1.本发明属于应用于列管、绕管换热器制造技术领域,具体涉及一种在换热器管板与换热管对接焊接时将换热管与管板孔进行对中、拉紧的换热管与管板孔对中拉紧工具。
背景技术:
2.在研制清华大学承担的“国家重点研发计划(2018yfb1900501)”过程中,遇到一种绕管换热器采用对接焊缝形式。在列管、绕管换热设备中,管板孔口与换热管端采用对接焊缝形式,具有焊缝强度高、抗腐蚀性强等优点。在换热器管板与换热管对接焊接时,如果换热管之间间距很小,必须采用内孔焊接。为保证焊接质量,首先需要将换热管孔口与管板孔口进行对中;其次,需要消除换热管孔口端面与管板孔口端面间隙,即对换热管与管板进行定位。当换热管数量较大时,为提高焊接生产效率,对缩短换热管与管板组对时间也提出一定的要求,因此造成目前换热管孔口端面与管板孔口端面焊接工作量大、焊接质量低、焊接精度差、劳动强度高、效率低下的缺点。
技术实现要素:
3.本发明的目的在于克服现有技术中存在的不足而提供一种能够减轻劳动强度,提高工作效率,实现换热管管孔端面与管板孔端面的先对中、后贴紧、在焊接的满足焊接精度要求的换热管与管板孔对中拉紧工具,本工具穿过管板孔插在换热管管孔中,能先均匀涨紧换热管,涨紧后轴向拉紧,将换热管管孔对中并压紧在管板孔上,实现管板孔与换热管的快速定位。
4.本发明的目的是这样实现的:一种换热管与管板孔对中拉紧工具,包括作为动力的带有右活塞和左活塞的双活塞结构的油缸、连接在右活塞上的拉杆、连接在左活塞上定位套,所述右活塞和左活塞将油缸分为三个工作室,在该三个工作室上分别开设有进出油口,通过该带有进出油口的三个工作室使右活塞和左活塞实现单独运动或一起运动;所述定位套活动套装在所述拉杆上,定位套与拉杆之间为滑动配合,定位套的外径与管板的孔内径、换热管的管孔内径之间以及拉杆头部的外径与换热管的管孔内径之间均为间隙配合;在拉杆头部与定位套头部之间的拉杆上安装有涨套,套装在拉杆上的涨套靠拉杆头部端面限制在拉杆上。
5.进一步的,右活塞和左活塞的运动靠液压控制,将所述工具插入管板的孔及换热管的管孔后,使油缸的b进出油口进油,其它油口回油,左活塞带动定位套产生向左的轴向力,右活塞带动拉杆产生向右的轴向力,两轴向力通过定位套头部端面与拉杆头部端面共同压在涨套的两侧端面上,套装在拉杆上的涨套经向向内产生变形空间小而产生向外径向变形,压向换热管的孔壁;右活塞、左活塞、涨套、定位套、拉杆以及换热管在涨套的涨紧力作用下连接在一起,形成一个整体,保证了换热管的管孔与管板的孔同轴度;当涨套与换热管涨紧后,油缸的a进出油口进油,其它油口回油,左活塞左侧受力,带动右活塞及拉杆、拉杆上涨紧的换热管一起向右移动,在管板与油缸之间支撑有支撑套,
在支撑套的支撑下,管板与油缸之间没有相对运动,此时换热管拉向管板,实现换热管的管孔端面与管板的孔端面对中贴紧在一起,实现管板与换热管的定位;将管板与换热管点焊在一起后,油缸的c进出油口进油,其它油口回油,右活塞向左受力,带动拉杆向左移动,涨套端面受力消失并恢复原来形状,涨套与换热管的内壁脱开,右活塞带动左活塞继续向左运动到油缸左端,恢复活塞初始位置,此时将本工具从管板的孔内取出,右活塞、左活塞处于伸出状态,涨套端面不受力,处于自由状态。
6.进一步的,所述拉杆与右活塞的活塞杆之间通过螺纹连接,定位套与左活塞的活塞杆之间也通过螺纹连接。
7.进一步的,套装在定位套头部端面与拉杆头部端面之间的涨套之间还设置有隔套,隔套与涨套间隔穿在拉杆上,在拉杆上为滑动配合。
8.进一步的,所述涨套的材料为橡胶,当两端面受到轴向挤压力时涨套会发生径向变形,产生径向力,通过增加涨套的数量使在涨套受轴向压紧力一定的情况下成倍增加涨紧产生的摩擦力,保证换热管与拉杆涨紧连接更牢靠。
9.进一步的,所述隔套、涨套的外径根据换热管的管孔径尺寸确定,定位套的外径根据管板的孔径确定,均采用间隙配合;支撑套、定位套、拉杆的长度根据管板的厚度确定,定位套的长度大于管板的厚度,在左活塞、右活塞均处于油缸体的左端时,涨套处于自由状态,在活塞有效行程内能实现涨紧与拉紧动作。
10.本发明具有如下积极效果:本工具穿过管板孔先插在换热管管孔中,然后先均匀涨紧换热管,进行快速对中,然后在涨紧换热管后再进行轴向拉紧,将换热管管孔迅速压紧在管板孔上,实现管板孔与换热管的快速对中定位贴合。 因此本发明能够明显减轻劳动强度,提高工作效率,实现换热管管孔端面与管板孔端面的先对中、后贴紧、再焊接的快速生产工序,满足焊接精度要求,使换热管与管板孔快速对中、快速拉紧、快速焊接。
附图说明
11.图1是一种换热器管板孔口与换热管孔口对接接头示意图。
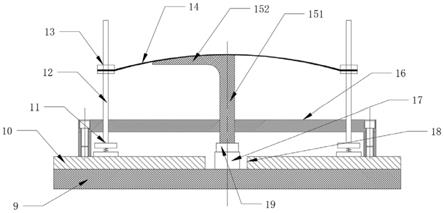
12.图2是本发明的对中拉紧装置结构及工作原理图。
13.图3是本发明的涨紧部位的对比文件定位套、拉杆、涨套、隔套之间结构的局部放大图。
14.图中 1. 一种对接接头焊缝形式换热器,2. 换热管,3. 管板,4. 对中拉紧装置,5. 油缸体,6. 右活塞,7. 左活塞,8. 支撑套,9. 定位套,10. 隔套,11. 涨套,12. 拉杆。
具体实施方式
15.如图1所示,图1是一种管板与换热管对接焊缝接头的换热器示意图。焊接时,焊枪穿过管板孔伸进换热管内孔内进行旋转焊接;因此焊接前,第一需要将换热管2与管板3的孔对中,第二需要将换热管2端面与管板3的孔口端面贴紧。将换热管2与管板3的孔口对中贴紧后再将换热管2与管板3点焊在一起。之后即可进行内孔旋转焊接加工,存在着效率低、焊接精度差的缺陷。
16.如图2、3所示,图2是本发明的工具原理图,涨套11材料为橡胶,当两端面受到轴向挤压力时,涨套11会发生径向变形,产生径向力。作为动力的油缸采用双活塞结构,右活塞6
连接拉杆12、左活塞7连接定位套9,油缸体5有3个进出油口,能够使右活塞6、左活塞7实现单独运动或一起运动。
17.因此本发明公开的一种换热管与管板孔对中拉紧工具,包括作为动力的带有右活塞6和左活塞7的双活塞结构的油缸5、连接在右活塞6上的拉杆12、连接在左活塞7上定位套9,右活塞6和左活塞7组成双活塞结构在油缸5中能够左右移动,右活塞6的活塞杆套装在左活塞7的活塞杆中,同时右活塞6的活塞杆能够在左活塞7的活塞杆中左右移动。右活塞6的活塞杆为带有台阶的活塞杆,该台阶限制右活塞6的活塞杆行程,保证中间工作室存在,左活塞7的活塞杆也为带有台阶的活塞杆,该台阶限制右活塞7的活塞杆行程,保证中左边工作室存在。
18.所述右活塞6和左活塞7将油缸5分为三个工作室,在该三个工作室上分别开设有进出油口,分别为a、b、c三个进出油口;通过该带有进出油口的三个工作室使右活塞6和左活塞7实现单独运动或一起运动;所述定位套9活动套装在所述拉杆12上,定位套9与拉杆12之间为滑动配合,定位套9的外径与管板3的孔内径以及换热管2的管孔内径之间均为间隙配合,拉杆12头部的外径与换热管2的管孔内径之间为间隙配合;在拉杆12头部与定位套9头部之间的拉杆12上安装有涨套11,套装在拉杆12上的涨套11靠拉杆12头部端面限制在拉杆12上。
19.活塞运动由液压控制,两活塞的初始位置位于油缸左端。即右活塞6和左活塞7的运动靠液压控制,将所述工具插入管板3的孔及换热管2的管孔后,使油缸5的b进出油口进油,其它油口回油,左活塞7带动定位套9产生向左的轴向力,右活塞6带动拉杆12产生向右的轴向力,两轴向力通过定位套9头部端面与拉杆12头部端面压在涨套11的两侧端面上,套装在拉杆12上的涨套11经向向内产生变形空间小而产生向外径向变形,压向换热管2的孔壁;右活塞6、左活塞7、涨套11、定位套9、拉杆12以及换热管2在涨套11的涨紧力作用下连接在一起,形成一个整体,保证了换热管2的管孔与管板3的孔同轴度;当涨套11与换热管2涨紧后,油缸5的a进出油口进油,其它油口回油,左活塞7左侧受力,带动右活塞6及拉杆12、拉杆12上涨紧的换热管2一起向右移动,在管板3与油缸5之间支撑有支撑套8,在支撑套8的支撑下,管板3与油缸5之间没有相对运动,此时换热管2拉向管板3,实现换热管2的管孔端面与管板3的孔端面对中贴紧在一起,实现管板3与换热管2的定位;将管板3与换热管2点焊在一起后,油缸5的c进出油口进油,其它油口回油,右活塞6向左受力,带动拉杆12向左移动,涨套11端面受力消失并恢复原来形状,与换热管2的内壁脱开,右活塞6带动左活塞7继续向左运动到油缸左端,恢复活塞初始位置,此时将本工具从管板3的孔内取出,右活塞6、左活塞7处于伸出状态,涨套11端面不受力,处于自由状态。
20.所述拉杆12与右活塞6的活塞杆之间通过螺纹连接,定位套9与左活塞7的活塞杆之间也通过螺纹连接。
21.套装在定位套9头部端面与拉杆12头部端面之间的涨套11之间还设置有隔套10,隔套10、涨套11间隔穿在拉杆12上,在拉杆12上为滑动配合。
22.所述涨套11的材料为橡胶,当两端面受到轴向挤压力时涨套会发生径向变形,产生径向力,通过增加涨套11的数量使在涨套11受轴向压紧力一定的情况下成倍增加涨紧产生的摩擦力,保证换热管2与拉杆12涨紧连接更牢靠。
23.所述隔套10、涨套11的外径根据换热管2的管孔径尺寸确定,定位套9的外径根据管板3的孔径确定,均采用间隙配合;支撑套8、定位套9、拉杆12的长度根据管板3的厚度确定,定位套9的长度大于管板3的厚度,在左活塞7、右活塞6均处于油缸体5的左端时,涨套11处于自由状态,在活塞有效行程内能实现涨紧与拉紧动作。
24.如图3所示,涨套11、隔套10套在拉杆12上,为滑动配合,拉杆12用螺纹与右活塞6的活塞杆连接,定位套9用螺纹与左活塞7的活塞杆连接,定位套9亦套在拉杆12上,为滑动配合,其外径与管板3的孔及换热管2的孔均为间隙配合。涨套11、隔套10间隔穿在拉杆12上,为滑动配合。增加涨套11的数量,可以在涨套11受轴向压紧力一定的情况下,成倍增加涨紧产生的摩擦力,使换热管2与拉杆12等件涨紧连接的更牢靠。
25.如图2、3所示,首先需要将本工具从管板3的另一面管板孔内插入穿过,再在本工具的涨紧部位上插入管端平口后的换热管2。本工具油缸需要配备小型油站使用。将本工具插入管板3及换热管2后,使油缸体5的b口进油,a、c口回油,右活塞6带动拉杆12回缩,涨套11的两端面受压,沿径向涨出挤紧换热管2内孔,此时在涨紧力的作用下,右活塞6、左活塞7、换热管2形成一个整体。
26.当涨套11与换热管2涨紧后,油缸体5的a口进油,左活塞7左侧受力,带动右活塞6等件及换热管2形成的整体一齐向右移动。支撑套8支撑在管板3与油缸体5之间。在支撑套8的支撑下,管板3与油缸体5不能相对运动。此时换热管2拉向管板3,实现换热管2的孔口端面与管板3的孔口端面对中贴紧在一起。
27.将管板3与换热管2点焊在一起后,油站工作,油缸体5的c口进油,a口、b口回油,右活塞6向左受力,带动拉杆12向左移动,涨套11端面受力消失、恢复原来形状,与换热管2的内壁脱开。右活塞6带动左活塞7继续向左运动到油缸左端,恢复活塞初始位置。此时可以将本工具从管板3的空内取出。此时,左活塞7、右活塞6处于伸出状态,涨套11端面不受力,处于自由状态。
28.如此反复操作,可以将换热管2逐一电焊在管板3上。
29.本工具中,支撑套8、定位套9、隔套10、涨套11、拉杆12为可更换件。隔套10、涨套11的外径根据换热管2孔径尺寸确定,定位套9的外径根据管板3的孔径确定,均采用间隙配合。支撑套8、定位套9、拉杆12的长度根据管板3的厚度确定,要注意在左活塞7、右活塞6均处于油缸体5的左端时,涨套11处于自由状态,在活塞有效行程内能实现涨紧与拉紧动作。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。