1.本发明涉及空压机的技术领域,更确切地说涉及一种螺杆转子及其制造方法、双螺杆空压机。
背景技术:
2.螺杆压缩机包括阴转子、阳转子和壳体,三者形成连续的工作腔,阴转子、阳转子在壳体内做啮合运动,完成吸气、压缩、排气的过程。理想状态下,吸气过程中,阴转子、阳转子和壳体形成的齿沟在转至进气端壁开口时,其空间最大,此时的齿沟与进气口相通,当气体充满了整个齿沟时,齿沟转离壳体进气口,齿沟内的气体即被封闭;压缩过程中,由于阴转子、阳转子在吸气结束时,阴转子、阳转子的齿尖会与壳体封闭,此时气体在齿沟内不再外流,随着阴转子、阳转子的啮合面逐渐向排气端移动,啮合面与排气口之间的齿沟空间逐渐减小,齿沟内的气体被压缩使得气体的压力提高;排气过程中,当阴转子、阳转子的齿沟转到与排气口相通时,被压缩的气体开始排出,直至阴转子、阳转子的啮合面移至排气端面,此时阴转子、阳转子的啮合面与壳体排气口之间的齿沟空间为0,即完成排气过程,与此同时,转子的啮合面与壳体进气口之间的齿沟长度又达到最长,下一个周期的吸气过程又再进行。
3.但是在实际情况中,阴转子、阳转子之间存在齿间间隙,转子与壳体之间存在齿顶间隙,齿沟与排气口之间存在排气端间隙,这些间隙都是压缩气体的泄漏通道,这些间隙的设计是影响螺杆压缩机的容积效率的主要因素,为了减少泄漏,间隙自然是越小越好。但是,由于螺杆压缩机工作压比高,高压比会导致排气端的温度过高,阴转子、阳转子在排气端的热应力和热变形都会增加,如果上述的间隙设计的过小,就会导致阴转子、阳转子由于热膨胀不均匀而被卡死在排气端。目前业界普遍的做法是在壳体的排气端设计孔口,通过孔口向工作腔内喷油或喷水来冷却阴转子、阳转子的排气端,减少其热应力和热变形,例如喷油压缩机,不过这需要设计单独的过滤和回油管路,增加了空压机系统的复杂性和制造成本。
4.中国专利 201820717774 .x公开了一种新型喷水空气压缩机,在阳转子的中心轴处嵌有第一导热管,在阴转子的中心轴处嵌有第二导热管,第一导热管和第二导热管的两端均对外连通,在压缩缸外侧设置管式换热器、环形储水箱及气液分离器等设备,在空气压缩的过程中,由环形储水箱提供水,水经管式换热器换热后与空气一同进入压缩腔进行水气压缩,压缩获得低温的高压水气一部分直接对外排出,一部分则经过气液分离器分离出冷却气体,该冷却气体被导入第一导热管及第二导热管中,达到对阳转子和阴转子降温的效果。这种技术方案虽然可以使阳转子和阴转子得到降温,但是损失了一部分气量,降低了压缩机的容积效率,而且整个系统中零部件多,结构复杂,功耗也大,长期处于大量的水气环境中,压缩缸内部及阳转子和阴转子容易遭到氧化腐蚀,重要的是,该方案并不能保证解决阴转子、阳转子的排气端与进气端由于温度不一致而导致热应力和热变形不均匀的问题。
技术实现要素:
5.本发明要解决的技术问题是,提供一种螺杆转子,能使螺杆转子排气端的热量自行向吸气端传递,降低排气端温度,使螺杆转子的热应力和热变形均匀。
6.本发明的技术解决方案是,提供一种螺杆转子,螺杆转子的轴内封闭设置有至少一根热管,热管沿螺杆转子的轴向设置,热管的蒸发段和冷凝段分别位于螺杆转子的排气端和吸气端。
7.与现有技术相比,本发明的螺杆转子有以下优点:热管是一种利用工作介质相变潜热换热的被动换热设备,其在密闭的高度真空的管壳内壁上镶套有一层多空毛细结构的吸液芯,吸液芯内浸满液相的工作介质,具有结构简单、高热导率、高热流量的优点,在小温度梯度(5摄氏度)下具有很好的换热能力,当螺杆转子的排气端温度急剧升高时,热管的蒸发段内的工作介质吸收热量并迅速蒸发、汽化,蒸汽由于压力差而经绝热段流向冷凝段进行凝结,并释放汽化潜热给螺杆转子的吸气端,凝液则缩回吸液芯内并由于毛细压力或者离心力的作用而流回蒸发段,如此不断的自动循环,使螺杆转子排气端的热量自行向吸气端传递,降低排气端温度,使螺杆转子的热应力均匀,热变形也均匀。
8.优选的,螺杆转子的轴内封闭设置有若干根热管,所有的热管均沿螺杆转子的轴向设置并在轴内均匀分布。采用此结构,能提高螺杆转子排气端的热量自行向吸气端传递的效率。
9.优选的,热管的管壳和螺杆转子的轴内壁通过铸造连接。采用此结构,使螺杆转子对热管周向限位,热管能随螺杆转子一起旋转,避免热管与随螺杆转子的轴内壁之间产生摩擦。
10.优选的,热管的管壳和螺杆转子的轴内壁上设置有相互配合的结构,所述的相互配合的结构用于使螺杆转子对热管周向限位。采用此结构,使热管能随螺杆转子一起旋转,避免热管与随螺杆转子的轴内壁之间产生摩擦。
11.优选的,热管的管壳材料是铜,热管的工作介质是水或者氨或者甲醇或者乙醇。采用此结构,铜可以加强换热,水适用的温度范围是298
–
573 k,氨适用的温度范围是213
–
373 k,甲醇适用的温度范围是283
–
403 k,乙醇适用的温度范围是273
–
403 k,都能适应压缩机内的螺杆转子的工况。
12.本发明要解决的另一个技术问题是,提供一种螺杆转子的制造方法,使制造出的螺杆转子能自行将排气端的热量向吸气端传递,降低排气端温度,使螺杆转子的热应力和热变形均匀,且加工成本低廉。
13.本发明的技术解决方案是,提供一种螺杆转子的制造方法,1)通过模具铸造螺杆转子毛坯,并在铸造的时候将至少一根热管沿轴向嵌入螺杆转子的轴内,使热管的蒸发段和冷凝段分别位于螺杆转子的排气端和吸气端;2)在螺杆转子毛坯的表面机械加工出螺杆转子的型线。
14.与现有技术相比,本发明的螺杆转子的制造方法有以下优点:在铸造螺杆转子毛坯的时候将至少一根热管沿轴向嵌入螺杆转子的轴内,相对普通螺杆转子的加工基本没有增加制造成本,且制造工艺简单,制造出的螺杆转子能自行将排气端的热量向吸气端传递,降低排气端温度,使螺杆转子的热应力和热变形均匀。
15.优选的,步骤1)中,将热管沿轴向嵌入螺杆转子的轴内时,使热管的管壳和螺杆转
子的轴内壁直接通过铸造连接。采用此方式,在铸造螺杆转子毛坯的时候将热管沿轴向嵌入螺杆转子的轴内并使热管的管壳和螺杆转子的轴内壁直接通过铸造连接,制造工艺简单,使螺杆转子对热管周向限位,热管能随螺杆转子一起旋转,避免热管与随螺杆转子的轴内壁之间产生摩擦。
16.优选的,步骤1)中,通过模具铸造在螺杆转子的轴内壁上设置出卡槽,在热管的管壳上设置与所述的卡槽相配合的凸块,将热管沿轴向嵌入螺杆转子的轴内,使所述的卡槽与凸块配合对热管周向限位。铸造螺杆转子毛坯的时候,温度很高,采用此方式,可以在螺杆转子毛坯成型后再将热管沿轴向嵌入螺杆转子的轴内,避免铸造的高温影响热管,并能使螺杆转子对热管周向限位,热管能随螺杆转子一起旋转,避免热管与随螺杆转子的轴内壁之间产生摩擦。
17.本发明要解决的另一个技术问题是,提供一种双螺杆空压机,能使阴螺杆转子和阳螺杆转子的排气端的热量都能自行向各自的吸气端传递,使阴螺杆转子和阳螺杆转子上的热应力和热变形均匀,从而可以减小阴螺杆转子和阳螺杆转子的设计间隙,提高压缩机的工作效率,延长其使用寿命。
18.本发明的技术解决方案是,提供一种双螺杆空压机,包括壳体,壳体内设置有压缩腔,压缩腔内设置有阴螺杆转子和阳螺杆转子,阴螺杆转子和阳螺杆转子均采用如上所述的螺杆转子。
19.与现有技术相比,本发明的双螺杆空压机有以下优点:阴螺杆转子和阳螺杆转子内均设置有热管,当阴螺杆转子和阳螺杆转子的排气端温度急剧升高时,热管的蒸发段内的工作介质吸收热量并迅速蒸发、汽化,蒸汽由于压力差而经绝热段流向冷凝段进行凝结,并释放汽化潜热给螺杆转子的吸气端,凝液则缩回吸液芯内并由于毛细压力或者离心力的作用而流回蒸发段,如此不断的自动循环,使阴螺杆转子和阳螺杆转子排气端的热量自行向各自的吸气端传递,降低排气端温度,使阴螺杆转子和阳螺杆转子的热应力均匀,热变形也均匀,不需要另外设置复杂的配套组件,如此可以减小阴螺杆转子和阳螺杆转子的设计间隙,提高压缩机的工作效率,延长其使用寿命。
附图说明
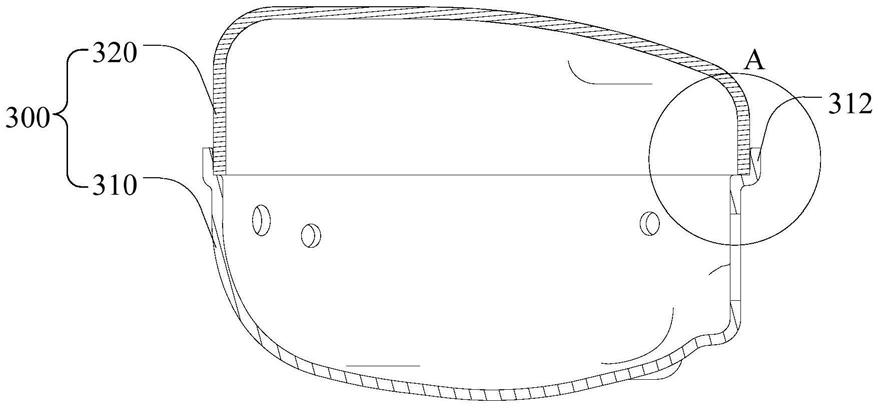
20.图1为本发明的双螺杆空压机内阴螺杆转子和阳螺杆转子的轴向剖面结构示意图。
21.图2为本发明的双螺杆空压机内阴螺杆转子和阳螺杆转子的径向剖面结构示意图。
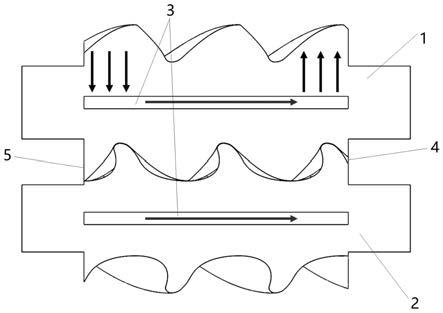
22.图3为本发明的螺杆转子中热管的结构示意图。
23.如图中所示:1、阳螺杆转子,2、阴螺杆转子,3、热管,3-1、蒸发段,3-2、绝热段,3-3、冷凝段,3-4、管壳,3-5、吸液芯,3-51、毛细孔道,3-6、工作介质,4、吸气端,5、排气端。
具体实施方式
24.为了更好得理解本技术,将参考附图对本技术的各个方面做出更详细的说明。应理解,这些详细说明只是对本技术的示例性实施方式的描述,而非以任何方式限制本技术的范围。在说明书全文中,相同的附图标号指代相同的元件。
25.在附图中,为了便于说明,已稍微夸大了物体的厚度、尺寸和形状。附图仅为示例而非严格按比例绘制。
26.还应理解的是,用语“包括”、“具有”、“包含”、“包含有”,当在本说明书中使用时表示存在所述的特征、整体、步骤、操作、元件和/或部件,但不排除存在或附加有一个或多个其他特征、整体、步骤、操作、元件、部件和/或它们的组合。此外,当诸如
“…
至少一个”的表述出现在所列特征的列表之后时,修饰整个所列特征,而不是修改列表中的单独元件。
27.实施例1:本发明的双螺杆空压机包括壳体,壳体内设置有阴螺杆转子2和阳螺杆转子1,如图1和图2中所示,本发明的螺杆转子即阴螺杆转子2和阳螺杆转子1的轴内均封闭设置有一根热管3,热管3沿螺杆转子的轴向设置,阴螺杆转子2和阳螺杆转子1均对各自的热管3周向限位,本实施例中,热管的管壳和螺杆转子的轴内壁通过铸造连接限位,如图3中所示,热管3包括管壳33-4,管壳33-4密闭且内部被抽成真空,管壳33-4内壁上镶套有一层多孔毛细结构的吸液芯3-5,吸液芯3-5上遍布毛细孔道3-51,毛细孔道3-51内充满工作介质3-6,本实施例中,管壳33-4采用铜材料制作,工作介质3-6则采用液相水,热管3沿轴向依次分成蒸发段3-1、绝热段3-2、冷凝段3-3,其中,蒸发段3-1位于螺杆转子的排气端5,冷凝段3-3位于螺杆转子的吸气端4,绝热段3-2则位于蒸发段3-1及冷凝段3-3之间。
28.本发明的双螺杆空压机工作时,阴螺杆转子2和阳螺杆转子1在压缩腔内高速旋转做啮合运动,完成对空气的吸气、压缩、排气的过程,其内部各自的热管也随之同步旋转,由于压比高,双螺杆空压机排气端5的温度急剧升高并远远高于吸气端4的温度,图1和图3中的箭头均标示了热量的传递路径,此时,阴螺杆转子2和阳螺杆转子1内部各自的热管的蒸发段3-1吸收热量,使吸液芯3-5内的工作介质水吸收热量并迅速蒸发、汽化,水蒸汽由于压力差而经绝热段3-2流向冷凝段3-3进行凝结,并释放汽化潜热给对应的阴螺杆转子2或阳螺杆转子1的吸气端4,凝液水则缩回吸液芯3-5内并由于毛细压力或者离心力的作用而流回蒸发段3-1,如此不断的自动循环,使阴螺杆转子2和阳螺杆转子1排气端的热量自行向各自的吸气端传递,使阴螺杆转子2和阳螺杆转子1上的热分布均匀,螺杆转子排气端的热应力与热变形减小,螺杆转子热膨胀均匀,如此可以减小阴螺杆转子2和阳螺杆转子1之间的齿间间隙及齿尖与壳体之间的齿顶间隙、齿沟与排气口之间的排气端间隙等设计间隙,提高压缩机的容积效率即工作效率以及可靠性,延长其使用寿命。
29.阴螺杆转子2和阳螺杆转子1的轴内还可以设置3根或3根以上的热管3,热管3均沿螺杆转子的轴向设置并在轴内均匀分布,阴螺杆转子2和阳螺杆转子1均对各自的热管3周向限位,如此能提高阴螺杆转子2和阳螺杆转子1排气端的热量向各自的吸气端传递的效率。
30.实施例2:本发明的螺杆转子的制造方法,包括如下步骤:1)通过模具铸造螺杆转子毛坯,并在铸造的时候将热管沿轴向嵌入螺杆转子的轴内,使热管的蒸发段和冷凝段分别位于螺杆转子的排气端和吸气端,并使热管的管壳和螺杆转子的轴内壁直接通过铸造连接;2)在螺杆转子毛坯的表面机械加工出螺杆转子的型线。
31.本实施例中,也可以通过模具铸造在螺杆转子的轴内壁上设置出卡槽,在热管的管壳上设置与所述的卡槽相配合的凸块,将热管沿轴向嵌入螺杆转子的轴内,使所述的卡
槽与凸块配合对热管周向限位。
32.以上仅为本发明的具体实施例,并非用来限定本发明的实施范围;如果不脱离本发明的精神和范围,对本发明进行修改或者等同替换,均应涵盖在本发明权利要求的保护范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。