1.本发明涉及一种曲母线回转体结构复合材料超声喷水穿透自动仿形检测方法,属于无损检测技术领域。
背景技术:
2.曲母线回转体结构复合材料是按照流线型曲线设计制作的复合材料,常见于火箭整流罩、武器弹头部件等。曲母线回转体结构复合材料采用碳纤维或玻璃钢纤维增强树脂基复合材料铺层结构固化成型,其内部存在分层、疏松、孔隙等缺陷,这些缺陷对产品性能构成严重隐患,对其进行无损检测非常必要,意义重大。
3.由于曲母线回转体结构复合材料特殊的成型工艺,其缺陷大都呈面状,片状分布,特别适合采用超声技术进行无损检测。但因该结构形状较复杂,外形面切面的斜率非单一,检测中,探头难以保证垂直或接近垂直的角度入射声波,以往常采用手动穿透检测或将产品分为一小块一小块近似于平面的自动检测,检测效率低,结果不直观。
4.因此,现提出一种曲母线回转体结构复合材料超声喷水穿透自动仿形检测。该技术采用激光测距仪先获得产品曲母线轮廓坐标,然后拟合出曲母线的曲线方程,通过对方程求导数,可以获得不同位置的斜率;通过曲线拟合方程,还可以计算出探头的实时位置。检测时,随着斜率的变化,不断变换探头的角度和位置,从而保证探头声束垂直复合材料表面入射。最终实现该结构复合材料的仿形检测。
5.该技术可以对曲母线回转体结构复合材料进行一次扫描就可以完成检测,并获得产品直观的检测图像,检测效率大大提高。
技术实现要素:
6.本发明的目的在于:克服现有技术的上述缺陷,提供一种曲母线回转体结构复合材料超声喷水穿透自动仿形检测方法,实现了该结构复合材料一次性快速,直观的超声无损检测。
7.本发明的上述目的主要是通过如下技术方案予以实现的:
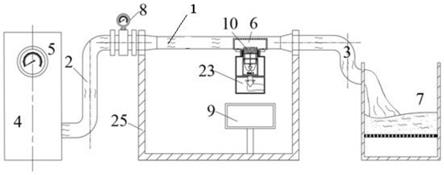
8.曲母线回转体复合材料超声喷水穿透自动仿形检测系统,包括:七轴运动控制装置(1)、数据采集卡(2)、工控机(3)、超声波探伤仪(4)、内探头(5)、外探头(10)、曲母线回转体复合材料(6)、转台(7)和水循环系统(8);
9.曲母线回转体复合材料(6)放置在转台(7)上,使得曲母线回转体复合材料(6)绕其轴线做旋转动作;内探头(5)、外探头(10)均与七轴运动控制装置(1)相连,内探头(5)、外探头(10)分别位于曲母线回转体复合材料(6)内外两侧且相对设置;在七轴运动控制装置(1)的驱动控制下实现内探头(5)和外探头(10)在x方向的同时运动和在y、z方向的单独运动,且内探头(5)和外探头(10)可以在一竖直面内进行偏转,以保证检测时内探头(5)、外探头(10)均与曲母线回转体复合材料(6)型面垂直;
10.内探头(5)、外探头(10)均与超声波探伤仪(4)连接,激发超声波信号;水循环系统
(8)安装在七轴运动控制装置(1)上,在检测时,水循环系统(8)向曲母线回转体复合材料(6)型面喷水,实现声耦合;
11.数据采集卡(2)采集超声波探伤仪(4)的输出数据并提供给工控机(3),工控机(3)根据七轴运动控制装置(1)和转台(7)的状态获取内探头(5)、外探头(10)的实时位置,工控机(3)将接收到的内探头(5)、外探头(10)的实时位置以及超声波探伤仪(4)的输出数据进行处理,得到曲母线回转体复合材料(6)的超声c扫描检测图像,实现曲母线回转体复合材料(6)的超声无损检测。
12.进一步的,建立检测坐标系,原点位于曲母线回转体复合材料(6)大端端面中心,曲母线回转体复合材料(6)大端位于小端上方;x轴、y轴均位于水平面且相互垂直,z轴为竖直方向;y1轴和y2轴分别对应内探头(5)和外探头(10)的y轴方向;z1轴和z2轴分别对应内探头(5)和外探头(10)的z轴方向。
13.进一步的,七轴运动控制装置(1)给内探头(5)和外探头(10)提供x轴方向、y1轴方向、y2轴方向、z1轴方向、z2轴方向、a轴方向和b轴方向的运动控制;其中,a轴方向和b轴方向分别为内探头(5)和外探头(10)在竖直面内的偏转方向。
14.进一步的,还包括激光测距仪(9),在检测之前,安装在外探头(10)的位置,用于测量曲母线回转体复合材料(6)外形轮廓坐标,进而拟合为外形轮廓曲线。
15.进一步的,利用所述曲母线回转体复合材料超声喷水穿透自动仿形检测系统进行超声喷水穿透自动仿形检测,通过如下步骤进行:
16.(1)利用激光测距仪测出不同z向位置时,激光测距仪与曲母线回转体复合材料光滑外表面的距离y,利用获得的数据(z1,y1),(z2,y2),
…
,(zn,yn)进行拟合,形成y=kmzm k
m-1zm-1
…
k1z k0,m、n=1,2,3
……
的拟合方程;拟合的方程m值越大,方程曲线越接近实际曲母线;
17.具体为:
18.(1.1)将激光测距仪正对于曲母线回转体复合材料上端边缘,并使激光测距仪与上端边缘保持一定间距;
19.(1.2)沿x方向移动激光测距仪的位置,使得激光测距仪的光束与复合材料的上端圆心在一条线上,调整到位后,固定激光测距仪的x位置,以保证获得的曲线方程为复合材料的轮廓曲线;
20.(1.3)激光测距仪沿z向每下降一定距离,读取激光测距仪的数值,若间距大于规定值则计算二者差值,将激光测距仪自动移动到距离规定值的位置,如此往复,直至覆盖复合材料的z向范围;
21.(1.4)将获得一系列坐标值(z1,y1),(z2,y2),
…
,(zn,yn)进行高次曲线拟合,反复调整拟合的最高次数,直至拟合的曲线与实际坐标的误差控制在预设范围内;此时对应的拟合方程为y=kmzm k
m-1zm-1
…
k1z k0,其中,m、n=1,2,3
……
;
22.(2)确定检测参数,包括轴距l,产品大端直径,产品高度,拟合方程的系数,拟合方程的最高次数,扫查间距,采样间距;
23.轴距是指a轴方向和b轴方向之间的间距;扫查间距是指探头沿z向移动的步进距离;采样间距是指检测图像每个像素对应的扫查距离;
24.(3)将外探头调整至建立拟合方程的初始位置,即使用激光测距仪的初始位置,将
内探头移动至复合材料内侧,并使二者水平对齐,并调整其轴距,使内外两探头分别与复合材料内外两侧保持一定距离,此时的内外探头位置称为初始调整位置;
25.(4)根据拟合方程计算探头的初始扫查位置和角度,并将探头从初始调整位置变换到初始扫查位置和角度;
26.(5)开始检测;
27.具体为:
28.(5.1)扫查过程及探头位置变换
29.曲母线回转体复合材料开始旋转,旋转一周后,内探头和外探头根据扫查间距和拟合方程计算下一步内探头和外探头的位置和角度,加以变换;待变换结束后,曲母线回转体复合材料又开始旋转,旋转一周后,再一次计算探头位置和角度,并加以变换,如此往复,直至扫查结束;
30.(5.2)检测图像绘制
31.(5.2.1)检测图像大小的计算
32.检测图像的大小与曲母线回转体复合材料外表面的表面积大小一致;曲母线回转体复合材料外表面展开是一圆形,其半径与拟合方程对应的曲线段长度一致;根据如下式子估算出曲线段长度r:
[0033][0034]
△
yi为每个扫查步进对应的y轴变化量,
△
zi为每个扫查步进对应的z轴变化量;i=0,1,2,
…
h/s;其中,h为z向高度,s为高度方向上的扫查间距;
[0035]
计算出曲母线回转体复合材料外表面曲线长度r后,检测图像的长宽均等于2r;
[0036]
(5.2.2)检测图像绘制
[0037]
(5.2.2.1)绘制环形区域
[0038]
计算出绘制环形区域的外径r
i0
和内径r
i1
:具体为:
[0039][0040][0041]
其中,hi为第i行对应的z向高度,h
i-1
为第i-1行对应的z向高度;
[0042]
根据计算出的外径r
i0
和内径r
i1
以及预置扫查间距s和采样间距c,确定剖面线对应的环形区域,该环形区域近似为梯形区域,并对其进行颜色填充;绘制完该区域后,再对下一个区域绘制,如此往复,直至扫描结束;
[0043]
(5.2.2.2)绘制颜色
[0044]
(a)制作256阶的调色板;
[0045]
(b)将超声波探伤仪的输出数据与颜色对应起来,选择调色板中与(v
实际
/v
max
)*256取整数值对应的颜色进行绘图;其中,v
实际
是指超声波探伤仪输出的电压数据,则v
实际
是指该位置超声波探伤仪输出的电压数据;v
max
是指超声波探伤仪能够输出的最大电压。
[0046]
进一步的,所述步骤(4)根据拟合方程计算探头的初始扫查位置和角度,并将探头
从初始调整位置变换到初始扫查位置和角度,具体为:根据拟合方程实时计算出探头坐标(zn,yn)、该点的导数以及内外探头的变换距离,该点导数即为该点的切线斜率,利用该切线斜率实时变换探头的角度,使其与复合材料的表面垂直;
[0047]
当检测位置从a点变换到b点时,即z、y两方向的扫描间距分别为
△
z和
△
y,则曲母线回转体复合材料外探头需从c点变换到d点,此时外探头在z、y两方向的变换距离分别为
△
z1,
△
y1,角度变化为
△
θ1,其值如下:
[0048]
△
z1=l*sinθ2/2
△
z-l*sinθ1/2
[0049]
△
y1=l*cosθ1/2
△
y-l*cosθ2/2
[0050]
△
θ1=θ
2-θ1[0051]
曲母线回转体复合材料内探头需从e点变换到f点,此时内探头在z、y两方向的变换距离分别为
△
z2、
△
y2,角度变化为
△
θ2,其值如下:
[0052]
△
z2=l*sinθ1/2
△
z-l*sinθ2/2
[0053]
△
y2=l*cosθ2/2
△
y-l*cosθ1/2
[0054]
△
θ2=θ
2-θ1[0055]
其中:
[0056]
l为探头轴距;
[0057]
θ1和θ2分别为变换前后的角度,与斜率有关,可根据拟合方程求导获得;
[0058]
△
z为z向的扫描间距,预先设定;
[0059]
△
y为y向的扫描间距,根据拟合方程计算获得。
[0060]
进一步的,检测时,复合材料每旋转一周,计算探头沿z下移扫描距离时对应的y值和斜率,同时根据计算结果变换探头位置,变换结束后,复合材料开始下一周旋转,如此往复,直至检测完成。复合材料旋转期间,探头不动。
[0061]
本发明与现有技术相比具有如下有益效果:
[0062]
(1)对于曲母线回转体的超声喷水穿透法检测一直是一个较难的课题,本发明基于激光测量技术获得曲母线回转体外形曲线,根据外形曲线实时计算探头对应的变换位置和角度,实现了回转体的超声喷水穿透法仿形扫查。该方法效率高,操作简易,在超声检测领域具有重要的意义和广泛的应用前景;
[0063]
(2)本发明在检测10mm厚碳纤维复合材料曲母线回转体结构时,检测速度100mm/s时,超声检测信号稳定、检测图像清晰、检测效率高;
[0064]
(3)本发明能够有效发现10mm厚碳纤维复合材料曲母线回转体结构中3mm大小的分层缺陷。
附图说明
[0065]
图1为本发明超声可视化无损检测装置的结构示意图,其中,图1(a)和图1(b)分别为更换激光测距仪前后的装置结构示意图;
[0066]
图2为本发明超声喷水穿透检测时探头轴距示意图;
[0067]
图3为本发明探头位置和角度变化示意图;
[0068]
图4为本发明的龙门检测系统8轴结构示意图;
[0069]
图5为本发明复合材料结构对应的表面半径长度示意图;
[0070]
图6为本发明检测图像绘图示意图。
具体实施方式
[0071]
下面结合附图和具体实施例对本发明作进一步详细的描述:
[0072]
如图1(a)和图1(b)所示,本发明提出一种曲母线回转体复合材料超声喷水穿透自动仿形检测系统,包括:七轴运动控制装置1、数据采集卡2、工控机3、超声波探伤仪4、内探头5、外探头10、曲母线回转体复合材料6、转台7和水循环系统8;
[0073]
曲母线回转体复合材料6放置在转台7上,使得曲母线回转体复合材料6绕其轴线做旋转动作;内探头5、外探头10均与七轴运动控制装置1相连,内探头5、外探头10分别位于曲母线回转体复合材料6内外两侧且相对设置;在七轴运动控制装置1的驱动控制下实现内探头5和外探头10在x方向的同时运动和在y、z方向的单独运动,且内探头5和外探头10可以在一竖直面内进行偏转,以保证检测时内探头5、外探头10均与曲母线回转体复合材料6型面垂直;
[0074]
内探头5、外探头10均与超声波探伤仪4连接,激发超声波信号;水循环系统8安装在七轴运动控制装置1上,在检测时,水循环系统8向曲母线回转体复合材料6型面喷水,实现声耦合;
[0075]
数据采集卡2采集超声波探伤仪4的输出数据并提供给工控机3,工控机3根据七轴运动控制装置1和转台7的状态获取内探头5、外探头10的实时位置,工控机3将接收到的内探头5、外探头10的实时位置以及超声波探伤仪4的输出数据进行处理,得到曲母线回转体复合材料6的超声c扫描检测图像,实现曲母线回转体复合材料6的超声无损检测。
[0076]
如图4所示,建立检测坐标系,原点位于曲母线回转体复合材料6大端端面中心,曲母线回转体复合材料6大端位于小端上方;x轴、y轴均位于水平面且相互垂直,z轴为竖直方向;y1轴和y2轴分别对应内探头5和外探头10的y轴方向;z1轴和z2轴分别对应内探头5和外探头10的z轴方向。
[0077]
七轴运动控制装置1给内探头5和外探头10提供x轴方向、y1轴方向、y2轴方向、z1轴方向、z2轴方向、a轴方向和b轴方向的运动控制;其中,a轴方向和b轴方向分别为内探头5和外探头10在竖直面内的偏转方向。如果算上转台7,则可以看做八轴运动控制。如图4所示为龙门结构,8轴包括x轴,y1轴,y2轴,z1轴,z2轴,a轴,b轴,c轴;c轴即为转台旋转轴。
[0078]
如图1b所示,本发明提出的曲母线回转体复合材料超声喷水穿透自动仿形检测系统,还包括激光测距仪9,在检测之前,安装在外探头10的位置,用于测量曲母线回转体复合材料6外形轮廓坐标,进而拟合为外形轮廓曲线。
[0079]
利用所述曲母线回转体复合材料超声喷水穿透自动仿形检测系统进行超声喷水穿透自动仿形检测,通过如下步骤进行:
[0080]
(1)利用激光测距仪测出不同z向位置时,激光测距仪与曲母线回转体复合材料光滑外表面的距离y,利用获得的数据(z1,y1),(z2,y2),
…
,(zn,yn)进行拟合,形成y=kmzm k
m-1zm-1
…
k1z k0,m、n=1,2,3
……
的拟合方程;拟合的方程m值越大,方程曲线越接近实际曲母线;
[0081]
具体为:
[0082]
(1.1)将激光测距仪正对于曲母线回转体复合材料上端边缘,并使激光测距仪与
上端边缘保持一定间距;
[0083]
(1.2)沿x方向移动激光测距仪的位置,使得激光测距仪的光束与复合材料的上端圆心在一条线上,调整到位后,固定激光测距仪的x位置,以保证获得的曲线方程为复合材料的轮廓曲线;
[0084]
(1.3)激光测距仪沿z向每下降一定距离,读取激光测距仪的数值,若间距大于规定值则计算二者差值,将激光测距仪自动移动到距离规定值的位置,如此往复,直至覆盖复合材料的z向范围;
[0085]
(1.4)将获得一系列坐标值(z1,y1),(z2,y2),
…
,(zn,yn)进行高次曲线拟合,反复调整拟合的最高次数,直至拟合的曲线与实际坐标的误差控制在预设范围内;此时对应的拟合方程为y=kmzm k
m-1zm-1
…
k1z k0,其中,m、n=1,2,3
……
;
[0086]
(2)确定检测参数,包括轴距l,产品大端直径,产品高度,拟合方程的系数,拟合方程的最高次数,扫查间距,采样间距;其中轴距示意图见图2。
[0087]
轴距是指a轴方向和b轴方向之间的间距;扫查间距是指探头沿z向移动的步进距离;采样间距是指检测图像每个像素对应的扫查距离;
[0088]
(3)将外探头调整至建立拟合方程的初始位置,即使用激光测距仪的初始位置,将内探头移动至复合材料内侧,并使二者水平对齐,并调整其轴距,使内外两探头分别与复合材料内外两侧保持一定距离,此时的内外探头位置称为初始调整位置;
[0089]
(4)根据拟合方程计算探头的初始扫查位置和角度,并将探头从初始调整位置变换到初始扫查位置和角度;
[0090]
具体为:根据拟合方程实时计算出探头坐标(zn,yn)、该点的导数以及内外探头的变换距离,该点导数即为该点的切线斜率,利用该切线斜率实时变换探头的角度,使其与复合材料的表面垂直;
[0091]
如图3所示,当检测位置从a点变换到b点时,即z、y两方向的扫描间距分别为
△
z和
△
y,则曲母线回转体复合材料外探头需从c点变换到d点,此时外探头在z、y两方向的变换距离分别为
△
z1,
△
y1,角度变化为
△
θ1,其值如下:
[0092]
△
z1=l*sinθ2/2
△
z-l*sinθ1/2
[0093]
△
y1=l*cosθ1/2
△
y-l*cosθ2/2
[0094]
△
θ1=θ
2-θ1[0095]
曲母线回转体复合材料内探头需从e点变换到f点,此时内探头在z、y两方向的变换距离分别为
△
z2、
△
y2,角度变化为
△
θ2,其值如下:
[0096]
△
z2=l*sinθ1/2
△
z-l*sinθ2/2
[0097]
△
y2=l*cosθ2/2
△
y-l*cosθ1/2
[0098]
△
θ2=θ
2-θ1[0099]
其中:
[0100]
l为探头轴距;
[0101]
θ1和θ2分别为变换前后的角度,与斜率有关,可根据拟合方程求导获得;
[0102]
△
z为z向的扫描间距,预先设定;
[0103]
△
y为y向的扫描间距,根据拟合方程计算获得。
[0104]
(5)开始检测;
[0105]
具体为:
[0106]
(5.1)扫查过程及探头位置变换
[0107]
曲母线回转体复合材料开始旋转,旋转一周后,内探头和外探头根据扫查间距和拟合方程计算下一步内探头和外探头的位置和角度,加以变换;待变换结束后,曲母线回转体复合材料又开始旋转,旋转一周后,再一次计算探头位置和角度,并加以变换,如此往复,直至扫查结束;
[0108]
(5.2)检测图像绘制
[0109]
(5.2.1)检测图像大小的计算
[0110]
检测图像的大小与曲母线回转体复合材料外表面的表面积大小一致;曲母线回转体复合材料外表面展开是一圆形,如图5所示,其半径与拟合方程对应的曲线段长度一致;根据如下式子估算出曲线段长度r:
[0111][0112]
△
yi为每个扫查步进对应的y轴变化量,
△
zi为每个扫查步进对应的z轴变化量;i=0,1,2,
…
h/s;其中,h为z向高度,s为高度方向上的扫查间距;
[0113]
计算出曲母线回转体复合材料外表面曲线长度r后,检测图像的长宽均等于2r;
[0114]
(5.2.2)检测图像绘制
[0115]
(5.2.2.1)绘制环形区域
[0116]
计算出绘制环形区域的外径r
i0
和内径r
i1
:具体为:
[0117][0118][0119]
其中,hi为第i行对应的z向高度,h
i-1
为第i-1行对应的z向高度;
[0120]
如图6所示,根据计算出的外径r
i0
和内径r
i1
以及预置扫查间距s和采样间距c,确定剖面线对应的环形区域,该环形区域近似为梯形区域,并对其进行颜色填充;绘制完该区域后,再对下一个区域绘制,如此往复,直至扫描结束。
[0121]
(5.2.2.2)绘制颜色
[0122]
(a)制作256阶的调色板;
[0123]
(b)将超声波探伤仪的输出数据与颜色对应起来,选择调色板中与(v
实际
/v
max
)*256取整数值对应的颜色进行绘图;其中,v
实际
是指超声波探伤仪输出的电压数据,则v
实际
是指该位置超声波探伤仪输出的电压数据;v
max
是指超声波探伤仪能够输出的最大电压。
[0124]
实施例:
[0125]
本实施例提出了一种曲母线回转体结构复合材料超声喷水穿透自动仿形检测的方法,它包括如下装置,包括:8轴运动控制系统1、数据采集卡2、工控机3、超声波探伤仪4、探头5、曲母线回转体复合材料6、转台7、水循环系统8和激光测距仪9。
[0126]
具体为:
[0127]
8轴运动控制系统1:如图4所示为龙门结构,8轴包括x轴,y1轴,y2轴,z1轴,z2轴,a
轴,b轴,c轴;
[0128]
数据采集卡2:从超声波探伤仪采集探头接收到的超声波信号的幅值;
[0129]
工控机3:接收数据采集卡发送的超声波信号的幅值,对系统进行运动控制并快速获得探头位置,将超声波信号幅值与位置结合,得到超声c扫描检测图像;
[0130]
超声波探伤仪4:产生电振荡并施加于探头5上,激励探头产生超声波,超声波在被检件内部传播后,接收探头接收超声波并传送给超声波探伤仪;
[0131]
探头5:能够将电信号转换成超声波或将超声波转换成电信号。其频率主要由晶片厚度决定。
[0132]
曲母线回转体复合材料6:该结构外形轮廓曲线的斜率需满足单调正或单调负。其内部空间需能够容纳探头。
[0133]
水循环系统8:提供稳定的声耦合保障,若曲母线回转体复合材料6内部容易积水,则需要增加抽排水系统。
[0134]
激光测距仪9:用于测量曲母线回转体复合材料6外形轮廓坐标。一般测距仪的准确度要求为0.1mm,量程为-200mm~200mm。
[0135]
根据曲母线回转体结构复合材料超声喷水穿透自动仿形检测装置实现检测的方法,它包括如下步骤:
[0136]
(1)利用激光测距仪可以测出不同z向位置时与复合材料光滑外表面的距离y,利用获得的数据(z1,y1),(z2,y2),
…
,(zn,yn)进行拟合,拟合成类似于y=kmzm k
m-1zm-1
…
k1z k0,其中,m、n=1,2,3
……
;的多次方程(下称拟合方程)。一般来说,拟合的方程n值越大,方程曲线越接近实际曲母线。若已建立被检测曲母线回转体复合材料的拟合方程,则直接导入方程的各参数,忽略以下步骤。
[0137]
具体为:
[0138]
(1.1)将激光测距仪正对于复合材料上端边缘,并使激光测距仪与上边缘保持一定间距,如50mm,将此处定义为原点(z=0,y=0)。
[0139]
(1.2)沿x方向移动激光测距仪的位置,使得激光测距仪的光束与复合材料的上端圆心在一条线上,调整到位后,在下面的测试过程中不能移动测距仪的x位置,以保证获得的曲线方程为复合材料的轮廓曲线。
[0140]
(1.3)激光测距仪沿z向每下降一定距离,如10mm,软件自动读取激光测距仪的数值,若间距小于规定值(如50mm)则计算二者差值,将激光测距仪自动移动到距离规定值的位置。如此往复,直至覆盖复合材料的正z向范围。另外,激光测距仪沿z向下降的步距不宜太大,避免超过激光测距仪的量程防范。
[0141]
(1.4)将获得一系列坐标值(z1,y1),(z2,y2),
…
,(zn,yn)利用origin软件进行高次曲线拟合,反复调整拟合的最高次数,直至拟合的曲线与实际坐标交叉。此时对应的方程y=kmzm k
m-1zm-1
…
k1z k0,其中,m、n=1,2,3
……
;即为拟合方程。
[0142]
(2)在软件中输入相应检测参数,包括轴距,产品大端直径,产品高度,拟合方程的系数,拟合方程的最高次数,扫查间距,采样间距等参数。
[0143]
(3)将外侧探头调整至建立拟合方程的原点位置,将内侧探头移动至复合材料内侧,并使二者水平对齐,并调整其轴距,使内外两侧探头分别与复合材料内外两侧保持一定距离,此时的探头位置称为初始调整位置。
[0144]
(4)根据拟合方程计算探头的初始扫查位置和角度,并将探头从初始调整位置变换到初始扫查位置和角度。
[0145]
(5)开始检测。
[0146]
具体为:
[0147]
(5.1)扫查过程及探头位置变换
[0148]
复合材料开始旋转,旋转一周后,探头根据扫查间距和拟合方程计算下一步探头的位置和角度,加以变换。待变换结束后,复合材料又开始旋转,旋转一周后,再一次计算探头位置和角度,并加以变换,如此往复,直至扫查结束。
[0149]
(5.2)检测图像绘制
[0150]
(5.2.1)检测图像大小的计算
[0151]
检测图像的大小应与复合材料外表面大小一致。如图5所示,复合材料外表面展开应是一圆形,其半径与拟合方程对应的曲线段长度一致。已可根据如下式子估算出曲线段长度r:
[0152][0153]
△
yi为每个扫查步进对应的y轴变化量,
△
zi为每个扫查步进对应的z轴变化量;i=0,1,2,
…
h/s;其中,h为z向高度,s为高度方向上的扫查间距。
[0154]
计算出复合材料外表面曲线长度r后,检测图像的长宽均等于2倍r。
[0155]
(5.2.2)检测图像绘制
[0156]
(5.2.2.1)绘制区域
[0157]
图像绘制按照图6所示。
[0158]
计算出绘制环形区域的外径r
i0
和内径r
i1
:具体为:
[0159][0160][0161]
其中,hi为第i行对应的z向高度,h
i-1
为第i-1行对应的z向高度;
[0162]
根据计算出的外径r
i0
和内径r
i1
以及预置扫查间距s和采样间距c,确定剖面线对应的梯形区域,并对其进行颜色填充。绘制完该区域后,再对下一个区域绘制,如此往复,直至扫描结束。
[0163]
(5.2.2.2)绘制颜色
[0164]
(a)制作256阶的调色板;
[0165]
(b)将超声波探伤仪4的输出数据与颜色对应起来。选择调色板中与
[0166]
(v
实际
/v
max
)*256取整数值对应的颜色进行绘图。其中,v
实际
是指超声波探伤仪4输出的电压数据,则v
实际
是指该位置超声波探伤仪4输出的电压数据;v
max
是指超声波探伤仪4能够输出的最大电压。
[0167]
本发明在检测10mm厚碳纤维复合材料曲母线回转体结构时,检测速度100mm/s时,超声检测信号稳定、检测图像清晰、检测效率高;本发明能够有效发现10mm厚碳纤维复合材
料曲母线回转体结构中3mm大小的分层缺陷。
[0168]
本发明说明书中未作详细描述的内容属于本领域专业技术人员的公知技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。