用于增材制造设备的致动器组件及其使用方法
1.相关申请的交叉引用
2.本技术要求于2019年5月23日提交且名称为“用于增材制造设备的致动器组件及其使用方法”的美国临时专利申请序列号62/851,907的权益,其全部内容通过引用的方式并入文中。
技术领域
3.本公开大体涉及增材制造设备,更具体地,涉及用于增材制造设备的致动器组件及其使用方法。
背景技术:
4.可以运用增材制造设备以分层方式从构建材料(诸如有机或无机粉末)“构建”物体。增材制造设备的早期迭代被用来原型制作3维物体。然而,随着增材制造技术的改进,对运用增材制造设备进行物体的大规模商业生产的兴趣越来越大。将增材制造设备扩展到商业生产的一个问题是提高增材制造设备的生产量,以满足商业需求。
5.由此,存在对于改进制造产量的替代性增材制造设备及其部件的需要。
技术实现要素:
6.第一方面a1包括一种致动器组件,用于在增材制造设备中分布构建材料和沉积粘合剂材料,包含:上支架;下支架,在竖直方向上与上支架间隔开,上支架和下支架在水平方向上延伸;重涂头,用于分布构建材料;打印头,用于沉积粘合剂材料;重涂头致动器,联接到重涂头以及上支架和下支架中的一个,重涂头致动器包含重涂运动轴线,其中,重涂头致动器能够沿着重涂运动轴线双向致动,借此实现重涂头的双向移动;以及打印头致动器,联接到打印头以及上支架和下支架中的另一个,打印头致动器包括打印运动轴线,其中,打印头致动器能够沿着打印运动轴线双向致动,借此实现打印头的双向移动,其中,重涂运动轴线和打印运动轴线彼此平行并且在竖直方向上彼此间隔开。
7.第二方面a2包括第一方面a1的致动器组件,其中,上支架和下支架定位于支撑导轨的相对侧。
8.第三方面a3包括前述方面a1-a2中任一方面所述的致动器组件,其中,重涂运动轴线和打印运动轴线在同一竖直平面中。
9.第四方面a4包括前述方面a1-a3中任一方面所述的致动器组件,其中,致动器组件进一步包含:中间支架,定位于上支架和下支架之间,中间支架在水平方向上延伸;处理附件;以及附件致动器,联接到处理附件和中间支架,附件致动器包含附件运动轴线,其中,附件致动器能够沿着附件运动轴线双向致动,借此实现处理附件的双向移动,其中,重涂运动轴线、打印运动轴线和附件运动轴线彼此平行,并且在竖直方向上彼此间隔开。
10.第五方面a5包括前述方面a1-a4中任一方面所述的致动器组件,其中,处理附件包含感测器、能量源、末端执行器或其组合。
11.第六方面a6包括前述方面a1-a5中任一方面所述的致动器组件,其中,感测器是图像感测器、热检测器、高温计、轮廓仪和超声波检测器中的至少一个。
12.第七方面a7包括前述方面a1-a6中任一方面所述的致动器组件,其中,感测器是红外加热器、紫外灯和激光光源中的至少一个。
13.第八方面a8包括前述方面a1-a7中任一方面所述的致动器组件,其中:重涂头包含重涂原始位置;打印头包含打印原始位置,打印原始位置在水平方向上与重涂原始位置间隔开;并且,控制系统通信地联接到重涂头致动器和打印头致动器,控制系统包含处理器以及存储计算机可读可执行指令的非暂时性存储器,计算机可读可执行指令当由处理器执行时,使得:重涂头致动器以重涂推进速率将重涂头从重涂原始位置朝向打印原始位置推进;重涂头致动器以重涂返回速率将重涂头返回到重涂原始位置;打印头致动器以打印推进速率使打印头从打印头的打印原始位置朝向重涂原始位置推进;以及打印头致动器以打印返回速率使打印头返回到打印原始位置。
14.第九方面a9包括前述方面a1-a8中任一方面所述的致动器组件,其中,重涂返回速率大于重涂推进速率。
15.第十方面a10包括前述方面a1-a9中任一方面所述的致动器组件,其中,打印返回速率大于或等于打印推进速率。
16.第十一方面a11包括前述方面a1-a10中任一方面所述的致动器组件,其中,打印返回速率小于或等于打印推进速率。
17.第十二方面a12包括前述方面a1-a11中任一方面所述的致动器组件,其中,重涂推进速率包含初始重涂推进速率和分布推进速率,其中,初始重涂推进速率大于分布推进速率。
18.第十三方面a13包括前述方面a1-a12中任一方面所述的致动器组件,其中,打印推进速率包含初始打印推进速率和沉积推进速率,其中,初始打印推进速率大于沉积推进速率。
19.第十四方面a14包括前述方面a1-a13中任一方面所述的致动器组件,其中,打印返回速率包含沉积返回速率和打印完成返回速率,其中,打印完成返回速率大于沉积返回速率。
20.第十五方面a15包括前述方面a1-a14中任一方面所述的致动器组件,其中,在重涂头返回到重涂原始位置的同时,打印头从打印原始位置朝向重涂原始位置推进。
21.第十六方面a16包括前述方面a1-a15中任一方面所述的致动器组件,其中,在打印头返回到打印头的打印原始位置的同时,重涂头从重涂原始位置朝向打印原始位置推进。
22.第十七方面a17包括前述方面a1-a16中任一方面所述的致动器组件,其中,重涂头包含擦拭器和辊中的至少一个,用于分布构建材料。
23.第十八方面a18包括前述方面a1-a17中任一方面所述的致动器组件,其中,重涂头包含导引辊和牵引辊,用于分布构建材料。
24.第十九方面a19包括前述方面a1-a18中任一方面所述的致动器组件,其中,导引辊在第一方向上旋转,并且牵引辊在与第一方向相反的第二方向上旋转。
25.第二十方面a20包括前述方面a1-a19中任一方面所述的致动器组件,其中,重涂头和/或打印头包含至少一个能量源。
26.第二十一方面a21包括前述方面a1-a20中任一方面所述的致动器组件,其中,打印头是热打印头或压电打印头。
27.第二十二方面a22包括前述方面a1-a21中任一方面所述的致动器组件,其中,打印头在与打印运动轴线正交的方向上固定。
28.第二十三方面a23包括一种增材制造设备,包含:清洁站,包含清洁站周期时间;构建平台;重涂头,用于分布构建材料,重涂头联接到包含重涂运动轴线的重涂头致动器,重涂头和重涂头致动器包含重涂周期时间;以及打印头,用于沉积粘合剂材料,打印头联接到包含打印运动轴线的打印头致动器,打印头和打印头致动器包含打印周期时间,其中:重涂运动轴线和打印运动轴线彼此平行并且在竖直方向上彼此间隔开;并且增材制造设备包含总构建周期时间,总构建周期时间小于清洁站周期时间、重涂周期时间和打印周期时间的总和。
29.第二十四方面a24包括第二十三方面a23的设备,其中:清洁站周期时间与打印周期时间和重涂周期时间t
rh
两者重叠;并且,总构建周期时间小于重涂周期时间和打印周期时间的总和。
30.第二十五方面a25包括前述方面a23-a24中任一方面所述的设备,其中:重涂头致动器联接到上支架和下支架中的一个;并且打印头致动器联接到上支架和下支架中的另一个,其中,上支架和下支架定位于构建平台上方并且在水平方向上延伸。
31.第二十六方面a26包括前述方面a23-a25中任一方面所述的设备,其中,重涂运动轴线和打印运动轴线定位在同一竖直平面中。
32.第二十七方面a27包括前述方面a23-a26中任一方面所述的设备,其中:重涂头包含重涂原始位置;打印头包含打印原始位置,打印原始位置在水平方向上与重涂原始位置间隔开;并且,进一步包含控制系统,控制系统通信地联接到重涂头致动器和打印头致动器,控制系统包含处理器以及存储计算机可读可执行指令的非暂时性存储器,计算机可读可执行指令当由处理器执行时,使得:重涂头致动器以重涂推进速率将重涂头从重涂原始位置朝向打印原始位置推进;重涂头致动器以重涂返回速率将重涂头返回到重涂原始位置;打印头致动器以打印推进速率将打印头从打印头的打印原始位置朝向重涂原始位置推进;以及打印头致动器以打印返回速率使打印头返回到打印原始位置,其中:重涂返回速率大于重涂推进速率;并且,打印返回速率大于打印推进速率。
33.第二十八方面a28包括前述方面a23-a27中任一方面所述的设备,其中,重涂推进速率包含初始重涂推进速率和分布推进速率,其中,初始重涂推进速率大于分布推进速率。
34.第二十九方面a29包括前述方面a23-a28中任一方面所述的设备,其中,打印推进速率包含初始打印推进速率和沉积推进速率,其中,初始打印推进速率大于沉积推进速率。
35.第三十方面a30包括前述方面a23-a29中任一方面所述的设备,其中,打印返回速率包含沉积返回速率和打印完成返回速率,其中,打印完成返回速率大于沉积返回速率。
36.第三十一方面a31包括前述方面a23-a30中任一方面所述的设备,其中,在重涂头返回到重涂原始位置的同时,打印头从打印原始位置朝向重涂原始位置推进。
37.第三十二方面a32包括前述方面a23-a31中任一方面所述的设备,其中,在打印头返回到打印头的打印原始位置的同时,重涂头从重涂原始位置朝向打印原始位置推进。
38.第三十三方面a33包括前述方面a23-a32中任一方面所述的设备,进一步包含供给
平台,供给平台能够沿着竖直轴线双向致动,其中,构建平台定位于清洁站和供给平台之间。
39.第三十四方面a34包括前述方面a23-a33中任一方面所述的设备,进一步包含构建材料料斗,构建材料料斗联接到重涂头。
40.第三十五方面a35包括前述方面a23-a34中任一方面所述的设备,进一步包含构建材料料斗,构建材料料斗定位于构建平台上。
41.第三十六方面a36包括一种通过增材制造来构建物体的方法,该方法包含:利用联接到重涂头致动器的重涂头在构建平台上分布新一层构建材料,重涂头致动器包含重涂运动轴线,由此,重涂头致动器在第一重涂方向上沿着重涂运动轴线的致动使得重涂头在构建平台上分布新一层构建材料;以及利用联接到打印头致动器的打印头在新一层构建材料上沉积粘合剂材料,打印头致动器包含打印运动轴线,由此,通过在第一打印方向上沿着打印运动轴线致动打印头致动器,利用打印头沉积粘合剂材料,第一打印方向与第一重涂方向相反,其中,重涂运动轴线和打印运动轴线彼此平行并且在竖直方向上彼此间隔开。
42.第三十七方面a37包括第三十六方面a36所述的方法,其中:重涂头和重涂头致动器包含重涂周期时间,在重涂周期时间期间,新一层构建材料分布在构建平台上;并且,打印头和打印头致动器包含打印周期时间,在打印周期时间期间,粘合剂材料沉积在新一层构建材料上,其中,打印周期时间与重涂周期时间重叠。
43.第三十八方面a38包括前述方面a36-a37中任一方面所述的方法,其中,重涂运动轴线和打印运动轴线在同一竖直平面中。
44.第三十九方面a38包括前述方面a36-a38中任一方面所述的方法,其中:重涂头通过重涂头致动器以重涂推进速率沿着重涂运动轴线被致动;并且,打印头通过打印头致动器以打印推进速率沿着打印运动轴线被致动,其中,打印推进速率大于重涂推进速度。
45.第四十方面a40包括前述方面a36-a39中任一方面所述的方法,其中,重涂推进速率包含初始重涂推进速率和分布推进速率,其中,初始重涂推进速率大于分布推进速率。
46.第四十一方面a41包括前述方面a36-a40中任一方面所述的方法,其中,打印推进速率包含初始打印推进速率和沉积推进速率,其中,初始打印推进速率大于沉积推进速率。
47.第四十二方面a42包括前述方面a36-a41中任一方面所述的方法,其中:在将新一层构建材料分布在构建平台上之后,重涂头通过重涂头致动器以重涂返回速率在第二重涂方向上沿着重涂运动轴线被致动,第二重涂方向与第一重涂方向相反。
48.第四十三方面a43包括前述方面a36-a42中任一方面所述的方法,其中,重涂返回速率大于重涂推进速率。
49.第四十四方面a44包括前述方面a36-a43中任一方面所述的方法,其中,在重涂头通过重涂头致动器在第二重涂方向上沿着重涂运动轴线被致动时,打印头通过打印头致动器在第一打印方向上沿着打印运动轴线被致动。
50.第四十五方面a45包括前述方面a36-a44中任一方面所述的方法,其中:在新一层构建材料上沉积粘合剂材料之后,打印头通过打印头致动器以打印返回速率在第二打印方向上沿着打印运动轴线被致动,第二打印方向与第一打印方向相反。
51.第四十六方面a46包括前述方面a36-a45中任一方面所述的方法,其中,打印返回速率大于打印推进速率。
52.第四十七方面a47包括前述方面a36-a46中任一方面所述的方法,其中,在打印头通过打印头致动器在第二打印方向上沿着打印运动轴线被致动时,打印头在新一层构建材料上沉积粘合剂材料。
53.第四十八方面a48包括前述方面a36-a47中任一方面所述的方法,其中,打印返回速率包含沉积返回速率和打印完成返回速率,其中,打印完成返回速率大于沉积返回速率。
54.第四十九方面a49包括前述方面a36-a48中任一方面所述的方法,其中,在构建平台上分布新一层构建材料包含,利用联接到重涂头的擦拭器或辊中的至少一个,将构建材料从供给平台铺展到构建平台。
55.第五十方面a50包括前述方面a36-a49中任一方面所述的方法,其中,在构建平台上分布新一层构建材料包含:利用联接到重涂头的第一辊将构建材料从供给平台铺展到构建平台;以及,利用联接到重涂头的第二辊,在构建平台上压实构建材料,其中,第一辊和第二辊在相反方向上旋转。
56.第五十一方面a51包括前述方面a36-a50中任一方面所述的方法,其中,在构建平台上分布新一层构建材料进一步包含,利用联接到重涂头的能量源加热新一层构建材料。
57.第五十二方面a52包括前述方面a36-a51中任一方面所述的方法,其中,新一层构建材料分布在布置于构建平台上的先前层构建材料上,并且该方法进一步包含,在分布新一层构建材料之前,固化沉积在先前层构建材料上的粘合剂材料。
58.第五十三方面a53包括前述方面a36-a52中任一方面所述的方法,其中,利用联接到重涂头的能量源来固化沉积在先前层构建材料上的粘合剂材料。
59.第五十四方面a54包括一种致动器组件,用于在增材制造设备中分布构建材料和沉积粘合剂材料,该组件包含:支架,在水平方向上延伸;重涂头,用于分布构建材料;打印头,用于沉积粘合剂材料;重涂头致动器,联接到重涂头和支架,重涂头致动器包含重涂运动轴线,其中,重涂头致动器能够沿着重涂运动轴线双向致动,借此实现重涂头的双向移动;以及,打印头致动器,联接到打印头和支架,打印头致动器包含打印运动轴线,其中,打印头致动器能够沿着打印运动轴线双向致动,借此实现打印头的双向移动,其中,重涂运动轴线和打印运动轴线共线,并且打印头致动器在打印运动轴线上的双向致动和重涂头致动器在重涂运动轴线上的双向致动彼此独立。
60.第五十五方面a55包括第五十四方面a54的致动器组件,其中:支架定位于第一竖直平面中;并且,重涂运动轴线和打印运动轴线定位于与第一竖直平面平行的第二竖直平面中。
61.第五十六方面a56包括前述方面a54-a55中任一方面所述的致动器组件,其中:打印头从支架悬伸;并且重涂头从支架悬伸。
62.第五十七方面a57包括一种致动器组件,用于在增材制造设备中分布构建材料和沉积粘合剂材料,该组件包含:上支架;下支架,在竖直方向上与上支架间隔开;中间支架,定位于上支架和下支架之间,并且在竖直方向上与上支架和下支架间隔开,上支架、下支架和中间支架在水平方向上延伸;重涂头,用于分布构建材料;打印头,用于沉积粘合剂材料;处理附件;重涂头致动器,联接到重涂头以及上支架、下支架和中间支架中的一个,重涂头致动器包含重涂运动轴线,其中,重涂头致动器能够沿着重涂运动轴线双向致动,借此实现重涂头的双向移动;打印头致动器,联接到打印头以及上支架、下支架和中间支架中的另一
个,打印头致动器包含打印运动轴线,其中,打印头致动器能够沿着打印运动轴线双向致动,借此实现打印头的双向移动;以及,附件致动器,联接到处理附件以及上支架、下支架和中间支架中的另一方,附件致动器包含附件运动轴线,其中,附件致动器能够沿着附件运动轴线双向致动,借此实现处理附件的双向移动,其中,重涂运动轴线、打印运动轴线和附件运动轴线彼此平行,并且在竖直方向上彼此间隔开。
63.第五十八方面a58包括第五十七方面a57所述的致动器组件,其中,处理附件包含感测器、能量源、末端执行器或其组合。
64.第五十九方面a59包括前述方面a57-a58中任一方面所述的致动器组件,其中,感测器是图像感测器、热检测器、高温计、轮廓仪和超声波检测器中的至少一个。
65.第六十方面a60包括前述方面a57-a59中任一方面所述的致动器组件,其中,能量源是红外加热器、紫外灯和激光光源中的至少一个。
66.第六十一方面a61包括一种构建贮器,用于增材制造设备,构建贮器可以与前述方面中任一方面所述的致动器组件、增材制造设备及方法一起使用。构建贮器可以包含壳体和构建平台,壳体包含至少部分地包围构建腔室的侧壁,构建平台定位于构建腔室内。构建平台的位置在构建腔室内在竖直方向上能够可滑动地调整,从较低位置到多个较高位置中的一个以及从多个较高位置中的一个到较低位置。构建贮器进一步包含布置在构建腔室周围的多个加热元件。
67.第六十二方面a62包括方面a61的构建贮器,其中,密封件布置在构建平台和侧壁的内部表面之间。
68.第六十三方面a63包括方面a62的构建贮器,其中,密封件包含芯部分和包封部分。包封部分至少部分地包围芯部分,芯部分包含聚四氟乙烯,并且包封部分包含纤维材料。
69.第六十四方面a64包括前述方面a61-a63中任一方面所述的构建贮器,其中,包封部分包含毛毡。
70.第六十五方面a65包括前述方面a61-a64中任一方面所述的构建贮器,其中,芯部分包含编织的聚四氟乙烯填料密封件。
71.第六十六方面a66包括前述方面a61-a65中任一方面所述的构建贮器,其中,构建平台在构建平台的边缘中包含密封座,密封件定位于密封座中,使得密封件布置在构建平台和侧壁的内部表面之间。
72.第六十七方面a67包括前述方面a61-a66中任一方面所述的构建贮器,进一步包含密封框架,密封框架包围密封座的至少一部分。
73.第六十八方面a68包括前述方面a61-a67中任一方面所述的构建贮器,其中,壳体进一步包含在侧壁的底部附近从侧壁延伸到构建腔室中的多个保持凸耳。
74.第六十九方面a69包括前述方面a61-a68中任一方面所述的构建贮器,其中,当构建平台处在较低位置时,构建平台搁座在保持凸耳上。
75.第七十方面a70包括前述方面a61-a69中任一方面所述的构建贮器,其中,壳体包含在侧壁的顶部附近从侧壁延伸的凸缘。
76.第七十一方面a71包括前述方面a61-a70中任一方面所述的构建贮器,进一步包含多个提升点,多个提升点定位在凸缘、侧壁或两者上,提升点便于提升和降低构建贮器。
77.第七十二方面a72包括前述方面a61-a71中任一方面所述的构建贮器,其中,多个
提升点中的每个提升点包含从凸缘、侧壁或两者延伸的把手。
78.第七十三方面a73包括前述方面a61-a72中任一方面所述的构建贮器,其中,多个提升点中的每个提升点包含从侧壁延伸的提升凸缘。
79.第七十四方面a74包括前述方面a61-a73中任一方面所述的构建贮器,其中,多个加热元件布置在侧壁的外部表面上。
80.第七十五方面a75包括前述方面a61-a74中任一方面所述的构建贮器,其中,多个加热元件布置在侧壁内。
81.第七十六方面a76包括前述方面a61-a75中任一方面所述的构建贮器,其中,多个加热元件布置在加热区中,并且每个加热区能够独立地致动。
82.第七十七方面a77包括前述方面a61-a76中任一方面所述的构建贮器,其中,每个加热区在竖直方向上与邻近的加热区间隔开。
83.第七十八方面a78括前述方面a61-a77中任一方面所述的构建贮器,其中,每个加热区包含布置在水平带中的至少一个加热元件。
84.第七十九方面a79包括前述方面a61-a78中任一方面所述的构建贮器,进一步包含至少一个封盖,至少一个封盖固定到侧壁的外部表面,使得多个加热元件布置在封盖和侧壁的外部表面之间。
85.第八十方面a80包括前述方面a61-a79中任一方面所述的构建贮器,进一步包含绝缘件,绝缘件定位于至少一个封盖和多个加热元件之间。
86.第八十一方面a81包括前述方面a61-a80中任一方面所述的构建贮器,其中,侧壁的外部表面包含凹槽,并且多个加热元件定位于凹槽中。
87.第八十二方面a82包括前述方面a61-a81中任一方面所述的构建贮器,进一步包含多个温度感测器,多个温度感测器布置在构建腔室周围。
88.第八十三方面a83包括前述方面a61-a82中任一方面所述的构建贮器,进一步包含多个温度感测器,多个温度感测器布置在构建腔室周围。
89.第八十四方面a84包括前述方面a61-a83中任一方面所述的构建贮器,其中,温度感测器布置在侧壁内。
90.第八十五方面a85包括前述方面a61-a84中任一方面所述的构建贮器,其中,温度感测器是联接到多个加热元件中的各个加热元件的电阻温度检测器。
91.第八十六方面a86包括前述方面a61-a85中任一方面所述的构建贮器,其中,两个电阻温度检测器联接到多个加热元件中的各个加热元件。
92.第八十七方面a87包括前述方面a61-a86中任一方面所述的构建贮器,其中,两个电阻温度检测器联接到多个加热元件中的各个加热元件。
93.第八十八方面a88包括前述方面a61-a87中任一方面所述的构建贮器,其中,电气连接器向多个加热元件供电,并且从构建贮器传输指示构建贮器的侧壁的温度的电气信号。
94.第八十九方面a89包括前述方面a61-a88中任一方面所述的构建贮器,进一步包含盖子,盖子至少部分地包围构建腔室。
95.第九十方面a90包括前述方面a61-a89中任一方面所述的构建贮器,构建平台的底部表面进一步包含连接器,用于将构建平台联接到提升系统,提升系统用于将构建平台从
较低位置致动到多个较高位置中的一个,以及从多个较高位置中的一个致动到较低位置。
96.第九十一方面a91包括前述方面a61-a90中任一方面所述的构建贮器,进一步包含第二多个加热元件,第二多个加热元件定位于构建平台的顶部表面下方。
97.第九十二方面a92包括前述方面a61-a91中任一方面所述的构建贮器,其中,第二多个加热元件定位于构建平台的底部表面下方。
98.第九十三方面a93包括一种增材制造设备,包含构建贮器和提升系统,增材制造设备可以与前述方面中任一方面所述的设备、组件及方法一起使用。构建贮器包含壳体和构建平台,壳体包含至少部分地包围构建腔室的侧壁,构建平台定位于构建腔室内。构建平台的位置在构建腔室内在竖直方向上能够可滑动地调整,从较低位置到多个较高位置中的一个以及从多个较高位置中的一个到较低位置。提升系统是,构建平台的位置在构建腔室内在竖直方向上能够可滑动地调整,从较低位置到多个较高位置中的一个以及从多个较高位置中的一个到较低位置。
99.第九十四方面a94包括方面a93所述的增材制造设备,其中,构建平台致动器包含联接到马达的滚珠丝杠。
100.第九十五方面a95包括前述方面a93-a94中任一方面所述的增材制造设备,其中,构建平台致动器进一步包含将滚珠丝杠联接到马达的电枢的传动连杆,使得滚珠丝杠可旋转地联接到马达的电枢。
101.第九十六方面a96包括前述方面a93-a95中任一方面所述的增材制造设备,其中,当提升系统联接到构建平台时,构建平台的底部表面与加热台板的上表面接触。
102.第九十七方面a97包括前述方面a93-a96中任一方面所述的增材制造设备,其中,提升系统进一步包含联接到加热台板的多个竖向导向件。
103.第九十八方面a98包括前述方面a93-a97中任一方面所述的增材制造设备,其中,提升系统进一步包含加热台板位置感测器,用于检测加热台板的竖向位置。
104.第九十九方面a99包括前述方面a93-a98中任一方面所述的增材制造设备,其中,加热台板位置感测器定位于提升系统的下端附近并且包含限位开关。
105.第一百方面a100包括前述方面a93-a99中任一方面所述的增材制造设备,其中,提升系统进一步包含构建平台位置感测器,用于检测构建平台的竖向位置。
106.第一百零一方面a101包括前述方面a93-a100中任一方面所述的增材制造设备,其中,提升系统进一步包含构建平台位置感测器,用于检测构建平台的竖向位置。
107.第一百零二方面a102包括前述方面a93-a101中任一方面所述的增材制造设备,其中,构建平台的底部表面进一步包含连接器,以联接到提升系统;并且,加热台板的上表面包含对应的连接器,以联接到构建平台的底部表面。
108.第一百零三方面a103包括前述方面a93-a102中任一方面所述的增材制造设备,其中,壳体包含在侧壁的顶部附近从侧壁延伸的凸缘。
109.第一百零四方面a104包括前述方面a93-a103中任一方面所述的增材制造设备,其中,密封件布置在构建平台和侧壁的内部表面之间。
110.第一百零五方面a105包括前述方面a93-a104中任一方面所述的增材制造设备,其中,构建平台在构建平台的边缘中包含密封座,密封件定位于密封座中,使得密封件布置在构建平台和侧壁的内部表面之间。
111.第一百零六方面a106包括前述方面a93-a105中任一方面所述的增材制造设备,其中,构建平台在构建平台的边缘中包含密封座,密封件定位于密封座中,使得密封件布置在构建平台和侧壁的内部表面之间。
112.第一百零七方面a107包括前述方面a93-a106中任一方面所述的增材制造设备,其中,当构建平台处在较低位置时,构建平台搁座在保持凸耳上。
113.第一百零八方面a108包括前述方面a93-a107中任一方面所述的增材制造设备,进一步包含第二多个加热元件,第二多个加热元件布置在侧壁的外部表面上。
114.第一百零九方面a109包括前述方面a93-a108中任一方面所述的增材制造设备,进一步包含多个感测器,多个感测器布置在多个加热元件各处。
115.第一百一十方面a110包括前述方面a93-a109中任一方面所述的增材制造设备,其中,多个加热元件通信地联接到布置在侧壁的外部表面上的至少一个电气连接器。
116.第一百一十一方面a111包括前述方面a93-a110中任一方面所述的增材制造设备,其中,电气连接器向加热元件供电,并且从构建贮器传输指示构建贮器的侧壁的温度的电气信号。
117.第一百一十二方面a112包括一种通过增材制造来构建物体的方法,该方法可以与前述方面中任一方面所述的方法、设备或组件中的任一个一起使用。该方法包括,将构建腔室的沉积区块预热到预热温度,在定位于构建腔室内的构建平台上分布一层构建材料,在一层构建材料上沉积一层粘合剂材料,以及,调整构建平台的位置,使得构建材料和粘合剂的一部分在构建腔室的固化区块内。构建腔室的固化区块在构建腔室的沉积区块下面。该方法进一步包括,将构建腔室的固化区块加热到固化温度,其中,固化温度大于预热温度。该方法进一步包括,固化构建腔室的下部分内的粘合剂的一部分,以及,将新一层构建材料分布在构建平台上的构建材料和粘合剂的一部分上方。
118.第一百一十三方面a113包括方面a112的方法,其中,加热和预热通过定位于构建腔室周围的多个加热元件来实现。
119.第一百一十四方面a114包括前述方面a112-a113中任一方面所述的方法,其中,加热和预热通过定位于构建腔室周围的多个加热元件来实现。
120.第一百一十五方面a115包括前述方面a112-a114中任一方面所述的方法,其中,预热温度从25℃到130℃。
121.第一百一十六方面a116包括前述方面a112-a115中任一方面所述的方法,其中,预热温度小于或等于70℃。
122.第一百一十七方面a117包括前述方面a112-a116中任一方面所述的方法,其中,固化温度从100℃到250℃。
123.第一百一十八方面a118包括前述方面a112-a117中任一方面所述的方法,其中,固化温度从100℃到250℃。
124.第一百一十九方面a119包括前述方面a112-a118中任一方面所述的方法,进一步包含,检测固化区块的温度,并且基于检测到的固化区块的温度来调整固化温度。
125.第一百二十方面a120包括一种增材制造设备,可以与任一前述设备、组件及方法一起使用。增材制造设备包含:支撑底架,包含打印台室、构建台室和重涂台室,每个台室包含上隔间和下隔间;以及,工作表面,将打印台室、构建台室和重涂台室中的每一个分离成
上隔间和下隔间,其中:构建台室布置在打印台室与重涂台室之间;并且,构建台室的下隔间包含隔板,隔板将构建台室的下隔间与打印台室的下隔间和重涂台室的下隔间密封。
126.第一百二十一方面a121包括方面a120的增材制造设备,进一步包含高压电源柜和低压电源柜,其中,高压电源柜定位在支撑底架的第一端处,并且低压电源柜定位在支撑底架的与第一端相对的第二端处。
127.第一百二十二方面a122包括前述方面a120-a121中任一方面所述的增材制造设备,其中:支撑底架包含前部和背部;低压电源线路被引导通过在支撑底架的前部或背部处的线缆桥架;并且,高压电源线路被引导通过在支撑底架的前部和背部中的另一方处的线缆桥架。
128.第一百二十三方面a123包括前述方面a120-a122中任一方面所述的增材制造设备,其中,包含低压电源线路的线缆桥架进一步包含空气线路、真空线路和液体线路中的至少一个。
129.第一百二十四方面a124包括前述方面a120-a123中任一方面所述的增材制造设备,其中,线缆桥架定位于支撑底架的顶部、支撑底架的底部附近、或者支撑底架的顶部和底部两者附近。
130.第一百二十五方面a125包括前述方面a120-a124中任一方面所述的增材制造设备,其中,线缆桥架、低压电源线路和高压电源线路延伸通过构建台室的下隔间,并且利用密封压盖被密封到构建台室的隔板。
131.第一百二十六方面a126包括前述方面a120-a125中任一方面所述的增材制造设备,其中:打印台室包含清洁站;清洁溶液供给仓定位于打印台室的下隔间中并且流体地联接到清洁站;清洁溶液回收仓定位于打印台室的下隔间中,并且流体地联接到清洁站。
132.第一百二十七方面a127包括前述方面a120-a126中任一方面所述的增材制造设备,进一步包括定位在打印台室的下隔间中的粘合剂供给仓,其中粘合剂供给仓与增材制造设备的打印头流体地联接。
133.第一百二十八方面a128包括前述方面a120-a127中任一方面所述的增材制造设备,其中:构建台室中的工作表面包含开口,用于可去除地接收构建贮器;并且,提升系统定位于构建台室的下隔间中,当构建贮器定位于构建台室的工作表面的开口中时,提升系统用于升高和降低构建贮器的构建平台。
134.第一百二十九方面a129包括前述方面a120-a128中任一方面所述的增材制造设备,进一步包含构建温度感测器,构建温度感测器定位于构建台室中,并且取向成,当构建贮器定位于构建台室的工作表面的开口中时,检测构建贮器的构建平台的表面的温度。
135.第一百三十方面a130包括前述方面a120-a129中任一方面所述的增材制造设备,进一步包含构建台室温度感测器,构建台室温度感测器定位于构建台室的下隔间中,构建贮器温度感测器配置成检测构建台室的下隔间的温度。
136.第一百三十一方面a131包括前述方面a120-a130中任一方面所述的增材制造设备,进一步包含相机系统,相机系统取向成,当构建贮器定位于构建台室的工作表面的开口中时,捕获构建贮器的构建平台的表面的图像。
137.第一百三十二方面a132包括前述方面a120-a131中任一方面所述的增材制造设备,进一步包含环境感测器,环境感测器定位于构建台室、重涂台室或打印台室内,环境感
测器配置成检测支撑底架内的空气温度和支撑底架内的湿度中的至少一个。
138.第一百三十三方面a133包括前述方面a120-a132中任一方面所述的增材制造设备,其中:重涂台室中的工作表面包含开口,用于可去除地接收供给贮器;并且,提升系统定位于重涂台室的下隔间中,当供给贮器定位于重涂台室的工作表面的开口中时,提升系统用于升高和降低供给贮器的供给平台。
139.第一百三十四方面a134包括前述方面a120-a133中任一方面所述的增材制造设备,其中,打印台室、构建台室和重涂台室每个皆包含联接到下隔间的至少一个访问面板和联接到上隔间的至少一个访问面板。
140.第一百三十五方面a135包括前述方面a120-a134中任一方面所述的增材制造设备,进一步包含:空气入口,在构建台室的下隔间中;以及,下排放系统,联接到构建台室的下隔间,其中,空气通过空气入口被抽吸到构建台室的下隔间中,并且利用下排放系统从构建台室排放出来。
141.第一百三十六方面a136包括前述方面a120-a135中任一方面所述的增材制造设备,其中,空气入口定位在构建台室的下隔间的顶部附近,并且下排放系统在构建台室的下隔间的底部附近被联接到构建台室的下隔间。
142.第一百三十七方面a137包括前述方面a120-a136中任一方面所述的增材制造设备,其中,下排放系统联接到构建台室的地板面板。
143.第一百三十八方面a138包括前述方面a120-a137中任一方面所述的增材制造设备,其中,下排放系统包含过滤器。
144.第一百三十九方面a139包括前述方面a120-a138中任一方面所述的增材制造设备,其中:支撑底架包含包围支撑底架的顶部的顶面板;并且,上排放系统联接到顶面板。
145.第一百四十方面a140包括前述方面a120-a139中任一方面所述的增材制造设备,其中,上排放系统包含过滤器。
146.第一百四十一方面a141包括前述方面a120-a140中任一方面所述的增材制造设备,进一步包含:粉末回收槽口,延伸通过构建台室中的工作表面;回收漏斗,联接到粉末回收槽口;以及,真空系统,联接到回收漏斗,真空系统对回收漏斗和粉末回收槽口施加负压。
147.第一百四十二方面a142包括前述方面a120-a141中任一方面所述的增材制造设备,其中,粉末回收槽口的侧壁包含相对于竖直轴线小于或等于60度的锥角。
148.第一百四十三方面a143包括前述方面a120-a142中任一方面所述的增材制造设备,其中,真空系统将粉末回收槽口和回收漏斗联接到筛滤系统。
149.第一百四十四方面a144包括前述方面a120-a143中任一方面所述的增材制造设备,进一步包含:致动器组件,包含重涂头,重涂头包含容含壳体;以及,真空系统,联接到容含壳体,由此真空系统向容含壳体施加负压。
150.第一百四十五方面a145包括前述方面a120-a144中任一方面所述的增材制造设备,其中,真空系统将容含壳体联接到筛滤系统。
151.第一百四十六方面a146包括前述方面a120-a145中任一方面所述的增材制造设备,进一步包含:致动器组件,包含打印头,打印头包含打印头壳体;以及气泵,联接到打印头壳体,气泵向打印头壳体提供过压。
152.根据第一百四十七方面a147,一种用于增材制造设备中分布构建材料和沉积粘合
剂材料的致动器组件包含:上支架;下支架,在竖直方向上与上支架间隔开,上支架和下支架在水平方向上延伸;重涂头,用于分布构建材料;打印头,用于沉积粘合剂材料;重涂头致动器,联接到重涂头以及上支架和下支架中的一个,重涂头致动器包含重涂运动轴线,其中,重涂头致动器能够沿着重涂运动轴线双向致动,借此实现重涂头的双向移动;打印头致动器,联接到打印头以及上支架和下支架中的另一个,打印头致动器包含打印运动轴线,其中,打印头致动器能够沿着打印运动轴线双向致动,借此实现打印头的双向移动,其中,重涂运动轴线和打印运动轴线彼此平行,并且在竖直方向上彼此间隔开;以及,控制系统,通信地联接到重涂头致动器和打印头致动器,控制系统包含处理器和存储计算机可读可执行指令的非暂时性存储器,计算机可读可执行指令当由处理器执行时,使得:重涂头致动器和打印头致动器在构建周期期间,沿着工作轴线独立地移动重涂头和打印头,其中,在构建周期期间,重涂头和打印头在工作轴线上占据重叠位置;以及,响应于处理器确定打印头和重涂头以小于最小分隔距离分离,处理器中止构建周期。
153.第一百四十八方面a148包括方面a147的致动器组件,其中,基于在构建周期期间打印头和重涂头的最大速度,确定最小分隔距离。
154.第一百四十九方面a149包括前述方面a147-a148中任一方面所述的致动器组件,其中,基于在构建周期期间打印头和重涂头的速度,处理器计算在构建周期期间的最小分隔距离。
155.第一百五十方面a150包括前述方面a147-a149中任一方面所述的致动器组件,其中,打印头致动器包含第一线性编码器,并且重涂头致动器包含第二线性编码器,其中,基于通过第一线性编码器和第二线性编码器的测量结果,处理器确定打印头和重涂头以小于最小分隔距离分离。
156.第一百五十一方面a151包括前述方面a147-a150中任一方面所述的致动器组件,进一步包含接近感测器,接近感测器布置在打印头和重涂头中的一个上,其中,基于由接近感测器产生的信号,处理器确定打印头和重涂头以小于最小分隔距离分离。
157.第一百五十二方面a152包括一种增材制造设备,包含:清洁站,包含清洁站周期时间;构建平台;重涂头,用于分布构建材料,重涂头联接到包含重涂运动轴线的重涂头致动器,重涂头和重涂头致动器包含重涂周期时间;打印头,用于沉积粘合剂材料,打印头联接到包含打印运动轴线的打印头致动器,打印头和打印头致动器包含打印周期时间;以及,控制系统通信地联接到重涂头致动器和打印头致动器,控制系统被构造为在构建周期期间引起打印头和重涂头的独立运动,构建周期具有总构建周期时间,总构建周期时间小于清洁站周期时间、重涂周期时间和打印周期时间的总和,其中,在构建周期时间期间,控制系统配置成,响应于确定打印头和重涂头以小于最小分隔距离分离而中止构建周期。
158.第一百五十三方面a153包括方面a152的致动器组件,其中,基于在构建周期期间打印头和重涂头的最大速度,确定最小分隔距离。
159.第一百五十四方面a151包括前述方面a152-a153中任一方面所述的致动器组件,其中,基于打印头和重涂头的速度,控制系统计算在构建周期期间的最小分隔距离。
160.第一百五十五方面a155包括一种通过增材制造来构建物体的方法,该方法包含:利用联接到重涂头致动器的重涂头,在构建平台上分布新一层构建材料,重涂头致动器包含重涂运动轴线,由此,重涂头致动器在第一重涂方向上沿着重涂运动轴线的致动使得重
涂头在构建平台上分布新一层构建材料;以及,利用联接到打印头致动器的打印头在新一层构建材料上沉积粘合剂材料,打印头致动器包含打印运动轴线,由此,通过在第一打印方向上沿着打印运动轴线致动打印头致动器而利用打印头沉积粘合剂材料,第一打印方向与第一重涂方向相反,其中,基于打印涂头与重涂头之间的最小分隔,确定在第一打印方向上沿着打印运动轴线致动打印头致动器的时间。
161.第一百五十六方面a156包括方面a155的方法,进一步包含,确定打印头和重涂头以小于最小分隔距离分离;以及,响应于该确定,使打印头返回到打印原始位置,并且使重涂头返回到重涂原始位置。
162.第一百五十七方面a157包括前述方面a155-a156中任一方面所述的方法,其中,确定打印头和重涂头以小于最小分隔距离分离包含,分别使用打印头致动器和重涂头致动器的线性编码器,确定打印头沿着打印运动轴线的位置和重涂头沿着重涂运动轴线的位置。
163.第一百五十八方面a158包括前述方面a155-a157中任一方面所述的方法,其中,确定打印头和重涂头以小于最小分隔距离分离包含,经由布置在打印头或重涂头上的接近感测器,测量打印头与重涂头的接近度。
164.第一百五十九方面a159包括前述方面a155-a158中任一方面所述的方法,进一步包含,通过确定在新一层构建材料的分布和粘合剂材料的沉积期间打印头和重涂头朝向彼此移动的最大相对速度,计算在分布新一层构建材料或沉积粘合剂材料之前的最小分隔距离。
165.第一百六十方面a160包括前述方面a155-a159中任一方面所述的方法,进一步包含,基于打印头和重涂头被致动的速率,计算在新一层构建材料的分布和粘合剂材料的沉积期间的最小分隔距离。
166.文中描述的增材制造设备、其部件、及其使用方法的附加特征和优势将在随后的详细描述中阐述,并且从该描述中或者通过实践文中描述的实施例来认识,对于本领域技术人员而言将会部分地容易显明,包括随后的详细描述、权利要求以及附图。
167.应要理解,前面的大体描述和以下详细描述描述各种实施例,意在提供用于理解要求保护的主题的本质和特点的概述或框架。附图被包括,以提供各种实施例的进一步理解,并且被并入并构成本说明书的一部分。附图图示文中描述的各种实施例,并且与描述一起用来解释要求保护的主题的原理和操作。
附图说明
168.图1示意性地描绘常规的增材制造设备;
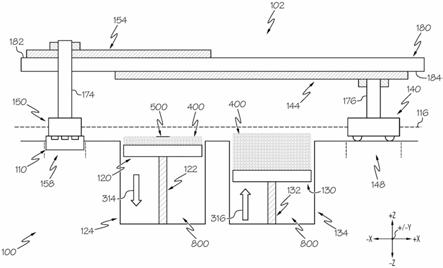
169.图2示意性地描绘根据文中示出和描述的一个或多个实施例的增材制造设备的部件;
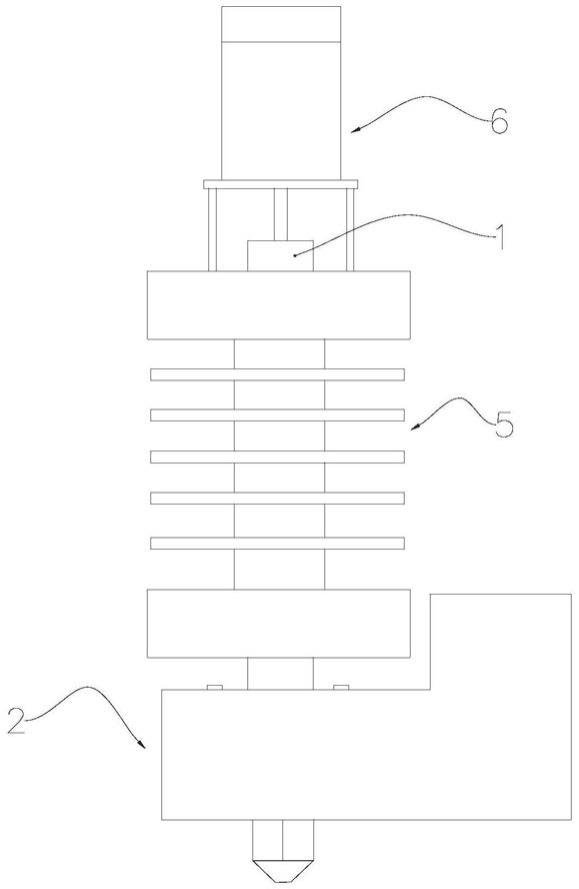
170.图3示意性地描绘根据文中示出和描述的一个或多个实施例的用于增材制造设备的致动器组件的实施例;
171.图4a示意性地描绘根据文中示出和描述的一个或多个实施例的用于增材制造设备的致动器组件的实施例;
172.图4b示意性地描绘图4a的致动器组件,其中处理附件致动器的支撑托架和处理附件搁置在打印头致动器的支撑托架内;
173.图5a示意性地描绘根据文中示出和描述的一个或多个实施例的用于增材制造设备的重涂头;
174.图5b示意性地描绘根据文中示出和描述的一个或多个实施例的用于增材制造设备的重涂头;
175.图5c示意性地描绘根据文中示出和描述的一个或多个实施例的用于增材制造设备的重涂头;
176.图6示意性地描绘根据文中示出和描述的一个或多个实施例的用于增材制造设备的控制系统的一部分;
177.图7a示意性地描绘根据文中示出和描述的一个或多个实施例的包含使用中的图3的致动器组件的增材制造设备;
178.图7b示意性地描绘根据文中示出和描述的一个或多个实施例的包含使用中的图3的致动器组件的增材制造设备;
179.图7c示意性地描绘根据文中示出和描述的一个或多个实施例的包含使用中的图3的致动器组件的增材制造设备;
180.图7d示意性地描绘根据文中示出和描述的一个或多个实施例的包含使用中的图3的致动器组件的增材制造设备;
181.图7e描绘根据文中示出和描述的一个或多个实施例的对于图3的致动器组件确定周期时间和运动曲线的方法的流程图;
182.图7f描绘根据文中描述的一个或多个实施例的对于图3的致动器组件设定防碰撞故障的流程图。
183.图8示意性地描绘根据文中示出和描述的一个或多个实施例的增材制造设备,增材制造设备包含图3的致动器组件,并且进一步包含联接到重涂头的构建材料料斗;
184.图9示意性地描绘根据文中示出和描述的一个或多个实施例的增材制造设备,增材制造设备包含图3的致动器组件,并且进一步包含在固定位置的构建材料料斗;
185.图10a示意性地描绘根据文中示出和描述的一个或多个实施例的用于增材制造设备的致动器组件的另一实施例;
186.图10b示意性地描绘图10a的致动器组件的横截面。
187.图10c示意性地描绘图10a的致动器组件的横截面。
188.图11示意性地描绘图2的增材制造设备的俯视图。
189.图12示意性地描绘根据文中示出和描述的一个或多个实施例的图8的增材制造设备的俯视图;
190.图13示意性地描绘根据文中示出和描述的一个或多个实施例的包含图10a至图10c的致动器组件的增材制造设备的俯视图;
191.图14示意性地描绘根据文中示出和描述的一个或多个实施例的包含根据图10a至图10c的致动器组件的替代配置的增材制造设备的俯视图;
192.图15示意性地描绘根据文中示出和描述的一个或多个实施例的具有若干构建贮器和供给贮器的增材制造设备的俯视图;
193.图16示意性地描绘根据文中示出和描述的一个或多个实施例的用于与增材制造设备一起使用的构建贮器的横截面;
194.图17示意性地描绘根据文中示出和描述的一个或多个实施例的用于与增材制造设备一起使用的构建贮器的立体视图;
195.图18示意性地描绘根据文中示出和描述的一个或多个实施例的联接到构建贮器的加热元件;
196.图19示意性地描绘根据文中示出和描述的一个或多个实施例的构建贮器的底视图;
197.图20示意性地描绘根据文中示出和描述的一个或多个实施例的用于构建贮器的控制单元;
198.图21a示意性地描绘根据文中示出和描述的一个或多个实施例的使用中的图16的构建贮器;
199.图21b示意性地描绘根据文中示出和描述的一个或多个实施例的使用中的图16的构建贮器;
200.图21c示意性地描绘根据文中示出和描述的一个或多个实施例的使用中的图16的构建贮器;
201.图22示意性地描绘根据文中示出和描述的一个或多个实施例的密封件;
202.图23a示意性地描绘根据文中示出和描述的一个或多个实施例的连接器;
203.图23b示意性地描绘根据文中示出和描述的一个或多个实施例的连接器;
204.图24a示意性地描绘根据文中示出和描述的一个或多个实施例的用于与增材制造设备一起使用的构建贮器的立体视图;
205.图24b示意性地描绘根据文中示出和描述的一个或多个实施例的用于与增材制造设备一起使用的构建贮器的立体视图;以及
206.图24c示意性地描绘根据文中示出和描述的一个或多个实施例的用于与增材制造设备一起使用的构建贮器的立体视图;
207.图25示意性地描绘根据文中示出和描述的一个或多个实施例的包含支撑底架的增材制造设备;
208.图26示意性地描绘根据文中示出和描述的一个或多个实施例的图25的增材制造设备的竖向横截面;
209.图27示意性地描绘根据文中示出和描述的一个或多个实施例的图25的增材制造设备,增材制造设备进一步包含联接到支撑底架的访问面板;以及
210.图28示意性地描绘根据文中示出和描述的一个或多个实施例的增材制造设备的各种部件和附件与筛滤系统和气泵的互连性。
具体实施方式
211.现在将详细参考增材制造设备、以及其部件的实施例,其示例在附图中图示。只要可能,在整个附图中将使用相同的附图标记来指代相同或类似的零件。图2中示意性地描绘了增材制造设备100的一个实施例,该设备包括用于在增材制造设备中分配构建材料和沉积粘合剂材料的致动器组件102。致动器组件一般可包括上支架和在竖直方向上与上支架间隔开的下支架。上支架和下支架可以在水平方向上延伸。致动器组件可进一步包括用于分布构建材料的重涂头和用于沉积粘合剂材料的打印头。重涂头致动器可与重涂头以及上
支架和下支架中的一个联接。重涂头致动器可包括重涂运动轴线,其中重涂头致动器可沿重涂运动轴线双向致动,从而实现重涂头的双向移动。打印头致动器可与打印头以及上支架和下支架中的另一个联接。打印头致动器可包括打印运动轴线,其中打印头致动器可沿打印运动轴线双向致动,从而实现打印头的双向移动。重涂运动轴线和打印运动轴线可以相互平行,并在竖直方向上相互间隔开。用于增材制造设备的致动器组件、包括致动器组件的增材制造设备以及使用其的方法的各种实施例在此具体参考附图进一步详细描述。
212.文中,范围可以表述为从“约”一个特殊数值和/或,到“约”另一特殊数值。当表述这种范围时,另一实施例包括从该一个特殊数值和/或到该另一特殊数值。相似地,当数值表述为近似值时,通过使用先行词“约”,将会理解,该特殊数值形成另一实施例。将会进一步理解,每个范围的端点相对另一端点均是重要的,并且独立于另一端点。
213.文中使用的方向术语-例如上、下、右、左、前、后、顶、底、高、低-仅是参考绘制的附图而做出,并不意在暗示绝对取向,除非另有明确声明。
214.除非另有明确声明,否则文中阐述的任何方法绝不意在被诠释为要求其步骤以特定顺序施行,也绝不意在要求任何设备特定取向。由此,如若方法权利要求实际上没有叙述其步骤所遵循的顺序,或者任何设备权利要求实际上没有叙述单个部件的顺序或取向,或者在权利要求或描述中没有另外特定声明步骤受限于特定顺序,或者未叙述设备的部件的特定顺序或方向,则绝不意在任何方面推断出顺序或方向。这适用于任何可能的非明确解释基础,包含:关于步骤安排、操作流程、部件顺序或部件取向的逻辑问题;源自于语法组织或标点符号的简单含义,以及;说明书中描述的实施例的数目或类型。
215.除非上下文另有清楚指示,否则,文中使用的单数形式“一”、“一个”和“该”包括复数指代。因而,例如,对“一”部件的引用包括具有两个以上个这种部件的方面,除非上下文另有清楚指示。
216.现在参考图1,示意性地描绘常规的增材制造设备10。常规的增材制造设备10包括供给平台30、构建平台20、清洁站11和构建头15。供给平台30联接到供给平台致动器32。供给平台致动器32能够在竖直方向(即,图中描绘的坐标轴线的 /-z方向)上致动,使得供给平台30可以升高或降低。构建平台20确位成邻近于供给平台30,并且类似供给平台30,联接到致动器,具体地,联接到构建平台致动器22。构建平台致动器22能够在竖直方向上致动,使得构建平台20可以升高或降低。清洁站11确位成邻近于与构建平台20相反的供给平台30。也即,沿着常规的增材制造设备10的工作轴线(即,与图中描绘的坐标轴线的 /-x轴线平行地延伸的轴线),供给平台30确位在清洁站11和构建平台20之间。构建头15可以利用致动器(未描绘)沿着常规的增材制造设备10的工作轴线横穿,使得构建头15从与清洁站11并置的原始位置12经过供给平台30,经过构建平台20,再回来,最终返回到原始位置12。为了便于该运动,常规的增材制造设备10的构建头15安装在龙门架(未描绘)上,并且在图1中描绘的坐标轴线的 /-y方向上侧向上邻近于构建平台20和供给平台30,龙门架跨设于在水平平面(即,与图1中描绘的坐标轴线的xy平面平行的平面)中水平地间隔(即,在图1中示出的坐标轴线的 /-y方向上间隔开)的一对导轨(未描绘)。导轨可以定位于构建平面16处或靠近构建平面16,如由虚线指示的。
217.操作时,构建材料31(诸如有机或无机粉末)定位于供给平台30上。致动供给平台30,以在构建头15的路径中呈现一层构建材料31。然后,在由箭头40指示的方向上,沿着常
规的增材制造设备10的工作轴线,从原始位置12朝向构建平台20致动构建头15。在构建头15朝向构建平台20横穿供给平台30时,构建头15在构建头15的从供给平台30到构建平台20的路径中分布一层构建材料31。此后,在构建头15在构建平台20上沿着工作轴线继续时,构建头15在已分布在构建平台20上的一层构建材料31上以预定图案沉积一层粘合剂材料50。可选地,在沉积粘合剂材料50之后,运用构建头15以内的能源来固化沉积的粘合剂材料50。然后,构建头15返回到原始位置12,在原始位置12,构建头15的至少一部分定位于清洁站11上。构建头15在原始位置12的同时,构建头15连同清洁站11一起工作,以对沉积粘合剂材料50的构建头15的元件提供清洁和维护操作,从而确保元件不被弄脏或以其他方式堵塞。这确保构建头能够在后续沉积行程期间以所需图案沉积粘合剂材料50。在该维护间歇期间,如由箭头43指示的,供给平台30在向上竖直方向(即,在图中描绘的坐标轴线的 z方向)上致动,以在构建头15的路径中呈现新一层构建材料31。如由箭头42指示的,构建平台20在向下竖直方向(即,在图中描绘的坐标轴线的-z方向)上致动,以使构建平台20准备从供给平台30接收新一层构建材料31。然后,再沿着常规的增材制造设备10的工作轴线致动构建头15,以将另一层构建材料31和粘合剂材料50添加到构建平台20。重复该步骤的次序若干次,从而以分层方式在构建平台20上构建物体。
218.如上所述,传统的增材制造设备10的操作是以一系列的步骤进行的(例如,分布-沉积-固化-清洁-重复)。然而,鉴于构建头15的配置,不可能将各个步骤的周期时间分开。因此,增材制造设备10的总体周期时间(即,在构建平台20上“构建”物体的单层所需的时间)可能受到传统增材制造设备10的结构的限制。
219.本文描述的实施例是针对增材制造设备和用于增材制造设备的部件,其可被实施以提高增材制造设备的产量。在实施例中,增材制造设备可将增材制造过程的总体周期时间减少到小于增材制造过程的每个单独步骤的周期时间之和。在实施例中,增材制造设备可促进在增材制造过程中固化粘合剂材料,以提高增材制造过程的产量。
220.现在参考图2,示意性地描绘常规的增材制造设备100的实施例。设备100包括维护站(诸如清洁站110)、构建平台120和致动器组件102。可选地,设备100可以包括供给平台130。除其他元件外,致动器组件102包含用于分布构建材料400的重涂头140和用于沉积粘合剂材料500的打印头150。在实施例中,重涂头140和/或打印头150可以进一步包含用于固化粘合剂材料500的能量源,如文中将会进一步详细描述的。致动器组件102可以构设成便于沿着设备100的工作轴线116独立控制重涂头140和打印头150。这允许重涂头140和打印头150在相同方向和/或相反方向上横穿设备100的工作轴线116,以及,允许重涂头140和打印头150以不同速度和/或相同速度横穿设备100的工作轴线。重涂头140和打印头150的独立致动和控制进而允许增材制造处理的至少一些步骤同步地施行,借此使增材制造处理的总周期时间减少到小于针对每个单独步骤的周期时间的总和。在文中描述的设备100的实施例中,设备100的工作轴线116与图中描绘的坐标轴线的 /-x轴线平行。应当理解,横穿工作轴线116的增材制造设备100的部件(诸如重涂头140、打印头150等等)不需要以工作轴线116为中心。然而,在文中描述的实施例中,增材制造设备100的至少两个部件相对于工作轴线116布置,使得在部件横穿工作轴线时,如果控制不当,部件可以沿着工作轴线占据相同或重叠的体积。
221.虽然以下描述中的具体实施例涉及运用通过打印头沉积或打印“粘合剂”及后续
固化以便于构建材料的固结的增材制造设备,但是,可以明确设想,文中描述的各种增材制造设备的架构(如,清洁站、构建平台、供给平台等和/或与打印头和重涂头关联的致动器组件的定位和布局)可以运用于其他增材制造形态。例如,与文中描述的致动器组件关联的打印头可以替换为一个以上的能量束源,诸如激光源或电子束源,例如,在增材制造设备和增材制造处理中常常用以固结构建材料。在这些实施例中,利用打印头打印粘合剂和固化粘合剂以固结构建材料的步骤将代替成通过引导能量束源的能量束以便于固结构建材料。与打印头实施例相同,可以利用文中描述的致动器组件来横穿和操纵能量束源。因而,文中描述的实施例的“打印头”可以称之为“固结头”,固结头可以是打印头或能量束源。进一步,由于增材制造处理可以被描述为“打印”离散、固结的构建层以形成物体,作为修饰语的术语“打印”的各种使用(如,打印原始位置、打印头致动器、打印返回速率等)可以替换为作为修饰语的“固结”(如,固结原始位置、固结头致动器、固结返回速率等),诸如当固结头是能量束源时。
222.进一步,关于文中描述的维护站,当能量束源替换为文中描述的打印头时,可以设想,维护站可以用以便于能量束源的清洁,以去除烟灰颗粒、熔体飞溅等等,以与文中描述的清洁站相似的方式。除了清洁之外或作为清洁的替代,维护站还可以包括校准站或校准特征,以允许校准(或重新校准)能量束源。在这些实施例中的一些实施例中,可以不采用维护站,诸如在增材制造设备运用能量束源而没有维护站的实施例中。在这种实施例中,文中描述的“打印原始”位置将会作用为用于停放关联的固结头的原始位置。
223.再次参考图2,在描绘的实施例中,设备100包括清洁站110、构建平台120、供给平台130和致动器组件102。然而,应当理解,在其他实施例中,设备100不包括供给平台130,诸如在利用(例如但不限于)构建材料料斗将构建材料供给到构建平台120的实施例中。在图2中描绘的实施例中,清洁站110、构建平台120和供给平台130沿着设备100的工作轴线116串联地定位于打印头150的打印原始位置158和重涂头140的重涂原始位置148之间,打印原始位置158确位在工作轴线116在-x方向上的一端附近,重涂原始位置148确位在工作轴线116在 x方向上的一端附近。也即,打印原始位置158和重涂原始位置148在与图中描绘的坐标轴线的 /-x轴线平行的水平方向上彼此间隔开,并且清洁站110、构建平台120和供给平台130定位在它们之间。在文中描述的实施例中,构建平台120沿着设备100的工作轴线116定位于清洁站110与供给平台130之间。
224.清洁站110定位于设备100的工作轴线116的一端附近,并且与打印原始位置158并置,在定位于构建平台120上的一层构建材料400上沉积粘合剂材料500之前和之后,打印头150确位或“停放”在打印原始位置158。清洁站110可以包括一个以上的清洁部段(未示出),以便于在沉积操作之间清洁打印头150。清洁部段可以包括,例如但不限于,浸泡站、擦拭站、喷射站、停放站或其组合,浸泡站含有用于溶解打印头150上的多余粘合剂材料的清洁溶液,擦拭站用于从打印头150去除多余粘合剂材料和多余构建材料,喷射站用于从打印头150清除粘合剂材料和清洁溶液,停放站用于维持打印头150的喷嘴中的湿气。打印头150可以通过致动器组件102在清洁部段之间转换。
225.构建平台120联接到提升系统800,提升系统800包含构建平台致动器122,以便于在竖直方向(即,与图中描绘的坐标轴线的 /-z方向平行的方向)上相对设备100的工作轴线116升高和降低构建平台120。构建平台致动器122可以是例如但不限于机械致动器、机电
致动器、气动致动器、液压致动器或适合于在竖直方向上向构建平台120赋予线性运动的任何其他致动器。适合的致动器可以包括但不限于蜗杆传动致动器、滚珠丝杠致动器、气动活塞、液压活塞、机电线性致动器等等。构建平台120和构建平台致动器122定位于构建贮器124中,确位在设备100的工作轴线116下面(即,在图中描绘的坐标轴线的-z方向上)。在设备100的操作期间,在每一层粘合剂材料500沉积在确位在构建平台120上的构建材料400上之后,构建平台120通过构建平台致动器122的动作而退回到构建贮器124中。
226.供给平台130联接到提升系统800,提升系统800包含供给平台致动器132,以便于在竖直方向(即,与图中描绘的坐标轴线的 /-z方向平行的方向)上相对设备100的工作轴线116升高和降低供给平台130。供给平台致动器132可以是例如但不限于机械致动器、机电致动器、气动致动器、液压致动器或适合于在竖直方向上向供给平台130赋予线性运动的任何其他致动器。适合的致动器可以包括但不限于蜗杆传动致动器、滚珠丝杠致动器、气动活塞、液压活塞、机电线性致动器等等。供给平台130和供给平台致动器132定位于供给贮器134中,确位在设备100的工作轴线116下面(即,在图中描绘的坐标轴线的-z方向上)。在设备100的操作期间,在一层构建材料400从供给平台130被分布到构建平台120之后,供给平台130通过供给平台致动器132的作用而相对供给贮器134朝向设备100的工作轴线116升高,如文中将会进一步详细描述的。
227.现在参考图2和图3,图3示意性地描绘图1的增材制造设备100的致动器组件102。致动器组件102大体包含重涂头140、打印头150、重涂头致动器144、打印头致动器154、上支架182和下支架184。在文中描述的实施例中,上支架182和下支架184在与设备100的工作轴线116(图2)平行的水平方向(即,与图中描绘的坐标轴线的 /-x方向平行的方向)上延伸,并且在竖直方向上彼此间隔开。当致动器组件102组装在清洁站110、构建平台120和供给平台130上方时,如图2中描绘的,上支架182和下支架184在水平方向上至少从清洁站110延伸到超出供给平台130。
228.在一个实施例中,诸如图2中描绘的致动器组件102的实施例,上支架182和下支架184是导轨180的相反侧,导轨180在水平方向上延伸,并且取向成使得上支架182定位于下支架184上面并且与下支架184间隔开。例如,在一个实施例中,导轨180在竖直横截面(即,图中描绘的坐标轴线的y-z平面中的横截面)中可以是矩形或方形,矩形或方形的顶表面和底表面分别形成上支架182和下支架184。在替代实施例(未描绘)中,导轨180可以在竖直横截面中具有“i”构造(即,图中描绘的坐标轴线的y-z平面中的横截面),其中“i”的上凸缘和下凸缘分别形成上支架182和下支架184。然而,应当理解,其他实施例是可以设想的,并且是可以的。例如但不限于,上支架182和下支架184可以是分离的结构,诸如分离的导轨,在水平方向上延伸并且在竖直方向上彼此间隔开,如图4中示出的致动器组件的替代实施例中描绘的。
229.在文中描述的实施例中,重涂头致动器144联接到上支架182和下支架184中的一个,并且打印头致动器154联接到上支架182和下支架184中的另一个,使得重涂头致动器144和打印头致动器154以“堆叠”构造排布。例如,在图2和图3中描绘的致动器组件102的实施例中,重涂头致动器144联接到下支架184,并且打印头致动器154联接到上支架182。然而,应当理解,在其他实施例(未描绘)中,重涂头致动器144可以联接到上支架182,并且打印头致动器154可以联接到下支架184。
230.在文中描述的实施例中,重涂头致动器144能够沿着重涂运动轴线146双向致动,并且打印头致动器154能够沿着打印运动轴线156双向致动。也即,重涂运动轴线146和打印运动轴线156分别限定重涂头致动器144和打印头致动器154能够沿着其致动的轴线。重涂运动轴线146和打印运动轴线156在水平方向上延伸并且与设备100的工作轴线116(图2)平行。在文中描述的实施例中,由于重涂头致动器144和打印头致动器154的堆叠构造,重涂运动轴线146和打印运动轴线156彼此平行并且在竖直方向上彼此间隔开。在一些实施例中,诸如图2中描绘的致动器组件102的实施例,重涂运动轴线146和打印运动轴线156确位在分离的竖直平面(即,与图中描绘的坐标轴线的x-z平面平行的平面)中。然而,应当理解,其他实施例是可以设想的,并且是可以的,诸如重涂运动轴线146和打印运动轴线156确位在同一竖直平面中的实施例。
231.在文中描述的实施例中,重涂头致动器144和打印头致动器154可以是例如但不限于机械致动器、机电致动器、气动致动器、液压致动器或适合于提供线性运动的任何其他致动器。适合的致动器可以包括但不限于蜗杆传动致动器、滚珠丝杠致动器、气动活塞、液压活塞、机电线性致动器等等。在一个特殊实施例中,重涂头致动器144和打印头致动器154是由宾夕法尼亚州匹兹堡的inc.制造的线性致动器,诸如pr0225lm机械轴承、线性马达级。
232.在实施例中,重涂头致动器144和打印头致动器154可以各自是固定到导轨180的内聚子系统,诸如当重涂头致动器144和打印头致动器154例如是pr0225lm机械轴承、线性马达级时。然而,应当理解,其他实施例是可以设想的,并且是可以的,诸如重涂头致动器144和打印头致动器154包含各自被组装到导轨180上以分别形成重涂头致动器144和打印头致动器154的若干部件的实施例。
233.仍参考图2和图3,重涂头140联接到重涂头致动器144,使得重涂头140定位于上支架182和下支架184下面(即,在图中描绘的坐标轴线的-z方向上)。当致动器组件102组装在清洁站110、构建平台120和供给平台130上方时,如图2中描绘的,重涂头140就位在设备100的工作轴线116(图2)上。因而,重涂头致动器144沿着重涂运动轴线146的双向致动影响重涂头140在设备100的工作轴线116上的双向运动。在图2和图3中描绘的致动器组件102的实施例中,重涂头140利用支撑托架176被联接到重涂头致动器144,使得重涂头140定位于设备100的工作轴线116(图2)上,而重涂头致动器144定位于工作轴线116上面。使重涂头致动器144定位于设备100的工作轴线116上面减少来自构建平台120或是供给平台130的粉末对重涂头致动器144的污染。这增加重涂头致动器的维护间歇,增加重涂头致动器的使用寿命,减少机器停机时间,并且减少由于重涂头致动器144的污染造成的构建错误。此外,使重涂头致动器144定位于设备100的工作轴线116上面允许改进对构建平台120和供给平台130的视觉和物理访问,改进维护的简易性并且允许增材制造处理的更好的视觉观察(来自人类观察、相机系统等等)。在文中描述的一些实施例中,重涂头140可以在与重涂运动轴线146和工作轴线116正交的方向上固定(即,沿着 /-z轴线固定和/或沿着 /-y轴线固定)。
234.相似地,打印头150联接到打印头致动器154,使得打印头150定位于上支架182和下支架184下面(即,在图中描绘的坐标轴线的-z方向上)。当致动器组件102组装在清洁站110、构建平台120和供给平台130上方时,如图2中描绘的,打印头150就位在设备100的工作轴线116(图2)上。因而,打印头致动器154沿着打印运动轴线156的双向致动影响打印头150
在设备100的工作轴线116上的双向运动。在图2和图3中描绘的致动器组件102的实施例中,打印头150利用支撑托架174被联接到重涂头致动器154,使得打印头150定位于设备100的工作轴线116(图2)上,并且打印头致动器154定位于工作轴线116上面。使打印头致动器154定位于设备100的工作轴线116上面减少来自构建平台120或是供给平台130的粉末对打印头致动器154的污染。这增加打印头致动器154的维护间歇,增加打印头致动器154的使用寿命,减少机器停机时间,并且减少由于打印头致动器154的污染造成的构建错误。此外,使打印头致动器154定位于设备100的工作轴线116上面允许改进对构建平台120和供给平台130的视觉和物理访问,改进维护的简易性并且允许增材制造处理的更好的视觉观察(来自人类观察、相机系统等等)。在文中描述的一些实施例中,打印头150可以在与打印运动轴线156和工作轴线116正交的方向上固定(即,沿着 /-z轴线固定和/或沿着 /-y轴线固定)。也即,在实施例中,整个打印头在与打印运动轴线156正交的方向上固定,然而,打印头的子组件诸如各个喷嘴的阵列等等,可以能够在与打印运动轴线156不平行的方向上平移,诸如与打印运动轴线正交的方向。
235.在实施例中,重涂头致动器144和打印头致动器154在构建贮器124上方重叠,如图2中描绘的。如此,重涂头致动器144(和附接的重涂头140)和打印头致动器154(和附接的打印头150)的运动范围也在构建贮器124上方重叠。在实施例中,重涂头致动器(和附接的重涂头140)的运动范围大于打印头致动器154(和附接的打印头150)的运动范围。例如,当设备100包括定位于构建贮器124和重涂原始位置148之间的供给贮器134时,这是正确的。然而,应当理解,其他实施例是可以设想的,并且是可以的。例如,在实施例(未描绘)中,重涂头致动器144和打印头致动器154可以沿着设备100的工作轴线116的整个长度重叠。在这些实施例中,重涂头致动器144(和附接的重涂头140)和打印头致动器154(和附接的打印头150)的运动范围在设备100的工作轴线116上方共同延长。
236.如上面注明的,在文中描述的实施例中,重涂头140和打印头150均确位在设备100的工作轴线116上。如此,重涂头140和打印头150在工作轴线116上的移动沿着同一轴线发生,因而共线。利用该配置,重涂头140和打印头150可以在单个构建周期期间在不同时间沿着设备100的工作轴线116占据同一空间(或同一空间的部分)。然而,由于致动器144、154的堆叠构造,重涂头致动器144的重涂运动轴线146和打印头致动器154的打印运动轴线156在竖直方向上彼此间隔开。重涂运动轴线146和打印运动轴线156的间隔准许重涂头140和打印头150以相同速度或不同速度在相同方向上和/或在相反方向上以协调的方式同步地沿着设备100的工作轴线116移动。这进而允许增材制造处理的各个步骤以重叠的周期时间施行,诸如分布步骤(文中也称之为重涂步骤)、沉积步骤(文中也称之为打印步骤)、固化(或加热))步骤和/或清洁步骤以重叠的周期时间施行。例如,可以在完成清洁步骤的同时发起分布步骤;可以在分布步骤完成的同时发起沉积步骤;和/或,可以在完成分布步骤的同时发起清洁步骤。这可以使增材制造设备100的总周期时间减少到小于分布周期时间(文中也称之为重涂周期时间)、沉积周期时间(文中也称之为打印周期时间)和/或清洁周期的总和。
237.虽然图2和图3示意性地描绘致动器组件102的实施例,致动器组件102包含分别安装有重涂头致动器144和打印头致动器154的上支架182和下支架184,但是,应当理解,其他实施例是可以设想的,并且是可以的,诸如包含多于两个支架和多于两个致动器的实施例。
238.例如,图4a和图4b示意性地描绘致动器组件103的另一实施例。在该实施例中,致动器组件103包含上支架182、下支架184、重涂头140、重涂头致动器144和打印头致动器154,如上面参照图3描述的。然而,在该实施例中,致动器组件103进一步包含布置在上支架182和下支架184之间的中间支架183。上支架182、中间支架183和下支架184中的每一个在与设备100的工作轴线116(图2)平行的水平方向(即,与图中描绘的坐标轴线的 /-x方向平行的方向)上延伸,并且在竖直方向上彼此间隔开。
239.在图4a和图4b中描绘的实施例中,重涂头致动器144联接到下支架184,打印头致动器154联接到上支架182,并且处理附件致动器194联接到中间支架183,使得重涂头致动器144、打印头致动器154和处理附件致动器194以“堆叠”构造排布。应当理解,在其他实施例(未描绘)中,重涂头致动器144、打印头致动器154和处理附件致动器194可以联接到上支架182、中间支架183和上支架183中的不同支架。
240.重涂头致动器144和打印头致动器154可以是能够双向致动的,如文中参照图2和图3描述的。相似地,处理附件致动器194可以能够沿着附件运动轴线196双向致动。也即,附件运动轴线196限定处理附件致动器194能够沿着其致动的轴线。类似重涂运动轴线146和打印运动轴线156,附件运动轴线196在水平方向上延伸并且与设备100的工作轴线116(图2)平行。在图4a和图4b中描绘的实施例中,由于重涂头致动器144、打印头致动器154和处理附件致动器194的堆叠构造,重涂运动轴线146、打印运动轴线156和附件运动轴线196彼此平行并且在竖直方向上彼此间隔开。在一些实施例中,重涂运动轴线146、打印运动轴线156和附件运动轴线196确位在不同的竖直平面(即,与图中描绘的坐标轴线的x-z平面平行的平面)中。然而,应当理解,其他实施例是可以设想的,并且是可以的,诸如重涂运动轴线146、打印运动轴线156和附件运动轴线196确位在同一竖直平面中的实施例。
241.类似重涂头致动器144和打印头致动器154,处理附件致动器194可以是例如但不限于机械致动器、机电致动器、气动致动器、液压致动器或适合于提供线性运动的任何其他致动器。适合的致动器可以包括但不限于蜗杆传动致动器、滚珠丝杠致动器、气动活塞、液压活塞、机电线性致动器等等。在一个特殊实施例中,处理附件致动器194是由宾夕法尼亚州匹兹堡的inc.制造的线性致动器,诸如pr0225lm机械轴承、线性马达级。
242.仍参考图4a和图4b,处理附件190联接到处理附件致动器194,使得处理附件190定位于上支架182、中间支架183和下支架184下面(即,在图中描绘的坐标轴线的-z方向上)。当致动器组件103组装在清洁站110、构建平台120和供给平台130上方时,与图2中描绘的致动器组件102类似,处理附件190可以就位在设备100的工作轴线116(图2)上或工作轴线116上方(即,在图中描绘的坐标轴线的 z方向上)。因而,处理附件致动器194沿着附件运动轴线196的双向致动影响处理附件190在工作轴线116上或与设备100的工作轴线116平行的双向运动。在图4a和图4b中描绘的致动器组件103的实施例中,处理附件190通过支撑托架178联接到处理附件致动器194,使得处理附件190定位于工作轴线116(图2)上面。在文中描述的一些实施例中,处理附件190可以在与附件运动轴线196和工作轴线116正交的方向上固定(即,沿着 /-z轴线固定和/或沿着 /-y轴线固定)。如上面注明的,重涂头140、打印头150和处理附件190可以确位在设备100的工作轴线116上。如此,重涂头140、打印头150和处理附件190在工作轴线116上的移动沿着同一轴线发生,因而共线。利用该配置,重涂头140、打印头150和处理附件190可以在单个构建周期期间在不同时间沿着设备100的工作轴线116
占据同一空间(或同一空间的部分)。然而,由于致动器144、154、194的堆叠构造,重涂头致动器144的重涂运动轴线146、打印头致动器154的打印运动轴线156和处理附件致动器194的附件运动轴线196在竖直方向上彼此间隔开。重涂运动轴线146、打印运动轴线156和附件运动轴线196的间隔准许重涂头140、打印头150和处理附件190以相同速度或不同速度在相同方向上和/或在相反方向上以协调的方式同步地沿着设备100的工作轴线116移动。这进而允许增材制造处理的各个步骤以重叠的周期时间施行,诸如分布步骤(文中也称之为重涂步骤)、沉积步骤(文中也称之为打印步骤)、固化(或加热))步骤、清洁步骤和/或附加步骤(诸如感测步骤、固化步骤等等)以重叠的周期时间施行。例如,可以在完成清洁步骤的同时发起分布步骤;可以在分布步骤完成的同时发起沉积步骤;和/或,可以在完成分布步骤的同时发起清洁步骤。这可以使增材制造设备100的总周期时间减少到小于分布周期时间(文中也称之为重涂周期时间)、沉积周期时间(文中也称之为打印周期时间)和/或清洁周期的总和。
243.在实施例中,支撑托架174、176、178的尺寸和形状可以设成允许支撑托架178和附接到处理附件致动器194的处理附件190搁置在附接到打印头致动器154的支撑托架174内,如图4b中描绘的。使处理附件190搁置在支撑托架174内允许打印头150和/或重涂头140不受阻碍地横穿设备100的工作轴线116(图2)。
244.虽然图4a和图4b示意性地描绘打印头致动器154联接到上支架182、重涂头致动器144联接到下支架184以及处理附件致动器194联接到中间支架,但是,应当理解,其他实施例是可以设想的,并且是可以的。例如但不限于,打印头致动器154可以联接到下支架184,重涂头致动器144可以联接到上支架182。由此,应当理解,打印头致动器154(和打印头150)可以联接到上支架182、下支架184和中间支架183中的任何一个,重涂头致动器144(和重涂头140)可以联接到上支架182、下支架184和中间支架183中的另一个,并且处理附件致动器194(和处理附件190)可以联接到上支架182、下支架184和中间支架183中的剩余一个。
245.仍参考图4a和图4b,处理附件190可以包括在增材制造处理期间使用的一个以上的附件。例如但不限于,处理附件190可以是感测器,用于检测分布在构建平台120上的构建材料400和/或沉积在构建平台120上的粘合剂材料500的特性。感测器的示例可以包括但不限于图像感测器诸如相机、热力检测器、高温计、轮廓仪、超声波检测器等等。在这些实施例中,来自感测器的信号可以反馈回到增材制造设备的控制系统(文中进一步详细描述),以便于增材制造设备的一个以上的功能的反馈控制。替代地或附加地,处理附件190可以包括能量源,用于加热分布在构建平台120上的构建材料400和/或固化沉积在构建平台120上的粘合剂材料500。能量源的示例可以包括但不限于红外加热器、紫外灯、激光光源等等。在实施例中,能量源可以发射适合于固化(或至少引发固化)沉积在分布于构建平台120上的构建材料400上的粘合剂材料500的波长或波长范围的电磁辐射。在能量源是红外加热器的实例中,在构建材料400从供给平台130分布到构建平台120时,能量源还可以预热构建材料400,这可以便于加速后续沉积的粘合剂材料500的固化。替代地或附加地,处理附件190可以包括用于将光图案投影到构建平台上的投影仪,诸如dlp投影仪等等。光图案例如可以是与沉积在确位在构建平台上的构建材料上的粘合剂材料的图案、将要构建在构建平台上的物体的层的图像等等对应的图案。替代地或附加地,处理附件190可以是末端执行器,诸如机械抓手等等,其可以用于沿着增材制造设备的工作轴线116)定位部件(如,材料构建料
斗、构建贮器的盖子等等)。替代地或附加地,处理附件190可以是打印头,诸如,例如如文中描述的打印头。基于前面,应当理解,中间支架183和处理附件致动器194可以用以支撑连同增材制造处理一起使用的各种不同处理附件,包括但不限于文中描述的那些处理附件。
246.现在参考图2至图4b,在文中描述的实施例中,打印头150可以通过确位在打印头150的下侧(即,打印头150的面对构建平台120的表面)的喷嘴172的阵列,将粘合剂材料500沉积在分布于构建平台120上的一层构建材料400上。在实施例中,喷嘴172的阵列空间上分布在图中描绘的坐标轴线的xy平面中。在一些实施例中,打印头还可以限定正在构建的零件的几何形状。在实施例中,喷嘴172可以是压电打印喷嘴,如此,打印头150是压电打印头。在替代性实施例中,喷嘴172可以是热敏打印喷嘴,如此,打印头150是热敏打印头。在替代性实施例中,喷嘴172可以是喷洒喷嘴。在这种实施例中,打印头150和喷嘴172可以连同投影仪一起工作,投影仪投射限定正在构建平台上构建的物体的层的几何形状的图像。在这种实施例中,投影仪可以联接到附件致动器,如文中上面描述的。例如,打印头150可以在构建材料上覆盖沉积粘合剂材料,并且投影仪将固化能量图案投射到粘合剂材料上,以选择性地固化粘合剂材料。替代地,打印头150可以选择性地以图案沉积粘合剂材料,并且投影仪将能量投射到整个构建平台上,借此固化粘合剂材料。在另一实施例中,打印头150可以以预定图案沉积粘合剂材料,并且投影仪投射强度上空间变化的预定义的能量图案,以选择性地固化(或部分固化)沉积的粘合剂材料。
247.在一些实施例中,除了喷嘴172之外,打印头150可以进一步包含一个以上的感测器(未描绘),用于检测分布在构建平台120上的构建材料400和/或沉积在构建平台120上的粘合剂材料500的特性。感测器的示例可以包括但不限于图像感测器诸如相机、热力检测器、高温计、轮廓仪、超声波检测器等等。在这些实施例中,来自感测器的信号可以反馈回到增材制造设备的控制系统(文中进一步详细描述),以便于增材制造设备的一个以上的功能的反馈控制。
248.替代地或附加地,打印头150可以包含至少一个能量源(未描绘)。能量源可以发射适合于固化(或至少引发固化)沉积在分布于构建平台120上的构建材料400上的粘合剂材料500的波长或波长范围的电磁辐射。例如,能量源可以包含红外加热器或紫外灯,其发射适合于固化先前沉积在分布于构建平台120上的一层构建材料400上的粘合剂材料500的波长的红外或紫外电磁辐射。在能量源是红外加热器的实例中,在构建材料400从供给平台130分布到构建平台120时,能量源还可以预热构建材料400,这可以便于加速对后续沉积的粘合剂材料500的固化。
249.现在参考图2至图4b和图5a至图5c,图5a至图5c描绘重涂头140a、140b、140c的不同实施例。如文中注明的,重涂头140用在增材制造设备100中,以分布构建材料400,更具体地,以将构建材料400从供给平台130分布到构建平台120。也即,重涂头140用以利用构建材料400来“重涂”构建平台120。重涂头140可以包括辊、刮片或擦拭器的至少一个,以便于将构建材料400从供给平台130分布到构建平台120。
250.例如,图5a示意性地描绘包括一对辊162、164的重涂头140a的一个实施例。在一个实施例中,辊162、164可以在相同方向上旋转。在另一实施例中,辊162、164可以在相反方向上旋转。例如,导引辊162(即,当重涂头140a从重涂原始位置148朝向打印原始位置158横穿时接触构建材料400的第一辊)可以与重涂头140a的行进方向逆向地(即,图5a中,顺时针)
旋转,如由箭头350指示的,而牵引辊164在重涂头140a的相同行进方向上(即,图5a中,逆时针)旋转,如由箭头152指示的。在该实施例中,导引辊162隆起构建材料400,这有助于将构建材料400从供给平台130分布到构建平台120,而牵引辊164压实已分布的构建材料。
251.图5b描绘重涂头140b的另一实施例。在该实施例中,重涂头140b包括单个辊162。在重涂头140从重涂原始位置148朝向打印原始位置158横穿时,辊162可以与行进方向逆向地旋转。这允许辊162在其朝向打印原始位置158推进时初始地隆起和分布构建材料400,并且在其返回到重涂原始位置148时压实构建材料400。
252.参考图5c,在另一实施例中,重涂头140c可以包含从重涂头140c的下侧(即,重涂头140c的面对供给平台130的表面)延伸的刮片或擦拭器166(如,刮刀)。在另一实施例(未描绘)中,重涂头可以包括一个以上的擦拭器和一个以上的辊。在重涂头140c从重涂原始位置148朝向打印原始位置158横穿时,擦拭器166将构建材料从供给平台130分布到构建平台120。
253.除了辊162和擦拭器166中的至少一个之外,重涂头140可以进一步包含至少一个能量源。再次参考图5a,举例而言,重涂头140a包括导引能量源168和牵引能量源170。在这些实施例中,能量源可以发射适合于固化(或至少引发固化)沉积在分布于构建平台120上的构建材料400上的粘合剂材料500的波长或波长范围的电磁辐射。例如,导引能量源168和/或牵引能量源170可以包含红外加热器或紫外灯,分别发射适合于固化先前沉积在分布于构建平台120上的一层构建材料400上的粘合剂材料500的波长的红外或紫外电磁辐射。在能量源168、170是红外加热器的实例中,在构建材料400从供给平台130分布到构建平台120时,能量源还可以预热构建材料400,这可以便于加速对后续沉积的粘合剂材料500的固化。
254.虽然图5a将重涂头140a描绘为包含两个能量源168、170,但是,应当理解,重涂头140a可以包括单个能量源,诸如导引能量源168或是牵引能量源170。另外,应当理解,虽然能量源仅连同图5a的重涂头140a的实施例一起描绘,但是,能量源可以连同重涂头的任何实施例一起使用。
255.在一些实施例中,除了辊162和擦拭器166中的至少一个之外,重涂头140可以进一步包含至少一个感测器171。再次参考图5a,举例而言,重涂头140a可以进一步包含至少一个感测器171,用于检测分布在构建平台120上的构建材料400和/或沉积在构建平台120上的粘合剂材料500的特性。感测器的示例可以包括但不限于图像感测器诸如相机、热力检测器、高温计、轮廓仪、超声波检测器等等。在这些实施例中,来自感测器的信号可以反馈回到增材制造设备的控制系统(文中进一步详细描述),以便于增材制造设备的一个以上的功能的反馈控制。
256.虽然图5a将重涂头140a描绘为包含至少一个感测器171,但是,应当理解,至少一个感测器可以连同文中描述的重涂头的任何实施例一起使用。
257.再次参考图2,重涂头140、打印头150和处理附件190(当包括时)中的至少一个可以包括工作轴线接近感测器(未描绘),诸如电容接近感测器、光电感测器、电感接近感测器等等,以检测重涂头140、打印头150和处理附件190(当包括时)中的另一个沿着增材制造设备100的工作轴线116的相对位置。工作轴线接近感测器可以通信地联接到增材制造设备100的控制系统200(文中进一步详细描述)。来自工作轴线接近感测器的信号可以反馈回到
控制系统200,在重涂头140、打印头150和处理附件190(当包括时)沿着增材制造设备100的工作轴线116各自横穿时,控制系统运用该信号来检测重涂头140、打印头150和处理附件190(当包括时)之间的潜在碰撞。
258.更具体地,重涂头140、打印头150和处理附件190(当包括时)的运动可以由控制系统200根据存储在控制系统200的存储器中的计算机可读可执行指令来控制。假定计算机可读可执行指令制定成避免将重涂头140、打印头150和处理附件190(当包括时)在单个构建周期期间同时沿着设备100的工作轴线116并置在同一空间(或,同一空间的部分)中。然而,控制系统200可以运用来自工作轴线接近感测器的信号,来确保重涂头140、打印头150和处理附件190(当包括时)不在单个构建周期期间同时沿着设备100的工作轴线116占据同一空间(或,同一空间的部分)。如果基于从工作轴线接近感测器接收到的信号来确定碰撞的潜在性,则控制系统200可以改变重涂头140、打印头150和处理附件190(当包括时)中的一个或多个沿着工作轴线116的速度,以避免碰撞。替代地,如果基于从工作轴线接近感测器接收到的信号来确定碰撞的潜在性,则控制系统200可以暂停增材制造处理,以防止损坏重涂头140、打印头150和处理附件190(当包括时)中的一个或多个。
259.在一些其他实施例中,可以通过知晓部件沿着工作轴线的位置以及利用控制系统控制部件的定位以防止部件同时占据同一空间,来避免部件之间的碰撞。例如,线性编码器可以连同打印头致动器和重涂头致动器(以及,知晓打印头和重涂头的尺寸)一起使用,以确定打印头和重涂头沿着工作轴线的位置。利用该信息,控制系统可以被编程以根据由线性编码器确定的位点来避免打印头和重涂头之间的碰撞。
260.替代地或附加地,增材制造设备(具体地,控制系统)可以被编程为避免打印头和重涂头之间的碰撞。例如,使用相对于构建平台和供给平台的重涂头开始位置、相对于构建平台和供给平台的重涂头结束位置、重涂头在构建平台上的速度、重涂头在供给平台上的速度、重涂头的加速度、打印头开始位置、打印头结束位置、打印头在打印平台上的速度以及打印头在构建平台上的加速度,打印头和重涂头的运动可以协同和编排,以避免碰撞。
261.现在参考图2和图6,图6示意性地描绘控制系统200的一部分,用于控制带有图3或是图4中描绘的致动器组件的图2的增材制造设备100。控制系统200通信地联接到重涂头致动器144、打印头致动器154、构建平台致动器122、供给平台致动器132和处理附件致动器194(当包括时)。控制系统200还可以通信地联接到打印头150、重涂头140和处理附件190(当包括时)。在打印头150、重涂头140和处理附件190(当包括时)中的一个或多个包含工作轴线接近感测器(未描绘)的实施例中,控制系统200还可以通信地联接到工作轴线接近感测器。在文中描述的实施例中,控制系统200包含通信地联接到存储器204的处理器202。处理器202可以包括配置成接收和执行例如存储在存储器204中的计算机可读可执行指令的任何处理部件,诸如中央处理单元等等。在文中描述的实施例中,控制系统200的处理器202配置成向重涂头致动器144、打印头致动器154、构建平台致动器122、供给平台致动器132和处理附件致动器194(当包括时)提供控制信号(并且借此致动)。处理器202还可以配置成向打印头150、重涂头140和处理附件190(当包括时)提供控制信号(并且借此致动)。控制系统200还可以配置成,从处理附件190和/或重涂头140的一个或多个感测器接收信号,并且基于这些信号,致动重涂头致动器144、打印头致动器154、构建平台致动器122、供给平台致动器132、处理附件致动器194、打印头150、重涂头140和/或处理附件190中的一个或多个。
262.在文中描述的实施例中,用于控制增材制造设备100的计算机可读可执行指令存储在控制系统200的存储器204中。存储器204是非暂时性计算机可读存储器。存储器204可以配置为例如但不限于易失性和/或非易失性存储器,如此可以包括随机存取存储器(包括sram、dram和/或其他类型的随机存取存储器)、闪存、寄存器、光盘(cd)、数字多功能光盘(dvd)和/或其他类型的存储部件。
263.现在将具体参考图2、图6和图7a至图7c进一步详细描述增材制造设备100的操作。
264.参考图2,示意性地描绘在构建周期发起时的增材制造设备100。文中使用的短语“构建周期”指代在构建平台120上构建物体的单个层的处理。在文中描述的实施例中,“构建周期”可以包括升高供给平台130、降低构建平台120、将新一层构建材料400从供给平台130分布到构建平台120、将粘合剂材料500沉积在分布于构建平台120上的新一层构建材料400上、以及可选的清洁打印头150的每一个的一次迭代。增材制造设备100包含总构建周期时间t
bc
,总构建周期时间t
bc
是在单个构建周期期间经过的时间。
265.描述增材制造设备100的操作时,文中将具体参考构建材料400和粘合剂材料500。构建材料大体包含能够铺展或能够流动的粉末材料。适合的粉末材料的类别包括但不限于干粉末材料和湿粉末材料(如,夹带在浆液中的粉末材料)。在实施例中,构建材料能够与粘合剂材料粘合在一起。在实施例中,诸如通过烧结,构建材料还可以能够熔融在一起。在实施例中,构建材料可以是无机粉末材料,包括例如但不限于陶瓷粉末、金属粉末、玻璃粉末、碳粉末、沙子、水泥、磷酸钙粉末及其各种组合。在实施例中,构建材料可以包含有机粉末材料,包括例如但不限于塑料粉末、聚合物粉末、肥皂、由食品形成的粉末(即,可食用粉末)及其各种组合。在一些实施例中,诸如当构建材料是或含有药物时,构建材料可以是(或包括)药物活性成分。在实施例中,构建材料可以是无机粉末材料和有机粉末材料的组合。
266.构建材料可以尺寸上均匀或尺寸上不均匀。在实施例中,构建材料可以具有粉末尺寸分布,诸如,例如但不限于,双模态或三模态粉末尺寸分布。在实施例中,构建材料可以是或可以包括纳米颗粒。
267.构建材料可以形状设成规则或不规则,可以具有不同的纵横比或相同的纵横比。例如,构建材料可以采取小球或微粒,或者可以形状设成类似小杆或纤维。
268.在实施例中,构建材料可以涂布有第二材料。例如但不限于,构建材料可以涂布有蜡、聚合物或有助于将构建材料粘合在一起(连同粘合剂一起)的另一材料。替代地或附加地,构建材料可以涂布有烧结制剂和/或合金制剂,以促进熔融构建材料。
269.粘合剂材料可以包含辐射能量能够固化以及当粘合剂材料处在固化状态时能够将构建材料粘附或粘合在一起的材料。文中使用的术语“辐射能量能够固化”指代响应于施加特殊波长和能量的辐射能量而变硬的任何材料。例如,粘合剂材料可以包含已知的光聚合物树脂,该光聚合物树脂含有作用来触发聚合反应的感光引发剂化合物,致使树脂从液体状态改变到固体状态。替代地,粘合剂材料可以包含含有溶剂的材料,该溶剂可以通过施加辐射能量而蒸发掉。未固化的粘合剂材料可以以固体(如,微粒状)形式、包括浆糊或浆液、或者与打印头兼容的低粘度溶液的液体形式提供。粘合剂材料可以选定成在进一步处理期间(诸如,在构建材料烧结期间)具有放气或烧尽的能力。在实施例中,粘合剂材料可以如名称为“用于粘合剂喷射增材制造技术的可逆粘结合剂(reversible binders for use in binder jetting additive manufacturing techniques)”且转让给纽约州斯克内克塔
迪的通用电气公司的美国专利公开号2018/0071820中描述的。然而,应当理解,其他粘合剂材料是可以设想的,并且是可以的,包括各种粘合剂材料的组合。
270.初始时参考图2,构建周期发起时,控制系统200向供给平台致动器132发送控制信号,该控制信号在向上竖直方向上(也即,在图中描绘的坐标轴线的 z方向上)致动供给平台致动器132,如由箭头316指示的,借此在朝向设备100的工作轴线116向上竖直方向上移动供给平台130和定位其上的构建材料400。当重涂头140在设备100的工作轴线116上横穿时,供给平台130在向上竖直方向上移动足以将预定量的构建材料400定位于重涂头140的路线中的量。供给平台致动器132的致动发生在供给平台周期时间t
sp
内。虽然图2示意性地描绘构建周期发起,其中粘合剂材料500已经存在于一层构建材料400上(诸如在先前分布的一层构建材料400上),但是,应当理解,构建周期发起可以在没有任何构建材料400或粘合剂材料500布置在构建平台120上的情况下发生。
271.现在参考图2和图7a,在供给平台130升高时(即,在平台周期时间t
sp
期间),控制系统200还向重涂头致动器144发送控制信号,致使重涂头致动器144以重涂推进速率在如由箭头302指示的第一重涂方向上沿着工作轴线116从重涂原始位置148朝向打印原始位置158推进重涂头140。这是通过在图中描绘的坐标轴线的-x方向上沿着重涂运动轴线146致动重涂头致动器144来达成的。重涂头140的推进与供给平台130的向上竖直运动协调,使得在重涂头140横穿供给平台130之前,预定量的构建材料400定位于重涂头140的路线中。在重涂头140朝向构建平台120横穿供给平台130时,重涂头140使构建材料400从供给平台130移动(也即,分布)到构建平台120,借此在构建平台120上分布新一层构建材料400,如图7a中指示的。
272.在实施例中,在重涂头140在由箭头302指示的方向上横穿设备100的工作轴线116时,重涂推进速率可以变化。例如,重涂推进速率可以包含在从重涂原始位置148横穿供给平台130之前的初始重涂推进速率和在重涂头140横穿供给平台130和构建平台120时的分布推进速率。在实施例中,重涂推进速率可以在供给平台130与构建平台120之间不同(如,更快)。在实施例中,分布推进速率可以小于初始重涂推进速率。这可以促进从供给平台130分布在构建平台120上的一层构建材料400中的均匀性,并且减少物体中的缺陷。
273.在重涂头140包含文中参照图5a至图5c描述的能量源的实施例中,在重涂头140将构建材料400从供给平台130分布到构建平台120时,控制系统200可以致动能量源。例如,在构建材料400被分布到构建平台120上时能量源可以加热构建材料400,和/或,发起或补充先前沉积在分布于构建平台120上的一层构建材料400上的粘合剂材料500(图2)的固化。
274.在文中参照图5a至图5c描述的重涂头140包含至少一个感测器的实施例中,控制系统200可以从至少一个感测器接收指示沉积在构建平台120上的构建材料400和/或粘合剂材料500的特性的信号,并且基于该信号调整增材制造设备100的操作。例如,至少一个感测器可以包含检测粘合剂材料500的温度的高温计。基于粘合剂材料500的温度,控制系统200可以致动与重涂头140关联的能量源,以向粘合剂材料500提供更多或更少的能量,借此调整粘合剂材料500的固化速率。
275.现在参考图7a至图7c,在新一层构建材料400分布在构建平台120上之后,控制系统200向重涂头致动器144发送控制信号,致使重涂头致动器144使重涂头140以重涂返回速率在如由箭头308指示的与第一重涂方向相反的第二重涂方向上沿着工作轴线116(图2)返
回到重涂原始位置148。在实施例中,重涂返回速率可以大于或等于重涂推进速率。在实施例中,重涂返回速率可以小于重涂推进速率。在实施例中,在重涂推进速率包含文中描述的初始重涂推进速率和分布推进速率的情况下,重涂返回速率可以大于分布推进速率并且大于或等于初始重涂推进速率。重涂头140返回到重涂原始位置是通过在图中描绘的坐标轴线的 x方向上沿着重涂运动轴线146致动重涂头致动器144来达成的。
276.在文中描述的实施例中,重涂头140和重涂头致动器144具有重涂周期时间t
rh
,重涂周期时间t
rh
是从重涂头140离开重涂原始位置148的时候到重涂头140返回到重涂原始位置148的时候的经过时间。在文中描述的实施例中,平台周期时间t
sp
发生在重涂周期时间t
rh
以内。
277.仍参考图7a至图7c,在重涂头140返回到重涂原始位置148时(即,在重涂周期时间t
rh
期间),控制系统200向打印头致动器154发送控制信号,致使打印头致动器154以打印推进速率推进在如由图7b的箭头306指示的与第一重涂方向相反的第一打印方向上沿着工作轴线116(图2)从打印原始位置158朝向重涂原始位置148推进打印头150。这是通过在图中描绘的坐标轴线的 x方向上沿着打印运动轴线156致动打印头致动器154来达成的。如图7b中示出的,重涂头140和打印头150两者均同步地沿着设备100的工作轴线116(图2)在运动,这通过文中描述的以堆叠构造排布的重涂头致动器144和打印头致动器154来促使的。重涂头140和打印头150可以如图7b中描绘的在相同方向上或如图7c中描绘的在相反方向上沿着设备100的工作轴线116(图2)同步地在运动。进一步,重涂头140和打印头150可以以不同速度或以相同速度沿着设备100的工作轴线116(图2)同步地在运动。
278.在实施例中,在打印头150在由箭头306指示的方向上横穿设备100的工作轴线116时,打印推进速率可以变化。例如,打印推进速率可以包含在从打印原始位置158横穿构建平台120之前的初始打印推进速率和在打印头150横穿构建平台120时的沉积推进速率。在实施例中,沉积推进速率可以小于初始打印推进速率。这促进粘合剂材料500沉积在构建平台120上的精度。
279.在打印头150在由箭头306指示的方向上横穿构建平台120时,控制系统200向打印头150发送信号,致使打印头150在定位于构建平台120上的一层构建材料400上以预定图案沉积一层粘合剂材料500,如图7b中描绘的。预定图案大体与在构建平台120上构建的物体的水平横截面对应。在实施例中,在打印头150在由图7b中箭头306指示的方向上横穿构建平台120时,打印头150以与定位于构建平台120上的一层构建材料400上的预定图案的第一部分对应的图案沉积粘合剂材料500。在这些实施例中,当返回打印原始位置158时,在打印头150在由图7c中箭头307指示的方向上横穿构建平台120时,打印头150以与定位于构建平台120上的一层构建材料400上的预定图案的第二部分对应的图案沉积粘合剂材料500。在打印头150以与预定图案的第二部分对应的图案沉积粘合剂材料500时,打印头150可以以沉积返回速率在由箭头307指示的方向上沿着设备100的工作轴线116(图2)推进。在实施例中,沉积返回速率可以等于沉积推进速率。如图7c中示出的,打印头150和重涂头140可以在相反方向上沿着设备100的工作轴线116(图2)同步地在运动,如由箭头307和308指示的。在实施例中,预定图案的第二部分可以与预定图案的第一部分重叠或至少部分地重叠。粘合剂材料500以分离的两个部分沉积在一层构建材料400上可以允许粘合剂材料500在沉积步骤之间更加充分地穿透一层构建材料400,改进粘合剂材料500相对于构建材料400的粘合
作用。附加地或替代地,粘合剂材料500以分离的两个部分沉积在一层构建材料400上可以防止构建材料400在重叠部分中位移,原因在于每一打印操作可以沉积较少的粘合剂材料500,同时打印周期结束时仍实现相同量的粘合剂材料500沉积在构建材料400上。虽然在一层构建材料400上沉积粘合剂材料500在文中已描述为以分离的两个部分发生,但是,应当理解,在其他实施例中,在一层构建材料400上沉积粘合剂材料500可以以分离的多于两个部分发生,诸如当打印头150在构建平台120上扫描若干次时。例如,在一些实施例中,相同图案的粘合剂材料500可以在受控速率下若干次被喷射到构建材料400上,以便于粘合剂材料500的逐渐累积,以考虑粉末润湿速度。这还可以用以沿着构建平台的不同区域更加均匀地控制沉积和后续固化之间的时间。
280.虽然粘合剂材料500已描述为以至少部分地重叠的两个部分沉积,但是,应当理解,其他实施例是可以设想的,并且是可以的。例如,粘合剂材料500可以在单个行程中通过打印头150沉积,诸如当随着打印头150在由图7b的箭头306指示的方向或由图7c的箭头307指示的方向上横穿设备100的工作轴线116(图2)而在一层构建材料400上沉积粘合剂材料500时。
281.现在参考图7d,在定位于构建平台120上的一层构建材料400上沉积一层粘合剂材料500之后,控制系统200向打印头致动器154发送控制信号,致使打印头致动器154使打印头150以打印返回速率在如由箭头310指示的与第一打印方向相反的第二打印方向上沿着工作轴线116(图2)返回到打印原始位置158。这是通过在图中描绘的坐标轴线的-x方向上沿着打印运动轴线156致动打印头致动器154来达成的。在实施例中,打印返回速率大于沉积返回速率。在实施例中,打印返回速率可以大于打印推进速率。在实施例中,打印返回速率可以小于或等于打印推进速率。
282.在文中描述的实施例中,打印头150和打印头致动器154具有打印周期时间t
ph
,打印周期时间t
ph
是从打印头150离开打印原始位置158的时候到打印头150返回到打印原始位置158的时候的经过时间。
283.仍参考图7d,在打印头150远离构建平台120横穿时(即,在打印周期时间t
ph
期间),控制系统200向构建平台致动器122发送控制信号,该控制信号在向下竖直方向上(即,在图2中描绘的坐标轴线的-z方向上)致动构建平台致动器122,如由箭头314指示的,借此,在远离设备100的工作轴线116的向下竖直方向上移动构建平台120。构建平台120在向下竖直方向上移动足以适应从供给平台130接收新一层构建材料400的量。构建平台致动器122的致动发生在构建平台周期时间t
bp
内。由此,构建平台周期时间t
bp
与打印周期时间t
ph
至少部分地重叠。在实施例中,构建平台周期时间t
bp
与打印周期时间t
ph
完全重叠。
284.仍参考图7d,打印原始位置158大体与清洁站110并置,如文中描述的。由此,在打印头150返回到打印原始位置158时,发起对打印头150的清洁和维护操作。清洁和维护操作发生在清洁站周期时间t
cs
内。在实施例中,清洁站周期时间t
cs
与打印周期时间t
ph
至少部分地重叠。例如,清洁站周期时间t
cs
可以在打印头150的一部分定位于清洁站110上时立即发起。替代地,清洁站周期时间t
cs
可以在打印头150的一部分定位于清洁站110上之前发起,诸如,当在打印头150到达打印原始位置158以前清洁站110的部件被致动到位时。在一些实施例中,在清洁站周期时间t
cs
期间,控制系统200可以向打印头致动器154发送控制信号,致使打印头致动器154使打印头150在图中描绘的坐标轴线的 /-x方向上横穿清洁站110的各个
部分(未描绘),以影响清洁站110的清洁和维护操作。
285.如图7d中描绘的,在打印头150朝向打印原始位置158横穿时(也即,在打印周期时间t
ph
期间),控制系统200发起下一构建周期。具体地,通过如上文参照图2和图7a描述的向供给平台致动器132发送在向上竖直方向上致动供给平台致动器132的控制信号、以及通过向重涂头致动器144发送致使重涂头致动器144沿着工作轴线116从重涂原始位置148朝向打印原始位置158推进重涂头140的控制信号,控制系统200发起下一构建周期。由此,至少打印周期时间t
ph
的结束可以与至少重涂周期时间的开始重叠。进一步,至少打印周期时间t
ph
的结束可以与至少供给平台周期时间t
sp
的开始重叠。进一步,因为在打印头150返回到打印原始位置158的同时发起下一构建周期,以及因为清洁站周期时间t
cs
与打印周期时间t
ph
至少部分地重叠,所以,清洁站周期时间t
cs
与重涂周期时间t
rh
至少部分地重叠。在实施例中,清洁站周期时间t
cs
与打印周期时间t
ph
和重涂周期时间t
rh
两者均重叠。在实施例中,整个清洁站周期时间t
cs
与打印周期时间t
ph
和重涂周期时间t
rh
中的至少一个重叠。例如,在一些实施例中,清洁站周期时间t
cs
的至少一部分与打印周期时间t
ph
重叠,并且整个清洁站周期时间t
cs
与重涂周期时间t
rh
重叠。
286.构建平台周期时间t
bp
和供给平台周期时间t
sp
可以与打印周期时间t
ph
和/或重涂周期时间t
rh
完全重叠,如此,构建平台周期时间t
bp
和供给平台周期时间t
sp
可以对总构建周期时间t
bc
没有贡献。进一步,因为清洁站周期时间t
cs
、打印周期时间t
ph
和重涂周期时间t
rh
的至少部分彼此重叠,所以,总构建周期时间t
bc
小于清洁站周期时间t
cs
、打印周期时间t
ph
和重涂周期时间t
rh
的总和。在实施例中,总构建周期时间t
bc
小于打印周期时间t
ph
和重涂周期时间t
rh
的总和,诸如当清洁站周期时间t
cs
的至少一部分与打印周期时间t
ph
重叠以及整个清除站周期时间t
cs
与重涂周期时间t
rh
重叠时。
287.通过致动器144、154的堆叠构造便于总构建周期时间t
bc
的持续时长减少到小于各个打印、重涂和清洁周期时间的总和,这进而允许重涂头140和打印头150同时在增材制造设备100的工作轴线116上移动。
288.如参照图7a至图7d描述的,打印头150和重涂头140在构建周期期间沿着工作轴线116的移动致使打印头150和重涂头140在构建周期内在不同时间点占据同一空间位置(如,在构建平台120上)。在打印头150和重涂头140之间潜在重叠的这些时间点在的至少一些时间点中,打印头150和重涂头140朝向彼此移动。例如,在重涂头140在构建平台120上分布构建材料400时,当打印头150处在打印原始位置158时,重涂头140朝向打印头150移动。在实施例中,在重涂头140在构建平台120上分布打印材料之后,重涂头140可以相对靠近地在打印原始位置158附近,并且仍朝向打印头150移动。鉴于此,依据打印头150从打印原始位置158前进(如,在由图7b中的箭头306指示的方向上移动)的时间,存在打印头150和重涂头140之间碰撞的潜在性。换言之,如果打印头150从打印原始位置158推进的时间太早,则打印头150可能与重涂头140碰撞。
289.由此,控制系统200可以产生并控制重涂头140、打印头150和处理附件190(当包括时)的运动,以在构建周期的过程内维持最小分隔距离。大体上,有益的是,在仍确保避免在构建周期的过程内打印头150和重涂头140之间碰撞的同时,最小分隔距离尽可能小。这样,充分实现了打印头150和重涂头140同步致动的效率益处。
290.现在参考图7e,示出方法700的流程示图,方法700用于在构建周期期间确定打印
头150和重涂头140的周期时间和运动曲线。在实施例中,可以经由控制系统200施行方法700,以产生由控制系统200使用的可执行指令,以在构建周期期间控制打印头致动器154和重涂头致动器144,以避免并置打印头150和重涂头140。在实施例中,可以在致动器组件102的校准处理期间施行方法700。致动器组件102的校准处理可以用于特殊打印作业(如,用于构设特殊物体)。在实施例中,可以在构建周期执行期间施行方法700,以避免在构建周期期间打印头150和重涂头140之间的碰撞。
291.在步骤702中,确定打印头150和重涂头140之间的最小分隔距离。在实施例中,最小分隔距离具有两个分离分量:碰撞距离和基于速度的分量。当打印头150接触重涂头140时,碰撞距离可以与打印头150和重涂头140的位置测量结果(如,分别经由与打印头致动器154和重涂头致动器144关联的线性编码器测量)对应。例如,在构建周期以前,可以使打印头150与重涂头140接触,并且当使打印头150与重涂头140接触时,经由打印头致动器154和重涂头致动器144的线性编码器做出的位置测量结果可以用以确定打印头位置与重涂头位置之间的差异,以确定碰撞距离。
292.在实施例中,最小分隔距离的基于速度的分量是基于打印头150和重涂头140在构建周期期间行进的速度来计算的单个值。例如,在实施例中,基于速度的分量考虑到在构建周期期间打印头150和重涂头140的最大处理速度。打印头150和重涂头140的最大处理速度可以彼此相加,以获得考虑到打印头150和重涂头140朝向彼此移动的情形的最大相对速度。一旦确定最大相对速度,最小分隔距离的基于速度的分量可以基于打印头致动器154和重涂头致动器144的减速能力来确定。例如,如果打印头致动器154能够有第一减速率并且重涂磁头致动器144能够有第二减速率,第一减速率和第二减速率中的较小者可以用以计算最小分隔距离的基于速度的分量。然后,可以将基于速度的分量相加到碰撞距离,以确定最小分隔距离。这种办法有益地避免打印头150和重涂头140之间的碰撞,同时需要最少的计算。
293.在实施例中,遍布构建周期,使用多个最小分隔距离。例如,在实施例中,控制系统200基于打印头150和重涂头140行进的速度(如,经由打印头致动器154和重涂头致动器144的线性编码器的位置测量结果来确定)来计算在构建周期期间的实时最小分隔距离。这种办法有益地使控制系统200能够检测打印头150和重涂头140的运动中的故障(如,与意外的高速度和加速度关联)。附加地,通过考虑打印头150和重涂头140的实际速度,实时最小分隔距离可以提供比文中描述的基于最大速度的办法更小的最小分隔距离,导致更加高效的构建周期。
294.在步骤704中,控制系统200基于最小分隔距离来确定在构建周期期间打印头150和重涂头140的周期时间和运动曲线。在实施例中,除了在步骤702确定的最小分隔距离之外,控制系统200依赖于以下参数的任何组合来预先计算针对打印头150和重涂头140的运动曲线和周期时间:重涂原始位置148,重涂头140在供给平台130的各端处的位置,重涂头140在构建平台120的各端处的位置,重涂头140在供给平台130上的速度,重涂头140在构建平台120上的速度,重涂头140的加速率,打印原始位置158,打印头150在经过构建平台120之后的位置,打印头150在构建平台120上的速度,以及打印头150的加速率。例如,控制系统200可以基于打印头150和重涂头140在构建周期的各个部分期间行进的速度,来确定在构建周期期间打印头150和/或重涂头140处在各个位置的时间以维持最小分隔距离。换言之,
计算针对打印头150和重涂头140的每一个的运动曲线,使得打印头150绝不比最小分隔距离更靠近重涂头140,以确保碰撞避免。
295.现在参考图7f,描绘碰撞避免方法706的流程示图。在实施例中,控制系统200可以在构建周期期间施行碰撞避免方法706,以确保在打印头150和重涂头140沿着工作轴线116移动时打印头150不与重涂头140碰撞。虽然碰撞避免方法706描述为经由致动器组件102的各种部件来施行,但是,应当理解,任何其他致动器组件可以使用与符合本公开的碰撞避免方法700相似的方法。
296.在步骤708中,打印头150归位在打印运动轴线156上,并且重涂头140归位在重涂运动轴线146上。例如,在增材制造设备100通电并且构建作业被发起之后,控制系统200可以向打印头致动器154和重涂头致动器144提供归位控制信号,致使打印头150行进到打印原始位置158并且重涂头140行进到重涂原始位置148。在实施例中,一旦打印头150和重涂头140归位,则控制系统200归一化由打印头致动器154和重涂头致动器144的线性编码器做出的位置测量结果,以设定针对打印头150和重涂头140的运动曲线(如,在文中描述的方法700期间经由控制系统200确定的运动曲线)。在编码器测量结果被归一化之后,控制系统200可以发起构建周期。
297.在步骤710中,在打印周期期间(如,在打印头150和重涂头140运动期间),控制系统200持续地监测打印头150和重涂头140的位置。例如,在实施例中,控制系统200经由打印头致动器154和重涂头致动器144的线性编码器来监测打印头150和重涂头140的位置。在实施例中,致动器组件102可以包括附加位点检测器(如,接近感测器),控制系统200通过附加位点检测器来监测打印头150和重涂头140的位置。使用打印头150和重涂头140的实时定位,在步骤712期间,控制系统200确定打印头150和重涂头140是否朝向彼此行进而生成碰撞风险。如果打印头150和重涂头140朝向彼此行进,则在步骤714中,控制系统200确定打印头150和重涂头140是否比最小分隔距离(如,经由施行文中描述的方法700计算的最小分隔距离)更靠近。如果打印头150和重涂头140比最小分隔距离更靠近,则在步骤716中,控制系统200设定防碰撞故障并且中止构建周期。例如,如果打印头150和重涂头140比最小分隔距离更靠近,则控制系统200可以向打印头致动器154和重涂头致动器144提供中止信号,致使打印头150和重涂头160分别返回到打印原始位置158和重涂原始位置148。
298.在实施例中,除了经由打印头致动器154和重涂头致动器144的线性编码器在构建周期期间持续地监测打印头150和重涂头140的定位之外,打印头150和重涂头140的相对位置还可以经由工作轴线接近感测器(未描绘)来监测。例如,各种实施例可以结合联接到打印头150和重涂头140中的至少一个的电容式接近感测器、光电感测器、电感式接近传感器等等。在实施例中,工作轴线接近感测器使用作最终防碰撞检查(如,除了经由打印头致动器154和重涂头致动器144的线性编码器确定的实时位置之外)。例如,如果工作轴线接近感测器产生向控制系统200提供的指示打印头150和重涂头以小于最小分隔距离分离的信号,则控制系统200可以设定防碰撞故障。因而,工作轴线接近感测器可以用作最终系统检查,以避免碰撞。
299.基于前面,应当理解,可以实施文中描述的用于增材制造设备的致动器组件,以减少增材制造设备的总构建周期时间,借此改进增材制造设备的制造产量。特殊地,致动器组件包括各个致动器,诸如以堆叠构造排布的打印头致动器和重涂头致动器。这允许与每个
致动器可操作地关联的打印头和重涂头以相同或不同的速度在相同或不同的方向上同时沿着增材制造设备的工作轴线移动,这进而允许与打印头和重涂头的每一个关联的各个周期时间重叠,同时维持打印质量,借此使增材制造设备的总构建周期时间减少到小于各个周期时间的总和。
300.虽然图2和图7a至图7d描绘增材制造设备100包含供给贮器134,供给贮器134连同致动器组件102的重涂头140一起使用,以向构建贮器124的构建平台120供给构建材料400,但是,应当理解,其他实施例是可以设想的,并且是可以的。
301.参考图8,举例而言,示意性地描绘常规的增材制造设备101的替代实施例。在该实施例中,增材制造设备101包含清洁站110、构建平台120和致动器组件102,如文中参照图2描述的。然而,在该实施例中,装置101不包括供给贮器。代之,设备101包含构建材料料斗360,构建材料料斗360用于向构建贮器124的构建平台120供给构建材料400。在该实施例中,构建材料料斗360联接到重涂头致动器144,使得构建材料料斗360与重涂头140一起横穿设备101的工作轴线116。在图8中描绘的实施例中,构建材料料斗360例如利用托架361联接到支撑托架176。然而,应当理解,构建材料料斗360可以直接联接到支撑托架176而没有中间托架。替代地,构建材料料斗360可以直接或是利用中间托架联接到重涂头140。虽然图8示意性地将构建材料料斗360描绘为在重涂头140外面,但是,应当理解,其他实施例是可以设想的,并且是可以的,诸如重涂头在重涂头140里面的实施例。
302.构建材料料斗360可以包括电气致动阀(未描绘),以在构建材料料斗360横穿构建平台120时将构建材料400释放到构建平台120上。在实施例中,阀可以通信地联接到控制系统200(图6),控制系统200执行计算机可读可执行指令,以基于构建材料料斗360相对于构建平台120的位点来打开和闭合阀。然后,在重涂头140横穿构建平台120时,释放到构建平台120上的构建材料400利用重涂头140被分布在构建平台120上边。
303.可以运用图8中描绘的增材制造设备101的实施例,以与文中参照图2和图7a至图7d描述的相似方式在构建平台120上构建物体。然而,利用增材制造设备101的该实施例,构建材料400利用文中描述的构建材料料斗360输送到构建平台120,而非通过供给平台的致动。
304.增材制造设备105的另一替代实施例在图9中示意性地描绘。在该实施例中,增材制造设备105包含清洁站110、构建平台120和致动器组件102,如文中参照图2描述的。然而,在该实施例中,装置105不包括供给贮器。代之,设备105包含构建材料料斗360,构建材料料斗360用于向构建贮器124的构建平台120供给构建材料400。在该实施例中,构建材料料斗360固定在构建平台120上,使得构建材料料斗360能够将构建材料400释放到构建平台120上。例如,构建材料料斗360可以直接或是利用托架(未描绘)联接到致动器组件102的导轨180。然而,应当理解,构建材料料斗360可以固定地联接到另一结构构件或支架,只要构建材料料斗360被取向和排布成将构建材料400输送到构建平台120即可。
305.在该实施例中,构建材料料斗360可以包括电气致动阀(未描绘),以将构建材料400释放到构建平台120上。在实施例中,阀可以通信地联接到控制系统200(图6),控制系统200执行计算机可读可执行指令,以在所需时间打开和闭合阀。在实施例中,打开和闭合构建材料料斗360的阀可以与构建平台致动器122的致动和/或重涂头致动器144的致动协同。在重涂头140横穿构建平台120时,释放到构建平台120上的构建材料400利用重涂头140被
分布在构建平台120上。
306.虽然图9将构建材料料斗360描绘为在固定位置,但是,应当理解,其他实施例是可以设想的,并且是可以的。例如,构建材料料斗360可以联接到致动器,以便于在 /-x、 /-y和/或 /-z方向中的一个或多个方向上移动构建材料料斗。在实施例中,致动器例如可以是图4a中描绘的处理附件致动器。这允许构建材料料斗360具有独立的速度控制(如,与重涂头和/或打印头隔开)。在构建材料料斗360联接到致动器的实施例中,构建材料可以具有原始位置,在原始位置,构建材料料斗360未定位于构建平台上方。在这些实施例中,构建材料料斗360可以在构建平台上方致动,以便于构建材料分布到构建平台上。
307.可以运用图8中描绘的增材制造设备105的实施例,以与文中参照图2和图7a至图7d描述的相似方式在构建平台120上构建物体。然而,利用增材制造设备105的该实施例,构建材料400利用文中描述的构建材料料斗360输送到构建平台120,而非通过供给平台的致动。
308.虽然图2和图7a至图7d描绘增材制造设备100包含图2至图4b中描绘的致动器组件,但是,应当理解,致动器组件的其他配置是可以设想的,并且是可以的。
309.参考图10a至图10c,举例而言,图10a示意性地描绘致动器组件402的替代实施例,图10b描绘图10a的致动器组件402沿着线10a的横截面,图10c描绘致动器组件402沿着线10b的横截面。致动器组件402大体包含重涂头140和打印头150,如上文参照图3中描绘的致动器组件102描述的。重涂头140和打印头150可以如文中参照图2至图3和图5a至图5c描述的。致动器组件402还包含重涂头致动器406和打印头致动器408。致动器组件402进一步包含在水平方向(即,与图中描绘的坐标轴线的 /-x方向的方向平行的方向)上延伸的支架404,水平方向与增材制造设备(诸如例如图2、图8和图9中描绘的增材制造设备100、101)的工作轴线116(图2)平行。在一个实施例中,支架404是在水平方向上延伸的导轨180的一侧。例如,在一个实施例中,导轨180在竖直横截面(即,图中描绘的坐标轴线的y-z平面中的横截面)中可以是矩形或方形,矩形或方形的侧表面形成支架404。然而,应当理解,其他实施例是可以设想的,并且是可以的。例如但不限于,导轨180可以具有其他横截面形状,诸如八边形等等,支架404是导轨180的琢面的一个表面。在实施例中,支架404定位于竖直平面(如,与图中描绘的坐标轴线的x-z平面平行的平面)中。然而,应当理解,在其他实施例中,支架404定位于竖直平面以外的平面中。
310.在文中描述的实施例中,重涂头致动器406和打印头致动器408联接到支架404。重涂头致动器144能够沿着重涂运动轴线146双向致动,并且打印头致动器154能够沿着打印运动轴线156双向致动。也即,重涂运动轴线146和打印运动轴线156分别限定重涂头致动器144和打印头致动器154能够沿着其致动的轴线。在实施例中,重涂头致动器144和打印头致动器154能够彼此独立地双向致动。重涂运动轴线146和打印运动轴线156在水平方向上延伸并且与设备100的工作轴线116(图2)平行。在文中描述的实施例中,重涂运动轴线146和打印运动轴线156共线。利用该配置,重涂头140和打印头150可以在不同时间沿着设备100的工作轴线116占据同一空间(或同一空间的部分),因为重涂运动轴线146和打印运动轴线156沿着同一条线放置。在图10a至图10c中描绘的致动器组件402的实施例中,重涂运动轴线146和打印运动轴线156确位在同一竖直平面内。在支架404定位于竖直平面中的实施例中,重涂运动轴线146和打印运动轴线156确位在与支架404的竖直平面平行的竖直平面,如
图10a至图10c中描绘的。然而,应当理解,其他实施例是可以设想的,并且是可以的,诸如重涂运动轴线146和打印运动轴线156确位在与支架404的平面不平行的竖直平面中的实施例。
311.在文中描述的实施例中,重涂头致动器144和打印头致动器154可以是例如但不限于机械致动器、机电致动器、气动致动器、液压致动器或适合于提供线性运动的任何其他致动器。适合的致动器可以包括但不限于蜗杆传动致动器、滚珠丝杠致动器、气动活塞、液压活塞、机电线性致动器等等。在实施例中,重涂头致动器144和打印头致动器154是与由宾夕法尼亚州匹兹堡的inc.制造的pr0225lm机械轴承、线性马达级相似的线性致动器。替代地,重涂头致动器144和打印头致动器154可以是线性致动器,诸如yamaha mf75d线性马达单轴线机器人。
312.例如,致动器组件402可以包含固定到导轨180的支架404的导向件410。重涂头致动器144和打印头致动器154可以可移动地联接到导轨180,使得重涂头致动器重涂头致动器144和打印头致动器154可以独立地横穿导向件410的长度。在实施例中,例如,横穿重涂头致动器144和打印头致动器154的原动力通过直接驱动线性马达(诸如无刷伺服马达)供给。
313.在实施例中,重涂头致动器144、打印头致动器154和导向件410可以是固定到导轨180的粘性子系统,诸如当导向件410、重涂头致动器144和打印头致动器154与例如pr0225lm机械轴线承、线性马达级或yamaha mf75d线性马达单轴线机器人相似时。然而,应当理解,其他实施例是可以设想的,并且是可以的,诸如重涂头致动器144和打印头致动器154包含各自组装到导轨180上以分别形成重涂头致动器144和打印头致动器154的若干部件的实施例。
314.仍参考图10a至图10c,重涂头140联接到重涂头致动器144,使得重涂头140就位在增材制造设备100的工作轴线116(图2)附近。因而,重涂头致动器144沿着重涂运动轴线146的双向致动影响重涂头140在增材制造设备100的工作轴线116上的双向运动。在图10a至图10c中描绘的致动器组件402的实施例中,重涂头140利用支柱412被联接到重涂头致动器144,使得重涂头140从支架404悬伸并且定位于增材制造设备100的工作轴线116(图2)上。使重涂头140从支架404悬伸允许重涂头致动器144和导向件410与例如增材制造设备100的构建平台120间隔开,借此减少重涂头致动器144、导向件410及关联电气部件将被构建材料400弄脏或以其他方式污染的可能性。这增加重涂头致动器的维护间歇,增加重涂头致动器的使用寿命,减少机器停机时间,并且减少由于重涂头致动器144的弄脏造成的构建错误。此外,使重涂头致动器144与设备100的构建平台120间隔开允许改进对构建平台120和供给平台130的视觉和物理访问,改进维护的简易性并且允许增材制造处理的更好的视觉观察(来自人类观察、相机系统等等)。在文中描述的一些实施例中,重涂头140可以在与重涂运动轴线146和工作轴线116正交的方向上固定(即,沿着 /-z轴线固定和/或沿着 /-y轴线固定)。在重涂头140从支架404悬伸的实施例中,可选地,重涂头140可以利用滑动连杆472联接到高架支撑导轨470,滑动连杆472竖直地支撑重涂头140在竖直方向上的至少一部分,如图10c中描绘的。滑动连杆472可以在图中描绘的坐标轴线的 /-x方向上沿着高架支撑导轨470可滑动地位移,以适应重涂头140在相同方向上的运动。
315.在实施例中,重涂头140可以可枢转地联接到重涂头致动器144。例如但不限于,在
图10a至图10c中描绘的致动器组件402的实施例中,支柱412联接到重涂头140并且在枢转点414处可枢转地联接到重涂头致动器406。这允许重涂头140相对于重涂头致动器406远离设备100的工作轴线116(图2)枢转,以便于例如维护或去除定位于重涂头140下面的设备的部件(如,构建贮器、供给贮器等等)。在实施例中,枢转点414可以包括致动器(诸如马达等等),以便于重涂头140的自动枢转。在实施例中,可以在重涂头140与重涂头致动器140之间提供分离的致动器(未描绘),以便于重涂头140的自动枢转。虽然图10c描绘枢转点414定位于支柱412和重涂头致动器406之间,但是,应当理解,其他实施例是可以设想的,并且是可以的,诸如枢转点414定位于支柱412和重涂头140之间的实施例。
316.仍参考图10a至图10c,打印头150联接到打印头致动器154,使得打印头150就位在增材制造设备100的工作轴线116(图2)附近。因而,打印头致动器154沿着打印运动轴线156的双向致动影响打印头150在增材制造设备100的工作轴线116上的双向运动。在图10a至图10c中描绘的致动器组件402的实施例中,打印头150利用支柱416被联接到打印头致动器154,使得打印头150从支架404悬伸并且定位于增材制造设备100的工作轴线116(图2)上。使打印头150从支架404悬伸允许打印头致动器154和导向件410与例如增材制造设备100的构建平台120间隔开,借此减少打印头致动器154、导向件410及关联电气部件将被构建材料400弄脏或以其他方式污染的可能性。这增加打印头致动器的维护间歇,增加打印头致动器的使用寿命,减少机器停机时间,并且减少由于打印头致动器154弄脏造成的构建错误。此外,使打印头致动器154与设备100的构建平台120间隔开允许改进对构建平台120和供给平台130的视觉和物理访问,改进维护的简易性并且允许增材制造处理的更好的视觉观察(来自人类观察、相机系统等等)。在文中描述的一些实施例中,打印头150可以在与重涂运动轴线146和工作轴线116正交的方向上固定(即,沿着 /-z轴线固定和/或沿着 /-y轴线固定)。在打印头150从支架404悬伸的实施例中,可选地,打印头150可以利用滑动连杆474联接到高架支撑导轨470,滑动连杆472竖直地支撑打印头150在竖直方向上的至少一部分,如图10b中描绘的。滑动连杆474可以在图中描绘的坐标轴线的 /-x方向上沿着高架支撑导轨470可滑动地位移,以适应打印头150在相同方向上的运动。
317.在实施例中,打印头150可以可枢转地联接到打印头致动器154。例如但不限于,在图10a至图10c中描绘的致动器组件402的实施例中,支柱416联接到打印头150并且在枢转点418处可枢转地联接到打印头致动器408。这允许打印头150相对于打印头致动器408远离设备100的工作轴线116(图2)枢转,以便于例如维护或去除定位于打印头150下面的设备的部件(如,构建贮器、供给贮器等等)。在实施例中,枢转点418可以包括致动器(诸如马达等等),以便于打印头150的自动枢转。在实施例中,可以在打印头150与打印头致动器154之间提供分离的致动器(未描绘),以便于打印头150的自动枢转。虽然图10b描绘枢转点418定位于支柱416和打印头致动器408之间,但是,应当理解,其他实施例是可以设想的,并且是可以的,诸如枢转点418定位于支柱416和打印头150之间的实施例。
318.如上面注明的,在文中描述的实施例中,重涂头140和打印头150均确位在设备100的工作轴线116上。如此,重涂头140和打印头150在工作轴线116上的移动沿着同一轴线发生,因而共线。利用该配置,重涂头140和打印头150可以在单个构建周期期间在不同时间沿着设备100的工作轴线116占据同一空间(或同一空间的部分)。重涂头140和打印头150可以以相同的速度或不同的速度在相同方向上和/或在相反方向上以协调的方式同步地沿着设
备100的工作轴线116移动。这进而允许增材制造处理的各个步骤,诸如分布步骤(文中也称之为重涂步骤)、沉积步骤(文中也称之为打印步骤)、固化(或加热))步骤和/或清洁步骤,以重叠的周期时间施行。例如,可以在完成清洁步骤的同时发起分布步骤;可以在分布步骤完成的同时发起沉积步骤;和/或,可以在完成分配步骤的同时发起清洁步骤。这可以使增材制造设备100的总周期时间减少到小于分布周期时间(文中也称之为重涂周期时间)、沉积周期时间(文中也称之为打印周期时间)和/或清洁周期的总和。
319.虽然图10a至图10c示意性地描绘重涂头140、打印头150及关联致动器406、408联接到单个支架404,但是,应当理解,其他实施例是可以设想的,并且是可以的。例如,重涂头140和关联重涂头致动器406可以联接到第一支架,而打印头150和打印头致动器408可以联接到被取向成与第一支架平行的分离的第二支架。
320.图10a至图10c中描绘的致动器组件402的实施例可以在图2、图8和图9中描绘的增材制造设备100、101的实施例中实施,例如作为致动器组件102的替代。如此,应当理解,可以运用图10a至图10c中描绘的致动器组件402的实施例,以与文中参照图2和图7a至图7d描述的相似方式在构建平台120上构建物体。
321.下面具体参考图11至图15描述带有致动器组件的增材制造设备的各种配置。
322.现在参考图11,示意性地描绘图2的增材制造设备100的俯视图。如图11中示出的,增材制造设备包含清洁站110、构建贮器124、供给贮器134和致动器组件102。除其他元件外,致动器组件102包含用于分布构建材料的重涂头140和用于沉积粘合剂材料的打印头150。清洁站110、构建贮器124和供给贮器134沿着设备100的工作轴线116排布,其中构建贮器124定位于清洁站110和供给贮器134之间。致动器组件102构设成便于重涂头140和打印头150沿着设备100的工作轴线116的独立控制。例如,致动器组件102便于使打印头150从与清洁站110并置的打印原始位置158沿着工作轴线116横穿构建贮器124并且再回来。致动器组件还便于使重涂头140从重涂原始位置148沿着工作轴线116横穿供给贮器134、构建贮器124并且再回来。如文中注明的,致动器组件允许重涂头140和打印头150在相同方向和/或相反方向上独立地横穿设备100的工作轴线116,以及,重涂头140和打印头150以不同速度和/或相同速度横穿设备100的工作轴线。重涂头140和打印头150的独立致动和控制进而允许增材制造处理的至少一些步骤同步地施行,借此使增材制造处理的总周期时间减少到小于针对每个单独步骤的周期时间的总和。
323.现在参考图12,示意性地描绘图8的增材制造设备101的俯视图。如图12中示出的,增材制造设备包含清洁站110、构建贮器124和致动器组件102。除其他元件外,致动器组件102包含用于输送构建材料的构建材料料斗360、用于分布构建材料的重涂头140和用于沉积粘合剂材料的打印头150。清洁站110和构建贮器124沿着设备100的工作轴线116排布在打印头150的打印原始位置158和重涂头140的重涂原始位置148之间。致动器组件102构设成便于重涂头140和打印头150沿着设备101的工作轴线116的独立控制。例如,致动器组件102便于使打印头150从与清洁站110并置的打印原始位置158沿着工作轴线116横穿构建贮器124并且再回来。致动器组件还便于使重涂头140和构建材料料斗360从重涂原始位置148沿着工作轴线116横穿构建贮器124并且再回来。致动器组件102允许打印头150和重涂头140(附接有构建材料料斗360)在相同方向和/或相反方向上独立地横穿设备101的工作轴线116,并且允许打印头150和重涂头140(附接有构建材料料斗360)以不同速度和/或相同
速度横穿设备101的工作轴线116。重涂头140(附接有构建材料料斗360)和打印头150的独立致动和控制进而允许增材制造处理的至少一些步骤同步地施行,借此使增材制造处理的总周期时间减少到小于针对每个单独步骤的周期时间的总和。
324.现在参考图13,示意性地描绘包含图10a至图10c的致动器组件402的增材制造设备502的俯视图。如图13中示出的,增材制造设备502包含清洁站110、构建贮器124、供给贮器134和致动器组件402。除其他元件外,致动器组件402包含用于分布构建材料400的重涂头和用于沉积粘合剂材料的打印头150。清洁站110、构建贮器124和供给贮器134沿着设备100的工作轴线116排布,其中构建贮器124定位于清洁站110和供给贮器134之间。致动器组件402与构建贮器124侧向上间隔开,这减少致动器组件402的电气部件的弄脏,如上文参照图10a至图10c描述的。进一步,致动器组件402构设成便于重涂头140和打印头150沿着设备502的工作轴线116的独立控制。例如,致动器组件402便于使打印头150从与清洁站110并置的打印原始位置158沿着工作轴线116横穿构建贮器24并且再回来。致动器组件402还便于使重涂头140从重涂原始位置148沿着工作轴线116横穿供给贮器134、构建贮器124并且再回来。如文中注明的,致动器组件402允许重涂头140和打印头150在相同方向和/或相反方向上独立地横穿设备502的工作轴线116,并且允许重涂头140和打印头150以不同速度和/或相同速度横穿设备502的工作轴线。重涂头140和打印头150的独立致动和控制进而允许增材制造处理的至少一些步骤同步地施行,借此使增材制造处理的总周期时间减少到小于针对每个单独步骤的周期时间的总和。
325.图14示意性地描绘增材制造设备503的另一实施例。在该实施例中,增材制造设备503包含清洁站110、构建贮器124、供给贮器134和致动器组件402a,如文中参照图13描述地排布。致动器组件402a进一步包含重涂头140和打印头150,如文中参照图10a至图10c和图13描述的。然而,在该实施例中,增材制造设备503进一步包含第二清洁站110a、第二构建贮器124a和第二供给贮器134a。第二清洁站110a、第二构建贮器124a和第二供给贮器134a排布在致动器组件402a的与清洁站110、构建贮器124和供给贮器134相反的一侧,并且镜像清洁站110、构建贮器124和供给贮器134的排布。在该实施例中,致动器组件402a进一步包含第二重涂头140a和第二打印头150a,第二重涂头140a和第二打印头150a排布在致动器组件402a的导轨180的与重涂头140和打印头150相反的一侧。尽管在导轨180的相反侧,但是第二重涂头140a和第二打印头150a以与重涂头140和打印头150相同的方式排布和配置(即,如文中参照图10a至图10c和图13描述的)。在该实施例中,致动器组件402a配置成便于重涂头140和打印头150沿着设备503的工作轴线116的独立控制,并且便于第二重涂头140a和第二打印头150a沿着设备503的第二工作轴线116a的独立控制。致动器组件402a还构设成便于重涂头140和打印头150独立于第二重涂头140a和第二打印头150a的控制。该实施例允许使用单个致动器组件402a在构建贮器124和第二构建贮器124a中独立且单独地构建物体。
326.现在参考图15,示意性地描绘常规的增材制造设备504的另一实施例的俯视图。如图15中示出的,增材制造设备504包含清洁站110、构建贮器124、供给贮器134和致动器组件102a。增材制造设备504进一步包含第二构建贮器124a和第二供给贮器134a。致动器组件102a与上文参照图2和图3描述的致动器组件102相似,除其他元件外,进一步包含用于分布构建材料的重涂头140和用于沉积粘合剂材料的打印头150。然而,在本实施例中,致动器组件进一步包含第二重涂头140a,第二重涂头140a联接到致动器组件102a的导轨180,使得打
印头150定位于重涂头140与第二重涂头140a之间。在该实施例中,第二重涂头140a可以以与重涂头140相似的方式排布和配置。
327.在该实施例中,清洁站110、构建贮器124和供给贮器134沿着设备504的工作轴线116排布,其中构建贮器124定位于清洁站110和供给贮器134之间。第二构建贮器124a和第二供给贮器134a沿着设备504的工作轴线116排布,其中第二构建贮器124a定位于清洁站110和第二供给贮器134a之间。构建贮器124和供给贮器134确位在清洁站110的与第二构建贮器124a和第二供给贮器134a相反的一侧。
328.致动器组件102a构设成便于重涂头140、重涂头140a、打印头150和第二打印头150a沿着设备504的工作轴线116的独立控制。例如,致动器组件102a便于使打印头150从与清洁站110并置的打印原始位置158沿着工作轴线116横穿构建贮器124并且再回来。致动器组件102a还便于使重涂头140从重涂原始位置148沿着工作轴线116横穿供给贮器134、构建贮器124并且再回来。致动器组件102a还便于使打印头150从与清洁站110并置的打印原始位置158沿着工作轴线116横穿构建贮器124a并且再回来。致动器组件102a还便于使第二重涂头140a从第二重涂原始位置148a沿着工作轴线116横穿第二供给贮器134a、第二构建贮器124a并且再回来。
329.该实施例的致动器组件402允许重涂头140、第二重涂头140a和打印头150在相同方向和/或相反方向上独立地横穿设备504的工作轴线116,并且允许重涂头140、第二重涂头140a和打印头150以不同速度和/或相同速度横穿设备504的工作轴线。重涂头140、第二重涂头140a和打印头150的独立致动和控制进而允许增材制造处理的至少一些步骤同步地施行,借此使增材制造处理的总周期时间减少到小于针对每个单独步骤的周期时间的总和。
330.另外,在致动器组件上包括第二重涂头140a,连着第二构建贮器124a和第二供给贮器134a,可以进一步最大化打印头150的工作时间,借此增加制造产量。具体地,在重涂头140将构建材料从供给贮器134分布到构建贮器124的同时,可以运用打印头150来在第二构建贮器124a中的构建材料上沉积粘合剂材料。类似地,在第二重涂头140a将构建材料从第二供给贮器134a分布到第二构建贮器124a的同时,可以运用打印头150来在构建贮器124中的构建材料上沉积粘合剂材料。
331.虽然图2和图7a至图7d描绘构建贮器124和使用构建贮器124的增材制造操作的一个实施例,但是,应当理解,构建贮器的其他实施例是可以设想的,是可以的。例如,通过在后续层粘合剂材料被沉积在构建材料上的同时固化多层粘合剂材料,可以进一步减少用于通过文中描述的增材制造处理构建物体的时间。由此,在一些实施例中,图2中描绘的增材制造设备100可以包含构建贮器124,构建贮器124便于在分布于构建贮器124的构建平台120上沉积后续层粘合剂材料的构建材料400上的同时固化沉积的多层粘合剂材料500。
332.现在参考图16,示意性地描绘用于与增材制造设备100一起使用的构建贮器124a的替代实施例。除其他元件外,构建贮器124a包括壳体910,壳体910包含侧壁912、构建平台120和多个加热元件920,侧壁912至少部分地包围构建腔室914,构建平台120定位于构建腔室914以内,多个加热元件920布置在构建腔室914周围。构建平台120配置成联接到增材制造设备100的提升系统800。可以运用构建贮器124a的加热元件920而在分布于构建平台120上的构建材料上沉积后续层粘合剂材料的同时固化多层沉积的粘合剂材料,如文中将会进
一步详细描述的。
333.仍参考图16,构建平台120的位置能够在竖直方向上(即,图中描绘的坐标轴线的 /-z方向)在构建腔室914以内可滑动地调整,在向上竖直方向上(即,在图中描绘的坐标轴线的 z方向上),从构建腔室914的底部970附近的较低位置到与构建腔室914的底部970间隔开的多个较高位置中的一个,以及从多个较高位置中的一个到较低位置。
334.如文中描述的,壳体910包含至少部分地包围构建腔室914的侧壁912。文中使用的短语“至少部分地包围”意指侧壁912在至少一侧界定构建腔室914。例如,在图16中描绘的实施例中,侧壁912至少界定构建腔室914的竖直侧(即,构建腔室在图中描绘的坐标轴线的 /-z方向上延伸的两侧)。在该实施例中,侧壁912的水平横截面(也即,与图中描绘的坐标轴线的xy平面平行的平面中的横截面)例如可以是包围构建腔室914的方形。在实施例中,侧壁912的水平横截面可以是矩形、圆形或卵形、或者适合的任何其他横截面形状。
335.构建贮器124a的壳体910和侧壁912可以由例如但不限于金属或金属合金构设而成。作为非限制性示例,金属或金属合金可以包含铝或铝合金、钢、铜或铜合金、镍或镍合金、青铜或者其组合。
336.现在参考图16和图18,构建贮器124a可以包含多个加热元件920,如文中注明的。多个加热元件920可以有助于向构建腔室914供给热量,以便于固化沉积在分布于构建腔室914以内的构建平台120上的构建材料400上的粘合剂材料500。在常规的粘合剂喷射增材制造处理中,在粘合剂材料完全固化之前,构设的物体从构建腔室中移除并且置放在分离的罩壳中,诸如烘箱等等,以便于或完成固化。从增材制造设备移除物体并将其重新确位到分离的设备构成生产处理中的附加步骤,增加停机时间并且减小效率和生产力。进一步,从设备移除未固化的物体会在操控期间潜在地对物体造成伤害,特别是顾及到粘合剂材料可能未固化或未充分固化。在文中描述的实施例中,为解决这些问题,多个加热元件920包括在构建贮器124a中,使得并入构建物体中的粘合剂材料可以在增材制造处理期间固化在构建贮器124a以内。
337.在实施例中,多个加热元件920可以布置在侧壁912的外部表面913上,如图18中描绘及文中进一步详细描述的。作为替代实施例,多个加热元件920可以布置在侧壁912以内,如图16中描绘的。在又其他实施例(未描绘)中,多个加热元件920可以布置在侧壁912的外部表面913上和侧壁912以内两者。多个加热元件920可以定位成便于粘合剂材料的固化,如先前描述的,因为物体以分层方式构建。在实施例中,可以独立地控制多个加热元件920,以生成从构建腔室914的底部970到构建腔室914的顶部978的温度梯度。
338.在实施例中,构建平台120可以构设成向构建腔室914供给热量和/或补充加热。例如,在实施例中,构建平台120在构建平台120的厚度中可以包含通道或孔道,并且加热元件920可以布置在通道或孔道以内,如图16中描绘的。在一些实施例(未描绘)中,可选地,多个加热元件920可以定位于构建平台120的顶表面中,和/或,固定到构建平台120的顶表面974。在实施例(未描绘)中,可选地,多个加热元件920可以定位于构建平台120的底表面976中,和/或,固定到构建平台120的底表面976。附加地或替代地,构建平台120可以在构建平台120的顶表面974和/或构建平台120的底表面976中包含通道(未描绘),并且加热元件可以布置在通道以内。
339.在实施例中,可选地,多个加热元件920可以布置在提升系统800的加热台板810的
顶表面814上,如图16中描绘地布置在加热台板810的厚度以内,布置在加热台板810的顶表面814中,或者其任何组合。在这些实施例中,当构建贮器124定位于提升系统800的构建加热台板810上时,来自与加热台板810关联的加热元件920的热量可以传导到构建贮器124,并到构建腔室914中。
340.在文中描述的实施例中,加热元件920可以具有一个或多个形成因素。例如但不限于,多个加热元件920可以是电阻加热器、筒式加热器、加热电缆、加热带,或者其各种组合。
341.仍参考图16和图18,在实施例中,多个加热元件920可以排布在构建腔室914周围的加热区926中。每个加热区926可以包含一个或多个加热元件920,如先前描述的。加热区926可以包括定位于侧壁912上的加热元件920、定位于构建平台120上或中的加热元件920、和/或定位于加热台板810上或中的加热元件920。在实施例中,每个加热区926可以在竖直方向上与邻近加热区926间隔开,如图18中描绘的。形成加热区926的加热元件920可以排布在构建贮器124a的构建腔室914周围的水平带中(如图18中描绘的)。在实施例中,定位于侧壁912上或中的加热元件920可以形成区别加热区926,定位于构建平台120上或中的加热元件920可以形成另一区别加热区926,并且定位于加热台板810上或中的加热元件920可以形成又一区别加热区926。替代地或附加地,定位于侧壁912上或中的加热元件920可以形成若干区别加热区926,定位于构建平台120上或中的加热元件920可以形成另一区别加热区926,并且定位于加热台板810上或中的加热元件920可以形成又一区别加热区926。替代地或附加地,在实施例中,定位于构建平台120上或中的加热元件920可以形成若干区别加热区926。
342.在实施例中,构建贮器124a可以进一步包含排布在构建腔室914周围的多个温度感测器922。在实施例中,温度感测器922可以布置在侧壁912的外部表面913上。替代地,温度感测器922可以布置在侧壁912以内。在构建贮器124a包含布置在构建平台120上或中的加热元件920的实施例中,构建贮器124a可以在构建平台120上或中进一步包含温度感测器922。在构建贮器124a包含布置在加热台板810上或中的加热元件920的实施例中,构建贮器124a可以在加热台板810上或中进一步包含温度感测器922。
343.在实施例中,温度感测器922可以联接到多个加热元件920的各个加热元件。在实施例中,两个温度感测器922可以联接到多个加热元件920的各个加热元件。在这种实施例中,温度感测器可以定位成使得构建腔室914的直径(或宽度)定位于温度感测器922之间。
344.作为非限制性示例,多个温度感测器922可以包含电阻温度检测器。在实施例中,温度感测器922可以检测多个加热元件920的热量输出,可以检测构建腔室914的温度,或者两者。
345.现在参考图16和图22,在一些实施例中,构建贮器124a包含布置在构建平台120和侧壁912的内部表面915之间的密封件930。密封件930可以防止先前描述的构建材料和/或粘合剂材料经过构建平台120和侧壁912之间。密封件930可以能够抵靠侧壁912滑动,使得构建平台120可以在竖直方向上在构建腔室914以内致动,如先前描述的。此外,密封件930可以是可压缩和可恢复的,从而允许构建贮器124a和/或构建平台120随着温度波动而扩展和收缩,同时仍保持密封。
346.在实施例中,密封件930可以包括芯部分932和包封部分934。在实施例中,包封部分934至少部分地包围芯部分932。在实施例中,芯部分932可以包括聚四氟乙烯,并且包封
部分934可以包括纤维材料。例如,在实施例中,芯部分932可以包含编织的聚四氟乙烯填料密封件。然而,应当理解,其他材料可以使用于芯部分932,包括但不限于viton
tm
密封件等等。在实施例中,包封部分934的纤维材料可以是羊毛毡密封件。然而,应当理解,其他材料可以使用于包封部分934,包括但不限于由其他纤维材料等等构设而成的毛毡密封件。
347.在实施例中,构建平台120可以包含形成在构建平台120的边缘中的密封座936。密封件930可以定位于密封座936中,使得密封件930布置在构建平台120和侧壁912的内部表面915之间。在实施例中,设备100进一步包括包围密封座936的至少一部分的密封框架938。在实施例中,密封框架938可以凹入构建平台120的顶表面974中(如图16中描绘的),使得密封框架938形成构建平台120的顶表面的一部分。密封框架938和构建平台120的该配置允许密封件930被维修和/或更换,而不从构建贮器124a去除构建平台120。在构建平台120包含密封框架938的实施例中,密封框架938可以由金属或金属合金构设而成。作为非限制性示例,金属或金属合金可以包含铝或铝合金、钢、铜或铜合金、镍或镍合金、青铜或者其组合。
348.在替代实施例(未描绘)中,构建平台120可以在构建平台120的顶表面974和底表面976之间的构建平台120的周边中包含凹槽。在该实施例中,密封件930可以布置在凹槽中,使得密封件定位于构建平台120与构建贮器124a的侧壁912的内部表面915之间。
349.现在参考图16和图23a至图23b,构建平台120的底表面976可以进一步包含连接器990,用于将构建平台120联接到提升系统800的加热台板810。连接器可以包含过盈配合连接器、气动连接器、电磁联接器、平行槽连接器或者其组合。在连接器990是气动连接器的实施例中,连接器990可以包含配对连接器,诸如公连接器991和母连接器992,如图23a中描绘的。在这种实施例中,加压空气可以向上推动公连接器991以内的销993,如由箭头996指示的,以接触滚珠轴承994的内部分998。然后,滚珠轴承994水平地延伸,如由箭头997指示的,而公连接器991被推动到母连接器992中,如由箭头999指示的。然后,滚珠轴承994搁放在母连接器992以内的棘爪995上面,如图23b中描绘的。在实施例中,构建平台120的底表面976可以包含公连接器991或母连接器992,并且提升系统800可以包括对应的连接器,其中公连接器991和母连接器992彼此对应。
350.再次参考图16,在实施例中,构建贮器124a的壳体910可以包含在侧壁912的顶部972附近从侧壁912延伸的凸缘940。凸缘940可以在增材制造设备100内支撑构建贮器124a。例如,构建贮器124a可以通过凸缘940悬挂在设备100内。
351.参考图17和图24a至图24c,在实施例中,构建贮器124a可以进一步包含定位于凸缘940上、侧壁912上或者两者的多个提升点942。提升点942可以便于构建贮器124a的提升和降低。在实施例中,构建贮器124a可以从第一位点a提升,以使构建贮器124a移动到第二位点b,如图24a至图24c中描绘的。作为非限制性示例,构建贮器124a可以由叉车、提升箱、托盘搬运车、绞盘或其组合提升。当构建贮器124a由叉车提升时,可以运用叉车的叉臂944利用提升点942来提升和降低构建贮器124a,如图24a至图24b中描绘的。然后,叉车可以使构建贮器124a传输到位点b,如图24c中描绘的。作为非限制性示例,位点a和位点b可以包括设备100、固化站或去粉站1150(图28)。固化站可以是与设备100分离的罩壳,其中可以置放构建贮器124a,以在固化温度下固化构建贮器124a内的物体。例如,构建贮器124a可以包含联接到加热元件920和可选的温度感测器922的电气连接器(文中进一步详细描述)。在构建操作期间,加热元件920和温度感测器922可以利用电气连接器被联接到控制系统200(图6)
和增材制造设备100的电源。在构建操作完成之后,电气连接器与控制系统200和增材制造设备100的电源断开,移动到固化站,并重新联接到固化站的控制系统和/或电源,以完成固化。去粉站1150可以是与设备100分离的位点,其中可以置放构建贮器124a,以从构建贮器124a去除多余构建材料和/或固化构建贮器124a内的物体。在构建操作完成之后,电气连接器与控制系统200和增材制造设备100的电源断开,移动到去粉站,并重新联接到去粉站的控制系统和/或电源,以完成固化和去粉。
352.在实施例中,多个提升点942中的每个提升点可以包含从凸缘940、侧壁912或两者延伸的把手。例如但不限于,把手可以是附接到凸缘940的倒u形构件或附接到凸缘940的倒l形构件。替代地,把手可以是附接到侧壁912的c形构件。替代地,多个提升点942中的每个提升点包含从侧壁912延伸的提升凸缘。例如但不限于,提升凸缘可以包含从侧壁912垂直地延伸的杆。替代地,提升凸缘可以包含附接到侧壁912的l形构件。
353.再次参考图16和图17,构建贮器124a可以进一步包含盖子950。在实施例中,盖子950至少部分地包围构建腔室914。盖子950可以定位于侧壁912的顶部972附近。在实施例中,盖子950可以与在侧壁912的顶部972附近从侧壁912延伸的凸缘940齐平。盖子950可以防止先前描述的构建材料在构建操作完成之后离开构建腔室914,诸如当构建贮器124a从增材制造设备100移除用于去粉时。在实施例中,在构建贮器124a在设备100、固化站与/或去粉站之间移动期间,盖子950可以防止构建材料离开构建腔室914。替代地或附加地,盖子950可以在固化期间有助于热绝缘构建腔室914,和/或,盖子950可以防止热量从构建腔室914泄漏。就这点,盖子950可以包含绝缘件。在实施例中,盖子可以包含把手952,以便于容易访问构建贮器124a的构建腔室914。在实施例中,把手952可以是附接到盖子950的倒u形构件。盖子950可以包含金属或金属合金。作为非限制性示例,金属或金属合金可以包含铝或铝合金、钢、铜或铜合金、镍或镍合金、青铜或者其组合。
354.现在参考图18,在实施例中,构建贮器124a的侧壁912的外部表面913可以包含凹槽916。在这些实施例中,多个加热元件920可以定位于凹槽916中。在实施例中,凹槽916可以形成到侧壁912的外部表面913中,诸如通过机加工等等。替代地或附加地,凹槽916可以通过使材料条带固定到侧壁912的外部表面913而形成。凹槽916例如可以有助于使加热元件920对准和/或附接在侧壁912的外部表面913上。凹槽916例如还可以有助于使邻近加热元件920彼此热隔离,借此改进相对于构建腔室914建立和维持温度梯度的能力。
355.虽然图18将构建贮器124a的侧壁912的外部表面913描绘为包含凹槽916,但是,应当理解,凹槽是可选的,在一些实施例中,构建贮器124a构设为在构建贮器124a的侧壁912中没有凹槽916。在实施例中,每个凹槽916可以包含在凹槽916内的一套加热元件920。而且,在实施例中,每个凹槽916内的每一套加热元件920可以形成分离的加热区926。
356.仍参考图18,在一些实施例中,构建贮器124a可以进一步包含固定到侧壁912的外部表面913的至少一个封盖960(图18中描绘的一个),使得多个加热元件920布置在封盖960和侧壁912的外部表面913之间。封盖960可以包含金属或金属合金。作为非限制性示例,金属或金属合金可以包含铝或铝合金、钢、铜或铜合金、镍或镍合金、青铜或者其组合。构建贮器124a可以进一步包含定位于封盖960和多个加热元件920之间的绝缘件962。绝缘件962可以包含例如但不限于耐火陶瓷材料,诸如氧化铝板或氧化铝纤维、玻璃纤维、矿棉、纤维素、天然纤维、聚苯乙烯、聚异氰脲酸酯、聚氨酯、脲醛泡沫、酚醛泡沫、水泥泡沫或者这些的组
合。在水泥泡沫的情况下,水泥泡沫可以包括硅酸镁、氧化镁或两者。不打算受理论约束,封盖960(带有或没有绝缘件)可以有助于维持构建腔室914内的热量,并且可以保护多个加热元件920免受损坏,诸如在构建贮器124a的操控期间。
357.构建贮器124a的壳体910可以进一步包括多个保持凸耳980,如图19中描绘的。多个保持凸耳980可以从构建贮器124a的侧壁912延伸到在侧壁912的底部附近的构建腔室914中。当构建平台120在先前描述的较低位置时,构建平台120可以被安放在多个保持凸耳980上。多个保持凸耳980可以防止构建平台120下降到构建腔室914的底部970下面。
358.参考图16-图18,多个加热元件920可以通信地联接到至少一个电气连接器924,如文中描述的。至少一个电气连接器924可以布置在侧壁912的外部表面913上。在一些实施例中,至少一个电气连接器924向多个加热元件920供电。在实施例中,至少一个电气连接器924可以从构建贮器124a传送指示构建贮器124a的侧壁912的温度的电气信号。具体地,在实施例中,温度感测器922可以通信地联接到布置在侧壁912的外部表面913上的至少一个电气连接器924。在一些实施例中,电气连接器924向温度传感器922供电,并且从构建贮器124a传送电气信号。
359.在实施例中,电气连接器924还可以便于构建贮器124a的便携性。例如,电气连接器924可以连接到电源,而不管构建贮器124a是否在设备100内。在实施例中,当构建贮器124a在设备100内时,当构建贮器124a在先前描述的固化站处时,或者当构建贮器124a在先前描述的去粉站时,电气连接器924可以连接到电源。
360.参考图16,在文中描述的实施例中,增材制造设备100可以进一步包含提升系统800,提升系统800可去除地联接到构建平台120,以当构建贮器124a布置在增材制造设备100中时,便于构建平台120在竖直方向上的移动。在实施例中,提升系统800可以包含加热台板810和多个加热元件920,如文中描述的。加热台板810可以联接到构建平台致动器122的上端。
361.当提升系统800利用先前描述的连接器990(图23a至图23b)联接到构建平台120时,加热台板810热联接到构建平台120,诸如通过接近联接。具体地,当提升系统800联接到构建平台120时,构建平台120的底部表面可以与加热台板810的上表面接触。利用与加热台板810可操作地关联的加热元件920,加热台板810可以向构建平台120供给热量和/或补充加热,如文中描述的。加热台板810可以由例如但不限于金属或金属合金构设而成。作为非限制性示例,金属或金属合金可以包含铝或铝合金、钢、铜或铜合金、镍或镍合金、青铜或者其组合。
362.在图16中示出的实施例中,构建平台致动器122包含联接到马达804的滚珠丝杠802。构建平台致动器122可以进一步包含将滚珠丝杠802联接到马达804的电枢的传动连杆806,使得滚珠丝杠802可旋转地联接到马达804的电枢。传动连杆806可以是例如但不限于皮带、链条等等。在实施例中,马达的电枢旋转,借此驱动传动连杆806。传动连杆806进而可以旋转滚珠丝杠802,借此推进构建平台致动器122。然而,应当理解,其他实施例是可以设想的,并且是可以的。
363.虽然图16描绘带有构建平台致动器122的提升系统800包含利用传动连杆806联接到马达804的滚珠丝杠802的实施例,但是,应当理解,构建平台致动器122的其他实施例是可以设想的,并且是可以的,诸如先前参考图2中示出的构建平台致动器122描述的那些。
364.在文中描述的实施例中,提升系统800可以进一步包含联接到加热台板810的多个竖向导向件820。多个竖向导向件820在竖直方向(即,与图中的坐标轴线的 /-z方向平行的方向)上延伸,并且在水平方向(即,与图中描绘的坐标轴线的 /-x方向平行的方向)上彼此间隔开。提升系统800可以包括单个竖向导向件(未描绘)或若干竖向导向件820,如图16中描绘的。竖向导向件820的水平横截面(即,图中描绘的坐标轴线的y-x平面中的横截面)可以是圆形或卵形的。然而,应当理解,其他实施例是可以设想的,并且是可以的。在构建平台120通过构建平台致动器122在构建贮器124a内在较低位置和多个较高位置之间致动时,竖向导向件820可以维持构建平台120的取向。
365.在实施例中,提升系统800可以包括感测器,用于确定加热台板810、构建平台120或两者的位置。例如,提升系统800可以包括加热台板位置感测器840,用于检测加热台板810的竖直位置。加热台板位置感测器840可以定位于提升系统800的下端860附近,在一些实施例,包括限位开关。在实施例中,限位开关可以包含电容限位开关、电感限位开关、光电限位开关、机械限位开关或者其组合。加热台板位置感测器840可以通信地联接到控制系统200,使得控制系统200接收指示加热台板810的位置的电气信号。控制系统200可以运用这些信号来控制加热台板810(以及附接到加热台板810的构建平台120)在构建贮器124a内的定位。
366.提升系统800可以进一步包括构建平台位置感测器850,用于检测构建平台120的竖直位置。在一些实施例中,构建平台位置感测器850可以包括电感限位开关。在实施例中,限位开关可以包含电容限位开关、电感限位开关、光电限位开关、机械限位开关或者其组合。构建平台位置感测器850可以通信地联接到控制系统200,使得控制系统200接收指示构建平台120的位置的电气信号。控制系统200可以运用这些信号来控制构建平台120在构建贮器124a内的定位。
367.尽管文中在构建贮器124a的背景下描述提升系统800,但是,应当理解,增材制造设备100可以包括可去除地联接到供给贮器134(图2)的相似提升系统800。
368.参考图16和图20,示意性地描绘控制系统200的另一部分,用于控制图6的增材制造设备100。控制系统200可以通信地联接到构建平台致动器122、多个加热元件920、温度感测器922、加热台板位置感测器840和构建平台位置感测器850。
369.在文中描述的实施例中,控制系统200的处理器202配置成向构建平台致动器122、多个加热元件920和温度感测器922提供控制信号(并且借此致动)。控制系统200还可以配置成从多个加热元件920、温度感测器922、加热台板位置感测器840和构建平台位置感测器850接收信号,并且基于这些信号来致动构建平台致动器122和/或多个加热元件920。
370.在实施例中,加热台板位置感测器840通信地联接到文中描述的控制系统200。加热台板位置感测器840可以向控制系统200提供反馈信号,以停止致动提升系统800。加热台板位置感测器840可以检测加热台板810的位置,以确保加热台板810和构建平台120不在提升系统800的下端860下面致动,以避免损坏设备100。
371.在实施例中,构建平台位置感测器850通信地联接到文中描述的控制系统200。构建平台位置感测器850可以向控制系统200提供反馈信号,以停止致动提升系统800。构建平台位置感测器850可以检测构建平台120的位置,以确保构建平台120和加热台板810不在提升系统800的下端860附近的下限下面致动,以避免损坏设备100。
372.参考图18和图20,如先前声明的,多个加热元件920可以排布在加热区926中。在实施例中,加热元件920的每个加热区926能够由控制系统200独立地致动。能够独立致动的加热区926意指,控制系统200可以独立于任何其他加热区926,将加热元件920的每个加热区926加热到特定温度。例如但不限于,当每个加热区926在竖直方向上与邻近加热区926间隔开并且每个加热区926排布在侧壁912上的水平带中(如图18中描绘的)时,可以致动加热区926,以在构建腔室914内建立温度梯度。而且,由定位于构建平台120和加热台板810上的加热元件920形成的加热区920可以由控制系统200致动,以建立或有助于温度梯度。
373.在实施例中,定位在构建腔室914周围的多个加热元件920可以形成两个区别加热区926,具体地,加热区926a和加热区926b(如图18中描绘的)。在这种实施例中,两个区别加热区926a和926b可以由控制系统600独立地致动。在实施例中,两个区别加热区926a和926b可以彼此竖直地间隔布置,并且可以包含加热元件920的水平带(如图18中描绘的)。替代地或附加地,构建贮器124a可以包含彼此水平地间隔并且包含加热元件920(未描绘)的竖直带的两个区别加热区926a和926b。在实施例中,两个区别加热区926a和926b可以重复,并且形成竖直地交替的加热区926a和926b,或者形成水平地交替的加热区926a和926b。
374.在实施例中,遵循先前关于两个区别加热区926(926a和926b)描述的逻辑,可以设想,定位于构建贮器124a上的多个加热元件920可以形成三个以上的区别加热区926(926a、926b、926c等等)。这些区别加热区可以形成块状分组或交替分组。
375.现在将具体参考图16、图20和图21a至图21c进一步详细描述构建贮器124a的操作。如先前参考的,描述增材制造设备100的操作时,文中将具体参考构建材料400和粘合剂材料500。应当理解,构建贮器124a的以下操作可以连同上文参照图2和图7a至图7d描述的操作增材制造设备100的方法一起使用。
376.初始时参考图21a,描绘在热固化处理发起时的构建贮器124a。热固化处理可以以在构建平台120上沉积构建材料400和粘合剂材料500(如描绘的)开始,或者,作为非限制性示例,可以在构建材料400和粘合剂材料500沉积期间开始,诸如在重涂头包含文中描述的能量源的实施例中。
377.在图21a中,在构建平台120上沉积构建材料400和粘合剂材料500,如先前描述的。构建材料400和粘合剂材料500沉积在竖直地间隔在轴线d上面的构建腔室914的沉积区块917中的构建平台120上,轴线d与设备100的工作轴线116(图2)平行。轴线d表示从构建腔室914的沉积区块917到构建腔室914的固化区块918的转换。构建腔室914的沉积区块917竖直地确位在构建腔室914的固化区块918上面(即,在图中描绘的坐标轴线的 z方向上)。虽然文中将轴线d描述为从固化区块918勾画沉积区块917,但是,应当理解,粘合剂材料500的一些固化可以在沉积区块917中进行,诸如当粘合剂材料500暴露于联接到例如但不限于重涂头的能量源时。
378.在沉积以前,和/或在构建材料400和粘合剂材料500的沉积期间,构建腔室914的沉积区块917可以被预热到预热温度。例如,在一些实施例中,在构建材料400和粘合剂材料500的沉积以前,构建腔室914的沉积区块917可以被预热到预热温度。构建腔室914的沉积区块917可以使用先前描述的多个加热元件920中的任一个来预热。在一些实施例中,利用定位于构建腔室914周围和/或构建平台120下面的多个加热元件920来实现预热。
379.如先前声明的,多个加热元件920可以排布在加热区中,其中,每个加热区能够由
控制系统200(图20中描绘)独立地致动。在实施例中,竖直地定位于轴线d上面的多个加热元件920中的各个加热元件可以是与竖直地定位于轴线d下面的多个加热元件920的各个加热元件不同的加热区的部分。因此,竖直地定位于轴线d上面的多个加热元件920的各个加热元件可以被致动,以将构建腔室914的沉积区块917预热到预热温度,而竖直地定位于轴线d下面的多个加热元件920的各个加热元件不能被致动,或者,可以被致动到与竖直地定位于轴线d上面的加热元件不同的温度。
380.如果预热温度太低,则粘合剂材料趋于渗入并扩散到粉末材料中。如果预热温度太高,则粘合剂材料可以变得太干,进而削弱零件。由此,在文中描述的实施例中,预热温度可以小于或等于100℃、小于或等于90℃、小于或等于80℃、小于或等于75℃、小于或等于70℃、小于或等于65℃、小于或等于60℃、小于或等于55℃、小于或等于50℃、小于或等于到40℃或者甚至小于或等于30℃。在一些实施例中,预热温度的范围可以从25℃到130℃、从30℃到100℃、从40℃到100℃、从50℃到100℃、从55℃到100℃、从60℃到100℃、从65℃到100℃、从70℃到100℃、从75℃到100℃、从80℃到100℃、从90℃到100℃、从30℃到90℃、从40℃到90℃、从50℃到90℃、从55℃到90℃、从60℃到90℃、从65℃到90℃、从70℃到90℃、从75℃到90℃、从80℃到90℃、从30℃到80℃、从40℃到80℃、从50℃到80℃、从55℃到80℃、从60℃到80℃、从65℃到80℃、从70℃到80℃、从75℃到80℃、从30℃到75℃、从40℃到75℃、从50℃到75℃、从55℃到75℃、从60℃到75℃、从65℃到75℃、从70℃到75℃、从30℃到70℃、从40℃到70℃、从50℃到70℃、从55℃到70℃、从60℃到70℃、从65℃到70℃、从30℃到65℃、从40℃到65℃、从50℃到65℃、从55℃到65℃、从60℃到65℃、从30℃到60℃、从40℃到60℃、从50℃到60℃、从55℃到60℃、从30℃到55℃、从40℃到55℃或者从50℃到55℃。
381.例如,当粘合剂材料是水基粘合剂材料时,可以使用前述预热温度。由此,应当理解,对于不同的粘合剂材料(诸如非水基粘合剂材料),可以使用不同的预热温度。
382.如先前描述的,在定位于构建腔室914内的构建平台120上分布一层构建材料400,然后在一层构建材料400上沉积一层粘合剂材料500之后,构建平台120的位置可以在向下竖直方向上调整,如图21b中描绘的。可以调整构建平台120的位置,使得先前沉积在构建平台120中的构建材料400和粘合剂材料500的一部分在构建腔室914的固化区块918内。具体地,可以通过利用构建平台致动器122在向下竖直方向上(即,在图中描绘的坐标轴线的-z方向上)致动构建平台120来调整构建平台120,如由箭头42指示的,以定位在构建腔室914的固化区块918内的构建材料400和粘合剂材料500的一部分。
383.构建腔室914的固化区块918可以加热到固化温度,以固化在构建腔室914的固化区块918内的构建材料400和粘合剂材料500的一部分。在实施例中,固化温度可以大于预热温度。可以使用先前描述的多个加热元件920中的任一个来加热构建腔室914的固化区块918。在一些实施例中,利用定位于构建腔室914周围和/或构建平台120下面的多个加热元件920来实现加热。
384.如先前声明的,在实施例中,竖直地定位于轴线d上面的多个加热元件920中的各个加热元件可以是与竖直地定位于轴线d下面的多个加热元件920中的各个加热元件不同的加热区的部分。因此,竖直地定位于轴线d下面的多个加热元件920中的各个加热元件可以被致动,以将构建腔室914的固化区块918加热到固化温度,而竖直地定位于轴线d上面的多个加热元件920中的各个加热元件可以不被致动,或者,可以被致动成将构建腔室914的
沉积区块917预热到预热温度。
385.固化温度(即,构建腔室914的固化区块918加热到的温度)的范围可以从40℃到300℃、从50℃到300℃、从70℃到300℃、从100℃到300℃、从130℃到300℃、从150℃到300℃、从175℃到300℃、从200℃到300℃、从225℃到300℃、从250℃到300℃、从40℃到250℃、从50℃到250℃、从70℃到250℃、从100℃到250℃、从130℃到250℃、从150℃到250℃、从175℃到250℃、从200℃到250℃、从225℃到250℃、从40℃到225℃、从50℃到225℃、从70℃到225℃、从100℃到225℃、从130℃到225℃、从150℃到225℃、从175℃到225℃、从200℃到225℃、从40℃到200℃、从50℃到200℃、从70℃到200℃、从100℃到200℃、从130℃到200℃、从150℃到200℃、从175℃到200℃、从40℃到175℃、从50℃到175℃、从70℃到175℃、从100℃到175℃、从130℃到175℃、从150℃到175℃、从40℃到150℃、从50℃到150℃、从70℃到150℃、从100℃到150℃、从130℃到150℃、从40℃到130℃、从50℃到130℃、从70℃到130℃、从100℃到130℃、从40℃到100℃、从50℃到100℃或者从70℃到100℃。
386.参考图18和图21a至图21c,如先前论述的,加热元件920可以排布成能够独立致动的加热区926。在实施例中,加热区926可以排布成在构建腔室914内形成温度梯度,其中构建腔室914的顶部978加热到预热温度,并且构建腔室914的底部970加热到固化温度。在实施例中,加热区926可以排布成在构建腔室914内形成温度梯度,其中轴线d上面的构建腔室914加热到预热温度,并且轴线d下面的构建腔室914加热到固化温度。例如但不通过限制的方式,定位于轴线d上面的加热元件920可以形成区别加热区,并且可以不加热到大于预热温度。附加地或替代地,定位于轴线d下面的加热元件920可以形成区别加热区,并且可以加热到大于预热温度。在实施例中,轴线d下面的加热元件920可以加热到固化温度,以便于粘合剂材料500的固化。在实施例中,定位于轴线d下面的加热元件920可以操作成生成从轴线d到构建腔室914的底部970增加的温度梯度。
387.现在参考图21c,构建周期可以再次开始于新一层构建材料400和新一层粘合剂材料500分布在构建平台120上并且在固化区块上方的沉积区块917内。
388.在实施例中,在热固化处理期间,可以检测固化区块918的温度。如先前描述的,控制系统可以通过使用温度感测器来检测构建腔室914的固化区块918的温度。在一些实施例中,构建腔室914的固化区块918的固化温度可以基于检测到的固化区块918的温度来调整。不受理论约束,构建腔室914的固化区块918的固化温度可以依据构建平台120的热导率、壳体910的侧壁912的热导率和/或加热台板810的热导率来调整。
389.进一步,在一些实施例中,固化区块918以内的温度可以随着构建操作进行而调整。例如,轴线d与构建腔室914的底部970之间的温度梯度可以随着构建操作进行而减少,使得构建腔室914内的温度在构建腔室914的底部970处与在轴线d处相同。
390.如文中注明的,构建贮器124a及用于使用构建贮器124a的方法可以连同文中描述的增材制造设备的一个或多个实施例一起使用,包括文中参照图7a至图7d描述的操作增材制造设备的方法。
391.前面的描述包括增材制造设备的部件及用于使用该增材制造设备的部件的方法的各种实施例。应当理解,这些部件的各种组合可以包括在增材制造设备中,并且排布在(或联接到)支撑底架中。
392.参考图25和图26,举例而言,示意性地描绘包含支撑底架1002的增材制造设备
100。虽然文中具体提及支撑底架作为增材制造设备100的部件,但应当理解,支撑底架1002可以连同文中描述的增材制造设备的任何实施例一起使用。支撑底架1002大体包含一对下水平支撑构件1003a、1003b,一对上水平支撑构件1004a、1004b和多对竖直支撑构件1006a、1006b(图26中描绘一对)。下水平支撑构件1003a在水平面中的侧向方向上与下水平支撑构件1003b间隔开(即,下水平支撑构件1003a在与图中描绘的坐标轴线的y-z平面平行的平面中的 /-y方向上与下水平支撑构件1003b间隔开)。相似地,上水平支撑构件1004a在水平面中的侧向方向上与上水平支撑构件1004b间隔开(即,上水平支撑构件1004a在与图中描绘的坐标轴线的y-z平面平行的平面中的 /-y方向上与上水平支撑构件1004b间隔开)。一对上水平支撑构件1004a、1004b在竖直方向(即,图中描绘的坐标轴线的 /-z方向)上与一对下水平支撑构件1003a、1003b间隔开。顶面板1001(图26)在一对上水平支撑构件1004a、1004b之间延伸。相似地,地板面板1005(图26)在一对下水平支撑构件1003a、1003b之间延伸。
393.多对竖直支撑构件1006a、1006b在一对下水平支撑构件1003a、1003b和一对上水平支撑构件1004a、1004b之间延伸,并且联接到一对下水平支撑构件1003a、1003b和一对上水平支撑构件1004a、1004b,如图25和图26中描绘的。多对竖直支撑构件1006a、1006b将由支撑底架1002包围的体积分段成多个台室,具体地,构建台室1020、重涂台室1040、和打印台室1050。在文中描述的实施例中,构建台室1020沿着增材制造设备100的工作轴线116(图2)定位于重涂台室1040和打印台室1050之间。文中将会进一步详细描述构建台室1020、重涂台室1040和打印台室1050中的每一个。
394.仍参考图25和图26,支撑底架1002进一步包含在由支撑底架1002所限定的体积内的多对竖直支撑构件1006a、1006b支撑的工作表面1010。工作表面1010大体是水平的(即,与图中描绘的坐标轴线的x-y平面平行),并且延伸通过构建台室1020、重涂台室1040和打印台室1050中的每一个。工作表面1010将构建台室1020、重涂台室1040和打印台室1050中的每一个分段成上隔间1022、1042、1052和下隔间1024、1044、1054。在文中描述的实施例中,致动器组件(图25和图26中未描绘)定位于工作表面1010上,并且从打印台室1050的上隔间1052通过构建台室1020的上隔间1022延伸到重涂台室1040的上隔间1042中,使得与致动器组件关联的打印头和重涂头能够沿着工作轴线116(图2)在增材制造设备100的工作表面1010的部分上横穿。
395.在文中描述的实施例中,定位于打印台室1050和构建台室1020之间的一对竖直支撑构件1006a、1006b以及定位于打印台室1050和构建台室1020之间的一对竖直支撑构件1006a、1006b每个包含隔板1007。参考图26,举例而言,示意性地描绘通过图25的线26-26的增材制造设备100的横截面。如图26中描绘的,隔板1007在竖直方向(即,图中描绘的坐标轴线的 /-z方向)上从工作表面1010延伸到地板面板1005,并且在侧向方向上(即,图中描绘的坐标轴线的 /-y方向)从竖直支撑构件1006a延伸到竖直支撑构件1006b。诸如利用粘合剂、机械密封件、焊接或者其组合,隔板1007被密封到工作表面1010、地板面板1005和竖直支撑构件1006a、1006b。相似地,另一隔板排布在将构建台室1020和打印台室1050分离的竖直支撑构件1006a、1006b之间。隔板1007连同工作表面1010、地板面板1005和构建贮器124(当安设在构建台室1020中时)一起,将构建台室1020的下隔间1024与增材制造设备100的邻近隔间隔离,这进而有助于容纳布置在构建贮器124中的松散构建材料。
396.现在参考图25,在实施例中,增材制造设备100的支撑底架1002可以进一步包含高压电源柜1016和低压电源柜1018。在实施例中,高压电源柜1016定位于支撑底架1002的第一端1012上,并且低压电源柜1018定位于支撑底架1002的与第一端1012相反的第二端1014上。高压电源柜1016容置在120伏以上的电压下操作的电源及关联电子器件,诸如给增材制造设备100的马达、加热器、风扇等供电的电源及关联电子器件。低压电源柜1018容置在小于120伏的电压下操作的电源及关联电子器件,诸如给增材制造设备100的控制系统、泵、感测器等供电的电源及关联电子器件。将高压电源柜1016与低压电源柜1018分离避免了由于在较高电压下操作的电源及关联电子器件所产生的磁场造成的对在较低电压下操作的敏感电子部件(诸如控制单元、感测器、泵等)的电磁干扰(和潜在损坏)。
397.再次参考图25和图26,在实施例中,联接到高压电源柜1016中的高压电源线和联接到低压电源柜1018中的低压电源线还可以在物理上分离,以避免电磁干扰。例如,在实施例中,支撑底架1002可以进一步包含在图中描绘的坐标轴线的 /-x方向上沿着支撑底架1002的长度(或长度的至少一部分)延伸的线缆桥架1008a、1008b、1008c、1008d。例如,支撑底架1002可以包含前部1011和背部1013。线缆桥架1008a、1008c可以定位于支撑底架1002的前部1011附近(即,远隔支撑底架1002的背部1013),并且线缆桥架1008b、1008d可以定位于支撑底架1002的背部1013附近。在实施例中,线缆桥架1008a、1008b、1008c、1008d可以确位在支撑底架1002的顶部附近(即,在顶面板1001附近并且远隔底板面板1005),和/或,支撑底架1002的底部附近(即,在底板面板1005附近并且远隔顶面板1001)。例如,在图26中描绘的实施例中,线缆桥架1008a、1008b定位于支撑底架1002的顶部附近,而线缆桥架1008c、1008d定位于支撑底架1002的底部附近。
398.在实施例中,引导低压电源线路1026在支撑底架1002的前部1011处通过线缆桥架1008a、1008c,并且引导高压电源线路1028在支撑底架1002的背部1013处通过线缆桥架1008b、1008d,如图26中描绘的。在替代实施例(未描绘)中,可以引导低压电源线路1026在支撑底架1002的背部1013处通过线缆桥架1008b、1008d,并且可以引导高压电源线路1028在支撑底架1002的前部1011处通过线缆桥架1008a、1008c。作为另一替代,可以引导低压电源线路1026在支撑底架1002的底部处通过线缆桥架1008c、1008d,并且可以引导高压电源线路1028在支撑底架1002的顶部处通过线缆桥架1008a、1008b。在又一替代中,可以引导高压电源线路1028在支撑底架1002的底部处通过线缆桥架1008c、1008d,并且可以引导低压电源线路1026在支撑底架1002的顶部处通过线缆桥架1008a、1008b。如文中描述的,将高压电源线路1028与低压电源线路1026物理上分离避免了电源线之间的电磁干扰以及对敏感电子部件的潜在损坏。
399.在实施例中,线缆桥架1008c、1008d分别延伸通过构建台室1020、重涂台室1040和打印台室1050的下隔间1024、1044、1054。在这些实施例中,线缆桥架1008c、1008d可以穿过构建台室1020和重涂台室1040之间的隔板1007,并且穿过构建台室1020和打印台室1050之间的隔板1007。为了便于密封穿过隔板1007的线缆桥架1008c、1008d的部分,线缆桥架1008c、1008d可以进一步包含密封压盖1030,密封压盖1030在线缆桥架1008c、1008d,隔板1007和穿过线缆桥架1008c、1008d中的隔板1007的任何线路(或其他导管)之间形成密封。
400.仍参考图25和图26,除了低压电源线路1026和高压电源线路1028之外,线缆桥架1008a、1008b、1008c、1008d还可以包含其他线路或导管。例如,除了低压电源线路1026和高
压电源线路1028之外,线缆桥架1008a、1008b、1008c、1008d还可以包括用于向增材制造设备100的各种部件供给空气的空气线路、用于向增材制造设备100的各种部件供给真空的真空线路、和/或用于向增材制造设备100的各种部件供给液体(如,粘合剂、清洁溶液、冷却流体等等)的液体线路。
401.再次参考图25,在文中描述的实施例中,打印台室1050包含定位于打印台室1050以内的工作表面1010中的清洁站110。清洁站110可以例如用以清洁增材制造设备100的打印头(未描绘),如文中描述的。在实施例中,打印台室1050的下隔间1054可以包含清洁溶液供给仓1056,清洁溶液供给仓1056流体地联接到清洁站110,以向清洁站110供给新鲜的清洁流体。清洁溶液供给仓1056可以利用供给线路1055流体联接到清洁站110。在实施例中,打印台室1050的下隔间1054可以进一步包含清洁溶液回收仓1058,清洁溶液回收仓1058流体地联接到清洁站110,以从清洁站110收集使用过的清洁流体。清洁溶液回收仓1058可以利用供给线路1057流体地联接到清洁站110。在实施例中,打印台室1050的下隔间1054可以进一步包含粘合剂供给仓1061,粘合剂供给仓1061流体地联接到打印头(未描绘)。粘合剂供给仓1061可以利用供给线路1059流体地联接到打印头。
402.在实施例中,构建台室1020的下隔间1024包含构建贮器124。在这些实施例中,支撑底架1002的工作表面1010包含开口,用于接收构建贮器124,使得构建贮器124可去除地定位于构建台室1020的工作表面1010和下隔间1024中。这允许构建贮器124(及其中的内容物)在构建操作完成之后从增材制造设备100去除,并且允许空的构建贮器124安设在构建台室1020的工作表面1010和下隔间1024中。构建台室1020的下隔间可以进一步包含提升系统800,用于升高和降低构建贮器124的构建平台120,如文中描述的。
403.在实施例中,构建台室1020的下隔间1024可以进一步包含构建台室温度感测器1032,用于检测构建台室1020的下隔间的温度。构建台室温度感测器1032可以是,例如但不限于,热电偶或者相似的温度感测器。构建台室温度感测器1032可以联接到控制系统200,并且为控制系统200提供指示构建台室1020的下隔间1024的温度的信号。控制系统200可以使用该信号来监测构建台室1020的下隔间1024的温度,并且如果存在过温(如,过热状况)状况,则提供警告信号。在实施例中,控制系统200可以采取补救措施来纠正过温状况,诸如通过增加通过构建台室1020的下隔间1024的气流来减少温度。
404.在实施例中,构建台室1020可以进一步包含定位于构建台室1020的上隔间1022中的构建温度感测器1034。构建温度感测器1034取向成检测确位在构建平台上的构建材料的温度120。构建温度感测器1034可以是,例如但不限于,红外温度感测器,诸如红外相机、高温计或者相似的温度感测器。构建温度感测器1034可以联接到控制系统200(如文中进一步详细描述的),并且为控制系统200提供指示确位在构建平台120上的构建材料(和粘合剂材料)的温度的信号。控制系统200可以使用该信号来监测构建材料的温度,并且利用重涂头140和/或构建贮器124的加热元件920的能量源来调整构建贮器124中的构建材料(和粘合剂材料)的加热,如文中描述的。
405.在实施例中,构建台室1020可以进一步包含定位于构建台室1020的上隔间1022中的相机系统1036。相机系统1036取向成收集确位在构建平台上的构建材料的图像。相机系统1036可以联接到控制系统200(如文中进一步详细描述的),并且为控制系统200提供指示确位在构建平台120上的构建材料(和粘合剂材料)的表面的图像的信号。控制系统200可以
使用该信号来监测构建材料在构建平台120上的沉积,并且调整构建贮器124的构建平台120的操作、供给贮器134的供给平台130的操作、和/或重涂头140的操作,以获得带有所需特点(如,表面均匀性、厚度等等)的一层构建材料。替代地或附加地,控制系统200可以使用该信号来监测粘合剂材料在构建平台120上的沉积,并且调整打印头的操作,以实现带有所需特点(如,表面均匀性、图案均匀性、图案一致性等等)的粘合剂材料的沉积。
406.除了前面之外,在实施例中,构建台室1020、重涂台室1040和打印台室1050中的至少一个可以进一步包含环境感测器1038,用于检测支撑底架1002内的空气温度或湿度。环境感测器1038可以包含例如但不限于湿度计和/或温度感测器。环境感测器1038可以联接到控制系统200(如文中进一步详细描述的),并且为控制系统200提供指示支撑底架1002内的温度和/或湿度的信号。控制系统200可以使用该信号来监测支撑底架1002内的温度和/或湿度,并且如果支撑底架1002内的温度和/或是湿度在预定范围之外,则提供警告信号。在实施例中,控制系统200可以采取补救措施来纠正温度和/或湿度,诸如通过调整通过支撑底架1002的气流。
407.在一些实施例中,重涂台室1040的下隔间1044包含供给贮器134。在这些实施例中,支撑底架1002的工作表面1010包含开口,用于接收供给贮器134,使得供给贮器134可去除地定位于重涂台室1040的工作表面1010和下隔间1044中。在实施例中,这可以允许供给贮器134在构建操作完成之后从增材制造设备100取出,并且允许装满的构建贮器124安设在重涂台室1040的工作表面1010和下隔间1044中。构建台室1020的下隔间1044可以进一步包含提升系统800,用于升高和降低供给贮器134的供给平台130,如文中描述的。
408.虽然图25将重涂台室1040描绘为包含供给贮器134和提升系统800,但是,应当理解,供给贮器134和提升系统800是可选的,并且在一些实施例中可以省略,诸如在增材制造设备100包含用于分布构建材料的料斗而不是供给贮器的实施例中可以省略。
409.现在参考图25和图27,增材制造设备100可以进一步包含联接到构建台室1020、重涂台室1040和打印台室1050中的每一个的下隔间1024、1044、1054的至少一个访问面板,以及联接到构建台室1020、重涂台室1040和打印台室1050中的每一个的上隔间1022、1042、1052的至少一个访问面板。
410.例如,构建台室1020的上隔间1022包含上访问面板1064,上访问面板1064在增材制造设备100的前部1011处铰接地联接到上水平支撑构件1004a。上访问面板1064可以包含闩锁1066,用于将上访问面板1064闩锁到工作表面1010或竖直支撑构件1006a。在实施例中,密封件(未描绘)可以布置在上访问面板1064和上水平支撑构件1004a、竖直支撑构件1006a和工作表面1010之间,以便于当上访问面板1064在闭合位置时,将上访问面板1064密封到支撑底架1002。
411.进一步,构建台室1020的下隔间1024包含下访问面板1068,下访问面板1068在增材制造设备100的前部1011处铰接地联接到竖直支撑构件1006a,在构建台室1020和重涂台室1040之间或者在构建台室1020和打印台室1050之间。下访问面板1068可以包含闩锁1066,用于将下访问面板1068闩锁到工作表面1010或竖直支撑构件1006a。在实施例中,密封件(未描绘)可以布置在下访问面板1068和下水平支撑构件1003a、竖直支撑构件1006a和工作表面1010之间,以便于当下访问面板1068在闭合位置时,将下访问面板1068密封到支撑底架1002。在实施例中,构建台室1020的下隔间1024可以包含在隔间的顶部附近(即,在
工作表面1010附近但在工作表面1010下面)的空气入口1074。在实施例中,空气入口1074延伸通过构建台室1020的下访问面板1068。
412.仍参考图25和图27,重涂台室1040的上隔间1042包括上访问面板1070,上访问面板1070在增材制造设备100的前部1011处铰接地联接到上水平支撑构件1004a。上访问面板1070可以包含闩锁1066,用于将上访问面板1070闩锁到工作表面1010或竖直支撑构件1006a。在实施例中,密封件(未描绘)可以布置在上访问面板1070和上水平支撑构件1004a、竖直支撑构件1006a和工作表面1010之间,以便于当上访问面板1070在闭合位置时,将上访问面板1070密封到支撑底架1002。
413.进一步,重涂台室1040的下隔间1044包含下访问面板1072,下访问面板1072在增材制造设备100的前部1011处、在支撑底架1002的第一端1012处铰接地联接到竖直支撑构件1006a。下访问面板1072可以包含闩锁1066,用于将下访问面板1072闩锁到工作表面1010或竖直支撑构件1006a。在实施例中,密封件(未描绘)可以布置在下访问面板1072和下水平支撑构件1003a、竖直支撑构件1006a和工作表面1010之间,以便于当下访问面板1072在闭合位置时,将下访问面板1072密封到支撑底架1002。
414.打印台室1050的上隔间1052包含上访问面板1060,上访问面板1060在增材制造设备100的前部1011处铰接地联接到上水平支撑构件1004a。上访问面板1060可以包含闩锁1066,用于将上访问面板1060闩锁到工作表面1010或竖直支撑构件1006a。在实施例中,密封件(未描绘)可以布置在上访问面板1060和上水平支撑构件1004a、竖直支撑构件1006a和工作表面1010之间,以便于当上访问面板1060在闭合位置时,将上访问面板1060密封到支撑底架1002。
415.进一步,打印台室1050的下隔间1054包含下访问面板1062,下访问面板1062在增材制造设备100的前部1011处、在支撑底架1002的第二端1014处铰接地联接到竖直支撑构件1006a。下访问面板1062可以包含闩锁1066,用于将下访问面板1062闩锁到工作表面1010或竖直支撑构件1006a。在实施例中,密封件(未描绘)可以布置在下访问面板1062和下水平支撑构件1003a、竖直支撑构件1006a和工作表面1010之间,以便于当下访问面板1062在闭合位置时,将下访问面板1062密封到支撑底架1002。
416.虽然图27示意性地描绘布置在增材制造设备100的前部1011上的上访问面板和下访问面板,但是,应当理解,增材制造设备100的背部1013可以包括相似的访问面板。
417.在图27中描绘的实施例中,上访问面板1060、1064、1070可以由透明材料构设而成,诸如塑料或玻璃,以允许视觉监测增材制造设备100的构建处理。可选地,下访问面板1062、1069、1072可以由透明材料构设而成,诸如塑料或玻璃。
418.仍参考图25和图27,在实施例中,增材制造设备进一步包含下排放系统1090,下排放系统1090在下隔间1024的底部附近联接到构建台室1020的下隔间1024。在图25中描绘的实施例中,下排放系统1090联接到构建台室1020的地板面板。然而,应当理解,下排放系统1090可以联接到例如构建台室1020的下访问面板1068。下排放系统1090大体包含排放扇1092和可选的过滤器1093,诸如hepa过滤器。排放扇1092通信地联接到控制系统200,控制系统200控制风扇的速度,因此控制每一单位时间通过风扇抽吸的空气量。控制系统200可以进一步控制风扇的旋转方向,使得空气可以抽吸到构建台室1020的下隔室1024中或是从构建台室1020的下隔室1024逐出。
419.在实施例中,下排放系统1090被操作成将空气从构建台室1020中抽吸出来,诸如从构建台室1020的下隔间1024中抽吸出来。在这些实施例中,新鲜空气通过空气入口1074被抽吸到下隔间1024中,并且通过下排放系统1090从下隔间1024排放。排放的空气经过过滤器1093,以从空气中去除颗粒,诸如构建材料的颗粒。循环通过下隔间1024的空气有助于防止在构建贮器124周围的下隔间1024中累积热量。此外,通过下排放系统1090排放空气可以有助于减少下隔间1024中的空气中的构建材料的颗粒,借此减少弄脏增材制造设备100的部件的潜在性。如上文注明的,控制系统200可以运用构建台室温度感测器1032来确定下隔间1024的温度,并且基于温度,操作下排放系统1090的排放扇1092,以将下隔间1024的温度维持在预定范围内。
420.在实施例中,增材制造设备进一步包含联接到支撑底架1002的顶面板1001的上排放系统1091。上排放系统1091大体包含排放扇1092和可选的过滤器1093,诸如hepa过滤器。排放扇1092通信地联接到控制系统200,控制系统200控制风扇的旋转速度,因此控制每一单位时间通过风扇抽吸的空气量。控制系统200可以进一步控制风扇的旋转方向,使得空气可以抽吸到支撑底架1002中或是从支撑底架1002逐出。
421.在实施例中,上排放系统1091被操作成使空气从由支撑底架1002包围的体积中抽吸出来。排放的空气经过过滤器1093,以从空气中去除颗粒,诸如构建材料的颗粒。通过上排放系统1091排放空气可以有助于调节构建平台120周围的温度和/或湿度。此外,通过上排放系统1091排放空气可以有助于减少支撑底架1002的体积内的空气中的构建材料的颗粒,借此减少弄脏增材制造设备100的部件的潜在性。如上文注明的,控制系统200可以运用环境感测器1038来确定支撑底架1002内的温度和/或湿度,并且基于温度和/或湿度,操作上排放系统1091的排放扇1092,以将温度和/或湿度维持在预定范围内。
422.现在参考图25和图28,增材制造设备100可以进一步包含粉末回收槽口1080,粉末回收槽口1080延伸通过构建台室1020中的工作表面1010。粉末回收槽口1080可以定位于构建贮器124和清洁站110之间的工作表面1010中,使得当构建材料利用重涂头(未描绘)分布到构建平台120上时,来自构建贮器124的多余构建材料被推动到粉末回收槽口1080中。在实施例中,粉末回收槽口1080联接到定位于工作表面1010下面的回收漏斗1082。回收漏斗1082可以具有相对于竖向小于或等于60度的锥角θ,以确保颗粒物质(诸如构建材料)流动通过回收漏斗1082,而不会粘到回收漏斗1082的侧壁。
423.在实施例中,回收漏斗1082流体地联接到真空系统1102。真空系统1102向回收漏斗1082和粉末回收槽口1080施加负压,这进而有助于通过粉末回收槽口1080和回收漏斗1082抽吸构建材料。真空系统1102联接到筛滤系统1110,使得真空系统1102将回收的构建材料引导到筛滤系统1110中。筛滤系统1110筛滤回收的构建材料,去除结块的构建材料、结块的粘合剂材料等等,使得回收的构建材料可以在增材制造设备100中重新使用。
424.仍参考图28,在实施例中,致动器组件102的重涂头140包含容含壳体1112,用于在重涂操作期间收集隆起的构建材料。容含壳体1112流体地联接到真空系统1102。真空系统1102向容含壳体1112施加负压,使得构建材料被抽吸到容含壳体1112中。真空系统1102联接到筛滤系统1110,使得真空系统1102将回收的构建材料从容含壳体1112引导到筛滤系统1110中。筛滤系统1110筛滤回收的构建材料,去除结块的构建材料、结块的粘合剂材料等等,使得回收的构建材料可以在增材制造设备100中重新使用。
425.筛滤系统1110还可以联接到去粉站1150。如文中描述的,去粉站1150包含提升系统800,以便于在去粉操作处理期间提升构建贮器124的构建平台120。在实施例中,去粉站1150还可以具有电气连接件,用于为构建贮器的加热元件供电,诸如当构建贮器如文中参照图16-图18描述的时。去粉站流体地联接到真空系统1111。来自构建贮器124的松散构建材料可以利用真空系统1111从构建贮器124中抽吸出来。真空系统1111联接到筛滤系统1110,使得真空系统1111将回收的构建材料从去粉站1150引导到筛滤系统1110中。筛滤系统1110筛滤回收的构建材料,去除结块的构建材料、结块的粘合剂材料等等,使得回收的构建材料可以在增材制造设备100中重新使用。
426.仍参考图28,在实施例中,致动器组件102的打印头150联接到气泵1115。具体地,打印头150包含壳体151,并且气泵1115地流体联接到壳体151并且向壳体151提供过压。壳体151中的过压防止构建材料侵入打印头150,借此减少弄脏打印头150的部件的潜在性。
427.对于本领域技术人员而言,显然,在不偏离要求保护的主题的精神和范围的情况下,可以对文中描述的实施例进行各种修改和变型。因而,本说明书意在涵盖文中描述的各种实施例的修改和变型,假若这些修改和变型落入所附权利要求及其等效物的范围以内的话。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。