1.本实用新型涉及电解铝技术领域,特别涉及一种增压打壳下料装置。本实用新型还涉及一种具有该增压打壳下料装置的电解铝生产设备。
背景技术:
2.目前,我国的电解铝行业得到了迅速的发展,但由于电解铝生产是一个大耗能的过程,因此,节能减排就成了每个生产厂家的一个重要环节。生产厂家纷纷采取很多行之有效的措施,如降电压、降气压等等,其中最为普遍的即为减低压缩空气的压力。由于打壳下料气缸和出铝气缸的压缩空气消耗量占到工厂整个耗气量的40-50﹪,正常情况下,降低气压带来的节能减排效果明显,然而,由于设备老化、电解工艺变化、原材料变化以及现场管路连接稳定性不足等情况,会造成壳面变硬、粘包,此时,往往会导致打击壳面的锤头打不穿壳面的状况,这样会导致工作效率大大降低。
3.因此,如何避免由于锤头打不穿壳面而导致工作效率大大降低,是本领域技术人员目前需要解决的技术问题。
技术实现要素:
4.本实用新型的目的是提供一种增压打壳下料装置,可以在相对低的气压下保证电解工艺的正确执行,可以解决锤头打不穿壳面以及锤头卡在壳中收不回的问题,从而增加锤头使用寿命,提高生产效率。本实用新型的另一目的是提供一种包括上述增压打壳下料装置的电解铝生产设备。
5.为实现上述目的,本实用新型提供一种增压打壳下料装置,包括:
6.用以对低压压缩气体进行预处理的气源处理件;
7.与所述气源处理件通过管道相连、用以对经所述气源处理件处理后的低压压缩气体增压的增压件;
8.与所述增压件通过管道相连、用以贮存经所述增压件增压后形成的高压压缩气体的贮气包;
9.用以驱动锤头打壳的打壳下料气缸;
10.与所述气源处理件、所述贮气包和所述打壳下料气缸通过管道相连、用以控制所述低压压缩气体和所述高压压缩气体进入所述打壳下料气缸的控制系统。
11.可选地,所述控制系统包括打壳换向阀、高低压切换阀,及与所述打壳换向阀和所述高低压切换阀电连接、用以控制所述打壳换向阀和所述高低压切换阀开闭的槽控机;所述打壳换向阀的进气口与所述气源处理件通过管道相连,所述打壳换向阀的第一排气口与所述打壳下料气缸的第一腔通过管道相连,所述打壳换向阀的第二排气口与所述打壳下料气缸的第二腔通过管道相连,所述高低压切换阀的进气口与所述贮气包通过管道相连,所述高低压切换阀的排气口与所述打壳下料气缸的第二腔通过管道相连。
12.可选地,所述打壳换向阀的第二排气口与所述打壳下料气缸的第二腔之间的管道
设有第一单向阀。
13.可选地,所述高低压切换阀的排气口与所述打壳下料气缸的第二腔之间的管道设有第二单向阀。
14.可选地,所述打壳下料气缸、所述打壳换向阀和所述高低压切换阀三者的数量均设置多个,且所述打壳换向阀与所述打壳下料气缸一一对应相连,所述高低压切换阀与所述打壳下料气缸一一对应相连。
15.可选地,所述控制系统包括打壳换向阀、高低压切换阀,及与所述打壳换向阀和所述高低压切换阀电连接、用以控制所述打壳换向阀和所述高低压切换阀开闭的槽控机;所述打壳换向阀的进气口与所述气源处理件通过管道相连,所述打壳换向阀的第一排气口与所述打壳下料气缸的第一腔通过管道相连,所述高低压切换阀的进气口与所述贮气包通过管道相连,所述高低压切换阀的排气口与所述打壳换向阀的进气口通过管道相连,所述打壳换向阀的第二排气口与所述打壳下料气缸的第二腔通过管道相连。
16.可选地,所述打壳换向阀的进气口与所述气源处理件之间的管道设有第一单向阀。
17.可选地,所述高低压切换阀的排气口与所述打壳换向阀的进气口之间的管道设有第二单向阀。
18.可选地,所述打壳下料气缸和所述打壳换向阀二者的数量均设置多个,且所述打壳换向阀与所述打壳下料气缸一一对应相连,所述高低压切换阀的数量设置一个,所述高低压切换阀的排气口与全部所述打壳换向阀的进气口通过管道相连。
19.本实用新型还提供一种电解铝生产设备,包括上述任一项所述的增压打壳下料装置。
20.相对于上述背景技术,本实用新型实施例所提供的增压打壳下料装置,包括气源处理件、增压件、贮气包、打壳下料气缸和控制系统,其中,气源处理件用于对低压压缩气体进行预处理;增压件与气源处理件通过管道相连,增压件用于对经气源处理件处理后的低压压缩气体进行增压操作,从而形成高压压缩气体;贮气包与增压件通过管道相连,贮气包用于贮存经增压件增压后形成的高压压缩气体;打壳下料气缸用于驱动锤头打壳;控制系统与气源处理件、贮气包和打壳下料气缸通过管道相连,控制系统用于控制低压压缩气体和高压压缩气体进入打壳下料气缸。
21.具体地,正常打壳时,通过控制系统控制低压压缩气体进入打壳下料气缸,利用低压压缩气体推动打壳下料气缸的活塞向下打壳;当出现壳面没有打穿的状况时,通过控制系统控制高压压缩气体进入打壳下料气缸,从而利用高压压缩气体推动打壳下料气缸的活塞向下打壳,并把壳面打穿。这样一来,上述增压打壳下料装置可以在相对低的气压下保证电解工艺的正确执行,从而可以节约压缩空气;同时,可以解决锤头打不穿壳面的问题,减少劳动强度,提高生产效率。
附图说明
22.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还
可以根据提供的附图获得其他的附图。
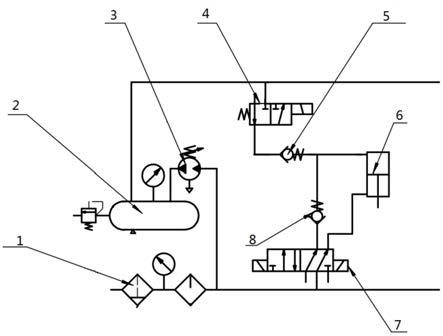
23.图1为本实用新型实施例所提供的一种增压打壳下料装置的连接示意图;
24.图2为图1的工作原理图;
25.图3为本实用新型实施例所提供的另一种增压打壳下料装置的连接示意图;
26.图4为图3的工作原理图。
27.其中:
28.1-气源处理件、2-贮气包、3-增压件、4-高低压切换阀、5-第二单向阀、6-打壳下料气缸、7-打壳换向阀、8-第一单向阀、9-槽控机。
具体实施方式
29.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
30.本实用新型的核心是提供一种增压打壳下料装置,可以在相对低的气压下保证电解工艺的正确执行,可以解决锤头打不穿壳面以及锤头卡在壳中收不回的问题,从而增加锤头使用寿命,提高生产效率。本实用新型的另一核心是提供一种包括上述增压打壳下料装置的电解铝生产设备。
31.为了使本技术领域的技术人员更好地理解本实用新型方案,下面结合附图和具体实施方式对本实用新型作进一步的详细说明。
32.需要说明的是,下文所述的“上端、下端、左侧、右侧”等方位词都是基于说明书附图所定义的。
33.请参考图1至图4,图1为本实用新型实施例所提供的一种增压打壳下料装置的连接示意图;图2为图1的工作原理图;图3为本实用新型实施例所提供的另一种增压打壳下料装置的连接示意图;图4为图3的工作原理图。
34.本实用新型实施例所提供的增压打壳下料装置,包括气源处理件1、增压件3、贮气包2、打壳下料气缸6和控制系统,其中,气源处理件1用于对低压压缩气体进行预处理;增压件3与气源处理件1通过管道相连,增压件3用于对经气源处理件1处理后的低压压缩气体进行增压操作,从而形成高压压缩气体;贮气包2与增压件3通过管道相连,贮气包2用于贮存经增压件3增压后形成的高压压缩气体;打壳下料气缸6用于驱动锤头打壳;控制系统与气源处理件1、贮气包2和打壳下料气缸6通过管道相连,控制系统用于控制低压压缩气体和高压压缩气体进入打壳下料气缸6。
35.具体地,正常打壳时,通过控制系统控制低压压缩气体进入打壳下料气缸6,利用低压压缩气体推动打壳下料气缸6的活塞向下打壳;当出现壳面没有打穿的状况时,通过控制系统控制高压压缩气体进入打壳下料气缸6,从而利用高压压缩气体推动打壳下料气缸6的活塞向下打壳,并把壳面打穿。
36.这样一来,上述增压打壳下料装置可以在相对低的气压下保证电解工艺的正确执行,从而可以节约压缩空气;同时,可以解决锤头打不穿壳面的问题,减少劳动强度,提高生产效率。
37.上述气源处理件1包括用于对低压压缩气体进行水分过滤的水分过滤件、用于调节低压压缩气体的压力的调压件和用于对低压压缩气体进行油雾处理的油雾处理件,水分过滤件、调压件和油雾处理件从左向右依次设置。
38.上述控制系统具体包括打壳换向阀7、高低压切换阀4和槽控机9,其中,槽控机9与打壳换向阀7和高低压切换阀4电连接,槽控机9用于控制打壳换向阀7和高低压切换阀4开启和关闭。
39.具体地说,打壳换向阀7的进气口与气源处理件1通过管道相连,打壳换向阀7的第一排气口与打壳下料气缸6的第一腔通过管道相连,打壳换向阀7的第二排气口与打壳下料气缸6的第二腔通过管道相连,高低压切换阀4的进气口与贮气包2通过管道相连,高低压切换阀4的排气口与打壳下料气缸6的第二腔通过管道相连。
40.需要说明的是,所谓第一腔是指打壳下料气缸6的前端腔体,第二腔是指打壳下料气缸6的后端腔体,当气体进入打壳下料气缸6的前端腔体时,打壳下料气缸6的活塞移动至后端,处于准备打壳阶段;当气体进入打壳下料气缸6的后端腔体时,打壳下料气缸6的活塞向前移动,此时处于打壳状态。
41.为了保证系统运行的稳定性,打壳换向阀7的第二排气口与打壳下料气缸6的第二腔之间的管道设有第一单向阀8;高低压切换阀4的排气口与打壳下料气缸6的第二腔之间的管道设有第二单向阀5。显然,第一单向阀8用于防止气体回流至打壳换向阀7中,第二单向阀5用于防止气体回流至高低压切换阀4中。
42.当然,根据实际需要,上述打壳换向阀7具体可以设置为截止式打壳换向阀,高低压切换阀4具体为二位三通阀,增压件3具体为增压泵。
43.这样一来,低压压缩气体经过气源处理件1,进行过滤分水、调压、油雾处理,低压压缩空气通过管路,一路进入增压件3中增压,将低压压缩气体增压为高压压缩气体,并贮存在贮气包2中,当贮气包2压力达到高压值时,增压件3能够自动关闭,停止加压,进入准备打壳状态;另一路进入打壳换向阀7的常开腔(阀的右端),并经打壳换向阀7的第一排气口到达打壳下料气缸6的第一腔(前端腔体),使打壳下料气缸6的活塞处于后端,使打壳下料气缸6处于准备打壳状态。
44.当槽控机9发出打壳指令,打壳换向阀7动作换向,低压压缩气体通过打壳换向阀7的常闭腔(阀的左端),并经打壳换向阀7的第二排气口和第一单向阀8到达打壳下料气缸6的第二腔(后端腔体),使打壳下料气缸6的活塞向下运动,进行打壳。
45.当出现壳面没有打穿的情况时,槽控机9发出没有打穿的指令,高低压切换阀4换向打开,使高压压缩气体通过第二单向阀5直接进入打壳下料气缸6的第二腔(后端腔体),利用高压压缩气体推动活塞向下打壳,把壳面打开;然后,高低压切换阀4关闭,恢复低压压缩气体供气。
46.需要说明的是,上述打壳换向阀7的第一排气口设于打壳换向阀7的常开腔,打壳换向阀7的第二排气口设于打壳换向阀7的常闭腔。
47.在上述基础上,打壳下料气缸6、打壳换向阀7和高低压切换阀4三者的数量均设置多个,且打壳换向阀7与打壳下料气缸6一一对应相连,高低压切换阀4与打壳下料气缸6一一对应相连。
48.也就是说,通过高低压切换阀4与打壳下料气缸6一一对应设置,可以根据打壳需
要控制预设数量的打壳下料气缸6打壳状态,从而可以大大节约压缩气体。
49.除了上述出现壳面没有打穿的情况之外,有时还会出现壳面打穿后锤头卡在壳面中无法返回的情况,因此,本实用新型还提供一种控制系统,不仅能够解决壳面没有打穿的问题,还可以解决壳面打穿后锤头卡在壳面中无法返回的问题。
50.具体地说,该控制系统包括打壳换向阀7、高低压切换阀4和槽控机9,槽控机9与打壳换向阀7和高低压切换阀4电连接,槽控机9用于控制打壳换向阀7和高低压切换阀4开启和关闭。
51.具体地说,打壳换向阀7的进气口与气源处理件1通过管道相连,打壳换向阀7的第一排气口与打壳下料气缸6的第一腔通过管道相连,高低压切换阀4的进气口与贮气包2通过管道相连,高低压切换阀4的排气口与打壳换向阀7的进气口通过管道相连,打壳换向阀7的第二排气口与打壳下料气缸6的第二腔通过管道相连。
52.需要说明的是,所谓第一腔是指打壳下料气缸6的前端腔体,第二腔是指打壳下料气缸6的后端腔体,当气体进入打壳下料气缸6的前端腔体时,打壳下料气缸6的活塞移动至后端,处于准备打壳阶段;当气体进入打壳下料气缸6的后端腔体时,打壳下料气缸6的活塞向前移动,此时处于打壳状态。
53.为了保证系统运行的稳定性,打壳换向阀7的进气口与气源处理件1之间的管道设有第一单向阀8;高低压切换阀4的排气口与打壳换向阀7的进气口之间的管道设有第二单向阀5。显然,第一单向阀8用于防止气体回流至气源处理件1中,第二单向阀5用于防止气体回流至高低压切换阀4中。
54.当然,根据实际需要,上述打壳换向阀7具体可以设置为截止式打壳换向阀,高低压切换阀4具体为二位三通阀,增压件3具体为增压泵。
55.这样一来,低压压缩气体经过气源处理件1,进行过滤分水、调压、油雾处理,低压压缩空气通过管路,一路进入增压件3中增压,将低压压缩气体增压为高压压缩气体,并贮存在贮气包2中,当贮气包2压力达到高压值时,增压件3能够自动关闭,停止加压,进入准备打壳状态;另一路经第一单向阀8,进入打壳换向阀7的常开腔(换向阀左端),并经打壳换向阀7的第一排气口到达打壳下料气缸6的第一腔(前端腔体),使打壳下料气缸6的活塞处于后端,使打壳下料气缸6处于准备打壳状态。
56.当槽控机9发出打壳指令,打壳换向阀7动作换向,低压压缩气体通过打壳换向阀7的常闭腔(换向阀右端),并经打壳换向阀7的第二排气口到达打壳下料气缸6的第二腔(后端腔体),使打壳下料气缸6的活塞向下运动,进行打壳。
57.当出现壳面没有打穿的情况时,槽控机9发出没有打穿的指令,高低压切换阀4换向打开,使高压压缩气体通过第二单向阀5到达打壳换向阀7进气口,到达打壳换向阀7的常闭腔,并经打壳换向阀7的第二排气口到达打壳下料气缸6的第二腔(后端腔体),利用高压压缩气体推动活塞向下打壳,把壳面打开;然后,高低压切换阀4关闭,恢复低压压缩气体供气。
58.当出现壳面打穿后锤头卡在壳面中的情况时,打壳下料气缸6无法返回,槽控机9发出没有返回指令,同时打开高低压切换阀4,使高压压缩气体进入打壳换向阀7的进气口,到达打壳换向阀7的常开腔,并经打壳换向阀7的第一排气口进入打壳下料气缸6的第一腔(前端腔体),活塞在高压压缩气体作用下,使打壳下料气缸6的活塞返回。
59.需要说明的是,上述打壳换向阀7的第一排气口设于打壳换向阀7的常开腔,打壳换向阀7的第二排气口设于打壳换向阀7的常闭腔。
60.在上述基础上,打壳下料气缸6和打壳换向阀7二者的数量均设置多个,且打壳换向阀7与打壳下料气缸6一一对应相连,高低压切换阀4的数量设置一个,高低压切换阀4的排气口与全部打壳换向阀7的进气口通过管道相连。这样可以通过一个高低压切换阀4控制多个打壳换向阀7的进气,从而大大提高生产效率。
61.这样一来,上述增压打壳下料装置可以在相对低的气压下保证电解工艺的正确执行,从而可以节约压缩空气;同时,可以同时解决锤头打不穿壳面以及壳面打穿后锤头卡在壳面中无法返回的问题,减少沾包现象,从而可以增加锤头的使用寿命,减少劳动强度,提高生产效率。
62.本实用新型所提供的一种电解铝生产设备,包括上述具体实施例所描述的增压打壳下料装置;电解铝生产设备的其他部分可以参照现有技术,本文不再展开。
63.需要说明的是,在本说明书中,诸如第一和第二之类的关系术语仅仅用来将一个实体与另外几个实体区分开来,而不一定要求或者暗示这些实体之间存在任何这种实际的关系或者顺序。
64.以上对本实用新型所提供的电解铝生产设备及其增压打壳下料装置进行了详细介绍。本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方案及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
