1.本发明涉及导线剥皮和沾锡技术领域,特别的为一种自动剥线沾锡裁剪系统。
背景技术:
2.目前市面上很多剥线沾锡机,但是多是只剥导线的两头,对两头沾锡,无法实现任意段剪断沾锡,具体如下:
3.(1)仅对导线两头沾锡,缺少长范围的全段沾锡的技术方案;
4.(2)缺少相应的拉力监测,对比较细的导线容易拉扯过大;
5.没有一个合理的将沾锡和剥线整合的设备。
6.因此,亟待设计一种自动剥线沾锡裁剪系统来解决上述提出的问题。
技术实现要素:
7.本发明提供的发明目的在于提供一种自动剥线沾锡裁剪系统,以解决上述问题。
8.为实现以上目的,本发明通过以下技术方案予以实现:一种自动剥线沾锡裁剪系统,包括剥线裁剪机构、放线机构、沾锡机构、温控系统、拉力监测系统和拉线取料机构,具体如下:
9.所述剥线裁剪机构主要由两把v型剥线刀和平刀组成,v型剥线刀为线剥皮,平刀调节裁剪线的长度,v型剥线刀和平刀通过可调螺丝安装在刀底座上,实现线的定长裁剪;
10.所述放线机构由线圈工字轮,旋转阻尼器,编码器组成,当拉线取料机构开始拉线时,线圈工字轮开始转,当停止拉线时,该机构旋转阻尼器自动快速停止转动,防止线放太多,编码器检测工字轮是否有线,给系统提示,防止空运行;
11.所述沾锡机构主要由旋转结构,压线结构,伸缩结构,松香盒,锡炉组成,当线被拉线结构把线拉出一段距离并且已经剥好线皮,然后伸缩结构缩回(如附图4),然后旋转结构开始旋转一定角度并伸出沾松香(如附图5),然后旋转结构再转一个角度伸出沾焊锡(如附图6),最后回归水平位置,再由拉线取料机构拉出线,剥线裁剪机构裁剪,重复此过程;
12.温控系统采用环绕导线加热的陶瓷加热环,k型热电偶,温度控制器以及一个仿型零件组成;
13.拉力监测系统由拉力传感器和拉力控制器组成,整个剥线裁剪机构安装在滑轨上,另一端连接拉力传感器,当剥线裁剪机构开始剥线时,会对拉力传感器产生一个拉力,这个拉力就相当于整根导线上所承受的拉力。当拉力超过预设拉力值时,整个系统将会停止运行。以确保导线不会受超过承受的拉力。拉力传感器分辨精度为0.1g,最大能承受50kg拉力。结构如附图8所示
14.拉线取料机构由三个模组组成一个空间取线机构,末端的夹爪负责夹线,对沾好锡的线拉出一段距离,经剥线裁剪机构裁剪,形成一段独立的带锡导线段,如果需要更短的导线,还可以用裁剪机构修剪。结构如附图9所示:
15.经过取料机构取料便完成了一段导线的剥线,沾锡,裁剪工作了,然后经过取料机
构送至需要焊接的工位去。
16.优选的,温控系统采用5v电源作为发热电源,用电安全,最高加热温度180
°
,温度传感器采用微型的k型热电偶,能更清楚的测出导线的实时温度,方便调节热剥温度。
17.本发明提供了一种自动剥线沾锡裁剪系统。具备以下有益效果:
18.1、能任意调节剥导线的长度;
19.2、能实现剥线温度精确控制;
20.3、能检测是否还有导线,或者系统是否故障;
21.4、能防止因拉力过大而使导线受损;
22.5、能将剥线和导线的全段沾锡结合。
附图说明
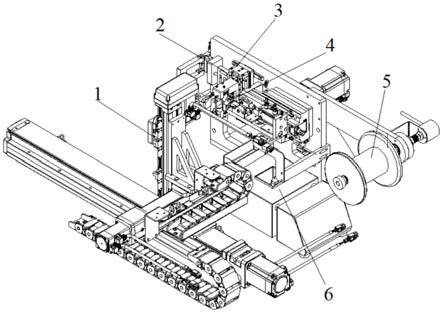
23.图1为本发明结构示意图;
24.图2为本发明结构第一局部示意图;
25.图3为本发明结构第二局部示意图;
26.图4为本发明结构第三局部示意图;
27.图5为本发明结构第四局部示意图;
28.图6为本发明结构第五局部示意图;
29.图7为本发明结构第六局部示意图;
30.图8为本发明结构第七局部示意图;
31.图9为本发明结构第八局部示意图。
32.图中:1拉线取料机构、2拉力监测系统、3剥线裁剪机构、4温控系统、5放线机构、6沾锡机构、21拉力传感器、31平刀、32v型刀、33刀底座、34可调螺丝、35滑轨、41热电偶、42导线、43陶瓷加热环、44仿型零件。
具体实施方式
33.下面,结合附图以及具体实施方式,对本发明做出进一步的描述:
34.在本发明的描述中,需要说明的是,术语“顶部”、“底部”、“一侧”、“另一侧”、“前面”、“后面”、“中间部位”、“内部”、“顶端”、“底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制;术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性;此外,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
35.如图1-9所示,一种自动剥线沾锡裁剪系统,包括剥线裁剪机构3、放线机构5、沾锡机构6、温控系统4、拉力监测系统2和拉线取料机构1,具体如下:
36.所述剥线裁剪机构3主要由两把v型剥线刀32和平刀31组成,v型剥线刀32为线剥皮,平刀31调节裁剪线的长度,v型剥线刀32和平刀31通过可调螺丝34安装在刀底座33上,
实现线的定长裁剪;
37.所述放线机构5由线圈工字轮501,旋转阻尼器502,编码器503组成,当拉线取料机构1开始拉线时,线圈工字轮501开始转,当停止拉线时,该机构旋转阻尼器502自动快速停止转动,防止线放太多,编码器503检测工字轮是否有线,给系统提示,防止空运行;
38.所述沾锡机构6主要由旋转结构,压线结构,伸缩结构,松香盒61,锡炉62组成,当线被拉线结构把线拉出一段距离并且已经剥好线皮,然后伸缩结构缩回(如附图4),然后旋转结构开始旋转一定角度并伸出沾松香(如附图5),然后旋转结构再转一个角度伸出沾焊锡(如附图6),最后回归水平位置,再由拉线取料机构1拉出线,剥线裁剪机构裁剪,重复此过程;
39.温控系统4采用环绕导线42加热的陶瓷加热环43,k型热电偶41,温度控制器以及一个仿型零件44组成;
40.拉力监测系统2由拉力传感器21和拉力控制器组成,整个剥线裁剪机构3安装在滑轨35上,另一端连接拉力传感器21,当剥线裁剪机构3开始剥线时,会对拉力传感器21产生一个拉力,这个拉力就相当于整根导线上所承受的拉力。当拉力超过预设拉力值时,整个系统将会停止运行。以确保导线不会受超过承受的拉力。拉力传感器21分辨精度为0.1g,最大能承受50kg拉力。结构如附图8所示。
41.拉线取料机构1由三个模组组成一个空间取线机构,末端的夹爪负责夹线,对沾好锡的线拉出一段距离,经剥线裁剪机构裁剪,形成一段独立的带锡导线段,如果需要更短的导线,还可以用裁剪机构修剪。结构如附图9所示:
42.经过取料机构取料便完成了一段导线的剥线,沾锡,裁剪工作了,然后经过取料机构送至需要焊接的工位去。
43.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限定本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。