1.本发明涉及船舶及海洋工程结构物所用长条板焊接变形控制的技术领域。
背景技术:
2.目前船用金属长条板,特别是长条铝合金板材焊接变形的控制难度极大,面板会收缩,腹板由于焊接应力产生弯曲变形,目前采用的手段是用很多种小的夹具,使用起来费时费力,严重影响施工效率,而且不能保证两面同时焊接,只能夹住一边,焊完另一边后再换过来焊接另一边,使用起来特别麻烦,而且还需要密密麻麻的点焊定位。
技术实现要素:
3.本发明的目的在于针对现有技术的不足提供一种防止高速船长条板焊接变形工装,减少了人力、物力损耗,提高了施工效率,本发明通过以下技术方案实现该目的:
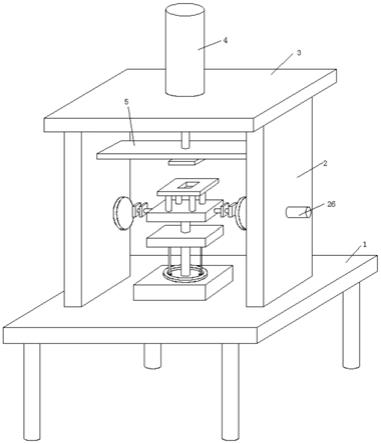
4.一种防止高速船长条板焊接变形工装,钢梁1固定在支撑杆4之间,支撑杆4固定在活动平台6的孔内;钢梁1上设置螺纹杆11,螺纹杆11通过挤压分力结构2,将力传递到长条板上,防止其焊接变形。
5.所述钢梁1由方形梁制作,还可用槽钢拼接而成。
6.所述两根支撑杆4之间设置型材腹板33和面板34,端部肘板3、水平肘板31、侧肘板32将其与钢梁1链接固定。
7.所述支撑杆4之间设置的型材腹板33和面板34与端部肘板3垂直布置。
8.所述钢梁1设置内螺纹空心管13,所述螺纹杆11插入空心管13中,通过旋转手柄12上下调节,满足不同高度和受不同压力的长条板。
9.所述螺纹杆11与分力结构2之间设置套圈22,以便螺纹杆11在套圈22内旋转。
10.所述支撑杆4插入活动平台6的孔内,上下设置紧固螺栓41将其固定,且螺纹杆11根据长条板腹板52的高度调整其高度。
11.所述长条板面板51与长条板腹板52垂直焊接固定。
12.相对于现有技术,本发明的有益效果为:提供一种防止高速船长条板焊接变形工装,利用现有平台结构的特征,采用可调节高度的压力架,减少使用时过多的压力点,使用面的压力分布代替点的分布,3米多长的长条板只需要扭动四个扳手就可以将其固定。减少人力、物力损耗,提高了施工效率,提高了薄板的完整性及防止了变形,减少了不必要的人工和时间成本,提高了船舶制造的智能化水平。
附图说明
13.图1、为本发明的俯视图;
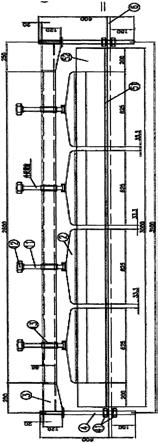
14.图2、为本发明的主视图;
15.图3、为a-a剖面图;
16.图4、为b-b剖面图;
17.图中:钢梁1、螺纹杆11,、旋转手柄12、空心管13、分力结构2、套圈22、橡胶23、端部肘板3、水平肘板31、侧肘板32、连接板33、面板34、支撑杆4、紧固螺栓41、长条板面板51、长条板腹板52。
具体实施方式
18.以下结合附图对本发明进行详细描述。
19.一种防止高速船长条板焊接变形工装,钢梁1固定在支撑杆4之间,支撑杆4固定在活动平台6的孔内;钢梁1上设置螺纹杆11,螺纹杆11通过挤压分力结构2,将力传递到长条板上,防止其焊接变形。
20.所述钢梁1由方形梁制作,还可用槽钢拼接而成。
21.所述两根支撑杆4之间设置型材腹板33和面板34,端部肘板3、水平肘板31、侧肘板32将其与钢梁1链接固定。
22.所述支撑杆4之间设置的型材腹板33和面板34与端部肘板3垂直布置。
23.所述钢梁1设置内螺纹空心管13,所述螺纹杆11插入空心管13中,通过旋转手柄12上下调节,满足不同高度和受不同压力的长条板。
24.所述螺纹杆11与分力结构2之间设置套圈22,以便螺纹杆11在套圈22内旋转。
25.所述支撑杆4插入活动平台6的孔内,上下设置紧固螺栓41将其固定,且螺纹杆11根据长条板腹板52的高度调整其高度。
26.所述长条板面板51与长条板腹板52垂直焊接固定。
27.相对于现有技术,本发明的有益效果为:提供一种防止高速船长条板焊接变形工装,利用现有平台结构的特征,采用可调节高度的压力架,减少使用时过多的压力点,使用面的压力分布代替点的分布,3米多长的长条板只需要扭动四个扳手就可以将其固定。减少人力、物力损耗,提高了施工效率,提高了薄板的完整性及防止了变形,减少了不必要的人工和时间成本,提高了船舶制造的智能化水平。
28.以上所述实施例仅表达了本发明的部分实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
技术特征:
1.一种防止高速船长条板焊接变形工装,其特征在于:钢梁1固定在支撑杆4之间,支撑杆4固定在活动平台的孔内;钢梁1上设置螺纹杆11,螺纹杆11通过挤压分力结构2,将力传递到长条板上,防止其焊接变形。2.根据权利要求1所述的一种防止高速船长条板焊接变形工装,其特征在于:所述钢梁1由方形梁制作,还可用槽钢拼接而成。3.根据权利要求1所述的一种防止高速船长条板焊接变形工装,其特征在于:所述两根支撑杆4之间设置型材腹板33和面板34,端部肘板3、水平肘板31、侧肘板32将其与钢梁1链接固定。4.根据权利要求3所述的一种防止高速船长条板焊接变形工装,其特征在于:所述支撑杆4之间设置的型材腹板33和面板34与端部肘板3垂直布置。5.根据权利要求1所述的一种防止高速船长条板焊接变形工装,其特征在于:所述钢梁1设置内螺纹空心管13,所述螺纹杆11插入空心管13中,通过旋转手柄12上下调节,满足不同高度和受不同压力的长条板。6.根据权利要求1所述的一种防止高速船长条板焊接变形工装,其特征在于:所述螺纹杆11与分力结构2之间设置套圈22,以便螺纹杆11在套圈22内旋转。7.根据权利要求1所述的一种防止高速船长条板焊接变形工装,其特征在于:所述支撑杆4插入活动平台的孔内,上下设置紧固螺栓41将其固定,且螺纹杆11根据长条板腹板52的高度调整其高度。8.根据权利要求1所述的一种防止高速船长条板焊接变形工装,其特征在于:所述长条板面板51与长条板腹板52垂直焊接固定。
技术总结
本发明的目的在于针对现有技术的不足提供一种防止高速船长条板焊接变形工装,钢梁1固定在支撑杆4之间,支撑杆4固定在活动平台的孔内;钢梁1上设置螺纹杆11,螺纹杆11通过挤压分力结构2,将力传递到长条板上,防止其焊接变形。相对于现有技术,本发明利用现有平台结构的特征,采用可调节高度的压力架,减少使用时过多的压力点,使用面的压力分布代替点的分布,3米多长的长条板只需要扭动四个扳手就可以将其固定。减少人力、物力损耗,提高了施工效率,提高了薄板的完整性及防止了变形,减少了不必要的人工和时间成本,提高了船舶制造的智能化水平。能化水平。能化水平。
技术研发人员:周长江 江齐锋
受保护的技术使用者:上海熔圣船舶海洋工程技术有限公司
技术研发日:2020.09.01
技术公布日:2022/2/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。