1.本发明涉及干式变压器技术领域,具体涉及一种干式变压器分段圆筒式线圈的绕制定位方法。
背景技术:
2.公知的干式变压器分段圆筒式线圈需要保证段与段之间的绝缘距离,防止电位差过大造成段间短路。但是在线圈起立过程中,受重力影响容易造成导线松落、下滑的现象,导致段与段之间的绝缘距离不足,从而引发段间短路事故,特别是在风电项目上使用的变压器,风电项目对线圈质量要求较高,且线圈电压等级高,重量较重,分段较多,受重力影响更大。
3.在现有技术中,针对线圈分段8段及以上的,电压等级35kv干式变压器线圈较重,分段较多的问题,每段每层首末匝导线的固定方式通常为圆周方向上均分四点用玻璃丝布带单独固定每层线圈的首匝及末匝导线,每一层的线圈的首匝与第二匝之间采用玻璃丝布带固定,每层线圈绕到距收尾尚有5-6匝时,取另一根玻璃丝布带固定该层的末匝导线,同时在段间放置6-8个预制干净的固化树脂块来稳定线圈段的支撑和定位,从而保证线圈起立时导线不会发生松落现象。该方法每层线圈的首末匝导线独立固定,无贯通性,线圈起立过程中很容易出现线饼下滑现象,同时段间部位工人需根据线圈的段间距离实配固化树脂块,操作繁琐且成本较高,固化树脂块会发生移动错位等现象,段间距保证效果不佳,且线圈内部存在树脂块,浇注时不易浇透,浇注后可能存在气孔,有绝缘击穿的质量隐患。
技术实现要素:
4.有鉴于此,本发明提供了一种干式变压器分段圆筒式线圈的绕制定位方法,利用本发明中的绕制定位方法能够保证线圈段间距良好,且各段线圈固定牢固,变压器运行安全性高。
5.为解决上述技术问题,本发明采用以下技术方案:
6.第一方面,本发明提供了一种干式变压器分段圆筒式线圈的绕制定位方法,所述绕制定位方法为:
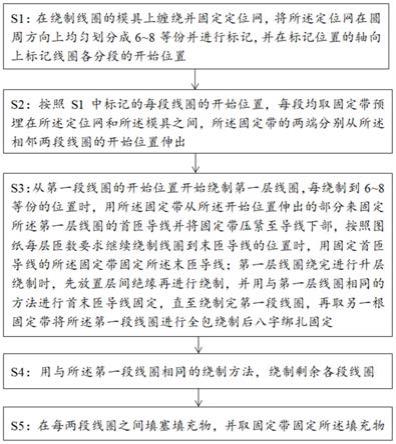
7.s1:在绕制线圈的模具上缠绕并固定定位网,将所述定位网在圆周方向上均匀划分成6~8等份并进行标记,并在标记位置的轴向上标记线圈各分段的开始位置;
8.s2:按照s1中标记的每段线圈的开始位置,每段均取固定带预埋在所述定位网和所述模具之间,所述固定带的两端分别从所述相邻两段线圈的开始位置伸出;
9.s3:从第一段线圈的开始位置开始绕制第一层线圈,每绕制到6~8等份的位置时,用所述固定带从所述开始位置伸出的部分来固定所述第一层线圈的首匝导线并将固定带压紧至导线下部,按照图纸每层匝数要求继续绕制线圈到末匝导线的位置时,用固定首匝导线的所述固定带固定所述末匝导线;第一层线圈绕完进行升层绕制时,先放置层间绝缘再进行绕制,并用与第一层线圈相同的方法进行固定,直至绕制完第一段线圈,再取另一根
固定带将所述第一段线圈进行全包绕制后八字绑扎固定;
10.s4:用与所述第一段线圈相同的绕制方法,绕制剩余各段线圈;
11.s5:在每两段线圈之间填塞填充物,并取固定带固定所述填充物。
12.进一步地,将所述定位网在圆周方向上均匀划分成6等份并进行标记。
13.进一步地,所述s1中,所述定位网包括网格布,和/或所述s2中的固定带包括玻璃丝布带。
14.进一步地,所述s2中固定带预埋的方法为:取所述固定带从所述开始位置穿入所述定位网的网格中,穿入的固定带沿轴向方向延伸,并从所述相邻两段线圈的开始位置将所述固定带从所述定位网的网格中穿出,所述固定带的两端伸出并预留500~600mm。
15.进一步地,所述s3中绕制第一层线圈的方法为:在所述第一段线圈的开始位置上绕制第一层线圈的首匝导线,当所述首匝导线绕制到每段预埋的所述固定带的位置时,均将所述固定带从所述开始位置伸出的部分拉伸到所述首匝导线上并折回拉紧,并压紧在所述第一层导线下方,按照图纸每层匝数要求继续绕制线圈到末匝导线时,将所述拉紧首匝导线的固定带拉伸到所述末匝导线上并折回拉紧。
16.进一步地,所述s3中进行升层绕制的方法为:在进行每层导线升层绕制时先放置层间绝缘,根据上层圆周均分6~8等份的位置在所述层间绝缘上分别标注所述升层的首末匝位置;从首匝位置开始绕制所述升层的首匝导线,每绕制到6~8等份的位置时,用固定了上层线圈末匝导线的所述固定带剩余的部分固定所述升层的首匝导线,继续绕制线圈到所述标注的末匝位置时,每绕制到6~8等份的位置时,用固定了所述升层的首匝导线的所述固定带剩余的部分固定所述升层的末匝导线。
17.进一步地,所述s3中,所述全包绕制后八字绑扎的方法为:将所述第一段线圈的最外层线圈的末匝导线弯折,再取另一根固定带沿导线圆周方向缠绕多层后出线,用所述固定带将所述最外层线圈进行全包绕制,所述固定带将所述最外层线圈全包绕制3~5层,之后采用八字捆绑的方式将所述第一段线圈固定。
18.进一步地,所述s5中,所述填充物包括网格布。
19.进一步地,所述s5中,在每两段线圈之间,设置6~8个填充物,所述填充物等距分布,轴向填充成一条直线。
20.进一步地,所述s5中,在每两段线圈之间,根据各段各层线圈之间的距离设置不同宽度的多层所述填充物。
21.本发明的上述技术方案的有益效果如下:
22.本发明提供了一种干式变压器分段圆筒式线圈的绕制定位方法,所述绕制定位方法为:s1:在绕制线圈的模具上缠绕并固定定位网,将所述定位网在圆周方向上均匀划分成6~8等份并进行标记,并在标记位置的轴向上标记线圈各分段的开始位置;s2:按照s1中标记的每段线圈的开始位置,每段均取固定带预埋在所述定位网和所述模具之间,所述固定带的两端分别从所述相邻两段线圈的开始位置伸出;s3:从第一段线圈的开始位置开始绕制第一层线圈,每绕制到6~8等份的位置时,用所述固定带从所述开始位置伸出的部分来固定所述第一层线圈的首匝导线并将固定带压紧至导线下部,按照图纸每层匝数要求继续绕制线圈到末匝导线的位置时,用固定首匝导线的所述固定带固定所述末匝导线;第一层线圈绕完进行升层绕制时,先放置层间绝缘再进行绕制,并用与第一层线圈相同的方法进
行固定,直至绕制完第一段线圈,再取另一根固定带将所述第一段线圈进行全包绕制后八字绑扎固定;s4:用与所述第一段线圈相同的绕制方法,绕制剩余各段线圈;s5:在每两段线圈之间填塞填充物,并取固定带固定所述填充物。
23.(1)本发明中提供的绕制方法段间距保证良好,变压器运行安全性高,工人操作省时省力,且降低了成本;
24.(2)本发明中选用网格布作为各段线圈之间的填充物,其在浇注的时候更容易被浇透,从而能够保证产品质量。
附图说明
25.图1为干式变压器分段圆筒式线圈绕制定位的流程图。
具体实施方式
26.为了进一步理解本发明,下面结合实施例对本发明优选实施方案进行描述,但是应当理解,这些描述只是为进一步说明本发明的特征和优点,而不是对本发明的限制。
27.以下结合附图1对本发明中提供的绕制定位方法进行进一步阐释。
28.第一方面,本发明提供了一种干式变压器分段圆筒式线圈的绕制定位方法,所述绕制方法为:
29.s1:在绕制线圈的模具上缠绕并固定定位网,将所述定位网在圆周方向上均匀划分成6~8等份并进行标记,并在标记位置的轴向上标记线圈各分段的开始位置;
30.s2:按照s1中标记的每段线圈的开始位置,每段均取固定带预埋在所述定位网和所述模具之间,所述固定带的两端分别从所述相邻两段线圈的开始位置伸出;
31.s3:从第一段线圈的开始位置开始绕制第一层线圈,每绕制到6~8等份的位置时,用所述固定带从所述开始位置伸出的部分来固定所述第一层线圈的首匝导线并将固定带压紧至导线下部,按照图纸每层匝数要求继续绕制线圈到末匝导线的位置时,用固定首匝导线的所述固定带固定所述末匝导线;第一层线圈绕完进行升层绕制时,先放置层间绝缘再进行绕制,并用与第一层线圈相同的方法进行首末匝导线固定,直至绕制完第一段线圈,再取另一根固定带将所述第一段线圈进行全包绕制后八字绑扎固定;
32.s4:用与所述第一段线圈相同的绕制方法,绕制剩余各段线圈;
33.s5:在每两段线圈之间填塞填充物,并取固定带固定所述填充物。
34.针对线圈分段8段及以上的,电压等级35kv的干式变压器分段圆筒式线圈,本发明提供了一种线圈段间距质量满足图纸要求,变压器运行安全性高,工艺流程简单,工人操作省时省力的线圈绕制方法。本发明中提供的绕制方法在绕制线圈之前,使用卷尺和水性笔在定位网的圆周方向上均分6~8份并做好标记,并在标记位置轴向上标出各段线圈的开始位置,将固定带从标记的位置处预埋到所述定位网内,其中,预埋的固定带的两端分别从所述相邻两段线圈的开始位置伸出。绕制线圈时,用所述固定带从所述开始位置伸出的部分来固定所述第一层线圈的首匝导线并将固定带压紧至导线下部,按照图纸每层匝数要求继续绕制线圈到末匝导线的位置时,用固定首匝导线的所述固定带固定所述末匝导线。绕制线圈其他层时,参考定位网圆周方向上标注位置使用卷尺和水性笔在层间绝缘轴向上标出线圈首末匝位置,防止在绕制过程中造成的首末匝导线偏移,可以在绕制过程中时刻检查,
从而保证绕线时各段之间的段间距。在本发明中,绑扎所述固定带时只需将首末匝导线锁紧压实即可将每层导线整体固定,由于已经提前将所述固定带穿入到与模具固定的定位网中,因此首末匝导线的固定效果较好,在线圈起立过程中,能够避免因为重力影响造成绑扎位置的首末匝导线松落的问题。线圈绕制完毕后,取另一根固定带将所述第一段线圈进行全包绕制后八字捆绑固定,将每段线圈整体绑扎牢固。最后只需在每两段线圈之间填塞填充物,并取固定带固定所述填充物,即可保证干式变压器分段圆筒式线圈段间距。本发明中提供的绕制定位方法段间距保证良好,变压器运行安全性高,工人操作省时省力,且降低了成本。
35.根据本发明的一些实施例,所述s1中,将所述定位网在圆周方向上均匀划分成6等份并进行标记。根据发明人的试验,认为划分成6等份(即后续每段线圈用固定带等距离的固定6次),能够在尽量不浪费人力的前提下,将线圈与定位网稳固地固定在一起。
36.根据本发明的一些实施例,所述s1中,所述定位网包括网格布,和/或所述s2中的固定带包括玻璃丝布带。
37.根据本发明的一些实施例,所述s2中固定带预埋的方法为:取所述固定带从所述开始位置穿入所述定位网的网格中,穿入的固定带沿轴向方向延伸,并从所述相邻线圈的开始位置将所述固定带从所述定位网的网格中穿出,所述固定带的两端伸出并预留500~600mm。
38.根据本发明的一些实施例,所述s3中绕制第一层线圈的方法为:所述s3中绕制第一层线圈的方法为:在所述第一段线圈的开始位置上绕制第一层线圈的首匝导线,当所述首匝导线绕制到每段预埋的所述固定带的位置时,均将所述固定带从所述开始位置伸出的部分拉伸到所述首匝导线上并折回拉紧,并压紧在所述第一层导线下方,按照图纸每层匝数要求继续绕制线圈到末匝导线时,将所述拉紧首匝导线的固定带拉伸到所述末匝导线上并折回拉紧。
39.根据本发明的一些实施例,所述s3中进行升层绕制的方法为:在进行每层导线升层绕制时先放置层间绝缘,根据上层圆周均分6~8等份的位置在所述层间绝缘上分别标注所述升层的首末匝位置;从首匝位置开始绕制所述升层的首匝导线,每绕制到6~8等份的位置时,用固定了上层线圈末匝导线的所述固定带剩余的部分固定所述升层的首匝导线,继续绕制线圈到所述标注的末匝导线的位置时,每绕制到6~8等份的位置时,用固定了上层线圈的所述固定带剩余的部分固定所述升层的末匝导线。
40.根据本发明的一些实施例,所述s3中,所述全包绕制八字绑扎的方法为:将所述第一段线圈的最外层线圈的末匝导线弯折,再取另一根固定带沿导线圆周方向缠绕多层后出线,用所述固定带将所述最外层线圈进行全包绕制,所述固定带将所述最外层线圈全包绕制3~5层,之后采用八字捆绑的方式将所述第一段线圈固定。
41.在本发明中,一段线圈绕制完毕之后,取另一根固定带对整段的线圈进行固定处理,所述固定的方法是:将绕完的线圈的最外层线圈的末匝导线弯折,取固定带沿导线圆周方向缠绕多层后出线,并用所述固定带将所述最外层线圈进行全包绕制,所述固定带将所述最外层线圈全包绕制3~5层,之后采用八字捆绑的方式将所述第一段线圈固定。其中八字捆绑的方式为:将固定带沿线圈圆周方向缠绕三周,在缠绕过程中通过不停的将固定带斜拉到线圈端部并缠绕一段距离,然后斜拉到线圈的另一端并缠绕一段距离。
42.根据本发明的一些实施例,所述s5中,所述填充物包括网格布。
43.根据本发明的一些实施例,所述s5中,在每两段线圈之间,设置6~8个填充物,所述填充物等距分布,轴向填充成一条直线。
44.根据本发明的一些实施例,所述s5中,在每两段线圈之间,根据各段各层线圈之间的距离设置不同宽度的多层所述填充物。
45.区别于现有技术中在各段线圈之间填塞树脂块进行固定,本发明中的填充物选用网格布。将网格布折叠成适当的厚度填塞到段与段之间,因为两段线圈之间各层的间距并不相同,因此不同层之间填充的网格布的宽度也不相同,具体的根据层间实际的距离来确定。所述网格布在线圈方向均分6~8份进行等距离的填充,优选均分6等份进行填充。同时,保证段之间填充的网格布在轴向方向上成一条直线,偏差不大于10mm。填充完毕后,取玻璃丝布带对所述填充物进行捆绑固定。本发明中选用网格布的好处是:相比现有技术中的树脂块,本发明中的网格布在浇注的时候更容易被浇透,从而保证产品质量。
46.下面通过一些具体实施例对本发明作进一步说明。
47.实施例1
48.绕制一种干式变压器分段圆筒式线圈(12段)
49.(1)检查待绕制线圈的模具,在绕制线圈的模具外层缠绕一层网格布,并用玻璃丝布带在模具圆周方向缠绕捆绑以将网格布固定在所述模具上。将所述网格布在圆周方向上均匀划分成6等份并进行标记,然后在标记位置的轴向上,根据图纸要求标记12段线圈中每段线圈的开始位置;
50.(2)预埋玻璃丝布带:按照s1中标记的每段线圈的开始位置,以第一段线圈为示例:对应每个6等份点,取玻璃丝布带从第一段线圈的开始位置穿入所述网格布的网格中,保证所述玻璃丝布带在开始位置处预留500~600mm伸出所述网格布,将穿入其中的所述玻璃丝布带沿轴向方向延伸,并从第二段线圈的开始位置将玻璃丝布带从所述网格布的网格中穿出,保证所述玻璃丝布带在第二段线圈的开始位置处预留500~600mm并伸出所述网格布,以相同的方法每个6等份点都根据第一段线圈和第二段线圈的开始位置穿入玻璃丝布带,即待第一段线圈的位置上已经等距离的预埋了6段玻璃丝布带;以与第一段线圈相同的预埋玻璃丝布带的方法,在剩余线圈的位置上预埋好玻璃丝布带;
51.(3)绕制线圈:以第一段线圈的绕制方法为示例,从第一段线圈的开始位置开始绕制第一层线圈,当所述第一层线圈的首匝导线绕制到开始位置上预埋的玻璃丝布带时,将预留的500~600mm的玻璃丝布带拉伸到所述首匝导线上并折回再拉紧,并将所述玻璃丝布带压紧在所述第一层导线的下方,按照图纸每层匝数要求继续绕制线圈到末匝导线时,将所述玻璃丝布带拉伸到所述末匝导线上并折回拉紧进行固定。6段玻璃丝布带重复上述操作便可以将第一层线圈的首末匝导线与所述网格布牢牢固定;
52.所述第一层线圈绕完进行升层绕制,在升层之前需先放置层间绝缘再进行绕制,根据第一层线圈圆周均分6等份的位置在所述层间绝缘上分别标注所述升层的首末匝位置;从首匝位置开始绕制所述升层的首匝导线,每绕制到6等份的位置时,用固定了上层线圈末匝导线的玻璃丝布带的剩余的部分固定所述升层的首匝导线,并将所述玻璃丝布带压紧在导线的下方,继续绕制线圈到所述标注的末匝位置时,每绕制到6等份的位置时,用所述玻璃丝布带剩余的部分固定所述升层的末匝导线。6段玻璃丝布带重复上述操作便可以
将所述升层的末匝导线与上一层线圈以及所述网格布牢牢固定。剩余的层数采用相同的方法进行绕制,直到绕完第一段线圈。
53.所述第一段线圈绕完之后,将所述第一段线圈的最外层线圈的末匝导线弯折,再取另一根玻璃丝布带沿导线圆周方向缠绕多层后出线,并用所述玻璃丝布带将所述最外层线圈进行全包绕制,所述固定带将所述最外层线圈全包绕制3~5层,之后采用八字捆绑的方式将所述第一段线圈固定。其中八字捆绑的方式为:将玻璃丝布带沿线圈圆周方向缠绕三周,在缠绕过程中通过不停的将玻璃丝布带斜拉到线圈端部并缠绕一段距离,然后斜拉到线圈的另一端并缠绕一段距离;
54.s4:用与所述第一段线圈相同的绕制方法,根据标记的各段线圈的位置继续绕制剩余11段线圈;
55.s5:当线圈绕制完毕后,段与段之间用玻璃丝网格布在线圈圆周方向上均分六点进行填充,填充网格布的宽度以各段各层之间实际宽度为基准,段间网格填充完成后,用玻璃丝布带对填充的网格布进行捆绑固定,各段之间填充的玻璃丝网格布在轴向方向上成一条直线,偏差不大于10mm。
56.使用本实施例中方法进行风电项目干式变压器线圈绕制,线圈浇注完成后使用线圈内部结构探测系统测试线圈高度和各段线圈之间的距离,测试结果见表1,由表1中的数据可以说明浇注完成后的成品线圈段间距满足图纸要求。
57.表1
[0058][0059]
除非另作定义,本发明中使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本发明中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也相应地改变。
[0060]
以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员
来说,在不脱离本发明所述原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。