.所述水浴套管、d打印喷头均固定在所述水平移动支架上,随着打印机控制,与所述打印底板协同移动。
16.一种大孔水凝胶d打印装置,该装置包括气体注射泵、气压表、t形通道、进气毛细玻璃管、出口毛细玻璃管、水平移动支架、水浴套管、液体注射泵、流量计、d打印喷头、高能紫外光源、打印底板、潜水泵和恒温水浴加热装置;
17.所述进气毛细玻璃管、出口毛细玻璃管均嵌套在所述t形通道中,且所述进气毛细玻璃管上端固连在所述t形通道上,所述出口毛细玻璃管的上端嵌套且固连在所述t形通道的下端,所述进气毛细玻璃管的出口与所述出口毛细玻璃管的进口保持(0.3~1)倍毛细玻璃管;所述进气毛细玻璃管、出口毛细玻璃管和t形通道嵌套后一起固定在所述水浴套管中;所述水浴套管与潜水泵、恒温水浴加热装置依次连接,组成稳定的气泡生成的温度环境,并对气泡生成温度进行精确控制;所述气体注射泵与所述进气毛细玻璃管的一端连通,且在两者之间的管路上设置气压表;所述液体注射泵与所述t形通道的单个横向结构连通,且在两者之间的管路上设置所述流量计,所述液体注射泵中盛放光敏水凝胶;
18.所述进气毛细玻璃管和出口毛细玻璃管的内部通道截面均为圆形;
19.所述水浴套管、d打印喷头、高能紫外光源均固定在所述水平移动支架上,随着打印机控制,与所述打印底板协同移动;所述高能紫外光源聚焦于所述d打印喷头下方的打印层的高处,用于使水凝胶发生交联作用。
20.一种大孔水凝胶d打印装置,该装置包括气体注射泵、气压表、t形通道、进气毛细玻璃管、水平移动支架、水浴套管、液体注射泵、流量计、d打印喷头、高能紫外光源、打印底板、潜水泵和恒温水浴加热装置;
21.所述进气毛细玻璃管嵌套在所述t形通道中,且所述进气毛细玻璃管上端固连在所述t形通道上,所述t形通道的下端与所述d打印喷头连通;所述进气毛细玻璃管和t形通道嵌套后一起固定在所述水浴套管中;所述水浴套管与潜水泵、恒温水浴加热装置依次连接,组成稳定的气泡生成的温度环境,并对气泡生成温度进行精确控制;所述气体注射泵与所述进气毛细玻璃管的一端连通,且在两者之间的管路上设置气压表;所述液体注射泵与所述t形通道的单个横向结构连通,且在两者之间的管路上设置所述流量计,所述液体注射泵中盛放光敏水凝胶;
22.所述进气毛细玻璃管的内部通道截面为矩形,且内部通道的长宽比大于10;
23.所述水浴套管、所述高能紫外光源、d打印喷头均固定在所述水平移动支架上,随着打印机控制,与所述打印底板协同移动;所述高能紫外光源聚焦于所述d打印喷头下方的打印层的高处,用于使水凝胶发生交联作用。
24.进一步地,所述d打印喷头的内壁作疏水处理。
25.一种泡孔结构可调的大孔水凝胶d打印方法,该方法基于上述的大孔水凝胶d打印装置来实现,该方法包括如下步骤:
26.配置具有温敏与可离子交联的多组分水凝胶溶液作为生物打印墨水,加入所述液体注射泵中;开启所述潜水泵和恒温水浴加热装置,使得处于所述水浴套管中的整个气泡生成微通道结构处于恒温状态;
27.根据能形成稳定持续的带气泡的条状水凝胶形状时的气液两相流量以及d打印喷头的尺寸,通过打印性能确定打印层高、层宽及d打印喷头的移动速度,对打印模型进行切片编辑并导入d打印机;
28.在所述打印底板上覆盖一层疏水薄膜,并调节加热底板温度使其高于可打印温度,开始打印;记录初始刚好产生气泡时气体注射泵产生的压强p1和在该流量下打印出效果最佳的喷头移动速度记录为v1,以及气体注射泵(1)产生的压强增加到气泡生成微通道结构中无法形成稳定气泡,形成连续气流时对应的压强p2和在该流量下的最佳喷头移动速度v2;
29.(4)逐层改变喷头移动速度v
1~
v2,根据体积变化调节对应气体注射泵的流量与产生的压强,实现逐层的气泡密度梯度变化,打印出具有纵向密度梯度变化的大孔水凝胶;
30.根据所需要的横向气泡密度梯度变化,将预打印模型拆分成多个子模型,通过改变子模型的组合方式,并调节气体注射泵产生的压强,实现横向气泡密度梯度变化,打印出具有特定横向气泡密度梯度变化的大孔水凝胶;
31.通过调节进气毛细玻璃管与出口毛细玻璃管的对应端口的间隙,同时调节气体注射泵对应的压强,并通过体积衡算改变喷头打印移动速度,从而打印具有气泡尺寸梯度的大孔水凝胶。
32.(5)将样品浸入可离子交联水凝胶的溶液中,调节该溶液温度与打印底板的打印温度一致并保持15min以上,得到最终大孔水凝胶样品。
33.一种泡孔结构可调的大孔水凝胶3d打印方法,该方法基于上述的大孔水凝胶3d打印装置来实现,该方法包括如下步骤:
34.(1)配置具有温敏与可离子交联的多组分水凝胶溶液作为生物打印墨水,加入所述液体注射泵中;开启所述潜水泵和恒温水浴加热装置,使得处于所述水浴套管中的整个气泡生成微通道结构处于恒温状态;
35.(2)根据能形成稳定持续的带气泡的条状水凝胶形状时的气液两相流量以及3d打印喷头的尺寸,通过打印性能确定打印层高、层宽及3d打印喷头的移动速度,对打印模型进行切片编辑并导入3d打印机;
36.(3)在所述打印底板上覆盖一层疏水薄膜,并调节加热底板温度使其高于可打印温度,开始打印;记录初始刚好产生气泡时气体注射泵产生的压强p1和在该流量下打印出效果最佳的喷头移动速度记录为v1,以及气体注射泵产生的压强增加到气泡生成微通道结
构中无法形成稳定气泡,形成连续气流时对应的压强p2和在该流量下的最佳喷头移动速度v2;
37.(4)逐层改变喷头移动速度v
1~
v2,根据体积变化调节对应气体注射泵的流量与产生的压强,实现逐层的气泡密度梯度变化,打印出具有纵向密度梯度变化的大孔水凝胶;
38.根据所需要的横向气泡密度梯度变化,将预打印模型拆分成多个子模型,通过改变子模型的组合方式,并调节气体注射泵的流量,实现横向气泡密度梯度变化,打印出具有特定横向气泡密度梯度变化的大孔水凝胶;
39.(5)将样品浸入可离子交联水凝胶的溶液中,调节该溶液温度与打印底板的打印温度一致并保持15min以上,得到最终大孔水凝胶样品。
40.一种泡孔结构可调的大孔水凝胶3d打印方法,该方法基于上述的大孔水凝胶3d打印装置来实现,该方法包括如下步骤:
41.(1)配置可瞬间光固化的光敏水凝胶溶液作为生物打印墨水,加入所述液体注射泵中;开启所述潜水泵和恒温水浴加热装置,使得处于所述水浴套管中的整个气泡生成微通道结构处于恒温状态;开启高能紫外光源,进行打印;
42.(2)根据能形成稳定持续的带气泡的条状水凝胶形状时的气液两相流量以及3d打印喷头的尺寸,通过打印性能确定打印层高、层宽及3d打印喷头的移动速度,对打印模型进行切片编辑并导入3d打印机;
43.(3)在所述打印底板上覆盖一层疏水薄膜,开始打印;记录初始刚好产生气泡时气体注射泵产生的压强p1和在该流量下打印出效果最佳的喷头移动速度记录为v1,以及气体注射泵产生的压强增加到气泡生成微通道结构中无法形成稳定气泡,形成连续气流时对应的压强p2和在该流量下的最佳喷头移动速度v2;
44.(4)逐层改变喷头移动速度v
1~
v2,根据体积变化调节对应气体注射泵的流量与产生的压强,实现逐层的气泡密度梯度变化,打印出具有纵向密度梯度变化的大孔水凝胶;
45.根据所需要的横向气泡密度梯度变化,将预打印模型拆分成多个子模型,通过改变子模型的组合方式,并调节气体注射泵产生的压强,实现横向气泡密度梯度变化,打印出具有特定横向气泡密度梯度变化的大孔水凝胶;
46.通过调节进气毛细玻璃管与出口毛细玻璃管的对应端口的间隙,同时调节气体注射泵对应的压强,并通过体积衡算改变喷头打印移动速度,从而打印具有气泡尺寸梯度的大孔水凝胶。
47.通过调节进气毛细玻璃管与出口毛细玻璃管的对应端口的间隙,同时调节气体注射泵的流量,并通过体积衡算改变喷头打印移动速度,从而打印具有气泡尺寸梯度的大孔水凝胶。
48.一种泡孔结构可调的大孔水凝胶3d打印方法,该方法基于上述的大孔水凝胶3d打印装置来实现,该方法包括如下步骤:
49.(1)配置可瞬间光固化的光敏水凝胶溶液作为生物打印墨水,加入所述液体注射泵中;开启所述潜水泵和恒温水浴加热装置,使得处于所述水浴套管中的整个气泡生成微通道结构处于恒温状态;开启高能紫外光源,进行打印;
50.(2)根据能形成稳定持续的带气泡的条状水凝胶形状时的气液两相流量以及3d打印喷头的尺寸,通过打印性能确定打印层高、层宽及3d打印喷头的移动速度,对打印模型进
行切片编辑并导入3d打印机;
51.(3)在所述打印底板上覆盖一层疏水薄膜,开始打印;记录初始刚好产生气泡时气体注射泵产生的压强p1和在该流量下打印出效果最佳的喷头移动速度记录为v1,以及气体注射泵产生的压强增加到气泡生成微通道结构中无法形成稳定气泡,形成连续气流时对应的压强p2和在该流量下的最佳喷头移动速度v2;
52.(4)逐层改变喷头移动速度v
1~
v2,根据体积变化调节对应气体注射泵的流量与产生的压强,实现逐层的气泡密度梯度变化,打印出具有纵向密度梯度变化的大孔水凝胶;
53.根据所需要的横向气泡密度梯度变化,将预打印模型拆分成多个子模型,通过改变子模型的组合方式,并调节气体注射泵产生的压强,实现横向气泡密度梯度变化,打印出具有特定横向气泡密度梯度变化的大孔水凝胶。
54.本发明的有益效果如下:
55.(1)相较于传统大孔水凝胶无规则泡孔的制备,本发明的装置制备的大孔水凝胶不仅在外形结构上能够保证良好的形状及尺寸精度,更可实现对于泡孔空间位置和尺寸的精确控制,可编辑性极强。
56.(2)本发明的装置可通过调节气相流量等方式实现多种类型大孔水凝胶结构,包括均匀泡孔结构、呈现密度梯度的泡孔结构、呈现尺寸梯度的泡孔结构,能够产生多种用途。
附图说明
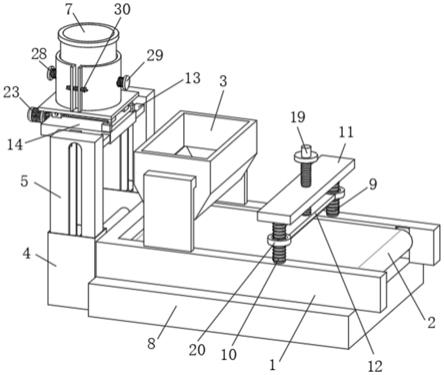
57.图1为实施例1的打印装置的结构示意图;
58.图2为实施例2的打印装置的结构示意图;
59.图3为实施例3的打印装置的结构示意图;
60.图4为实施例4的打印装置的结构示意图;
61.图5为采用实施例1的装置得到的具有明显两个密度变化的六面体大孔水凝胶样品的照片;
62.图6为采用实施例1的装置得到的具有明显三个密度变化的六面体大孔水凝胶样品的照片;
63.图7为采用实施例1的装置得到的具有明显由密到疏到密的密度变化六面体大孔水凝胶样品的照片;
64.图8为采用实施例1的装置得到的具有明显由疏到密到疏的密度变化六面体大孔水凝胶样品的照片;
65.图9为采用实施例2的装置得到的具有均匀泡孔结构的六面体大孔水凝胶样品的照片;
66.图10为图9的样品的截面电镜图;
67.图11为采用实施例2的装置得到的具有均匀泡孔结构的圆柱体大孔水凝胶样品的照片;
68.图12为采用实施例2的装置得到的具有均匀泡孔结构的三棱柱大孔水凝胶样品的照片。
具体实施方式
69.下面根据附图和优选实施例详细描述本发明,本发明的目的和效果将变得更加明白,应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
70.实施例1适用于温敏水凝胶的大孔水凝胶3d打印装置一
71.如图1所示,该装置包括气体注射泵1、气压表2、t形通道3、进气毛细玻璃管4、出口毛细玻璃管5、水平移动支架6、水浴套管7、液体注射泵8、流量计9、3d打印喷头10、打印底板12、潜水泵13和恒温水浴加热装置14。
72.进气毛细玻璃管4、出口毛细玻璃管5均嵌套在t形通道3中,且进气毛细玻璃管4上端通过光固化胶水固连在t形通道3上,出口毛细玻璃管5的上端嵌套且固连在t形通道3的下端,进气毛细玻璃管4的出口与出口毛细玻璃管5的进口之间保持0.3-1d(d为毛细玻璃管直径)的距离。气泡生成微通道结构由外部t形通道3与内部纵向的进气毛细玻璃管4与出口毛细玻璃管5构成,组成外向液体与内向气体的同轴流动微通道结构。进气毛细玻璃管4、出口毛细玻璃管5和t形通道3嵌套后一起固定在水浴套管7中;水浴套管7与潜水泵13、恒温水浴加热装置14依次连接,组成稳定的气泡生成的温度环境,对t形通道3中的气泡生成温度进行精确控制,消除温度变化对于气泡尺寸的影响,以及确保在使用温度敏感类水凝胶作为生物打印墨水时能够较为精确的控制生成气泡时溶液的状态;
73.气体注射泵1与进气毛细玻璃管4的一端连通,且在两者之间的管路上设置气压表2;液体注射泵8与t形通道3的单个横向结构连通,且在两者之间的管路上设置流量计9,液体注射泵8中盛放温敏水凝胶。进气毛细玻璃管4和出口毛细玻璃管5的内部通道截面均为圆形。打印底板12为加热底板,底板温度可调节。水浴套管7、3d打印喷头10均固定在水平移动支架6上,随着打印机控制,与打印底板12协同移动。
74.采用该套装置的打印方法的具体步骤如下:
75.(1)配置具有温敏与可离子交联的多组分水凝胶溶液作为生物打印墨水25wt.%plournic f127与1.5wt.%海藻酸钠溶液,加入液体于注射泵8中;开启潜水泵13和恒温水浴加热装置14,使得处于水浴套管7中的整个气泡生成微通道结构处于25℃恒温状态。
76.(2)选择液体注射泵8流量为0.1ml/min、气体注射泵初始流量为0.1ml/min与打印喷头10孔径0.3mm,进气与出口毛细玻璃管内径0.3mm,二者间隙为0.1mm,通过打印性能确定打印层高0.31mm、层宽0.35mm及3d打印喷头10的初始移动速度20mm/s,对打印模型进行切片编辑并导入3d打印机;
77.(3)在打印底板12上覆盖一层疏水薄膜,方便打印结束后得到形状完整的水凝胶样品,以及需要进行浸泡在溶液中进一步交联情况时能保持底部也能浸入液体;并调节加热底板12温度为37℃,通过改变环境温度与加热底板12温度的方式实现水凝胶由溶胶向凝胶状态变化,开始打印;记录初始刚好产生气泡时气体注射泵1的对应的压强为48kpa和在该压强下打印出效果最佳的喷头移动速度记录为14mm/s,以及气体注射泵1产生的压强增加到气泡生成微通道结构中无法形成稳定气泡,形成连续气流时对应的压强54kpa和在该流量下的最佳喷头移动速度26mm/s;
78.(4)逐层改变喷头移动速度14mm/s~26mm/s,根据体积变化调节对应气体注射泵1产生的压强,实现逐层的气泡密度梯度变化,打印出具有纵向密度梯度变化的大孔水凝胶。
79.根据所需要的横向气泡密度梯度变化,将预打印模型拆分成多个子模型,通过改
变子模型的组合方式,并调节气体注射泵1对应的压强,实现横向气泡密度梯度变化,打印出具有特定横向气泡密度梯度变化的大孔水凝胶;
80.通过调节进气毛细玻璃管4与出口毛细玻璃管5的对应端口的间隙,同时调节气体注射泵1对应的压强,并通过体积衡算改变喷头打印移动速度,从而打印具有气泡尺寸梯度的大孔水凝胶;
81.(5)把薄膜揭下将打印成品浸入5wt.%cacl2的溶液中,调节该溶液温度为40℃并保持15min以上,使水凝胶样品进一步交联的含离子溶液中使形状更为固定,得到最终大孔水凝胶样品。
82.具有特定横向气泡密度梯度变化的大孔水凝胶总共打印出四种,具体如下:
83.①
对于20*10*3mm的具有疏-密泡孔密度梯度的模型拆分为两个10*10*3mm的子模型并分别编辑打印喷头移动速度参数为14mm/s与26mm/s,打印得到如图5所示具有明显两个密度变化的六面体大孔水凝胶样品;
84.②
对于30*10*3mm的具有疏-中-高密泡孔密度梯度的模型拆分为三个10*10*3mm的子模型并分别编辑打印喷头移动速度参数为14mm/s、20mm/s与26mm/s,打印得到如图6所示具有明显三个密度变化的六面体大孔水凝胶样品;
85.③
对于20*10*3mm的具有疏-密-疏泡孔密度梯度的模型拆分为三个10*10*3mm的子模型并分别编辑打印喷头移动速度参数为14mm/s、26mm/s与14mm/s,打印得到如图7所示具有明显由密到疏到密的密度变化六面体大孔水凝胶样品;
86.④
对于20*10*3mm的具有密-疏-密泡孔密度梯度的模型拆分为三个10*10*3mm的子模型并分别编辑打印喷头移动速度参数为26mm/s、14mm/s与26mm/s,打印得到如图8所示具有明显由疏到密到疏的密度变化六面体大孔水凝胶样品。
87.实施例2适用于温敏水凝胶的大孔水凝胶3d打印装置二
88.如图2所示,该装置相对于实施例1的装置,t形通道3的下端直接与3d打印喷头10连通,少了出口毛细玻璃管,且进气毛细玻璃管4的内部通道为截面为矩形,且内部通道的长宽比大于10。该装置采用台阶乳化原理来生成大孔水凝胶,气泡大小稳定,最终能产生尺寸均匀且稳定的气泡。
89.采用该实施例的装置进行打印的方法包括如下步骤:
90.(1)配置具有温敏与可离子交联的多组分水凝胶溶液作为生物打印墨水25wt.%plournic f127与1.5wt.%海藻酸钠溶液,加入所述液体于注射泵8中;开启所述潜水泵13和恒温水浴加热装置14,使得处于所述水浴套管7中的整个气泡生成微通道结构处于25℃恒温状态;
91.(2)选择液体注射泵8流量为0.1ml/min、气体注射泵流量为0.1ml/min与打印喷头10的孔径为0.3mm,矩形毛细玻璃管4规格为0.5*0.05mm,通过打印性能确定打印层高为0.31mm、层宽为0.35mm及3d打印喷头10的初始移动速度为20mm/s,对打印模型进行切片编辑并导入3d打印机;
92.(3)在打印底板12上覆盖一层疏水薄膜,并调节加热底板12的温度为37℃,开始打印;
93.(4)维持气体注射泵1与液体注射泵8的流量不变,对于不同外形尺寸的样品进行打印;
94.(5)将样品浸入5wt.%cacl2的溶液中,调节该溶液温度为40℃并保持15min以上,得到最终大孔水凝胶样品。如图9所示,为具有均匀泡孔结构的六面体12*12*5mm的大孔水凝胶样品,该样品截面电镜图如图10所示。对于圆柱体φ10*3mm的样品进行切片,打印得到图11所示具有均匀泡孔结构的圆柱体大孔水凝胶样品;对于三棱柱14*14*12mm的样品进行切片打印得到图12所示具有均匀泡孔结构的三棱柱大孔水凝胶样品。
95.实施例3适用于光敏水凝胶的大孔水凝胶3d打印装置一
96.如图3所示,该装置和实施例1的打印装置相比,增加了固定在水平移动支架6上的高能紫外光源11,该高能紫外光源11聚焦于3d打印喷头10下方的打印层的高处,用于使水凝胶发生交联作用。另外,打印底板12也可以没有加热功能。
97.(1)配置可瞬间光固化的5wt.%gelma溶液作为光敏生物打印墨水,加入液体注射泵8中;该打印墨水在通过3d打印喷头10受到高能紫外光源11照射的同时能维持稳定的条形水凝胶形状,并且各条水凝胶之间有足够的粘连效果。开启潜水泵13和恒温水浴加热装置14,使得处于水浴套管7中的整个气泡生成微通道结构处于恒温状态;开启高能紫外光源11,进行打印;
98.(2)根据能形成稳定持续的带气泡的条状水凝胶形状时的气液两相流量以及3d打印喷头10的尺寸,通过打印性能确定打印层高、层宽及通过体积关系衡算3d打印喷头10的移动速度,对打印模型进行切片编辑并导入3d打印机;
99.(3)在打印底板12上覆盖一层疏水薄膜,开始打印;记录初始刚好产生气泡时气体注射泵1对应的压强p1和在该流量下打印出效果最佳的喷头移动速度记录为v1,以及气体注射泵1对应的压强增加到气泡生成微通道结构中无法形成稳定气泡,形成连续气流时对应的压强p2和在该压强下的最佳喷头移动速度v2;
100.(4)逐层改变喷头移动速度v
1~
v2,根据体积变化调节气体注射泵1的流量与对应的压强,实现逐层的气泡密度梯度变化,打印出具有纵向密度梯度变化的大孔水凝胶;
101.根据所需要的横向气泡密度梯度变化,将预打印模型拆分成多个子模型,通过改变子模型的组合方式,并调节气体注射泵1产生的压强,实现横向气泡密度梯度变化,打印出具有特定横向气泡密度梯度变化的大孔水凝胶;
102.通过调节进气毛细玻璃管4与出口毛细玻璃管5的对应端口的间隙,同时调节气体注射泵1产生的压强,并通过体积衡算改变喷头打印移动速度,从而打印具有气泡尺寸梯度的大孔水凝胶。
103.实施例4适用于光敏水凝胶的大孔水凝胶3d打印装置二
104.如图4所示,该实施例中的装置,相对于实施例2的装置,增加了固定在水平移动支架6上的高能紫外光源11,该高能紫外光源11聚焦于3d打印喷头10下方的打印层的高处,用于使水凝胶发生交联作用。另外,打印底板12也可以没有加热功能。
105.基于该装置的打印方法包括如下步骤:
106.(1)配置可瞬间光固化的5wt.%gelma溶液作为光敏生物打印墨水,加入液体注射泵8中;开启潜水泵13和恒温水浴加热装置14,使得处于水浴套管7中的整个气泡生成微通道结构处于恒温状态;开启高能紫外光源11,进行打印;
107.(2)根据能形成稳定持续的带气泡的条状水凝胶形状时的气液两相流量以及3d打印喷头10的尺寸,通过打印性能确定打印层高、层宽及3d打印喷头10的移动速度,对打印模
型进行切片编辑并导入3d打印机;
108.(3)在打印底板12上覆盖一层疏水薄膜,开始打印;记录初始刚好产生气泡时气体注射泵1对应的压强p1和在该压强下打印出效果最佳的喷头移动速度记录为v1,以及气体注射泵1对应的压强增加到气泡生成微通道结构中无法形成稳定气泡,形成连续气流时对应的压强p2和在该压强下的最佳喷头移动速度v2;
109.(4)逐层改变喷头移动速度v
1~
v2,根据体积变化调节气体注射泵1的流量与对应的压强,实现逐层的气泡密度梯度变化,打印出具有纵向密度梯度变化的大孔水凝胶;
110.根据所需要的横向气泡密度梯度变化,将预打印模型拆分成多个子模型,通过改变子模型的组合方式,并调节气体注射泵1产生的压强,实现横向气泡密度梯度变化,打印出具有特定横向气泡密度梯度变化的大孔水凝胶。
111.本领域普通技术人员可以理解,以上所述仅为发明的优选实例而已,并不用于限制发明,尽管参照前述实例对发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实例记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在发明的精神和原则之内,所做的修改、等同替换等均应包含在发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。