1.本技术涉及标准样品制备技术领域,尤其涉及了一种利用连铸板坯制备标准样品的方法。
背景技术:
2.随着品种钢生产持续快速增长,对不同钢种成分的要求也越来越高,因此钢样中各元素成分的准确测定具有非常重要的意义。目前所有钢种炉前检验大多采用火花源原子发射光谱仪分析,光谱分析是一种相对分析方法,需将待测物质的光信号转换成电信号,再与已知量的标准样品在相同条件下得到的电信号作比较,以测量出这些物质的化学组成。它的准确度和精密度不仅与仪器的分析条件有关,更依赖于标准样品提供的数据是否准确可靠。
3.标准样品的选择直接影响到火花源原子发射光谱仪测定的结果偏差。选但是目前市场上流通的光谱标准样品钢,导致检测的准确度偏低,尤其是硅钢标准样品,更是很难买到适合生产分析用的标准样品钢,保证检测的准确度。
技术实现要素:
4.本技术提供了种利用连铸板坯制备标准样品的方法,以解决利用现有的标准样品钢检测的钢样准确度低的技术问题。
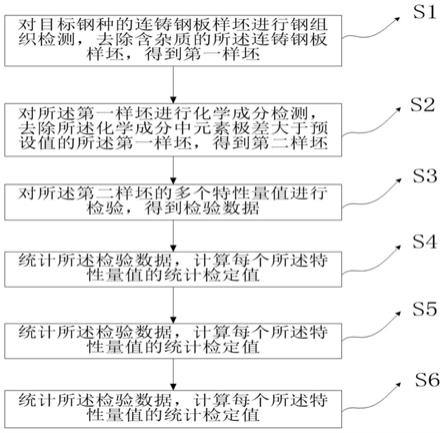
5.第一方面,本技术提供了一种利用连铸板坯制备标准样品的方法,所述方法包括以下步骤:
6.对目标钢种的连铸钢板样坯进行钢组织检测,去除含杂质的所述连铸钢板样坯,得到第一样坯;
7.对所述第一样坯进行化学成分检测,去除所述化学成分中元素极差大于预设值的所述第一样坯,得到第二样坯;
8.对所述第二样坯的多个特性量值进行检验,得到检验数据;
9.统计所述检验数据,计算每个所述特性量值的统计检定值;
10.去除所述统计检定值≥0.05的所述第二样坯,得到目标钢种的标准样品。
11.可选的,所述方法还包括:
12.获取目标钢种的精炼钢水及其化学成分;
13.将所述精炼钢水进行连铸,得到连铸钢板;
14.若所述连铸钢板的成分与所述精炼钢水的化学成分的偏差小于预设值,得到目标钢种的连铸钢板样坯。
15.可选的,所述去除含杂质的所述连铸钢板样坯之后,还包括:对所述连铸钢板样坯进行切割分解,得到分解样坯;
16.对所述分解样坯用十字锻法进行热处理,后进行锻造。
17.可选的,所述对所述第一样坯进行化学成分检测,去除所述化学成分中元素极差
≥预设值的所述第一样坯,得到第二样坯包括:
18.将所述第一样坯去除两端,在光谱仪中进行化学成分检测,得到第一样坯中各元素的数据;
19.对所述各元素的数据进行检验统计;
20.去除所述化学成分中元素极差δ≥2r的第一样坯,得到第二样坯,其中,r为重复性限。
21.可选的,所述方法还包括:去除所述第一样坯表层。
22.可选的,所述第一样坯、所述第二样坯和所述标准样品中至少一种为圆柱状或棒状。
23.可选的,所述方法还包括:
24.从两个以上所述标准样品中各取至少一段制成屑状并混匀,并进行定值检测,得到所述标准样品的定值数据;
25.根据所述定值数据确定所述标准样品的标准值、标准偏差和特性量值的标准不确定度。
26.可选的,所述标准不确定度的计算公式为:
[0027][0028]
式中:s为定值统计的单次测量标准偏差,n为数据组的数量,u
crm
为标准样品的标准不确定度,u
char
为因定值测定引起的不确定度,u
bb
为因样品均匀性引起的不确定度,u
lts
为长期稳定不确定度,u
sts
为短期稳定不确定度。
[0029]
第二方面,本技术提供了一种标准样品,其所述标准样品用第一方面所述的方法制得。
[0030]
本技术实施例提供的上述技术方案与现有技术相比具有如下优点:
[0031]
本技术实施例提供的该方法,对目标钢种的连铸钢板样坯进行钢组织检测,去除含杂质的所述连铸钢板样坯,得到第一样坯;对所述第一样坯进行化学成分检测,去除所述化学成分中元素极差大于预设值的所述第一样坯,得到第二样坯;对所述第二样坯的多个特性量值进行检验,得到检验数据;统计所述检验数据,计算每个所述特性量值的统计检定值;去除所述统计检定值≥0.05的所述第二样坯,得到目标钢种的标准样品;标准样品的钢种和与试样的冶炼加工工艺一致,通过钢组织结构筛选和化学成分量筛选,所述标准样品的元素含量范围、金属组织结构与试样一致,同时所述特性量值的统计检定值<0.05,标准样品的准确性和稳定性高,可以提高分析结果的准确性。
附图说明
[0032]
此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本发明的实施例,并与说明书一起用于解释本发明的原理。
[0033]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图得到其他的附图。
[0034]
图1为本技术实施例提供的一种利用连铸板坯制备标准样品的方法的流程示意图;
[0035]
图2为本技术实施例提供的铸坯切割分解图。
具体实施方式
[0036]
为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其他实施例,都属于本技术保护的范围。
[0037]
第一方面,本技术提供了一种利用连铸板坯制备标准样品的方法,如图1所示,所述方法包括以下步骤:
[0038]
s1.对目标钢种的连铸钢板样坯进行钢组织检测,去除含杂质的所述连铸钢板样坯,得到第一样坯;
[0039]
作为一种可选的实施方式,所述方法还包括:
[0040]
获取目标钢种的精炼钢水及其化学成分;
[0041]
将所述精炼钢水进行连铸,得到连铸钢板;
[0042]
若所述连铸钢板的成分与所述精炼钢水的化学成分的偏差小于预设值,得到目标钢种的连铸钢板样坯。
[0043]
s2.对所述第一样坯进行化学成分检测,去除所述化学成分中元素极差大于预设值的所述第一样坯,得到第二样坯;
[0044]
本技术实施例中,可以用光谱仪进行化学成分检测。
[0045]
s3.对所述第二样坯的多个特性量值进行检验,得到检验数据;
[0046]
s4.统计所述检验数据,计算每个所述特性量值的统计检定值;
[0047]
s5.去除所述统计检定值
≥
0.05的所述第二样坯,得到目标钢种的标准样品。
[0048]
作为一种可选的实施方式,所述去除含杂质的所述连铸钢板样坯之后,还包括:对所述连铸钢板样坯进行切割分解,得到分解样坯;
[0049]
对所述分解样坯用十字锻法进行热处理,后进行锻造。
[0050]
本技术实施例中,分解完毕后利用火花源原子发射光谱仪进行均匀性检查,具有直观表征样品均匀性的有益效果。
[0051]
本技术实施例中,锻造的目的是尽量改善样坯的均匀性,为改善铸坯均匀性,改变组织状态,减少偏析现象,可以采用十字锻法。
[0052]
作为一种可选的实施方式,所述对所述第一样坯进行化学成分检测,去除所述化学成分中元素极差≥预设值的所述第一样坯,得到第二样坯包括:
[0053]
将所述第一样坯去除两端,在光谱仪中进行化学成分检测,得到第一样坯中各元素的数据;
[0054]
对所述各元素的数据进行检验统计;
[0055]
去除所述化学成分中元素极差δ≥2r的第一样坯,得到第二样坯,其中,r为重复性限。
[0056]
本技术实施例中,r可以为b/t 4336中规定的重复性限。
[0057]
作为一种可选的实施方式,所述方法还包括:去除所述第一样坯表层。
[0058]
作为一种可选的实施方式,所述第一样坯、所述第二样坯和所述标准样品中至少一种为圆柱状或棒状。
[0059]
作为一种可选的实施方式,所述方法还包括:
[0060]
从两个以上所述标准样品中各取至少一段制成屑状并混匀,并进行定值检测,得到所述标准样品的定值数据;
[0061]
根据所述定值数据确定所述标准样品的标准值、标准偏差和特性量值的标准不确定度。
[0062]
本技术实施例中,可以通过标准样品的定值数据直接或间接得到定值统计的单次测量标准偏差、数据组的数量、标准样品的标准不确定度、定值测定引起的不确定度、样品均匀性引起的不确定度、长期稳定不确定度和短期稳定不确定度。
[0063]
本技术实施例中,随机选取三根φ40mm的钢棒,每根分别从其中一端取约200mm长的一段,车制成屑状样品,混匀装瓶后送协作定值单位进行定值分析。
[0064]
本技术实施例中,有些标准物质的特性量值可能受测量环境条件的影响。特性量值受温度、湿度、压力等影响。
[0065]
本技术实施例中,选择多家实验室定值:为了确保标准样品定值准确可靠,本次标样研制定值工作邀请常年参加标准样品定值分析,有丰富经验的单位进行协作定值。
[0066]
本技术实施例中,f值是f检验的统计量值。f检验是一种在零假设之下,统计值服从f-分布的检验。通常是用来分析用了超过一个参数的统计模型,以判断该模型中的全部或一部分参数是否适合用来估计母体。f值和t值是f检验和t检验的统计量值,与它们相对应的概率分布,就是f分布和t分布。统计显著性是出现目前样本这结果的概率。p值代表结果的可信程度,p越大,就越不能认为样本中变量的关联是总体中各变量关联的可靠指标。p值是将观察结果认为有效即具有总体代表性的犯错概率,如p=0.05提示样本中变量关联有5%的可能是由于偶然性造成的。
[0067]
本技术实施例中,定值数据的统计处理:对每个操作者的一组独立测量结果,在技术上说明可疑值的产生并予剔除后,可用格拉布斯(grubbs)法或狄克逊(dixon)法从统计上再次剔除可疑值。当数据比较分散或可疑值比较多时,应认真检查测量方法、测量条件及操作过程。列出每个操作者测量结果:原始数据、平均值、标准偏差、测量次数。对两个(或两个以上)操作者测定数据的平均值和标准偏差分别检验是否有显著性差异。若检验结果认为没有显著性差异,可将两组(或两组以上)数据合并给出总平均值和标准偏差。若检验结果认为有显著性差异,应检查测量方法,测量条件及操作过程,并重新进行测定。
[0068]
2.作为一种可选的实施方式,所述标准不确定度的计算公式为:
[0069][0070]
式中:s为定值统计的单次测量标准偏差,n为数据组的数量,u
crm
为标准样品的标准不确定度,u
char
为因定值测定引起的不确定度,u
bb
为因样品均匀性引起的不确定度,u
lts
为长期稳定不确定度,u
sts
为短期稳定不确定度。
[0071]
本技术实施例中,制得的标准样品。通过对炉前检验实际应用效果良好,可以更好
地保障炉前样品分析准确度。
[0072]
本技术实施例中,标准值及不确定度的确定:将各协作单位的分析数据进行审查判断是否存在异常值,无异常值后,取各实验室元素定值数据平均值的均值作为该元素的标准值。取各实验室元素定值数据平均值的均值的标准偏差作为该元素的标准偏差。
[0073]
第二方面,本技术提供了一种标准样品,其所述标准样品用第一方面所述的方法制得。
[0074]
下面将结合实施例对本发明的方法进行详细说明。
[0075]
选取均匀性良好的连铸板坯:1)选取冶炼过程中精炼结束与板坯成品成分差异不大的炉次切割出5块1250*100*230(mm)样坯;2)避免使用头坯、尾坯;3)通过低倍组织检验显示样品无疏松、气泡及锭型偏析和点状偏析;4)对铸坯进行切割分解,具体见图2,其中片状立体试样的为分解后选用的板坯。分解完毕后可以利用火花源原子发射光谱仪进行钢组织结构筛选;
[0076]
上述全部通过后进入锻造环节,锻造工艺流程包括:热处理
→
锻轧为φ42mm圆棒
→
将锻轧好的圆棒每根编号。1)铸坯热处理的方式采用无氧化或少氧化加热方式;装炉前须清除炉膛内的杂物,坯料表面不得沾染油污;铸坯入炉时,应放在工作区内,为保证坯料加热均匀,坯料之间应有一定的间距,坯料与发热元件保持一定距离或采取屏蔽措施防止坯料过烧;坯料加热不允许产生过热、过烧和内部裂纹等现象;锻造前所用模具或设备等必须采用正确的方法预热至规定的温度。2)坯料在锻造前及锻造过程中应注意去除氧化皮;锻造时,必须严格控制始锻温度、终锻温度,必要时对始锻温度、终锻温度采用温控设施;锻造过程中要随时注意坯料变形是否正常,如发现缩孔、裂纹等缺陷,必须采用适当方法加以清除,在不影响锻件质量情况下方可继续锻造;得到第一均匀性样坯。
[0077]
对所述第一均匀性样坯进行化学成分量筛选,得到第二均匀性样坯:将φ42mm钢棒切头、切尾在火花源原子发射光谱仪上进行化学成分分析,得到数据,进行均匀性检验统计。将数据中的极差与分析方法的精密度进行比较,若每个元素所有数据之间的极差δ<2r,则判断为初检合格,如有个别钢棒不均匀可进行剔除。
[0078]
加工:均匀性初检合格后,将φ42mm钢棒进行车制,扒皮成φ40mm的钢棒,切制加工成φ40
×
40mm光谱样品,即第二均匀性样坯。
[0079]
对第二均匀性样坯的多个特性量值进行检验,得到所述特性量值的统计检定值<0.05的标准样品:随机取20块光谱样品,采用直读光谱法分析。按照仪器最佳分析条件,并保持实验条件及仪器状态的一致性,对每个特性量值进行均匀性检验。经方差法统计各元素统计量f值,若f值均小于f0.05,表明标准样品各元素均匀性良好,满足标准样品对均匀性的要求。
[0080]
加工定值屑状样品:随机选取三根φ40mm的钢棒,每根分别从其中一端取约200mm长的一段,车制成屑状样品,混匀装瓶后送协作定值单位进行定值分析。
[0081]
选择多家实验室定值:为了确保标准样品定值准确可靠,本次标样研制定值工作邀请常年参加标准样品定值分析,有丰富经验的单位进行协作定值。
[0082]
标准值及不确定度的确定:将各协作单位的分析数据进行审查判断是否存在异常值,无异常值后,取各实验室元素定值数据平均值的均值作为该元素的标准值。取各实验室元素定值数据平均值的标准偏差作为该元素的标准偏差。
[0083]
需要说明的是,在本文中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者任何其他变体意在涵盖非排他性地包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
[0084]
以上所述仅是本发明的具体实施方式,使本领域技术人员能够理解或实现本发明。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其他实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所申请的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。