1.本发明涉及密封(sealant)材料用橡胶组合物以及使用其的充气轮胎。
背景技术:
2.作为具有防刺扎功能的充气轮胎(以下也将充气轮胎简称为轮胎),已知在轮胎的内表面上涂布有密封材料的自修复轮胎(sealant tire)。自修复轮胎,是刺扎时所形成的孔洞会被密封材料自动封堵的轮胎,针对密封材料进行有各种研究。
3.传统的密封材料并用氧化锌、秋兰姆系硫化促进剂、硫并进行交联(例如,专利文献1)。
4.[现有技术文献]
[0005]
[专利文献]
[0006]
[专利文献1]wo2017/094653单行本
技术实现要素:
[0007]
[发明所要解决的课题]
[0008]
但是,本发明人的研究结果表明,在上述交联中,以硫进行交联,其热稳定性低,因此存在经年劣化后的密封性不充分的问题。
[0009]
此外,传统的密封材料也存在使用过氧化物等有机过氧化物进行交联的情况,但本发明人研究后明确,使用过氧化物等有机过氧化物进行交联的传统密封材料,难以控制交联反应,交联结构不均匀,因此密封材料所需的破坏特性存在改善的余地。另外,还明确:由于使用过氧化物等有机过氧化物的交联反应缓慢进行,因此存在下述问题:即使在制造后的储存中或使用中,交联反应也没有结束,经年劣化后的密封性不充分。
[0010]
本发明的目的在于解决上述课题,提供一种破坏特性优异、具有经年劣化后的良好密封性、还可以抑制破坏特性的经时变化的密封材料用橡胶组合物以及使用其的充气轮胎(自修复轮胎)。
[0011]
[用于解决课题的手段]
[0012]
本发明涉及一种密封材料用橡胶组合物,所述橡胶组合物中,相对于丁基系橡胶100质量份,氧化锌的含量为2~15质量份,液态聚合物的含量为100~300质量份,相对于丁基系橡胶100质量份,秋兰姆系硫化促进剂、二硫代氨基甲酸系硫化促进剂、硫的含量分别在0.1质量份以下。
[0013]
优选地,所述液态聚合物为液态聚丁烯。
[0014]
优选地,所述液态聚合物依据astm d445、在100℃下测得的运动粘度为500~6000cst。
[0015]
优选地,所述密封材料用橡胶组合物中,相对于丁基系橡胶100质量份,有机过氧化物的含量在1质量份以下。
[0016]
本发明还涉及一种具有使用上述橡胶组合物制作的密封层的充气轮胎(自修复轮
胎)。
[0017]
优选地,所述密封层依据iso13145、在100℃下测得的复弹性模量g
*
为0.75~3.50kpa。
[0018]
[发明的效果]
[0019]
本发明的密封材料用橡胶组合物中,相对于丁基系橡胶100质量份,氧化锌的含量为2~15质量份,液态聚合物的含量为100~300质量份,相对于丁基系橡胶100质量份,秋兰姆系硫化促进剂、二硫代氨基甲酸系硫化促进剂、硫的含量分别在0.1质量份以下,因此可以提供破坏特性优异、具有经年劣化后的良好密封性、还可以抑制破坏特性的经时变化的密封材料用橡胶组合物以及使用其的充气轮胎(自修复轮胎)。
附图说明
[0020]
[图1]自修复轮胎的制造方法中使用的涂布装置一例的示意性说明图。
[0021]
[图2]构成图1所示涂布装置的喷嘴的前端附近的放大视图。
[0022]
[图3]喷嘴相对于轮胎的位置关系的示意性说明图。
[0023]
[图4]大致绳带状的密封材料连续地螺旋状贴附在轮胎内周面的状态的一例的示意性说明图。
[0024]
[图5]构成图1所示涂布装置的喷嘴的前端附近的放大视图。
[0025]
[图6]贴附在自修复轮胎上的密封材料一例的示意性说明图。
[0026]
[图7]自修复轮胎的制造方法中使用的制造设备一例的示意性说明图。
[0027]
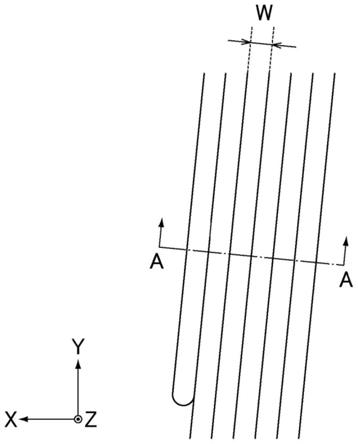
[图8]用与密封材料的涂布方向(长度方向)垂直相交(正交)的直线aa切断图4的密封材料时的密封材料截面一例的示意性说明图。
[0028]
[图9]充气轮胎的截面一例的示意性说明图。
[0029]
[附图标记]
[0030]
10
ꢀꢀ
轮胎
[0031]
11
ꢀꢀ
轮胎的内周面
[0032]
14
ꢀꢀ
胎面部
[0033]
15
ꢀꢀ
胎体
[0034]
16
ꢀꢀ
缓冲层(breaker)
[0035]
17
ꢀꢀ
束带层(band)
[0036]
20
ꢀꢀ
密封材料
[0037]
21
ꢀꢀ
幅宽部
[0038]
30
ꢀꢀ
喷嘴
[0039]
31
ꢀꢀ
喷嘴的前端
[0040]
40
ꢀꢀ
非接触式位移传感器
[0041]
50
ꢀꢀ
旋转驱动装置
[0042]
60
ꢀꢀ
双轴混炼挤出机
[0043]
61
ꢀꢀ
(61a 61b 61c)供给口
[0044]
62
ꢀꢀ
材料供料器
[0045]
d、d0、d1、d2ꢀꢀ
轮胎内周面与喷嘴前端之间的距离
具体实施方式
[0046]
本发明的密封材料用橡胶组合物(密封材料),相对于丁基系橡胶100质量份,含有氧化锌2~15质量份、液态聚合物100~300质量份,相对于丁基系橡胶100质量份,秋兰姆系硫化促进剂、二硫代氨基甲酸系硫化促进剂、硫的含量分别在0.1质量份以下。由此,破坏特性(初期)优异,具有经年劣化后的良好密封性,还可以抑制破坏特性的经时变化。
[0047]
上述橡胶组合物可以获得上述效果,虽然获得此种作用效果的原因并不明确,但可以推断如下。
[0048]
对于丁基系橡胶,采用氧化锌,进一步实质上不使用秋兰姆系硫化促进剂、二硫代氨基甲酸系硫化促进剂和硫,由此确保良好的破坏特性,进而具有在经年劣化后的良好密封性,同时可以抑制破坏特性的经时变化。可以认为,这是因为,在上述交联体系中,交联反应的控制变得简单,交联的结构容易变得均匀,从而确保良好的破坏特性,进而,由于交联反应不是缓慢地进行,而是迅速地进行并完成,因此,进一步地,形成了热稳定性高的交联链,因此具有经年劣化后的良好密封性,同时可以抑制破坏特性的经时变化。
[0049]
然后,通过对于丁基系橡胶,添加上述特定量的液态聚合物,使得上述特定量的氧化锌在组合物中可以更均匀地分散,使交联结构更均匀,可以得到良好的破坏特性,进而,具有经年劣化后的良好密封性,同时可以抑制破坏特性的经时变化。
[0050]
即,在上述组合物中,通过上述特定量的氧化锌、上述特定量的液态聚合物的协同效应,破坏特性优异,具有经年劣化后的良好密封性,进一步可以抑制破坏特性的经时变化。
[0051]
本发明的密封材料用橡胶组合物(密封材料),适用于自修复轮胎的胎面等有刺扎可能性的轮胎内表面的部位,以下,在说明自修复轮胎的制造方法的适宜例子的同时,对该密封材料进行说明。
[0052]
自修复轮胎可以例如通过如下方法制造:将构成密封材料的各成分混合,调制密封材料,然后,通过涂布等将得到的密封材料贴附到轮胎内周面上,形成密封层,由此制造。该自修复轮胎,在内衬层(inner liner)的轮胎径向内侧具有密封层。
[0053]
以下,说明自修复轮胎的制造方法的适宜例子。
[0054]
自修复轮胎可以例如如下方法制造:将构成密封材料的各成分混合,调制密封材料,然后,通过涂布等将得到的密封材料贴附到轮胎内周面上,形成密封层,由此制造。该自修复轮胎,在内衬层(inner liner)的轮胎径向内侧具有密封层。
[0055]
作为密封材料,只要是具有粘合性就没有特别限定,可以使用轮胎的穿刺密封中使用的常规的橡胶组合物。作为构成橡胶组合物主成分的橡胶成分,可使用丁基系橡胶。由此,存在在确保良好的耐空气透过性、耐劣化性能的同时,获得适度的流动性的倾向。作为丁基系橡胶,除了丁基橡胶(iir)外,还可以举出溴化丁基橡胶(br-iir)、氯化丁基橡胶(cl-iir)等卤化丁基橡胶(x-iir)等。这些可单独使用,或者可2种以上并用。其中,基于与未卤化的丁基橡胶相比,卤化丁基橡胶更易进行交联反应、更易提高交联密度、可以得到更好的效果的原因,优选卤化丁基橡胶,基于交联反应的促进效果更高、可以得到更好效果的原因,更优选溴化丁基橡胶。
[0056]
基于可以更好地确保密封材料的流动性的观点,上述丁基系橡胶在125℃下的门尼粘度ml1 8优选在20以上,更优选40以上,优选在60以下。该门尼粘度在上述范围内时,具
有可以得到更好效果的倾向。
[0057]
另外,125℃下的门尼粘度ml1 8如下测定:依据jis k-6300-1:2001,在试验温度125℃下,将具有l形形状的转子的余热时间设定为1分钟,将转子的旋转时间设定为8分钟,进行测定而得者。
[0058]
上述卤化丁基橡胶的卤素含量优选为0.1质量%以上,更优选0.5质量%以上,另外,优选为5.0质量%以下,更优选4.0质量%以下。由此,具有可以获得更好的交联反应的促进效果、得到更好效果的倾向。
[0059]
该卤素含量可通过溶液nmr测定。
[0060]
作为上述丁基系橡胶的市售品,可使用例如,埃克森美孚公司、日本butyl株式会社、jsr株式会社、cenway公司等的产品。
[0061]
橡胶成分100质量%中,上述丁基系橡胶的含量优选为80质量%以上,更优选90质量%以上,可为100质量%。该含量在上述范围内时,具有可以得到更好效果的倾向。
[0062]
除上述橡胶成分外,作为橡胶成分,可并用天然橡胶(nr)、异戊二烯橡胶(ir)、丁二烯橡胶(br)、丁苯橡胶(sbr)、苯乙烯异戊二烯丁二烯橡胶(sibr)、乙烯丙烯二烯橡胶(三元乙丙橡胶;epdm)、氯丁橡胶(cr)、丙烯腈丁二烯橡胶(nbr)等二烯系橡胶等其他成分。这些可单独使用,或者可2种以上并用。
[0063]
作为橡胶成分,可适宜使用例如,在分子结构中含有至少一种具有金属配位能力的官能团的橡胶成分。在这里,作为具有金属配位能力的官能团,只要是具有金属配位能力的官能团,则没有特别限定,可举出例如,含有氧、氮、硫等金属配位性的原子的官能团。具体地,可例示二硫代氨基甲酸基、磷酸基、羧酸基、氨基甲酸基、二硫代羧酸基、氨基磷酸基、硫醇基(thiol group)等。上述官能团可只含有1种,或者可含有2种以上。
[0064]
另外,作为对于该官能团的配位金属,可举出例如,fe、cu、ag、co、mn、ni、ti、v、zn、mo、w、os、mg、ca、sr、ba、al、si等。例如,在添加了具有这样的金属原子(m1)的化合物且含有具有金属配位能力的官能团(-coo等)的高分子材料中,各-coom1配位结合,多个-coom1重叠,由此形成金属原子凝集的团簇(cluster)。另外,作为上述金属原子(m1)的添加量,相对于橡胶成分100质量份,优选为0.01~200质量份。
[0065]
作为上述橡胶成分的市售品,可使用例如,住友化学株式会社、宇部兴产株式会社、jsr株式会社、旭化成株式会社、日本瑞翁株式会社等的产品。
[0066]
密封材料含有液态聚合物。由此,可以更好地确保适度的流动性。如上所述,通过对于丁基系橡胶,添加上述特定量的液态聚合物,使得上述特定量的氧化锌在组合物中可以更均匀地分散,破坏特性优异,具有经年劣化后的良好密封性,进一步可以抑制破坏特性的经时变化。
[0067]
作为密封材料中的液态聚合物,可举出液态聚丁烯、液态聚异丁烯、液态聚异戊二烯、液态聚丁二烯、液态聚α-烯烃、液态异丁烯、液态乙烯/α-烯烃共聚物、液态乙烯/丙烯共聚物、液态乙烯/丁烯共聚物等。其中,基于与丁基系橡胶的相容性高、可以得到更好效果的原因,优选液态聚丁烯。作为液态聚丁烯,可举出以异丁烯为主体、进一步使正丁烯反应而得到的具有长链状烃的分子结构的共聚物等,也可使用氢化型液态聚丁烯。作为液态聚合物,可只使用1种,或者可2种以上并用。
[0068]
液态聚丁烯等液态聚合物在100℃下的运动粘度优选为500cst以上,更优选
580cst以上,进一步优选3000cst以上。该100℃下的运动粘度优选为6000cst以下,更优选5500cst以下,进一步优选5000cst以下。该100℃下的运动粘度在上述范围内时,具有可以得到更好效果的倾向。
[0069]
液态聚丁烯等液态聚合物在40℃下的运动粘度优选为15000cst以上,更优选20000cst以上,进一步优选25000cst以上,特别优选50000cst以上,最优选100000cst以上。该40℃下的运动粘度优选为250000cst以下,更优选200000cst以下,进一步优选180000cst以下。该40℃下的运动粘度在上述范围内时,具有可以得到更好效果的倾向。
[0070]
另外,运动粘度是依据astm d445(2019),在40℃或100℃下测定的值。
[0071]
作为上述液态聚合物的市售品,可使用例如,jxtg能源株式会社、日油株式会社、daelim公司、kemat公司、ineos公司等的产品。
[0072]
相对于丁基系橡胶100质量份,液态聚合物的含量在100质量份以上,更优选120质量份以上,进一步优选140质量份以上,特别优选160质量份以上,最优选180质量份以上。该含量在300质量份以下,更优选280质量份以下,进一步优选260质量份以下,特别优选240质量份以下,最优选220质量份以下。液态聚合物的含量在上述范围内时,具有可以得到更好效果的倾向。液态聚合体的含量少于100质量份时,无法保证经年劣化后的密封性,该含量多于300质量份时,过于柔软,因此破坏特性低,此外,无法保持密封材料的形状。
[0073]
其中,作为上述液态聚合物,优选地,按照上述含量仅使用1种在100℃下的运动粘度和在40℃下的运动粘度在上述范围内的液态聚合物(优选液态聚丁烯)。通过使用此种种类、含量的液态聚合物,可以得到更好的效果。
[0074]
上述组合物中,作为交联剂,含有氧化锌。
[0075]
作为氧化锌,可举出传统公知的氧化锌,作为市售品,可举出三井金属矿业株式会社、东邦锌株式会社、hakusui tech株式会社、正同化学工业株式会社、堺化学工业株式会社等的产品。这些可单独使用,或者可2种以上并用。
[0076]
相对于丁基系橡胶100质量份,氧化锌的含量在2质量份以上,优选4质量份以上,更优选6质量份以上,进一步优选7质量份以上,另外,在15质量份以下,优选13质量份以下,更优选11质量份以下,进一步优选10质量份以下。氧化锌的含量在上述范围内时,具有可以得到更好效果的倾向。氧化锌的含量少于2质量份时,交联反应不能充分进行,过于柔软,因此破坏特性低,此外,无法保持密封材料的形状,该含量多于15质量份时,无法保证经年劣化后的密封性。
[0077]
上述组合物中,实质上不使用秋兰姆系硫化促进剂、二硫代氨基甲酸系硫化促进剂、硫。
[0078]
作为秋兰姆系硫化促进剂,可举出例如,四甲基秋兰姆二硫化物(tmtd)、四苄基秋兰姆二硫化物(tbztd)、四(2-乙基己基)秋兰姆二硫化物(tot-n)、四甲基秋兰姆一硫化物、双五亚甲基秋兰姆四硫化物、四丁基秋兰姆二硫化物、四乙基秋兰姆二硫化物等。
[0079]
相对于丁基系橡胶100质量份,秋兰姆系硫化促进剂的含量在0.1质量份以下,优选0.01质量份以下,更优选0质量份。秋兰姆系硫化促进剂的含量在上述范围内时,具有可以得到更好效果的倾向。
[0080]
作为二硫代氨基甲酸系硫化促进剂,可举出例如,二甲基二硫代氨基甲酸锌(znmdc)、二乙基二硫代氨基甲酸锌(znedc)、二丁基二硫代氨基甲酸锌(znbdc)、乙基苯基
二硫代氨基甲酸锌(znepdc)、五亚甲基二硫代氨基甲酸哌啶盐(ppdc)、二乙基二硫代氨基甲酸碲(teedc)、二甲基二硫代氨基甲酸钠(namdc)、二乙基二硫代氨基甲酸钠(naedc)、二丁基二硫代氨基甲酸钠(nabdc)等。
[0081]
相对丁基系橡胶100质量份,二硫代氨基甲酸系硫化促进剂的含量在0.1质量份以下,优选0.01质量份以下,更优选为0质量份。二硫代氨基甲酸系硫化促进剂的含量在上述范围内时,具有可以得到更好效果的倾向。
[0082]
作为硫,可举出粉末硫、沉淀硫、胶体硫、不溶性硫、高分散性硫等。
[0083]
作为上述硫的市售品,可使用例如,鹤见化学工业株式会社、轻井泽硫黄株式会社、四国化成工业株式会社、flexis公司、日本乾溜工业株式会社、细井化学工业株式会社等的产品。
[0084]
相对于丁基系橡胶100质量份,硫的含量在0.1质量份以下,优选0.01质量份以下,更优选为0质量份。硫的含量在上述范围内时,具有可以得到更好效果的倾向。
[0085]
在这里,硫的含量是指,来自粉末硫等的纯硫成分的硫成分的量,不包括来自酚-氯化硫缩合物等含硫化合物的硫成分。
[0086]
作为交联剂,优选不使用传统上惯用的有机过氧化物等。
[0087]
作为有机过氧化物,可举出例如,过氧化苯甲酰、过氧化二苯甲酰、过氧化对氯苯甲酰等酰基过氧化物类、过氧化乙酸-1-丁酯、过氧化苯甲酸叔丁酯、过氧化邻苯二甲酸叔丁酯等过氧化酯类、过氧化甲乙酮等酮过氧化物类、二叔丁基过氧化苯甲酸酯、1,3-双(1-丁基过氧异丙基)苯等的烷基过氧化物类、过氧化叔丁醇(过氧化氢叔丁基)等氢过氧化物类、过氧化二异丙苯、过氧化叔丁基异丙苯等。
[0088]
作为上述有机过氧化物的市售品,可使用例如,日油株式会社、阿科玛公司、川口药品工业株式会社、nourion公司等的产品。
[0089]
相对于丁基系橡胶100质量份,有机过氧化物的含量优选在1质量份以下,更优选0.5质量份以下,进一步优选0.1质量份以下,特别优选0.01质量份以下,最优选为0质量份。有机过氧化物的含量在上述范围内时,具有可以得到更好效果的倾向。
[0090]
作为交联助剂(硫化促进剂),可使用噻唑系硫化促进剂、胍系硫化促进剂、次磺酰胺系硫化促进剂。这些可单独使用,或者可2种以上并用。
[0091]
作为噻唑系硫化促进剂,可举出例如,2-巯基苯并噻唑(mbt)、2-巯基苯并噻唑的钠盐、锌盐、铜盐、环己胺盐、二硫化二苯并噻唑(mbts)、2-(2,4-二硝基苯基)巯基苯并噻唑、2-(2,6-二乙基-4-吗啉代硫代)苯并噻唑、2-(4
’‑
吗啉基二硫代)苯并噻唑等。这些可单独使用,或者可2种以上并用。其中,基于可以得到更好效果的原因,优选二硫化二苯并噻唑(mbts)、2-巯基苯并噻唑(mbt),更优选二硫化二苯并噻唑(mbts)。
[0092]
作为胍系硫化促进剂,可举出例如,二苯胍、二邻甲苯胍、三苯胍等。这些可单独使用,或者可2种以上并用。其中,基于可以得到更好效果的原因,优选二苯胍。
[0093]
作为次磺酰胺系硫化促进剂,可举出例如,n-叔丁基-2-苯并噻唑基次磺酰胺(tbbs)、n-环己基-2-苯并噻唑基次磺酰胺(cbs)、n,n
’‑
二环己基-2-苯并噻唑基次磺酰胺(dz)等。这些可单独使用,或者可2种以上并用。其中,基于可以得到更好效果的原因,优选n-叔丁基-2-苯并噻唑基次磺酰胺。
[0094]
作为上述交联助剂(硫化促进剂)的市售品,可使用例如,大内新兴化学株式会社、
川口化学工业株式会社、三新化学株式会社等的产品。
[0095]
相对于丁基系橡胶100质量份,噻唑系硫化促进剂和/或胍系硫化促进剂和/或次磺酰胺系硫化促进剂的含量优选为1质量份以上,更优选2质量份以上,进一步优选3质量份以上,特别优选4质量份以上。该含量优选为10质量份以下,更优选8质量份以下,进一步优选7质量份以下,特别优选6质量份以下。该含量在上述范围内时,具有可以得到更好效果的倾向。
[0096]
在这里,关于噻唑系硫化促进剂和/或胍系硫化促进剂和/或次磺酰胺系硫化促进剂的含量,单独使用噻唑系硫化促进剂、胍系硫化促进剂或次磺酰胺系硫化促进剂时为单独的含量,2种以上并用时为总含量。
[0097]
优选不使用传统惯用的交联助剂(硫化促进剂)之醌二肟化合物(醌型化合物)。
[0098]
作为醌二肟化合物,可举出对苯醌二肟、对醌二肟、对醌二肟二乙酸酯、对醌二肟二己酸酯、对醌二肟二月桂酸酯、对醌二肟二硬脂酸酯、对醌二肟二巴豆酸酯、对醌二肟二环烷酸酯)、对醌二肟琥珀酸酯、对醌二肟己二酸酯、对醌二肟二糠酸酯(p-quinone dioxime difuroate)、对醌二肟二苯甲酸酯、对醌二肟二(邻氯苯甲酸酯)对醌二肟二(对氯苯甲酸酯)、对醌二肟二(对硝基苯甲酸酯)、对醌二肟二(间硝基苯甲酸酯)、对醌二肟二(3,5-二硝基苯甲酸酯)、对醌二肟二(对甲氧基苯甲酸酯)、对醌二肟二(正戊氧基苯甲酸酯)、对醌二肟二(间溴苯甲酸酯)等。
[0099]
作为上述醌二肟化合物的市售品,可使用例如,富士胶片和光纯药株式会社、纯正化学株式会社、大内新兴化学株式会社、lord公司等的产品。
[0100]
相对于丁基系橡胶100质量份,醌二肟化合物的含量优选为1质量份以下,更优选0.5质量份以下,进一步优选0.1质量份以下,特别优选0.01质量份以下,最优选为0质量份。该含量在上述范围内时,具有可以得到更好效果的倾向。
[0101]
上述橡胶组合物可含有硬脂酸。
[0102]
作为硬脂酸,可以使用传统公知的硬脂酸,作为市售品,可以使用日油株式会社、花王株式会社、富士胶片和光纯药株式会社、千叶脂肪酸株式会社等的产品。这些可单独使用1种,或者可2种以上并用。
[0103]
相对于丁基系橡胶100质量份,硬脂酸的含量优选为0.1质量份以上,更优选0.5质量份以上,此外,优选为10质量份以下,更优选6质量份以下,进一步优选3质量份以下。该含量在上述范围内时,具有可以得到更好效果的倾向。
[0104]
上述橡胶组合物中,可添加炭黑、二氧化硅、硫酸钡、滑石、云母、mm2
·
xsioy
·
zh2o(式中,m2表示选自铝、钙、镁、钛及锆中的至少1种金属,或者该金属的氧化物、氢氧化物、水合物或碳酸盐,m表示1~5、x表示0~10、y表示2~5、z表示0~10的范围的数值)等无机填料;芳香族系操作油、环烷系操作油、石蜡系操作油等增塑剂。这些可单独使用,或者可2种以上并用。
[0105]
作为上述mm2
·
xsioy
·
zh2o表示的填料的具体例子,可举出氢氧化铝(al(oh)3)、氧化铝(al2o3、al2o3·
3h2o(水合物))、黏土(al2o3·
2sio2)、高岭土(al2o3·
2sio2·
2h2o)、叶腊石(al2o3·
4sio2·
h2o)、膨润土(al2o3·
4sio2·
2h2o)、硅酸铝(al2sio5、al4(sio2)3·
5h2o等)、硅酸铝钙(al2o3·
cao
·
2sio2)、氢氧化钙(ca(oh)2)、氧化钙(cao)、硅酸钙(ca2sio4)、硅酸镁钙(camgsio4)、氢氧化镁(mg(oh)2)、氧化镁(mgo)、滑石粉(mgo
·
4sio2·
h2o)、凹凸棒石(attapulgite)(5mgo
·
8sio2·
9h2o)、氧化铝镁(mgo
·
al2o3)、钛白(tio2)、钛黑(ti
no2n-1
)等。这些可单独使用,或者可2种以上并用。
[0106]
作为上述无机填料的市售品,可使用例如,旭碳株式会社、cabot japan株式会社、东海碳株式会社、三菱化学株式会社、狮王株式会社、新日化碳株式会社、columbia carbon公司、degussa公司、rhodia公司、东曹硅化工(tosoh silica)株式会社、solvay japan株式会社、株式会社德山等的产品。
[0107]
作为上述增塑剂的市售品,可使用例如,出光兴产株式会社、三共油化工业株式会社、株式会社日本能源、olisoy公司、h&r公司、丰国制油株式会社、昭和shell石油株式会社、富士兴产株式会社、日清oillio集团株式会社、田冈化学工业株式会社等的产品。
[0108]
相对于丁基系橡胶100质量份,无机填料的含量优选为1质量份以上,更优选10质量份以上,进一步优选20质量份以上。该含量优选为50质量份以下,更优选40质量份以下。该含量在上述范围内时,具有可以得到更好效果的倾向。
[0109]
基于防止由紫外线引起的劣化的观点,还基于确保良好的断裂伸长率的同时、可以更好地确保适当的补强性的原因,作为无机填料,优选炭黑。此时,相对于丁基系橡胶100质量份,炭黑的含量优选为1质量份以上,更优选10质量份以上,进一步优选20质量份以上。该含量优选为50质量份以下,更优选40质量份以下。该含量在上述范围内时,具有可以得到更好效果的倾向。
[0110]
作为炭黑,可以适当地使用作为橡胶用的一般的炭黑。具体地,可以适宜地使用n110、n115、n120、n121、n125、n134、n135、n219、n220、n231、n234、n293、n299、n326、n330、n335、n339、n343、n347、n351、n356、n358、n375、n539、n550、n582、n630、n642、n650、n660、n683、n754、n762、n765、n772、n774、n787、n907、n908、n990、n991等,此外,也可以适宜地使用本公司自身的合成品等。这些可单独使用,或者可2种以上并用。
[0111]
作为增塑剂(油),基于为了维持低温的软化状态、因而软化点温度低者较好的原因,优选邻苯二甲酸二辛酯(dop)。
[0112]
另外,在本说明书中,增塑剂中不含上述液态聚合物。
[0113]
相对于丁基系橡胶100质量份,增塑剂的含量优选为15质量份以上,更优选20质量份以上。该含量优选为40质量份以下,更优选30质量份以下。
[0114]
上述橡胶组合物中,作为粘合剂,可含有热塑性树脂。
[0115]
作为热塑性树脂,具体可举出脂松香(gum rosin)、妥尔油松香、木松香、氢化松香、歧化松香、聚合松香、改性松香的甘油、季戊四醇酯等松香系树脂;α-蒎烯系、β-蒎烯系、双戊烯系的萜烯树脂、芳香族改性萜烯树脂、萜酚树脂、氢化萜烯树脂等萜烯系树脂;通过将轻油(naphtha)热解得到的c5馏分聚合或共聚而得到的脂肪族系石油树脂;通过将轻油热解得到的c9馏分聚合或共聚而得到的芳香族系石油树脂;通过将上述c5馏分与c9馏分共聚而得到的共聚系石油树脂;氢化系、双环戊二烯系之类的脂环化合物系石油树脂;苯乙烯、取代苯乙烯、苯乙烯与其他单体的共聚物之苯乙烯系树脂等的石油系树脂等。这些可单独使用,或者可2种以上并用。其中,基于可以得到更好效果的原因,优选脂肪族系石油树脂。
[0116]
作为上述热塑性树脂的市售品,可使用例如,日本瑞翁株式会社、丸善石油化学株式会社、住友电木株式会社、安原化工株式会社、东曹株式会社、rutgers chemicals公司、
basf公司、亚利桑那化学公司、日涂化学株式会社、株式会社日本触媒、jxtg能源株式会社、荒川化学工业株式会社、田冈化学工业株式会社等的产品。
[0117]
相对于丁基系橡胶100质量份,热塑性树脂的含量优选为1质量份以上,更优选5质量份以上,进一步优选10质量份以上。该含量优选为50质量份以下,更优选40质量份以下。该含量在上述范围内时,具有可以得到更好效果的倾向。
[0118]
在上述橡胶组合物中,除了上述成分以外,可进一步添加在轮胎工业中一般使用的添加剂,例如,硅烷偶联剂、各种防老剂等。相对于丁基系橡胶100质量份,这些添加剂的含量优选为0.1~200质量份。
[0119]
作为密封材料用橡胶组合物(密封材料),优选通过混合丁基系橡胶、特定量的氧化锌、特定量的液态聚合物而调制,更优选通过混合丁基系橡胶、特定量的氧化锌、特定量的聚丁烯而调制。
[0120]
通过将上述各材料混合调制密封材料,将制成的密封材料适用于轮胎内周面(优选在内衬层的轮胎半径方向内侧部分),可以制造在内衬层的轮胎半径方向内侧具有密封层的自修复轮胎,构成密封材料的各材料的混合,例如可以使用公知的混炼机来实施。自修复轮胎的制造方法中使用的制造设备的一例如图7所示。
[0121]
对轮胎的内周面进行密封材料的涂布,在至少与胎面部相对应的轮胎的内周面上进行即可,更优选地,在至少与缓冲层相对应的轮胎的内周面上进行即可。通过省略对无需涂布密封材料的部分的涂布,可以生产性更良好地制造自修复轮胎。
[0122]
在这里,与胎面部相对应的轮胎的内周面是指,位于与路面相接的胎面部的轮胎半径方向内侧的位置的轮胎的内周面,与缓冲层相对应的轮胎的内周面是指,位于缓冲层的轮胎半径方向内侧的位置的轮胎的内周面。另外,缓冲层是指,配置在胎面内部且位于胎体的半径方向外侧的部件,具体地,是图9的缓冲层16等所示的部件。
[0123]
通常,未硫化轮胎使用胶囊(bladder)进行硫化。该胶囊在硫化时膨胀,与轮胎的内周面(内衬层)密接。因此,在硫化结束时,通常,在轮胎的内周面(内衬层)上涂布脱模剂,以使得胶囊与轮胎的内周面(内衬层)不粘连。
[0124]
作为脱模剂,通常使用水溶性涂料或脱模用橡胶等。但是,在轮胎的内周面存在脱模剂时,存在密封材料与轮胎的内周面之间的粘合性下降的担忧。因此,优选从轮胎的内周面预先除去脱模剂。特别是,更优选在轮胎内周面中、至少开始涂布密封材料的部分上预先除去脱模剂。另外,进一步优选从轮胎内周面中涂布密封材料的所有部分中预先除去脱模剂。由此,密封材料对于轮胎内周面的附着性进一步提高,可以制造密封性更高的自修复轮胎。
[0125]
作为从轮胎的内周面中除去脱模剂的方法,没有特别限定,可举出通过抛光(buff)处理、激光处理、高压水洗、基于洗涤剂(优选中性洗涤剂)的去除等公知的方法。
[0126]
通过在轮胎的内周面上连续地螺旋状贴附密封材料,可以防止轮胎均匀性的恶化,可以制造重量平衡优异的自修复轮胎。此外,通过在轮胎的内周面上连续地螺旋状贴附密封材料,可以在轮胎周向及轮胎宽度方向(特别是轮胎周向)上密封材料可以形成均匀的密封层,因此可以稳定且生产性良好地制造密封性优异的自修复轮胎。另外,密封材料优选在宽度方向上不重叠地贴附,更优选无缝地贴附。由此,可以进一步防止轮胎均匀性的恶化,同时可以形成更均匀的密封层。
[0127]
此外,将原料依次供给到连续混炼机(特别是双轴混炼挤出机),通过连续混炼机(特别是双轴混炼挤出机)依次调制密封材料,调制的密封材料从与连续混炼机(特别是双轴混炼挤出机)的排出口相连的喷嘴中连续吐出,密封材料依次直接涂布到轮胎的内周面。由此,可生产性良好地制造自修复轮胎。
[0128]
优选地,通过将大致绳带状的密封材料连续地螺旋状涂布到轮胎的内周面上而形成密封层。由此,可以在轮胎的内周面形成由沿着轮胎内周面连续地螺旋状配置的大致绳带状的密封材料构成的密封层。密封层可通过层叠密封材料而形成,但优选由1层密封材料形成。
[0129]
密封材料为大致绳带状时,通过将密封材料连续地螺旋状涂布到轮胎的内周面,可以形成由1层密封材料形成的密封层。密封材料为大致绳带状时,由于被涂布的密封材料上具有一定的厚度,因此即使是由1层密封材料形成的密封层,也可以防止轮胎均匀性的恶化,可以制造出重量平衡优异、同时具有良好密封性的自修复轮胎。此外,未层叠任意层的密封材料地,只涂布1层即可,因此可以生产性更良好地制造自修复轮胎。
[0130]
基于可以防止轮胎均匀性的恶化、可以生产性更良好地制造重量平衡优异、同时具有良好密封性的自修复轮胎的原因,密封材料在轮胎内周面上的卷绕次数优选为20次以上,更优选35次以上,另外,优选为70次以下,更优选60次以下,进一步优选50次以下。在这里,卷绕次数2次是指,将密封材料涂布成绕轮胎内周面2周,在图4中,密封材料的卷绕次数是6次。
[0131]
接着,以下说明在轮胎的内周面涂布密封材料的方法。
[0132]
《第1实施方式》
[0133]
在第1实施方式中,自修复轮胎可以通过进行以下工序的方法等制造:工序(1):一边使轮胎旋转、并且使上述轮胎和喷嘴中的至少一方在轮胎的宽度方向上移动,一边通过上述喷嘴将具有粘合性的密封材料涂布在上述轮胎的内周面时,通过非接触式位移传感器测定上述轮胎的内周面与上述喷嘴的前端之间的距离;工序(2):根据测定结果,通过使上述轮胎和喷嘴中的至少一方在轮胎的半径方向上移动,将上述轮胎的内周面与上述喷嘴的前端之间的间隔调整至规定距离;工序(3):在调整了上述间隔的轮胎内周面上,涂布上述密封材料。
[0134]
通过使用非接触式位移传感器测定轮胎内周面与喷嘴前端之间的距离,反馈其测定结果,由此可以使轮胎内周面与喷嘴前端的之间的间隔保持固定距离。并且,由于在保持上述间隔为固定距离的同时,在轮胎的内周面上涂布密封材料,因此可以在不受由于轮胎形状的偏差或接合(joint)部等的凹凸而带来的影响的情况下,使密封材料的厚度均匀。此外,由于无需如传统般为每个轮胎尺寸输入坐标值,因此可以效率良好地涂布密封材料。
[0135]
图1是自修复轮胎的制造方法中使用的涂布装置一例的示意性说明图。此外,图2是构成图1所示涂布装置的喷嘴前端附近的放大视图。
[0136]
图1显示沿子午线方向切开轮胎10的一部分的截面(在包括轮胎宽度方向和半径方向的平面上切开的截面),图2显示在包括轮胎的周向和半径方向的平面上切开轮胎10的一部分的截面。在图1和图2中,x方向是轮胎的宽度方向(轴向),y方向是轮胎的周向,z方向是轮胎的半径方向。
[0137]
轮胎10设置在旋转驱动装置(未图示)中,该旋转驱动装置使轮胎固定并旋转、同
时使轮胎在轮胎的宽度方向和半径方向上移动。通过该旋转驱动装置,可以独立地进行在轮胎的轴周围的旋转、轮胎的宽度方向的移动以及轮胎的半径方向的移动。
[0138]
此外,旋转驱动装置具备可控制轮胎的半径方向的移动量的控制机构(未图示)。控制机构可控制轮胎的宽度方向的移动量和/或轮胎的转速。
[0139]
喷嘴30安装在挤出机(未图示)的前端,可插入轮胎10的内侧。然后,从挤出机挤出的具有粘合性的密封材料20从喷嘴30的前端31中吐出。
[0140]
非接触式位移传感器40安装在喷嘴30上,测定轮胎10的内周面11与喷嘴30的前端31之间的距离d。
[0141]
如此,非接触式位移传感器所测定的距离d是指,轮胎内周面与喷嘴前端之间的在轮胎半径方向上的距离。
[0142]
本实施方式的自修复轮胎的制造方法中,首先,将硫化工序中成形的轮胎10安装在旋转驱动装置上,将喷嘴30插入轮胎10的内侧。然后,如图1和图2所示,一边使轮胎10旋转、并且使轮胎10在宽度方向上移动,一边通过从喷嘴30吐出密封材料20而将密封材料连续地涂布在轮胎10的内周面11上。轮胎10的宽度方向的移动,是沿着预先输入的轮胎10的内周面11的轮廓形状进行的。
[0143]
如后所述,密封材料20优选为大致绳带状,更具体地,在密封材料被涂布到轮胎内周面的时点,优选密封材料保持大致绳带状,此时,大致绳带状的密封材料20可以连续地螺旋状地贴附到轮胎10的内周面11上。
[0144]
另外,在本说明书中,大致绳带状是指,长度比宽度长,具有一定程度的宽度和厚度的形状。图4示意性地显示了大致绳带状的密封材料被连续地螺旋状贴附到轮胎内周面上的状态的一例。此外,图8示意性地显示了将图4的密封材料在与密封材料的涂布方向(长度方向)垂直相交的直线aa处切断时的密封材料的截面的一例。如此,大致绳带状的密封材料具有一定程度的宽度(图8中w所示的长度)和一定程度的厚度(图8中d所示的长度)。另外,在这里,密封材料的宽度是指涂布后的密封材料的宽度,密封材料的厚度是指涂布后的密封材料的厚度,更具体地,是指密封层的厚度。
[0145]
大致绳带状的密封材料,具体地,是满足后述的密封材料的厚度(涂布后的密封材料的厚度、密封层的厚度、图8中d所示的长度)的优选数值范围、以及密封材料的宽度(涂布后的密封材料的宽度、图4中w所示的长度、图6中w0所示的长度)的优选数值范围的密封材料,更优选地,是满足后述的密封材料的厚度与密封材料的宽度的比率(密封材料的厚度/密封材料的宽度)的优选数值范围的密封材料。此外,也可是满足后述的密封材料的截面积的优选数值范围的密封材料。
[0146]
本实施方式的自修复轮胎的制造方法中,通过以下的工序(1)~(3),将密封材料涂布到轮胎的内周面。
[0147]
《工序(1)》
[0148]
如图2所示,通过非接触式位移传感器40,测定涂布密封材料20之前的轮胎10的内周面11与喷嘴30的前端31之间的距离d。关于距离d的测定,每次在将密封材料20涂布到各轮胎10的内周表面11上时进行,从密封材料20的涂布开始到涂布结束为止进行。
[0149]
《工序(2)》
[0150]
将距离d的测定数据传送至旋转驱动装置的控制机构。控制机构中,根据测定数
据,对轮胎的半径方向的移动量进行调整,以使轮胎10的内周面11与喷嘴30的前端31之间的间隔成为规定的距离。
[0151]
《工序(3)》
[0152]
密封材料20,由于连续地从喷嘴30的前端31中吐出,因此会涂布到上述调整了间隔的轮胎10的内周面11上。通过以上的工序(1)~(3),可以在轮胎10的内周面11上涂布厚度均匀的密封材料20。
[0153]
图3是喷嘴相对于轮胎的位置关系的示意性说明图。
[0154]
如图3所示,可以在喷嘴30相对于轮胎10移动到(a)~(d)所示的位置期间,在将轮胎10的内周面11与喷嘴30的前端31之间的间隔保持在规定距离d0的同时,涂布密封材料。
[0155]
基于可以得到更好效果的原因,调整后的间隔d0优选为0.3mm以上,更优选1.0mm以上。此外,调整后的间隔d0优选为3.0mm以下,更优选2.0mm以下。
[0156]
在这里,调整后的间隔d0是指,通过上述工序(2)调整后的轮胎内周面与喷嘴前端之间在轮胎半径方向上的距离。
[0157]
此外,基于可以得到更好效果的原因,调整后的间隔d0优选为涂布后的密封材料厚度的30%以下,更优选20%以下,此外,优选为涂布后的密封材料厚度的5%以上,更优选10%以上。
[0158]
基于可以得到更好效果的原因,密封材料的厚度(涂布后的密封材料的厚度、密封层的厚度、图8中d所示的长度)没有特别限定,但是基于可以得到更好效果的原因,优选为1.0mm以上,更优选1.5mm以上,进一步优选2.0mm以上,特别优选2.5mm以上,此外,优选为10mm以下,更优选8.0mm以下,进一步优选5.0mm以下。另外,密封材料的厚度可以通过调整轮胎的转速、轮胎的宽度方向的移动速度、喷嘴前端与轮胎内周面之间的距离等来进行调整。
[0159]
密封材料的厚度(涂布后的密封材料的厚度、密封层的厚度),优选为实质上固定。由此,可以进一步防止轮胎均匀性的恶化,可以制造出重量平衡更优异的自修复轮胎。
[0160]
在这里,本说明书中,厚度实质上固定是指,厚度的变动控制为90~110%(优选95~105%,更优选98~102%,进一步优选99~101%)。
[0161]
基于喷嘴堵塞少、操作稳定性优异的原因,以及可以得到更好效果的原因,优选使用大致绳带状的密封材料,更优选将大致绳带状的密封材料螺旋状地贴附到轮胎内周面上。但是,可使用不是大致绳带状的密封材料,通过喷涂将密封材料涂布在轮胎内周面上。
[0162]
使用大致绳带状的密封材料时,密封材料的宽度(涂布后的密封材料的宽度、图4中w所示的长度)没有特别限定,但是基于可以得到更好效果的原因,优选为0.8mm以上,更优选1.3mm以上,进一步优选1.5mm以上。此外,密封材料的宽度优选为18mm以下,更优选13mm以下,进一步优选9.0mm以下,特别优选7.0mm以下,最优选6.0mm以下,更加最优选5.0mm以下。
[0163]
密封材料的厚度(涂布后的密封材料的厚度、密封层的厚度、图8中d所示的长度)与密封材料的宽度(涂布后的密封材料的宽度、图4中w所示的长度)之间的比率(密封材料的厚度/密封材料的宽度)优选为0.6以上,更优选0.7以上,进一步优选0.8以上,特别优选0.9以上,另外,优选为1.4以下,更优选1.3以下,进一步优选1.2以下,特别优选1.1以下。该比率越接近1.0,密封材料的形状越为理想的绳带状形状,越可以生产性更良好地制造高密
封性的自修复轮胎。
[0164]
密封材料的截面积(涂布后的密封材料的截面积、图8中以d
×
w算出的面积),基于可以得到更好效果的原因,优选为0.8mm2以上,更优选1.95mm2以上,进一步优选3.0mm2以上,特别优选3.75mm2以上,另外,优选为180mm2以下,更优选104mm2以下,进一步优选45mm2以下,特别优选35mm2以下,最优选25mm2以下。
[0165]
贴附有密封材料的区域的宽度(以下也称为贴附区域的宽度、密封层的宽度,图4中以6
×
w所示的长度、图6中以w1 6
×
w0所示的长度)没有特别受限制,但是基于可以得到更好效果的原因,优选为胎面接地宽度的80%以上,更优选90%以上,进一步优选100%以上,此外,优选120%以下,更优选110%以下。
[0166]
密封层的宽度,基于可以得到更好效果的原因,优选为轮胎的缓冲层的宽度(缓冲层的轮胎宽度方向的长度)的85~115%。
[0167]
另外,在本说明书中,当轮胎中设置有多个缓冲层时,缓冲层的轮胎宽度方向的长度是指,多个缓冲层中,轮胎宽度方向的长度最长的缓冲层的轮胎宽度方向的长度。
[0168]
在本说明书中,胎面接地宽度定义如下。首先,在轮辋安装在正规轮辋上且充填有正规内压的无负荷的正规状态(normal state)的轮胎上,负荷正规载荷,以外倾角(camber)0度使轮胎在平面接地时的轮胎轴向最外侧的接地位置定义为“接地端”te。然后,将该接地端te、te间的轮胎轴向的距离定义为胎面接地宽度tw。在没有特别说明的情况下,轮胎各部分的尺寸等是在该正规状态下测定的值。
[0169]
上述“正规轮辋”是指,包括轮胎所基于的规格的规格体系中,各规格对各轮胎所规定的轮辋,在jatma中是指“标准轮辋”,tra中是指“设计轮辋(design rim)”,etrto中是指“测量轮辋(measuring rim)”。此外,上述“正规内压”是指,包括轮胎所基于的规格的规格体系中,各规格对各轮胎所规定的气压,jatma中是指“最高气压”,tra中是指表“tire load limits at various cold inflation pressures(各种冷充气压力下的轮胎负荷极限)”中记载的最大值,etrto中是指“inflation pressure(充气压力)”,当轮胎是乘用车用时,为180kpa。
[0170]
此外,上述“正规载荷”是指,包括轮胎所基于的规格的规格体系中,各规格对各轮胎所规定的载荷,jatma中是指“最大负荷能力”,tra中是指表“tire load limits at various cold inflation pressures(各种冷充气压力下的轮胎负荷极限)”中记载的最大值,etrto中是指“load capacity(负荷能力)”,当轮胎是乘用车用时,是相当于上述载荷的88%的载荷。
[0171]
涂布密封材料时轮胎的转速没有特别限定,基于可以得到更好效果的原因,优选为5m/min以上,更优选10m/min以上,此外,优选为30m/min以下,更优选20m/min以下。
[0172]
通过使用非接触式位移传感器,可以降低由于密封材料附着到传感器而导致的故障的风险。作为所使用的非接触式位移传感器,只要可以测定轮胎内周面与喷嘴前端之间的距离,就没有特别限定,可举出例如,激光传感器、光传感器、静电容量传感器等。这些传感器可单独使用,或者可2种以上并用。其中,基于测定橡胶的观点,优选激光传感器、光传感器,更优选激光传感器。使用激光传感器时,通过向轮胎的内周面照射激光,根据激光的反射测定轮胎内周面与激光传感器的前端之间的距离,从该值中减去激光传感器的前端与喷嘴前端之间的距离,由此可以求出轮胎内周面与喷嘴前端之间的距离。
[0173]
非接触式位移传感器的位置,只要是可以测定涂布密封材料前的轮胎内周面与喷嘴前端之间的距离的位置,则没有特别限定,优选安装在喷嘴上,更优选设置在密封材料不附着的位置。
[0174]
另外,关于非接触式位移传感器的个数、大小等,也没有特别限定。
[0175]
由于非接触位移传感器不耐热,因此为了防止从喷嘴吐出的高温密封材料的热影响,优选进行使用隔热材料等的保护和/或使用空气等的冷却。由此,可以提高传感器的耐久性。
[0176]
在第1实施方式的说明中,作为轮胎的宽度方向和半径方向的移动,说明了喷嘴不移动而轮胎移动的例子,但也可以是轮胎不移动而喷嘴移动,或者可以是轮胎和喷嘴两者都移动。
[0177]
此外,旋转驱动装置优选具有可以扩大轮胎的胎圈部宽度的手段。在将密封材料涂布到轮胎上时,通过扩大轮胎的胎圈部的宽度,可以容易地将密封材料涂布到轮胎上。特别是,在将轮胎安装在旋转驱动装置后,在轮胎内周面附近导入喷嘴时,仅通过平行移动喷嘴,可以导入喷嘴,易于控制,提高生产性。
[0178]
作为扩大轮胎胎圈部宽度的手段,只要可以扩大轮胎胎圈部的宽度,则没有特别限定,可举出使用2组具有位置彼此不变的多个(优选2个)辊的装置、分别沿着轮胎宽度方向运动的机构等。将该装置从轮胎开口部两侧放入轮胎内,使轮胎胎圈部的宽度变宽即可。
[0179]
在上述制造方法中,将由双轴混炼挤出机等混合、且抑制了挤出机内的交联反应进行的密封材料直接涂布到轮胎内周面上,因此从涂布时起就开始了交联反应,不仅对轮胎内周面具有良好的粘合性,同时交联反应可以更合适地进行,可以制造出高密封性的自修复轮胎。因此,不需要对涂布了密封材料的自修复轮胎进一步进行交联,可以获得良好的生产性。
[0180]
另外,根据需要,可进行下述交联工序:对涂布有密封材料的自修复轮胎进一步交联的交联工序。
[0181]
在交联工序中,优选加热自修复轮胎。由此,可以提高密封材料的交联速度,可以更好地进行交联反应,可以生产性更良好地制造自修复轮胎。作为加热方法,没有特别限定,可以采用公知的方法,但优选使用烘箱的方法。交联工序中,例如将自修复轮胎放入70℃~190℃(优选150℃~190℃)的烘箱内2~15分钟即可。另外,基于即使是刚刚涂布后的易流动的密封材料,也可以防止流动、不会令均匀性恶化地进行交联反应的原因,在交联时,优选使轮胎在轮胎周向上旋转。转速优选为300~1000rpm。具体地,例如,作为烘箱,可以使用具有旋转机构的烘箱。
[0182]
此外,即使在不另行进行交联工序的情况下,也优选使轮胎在轮胎周向上旋转,直到密封材料的交联反应结束。由此,即使是刚刚涂布后的易流动的密封材料,也可以防止流动、不会令均匀性恶化地进行交联反应。转速与交联工序的情况相同。
[0183]
为了提高密封材料的交联速度,优选在涂布密封材料之前预先预热轮胎。由此,可以生产性更良好地制造自修复轮胎。轮胎的预热温度优选为40℃以上,更优选50℃以上,另外,优选为100℃以下,更优选70℃以下。通过将轮胎的预热温度设定在上述范围内,可以从涂布时起良好地开始交联反应,使得交联反应更合适地进行,可以制造出高密封性的自修复轮胎。此外,通过将轮胎的预热温度设定在上述范围内,不需要进行交联工序,因此可以
生产性良好地制造自修复轮胎。
[0184]
连续混炼机(特别是双轴混炼挤出机)一般进行连续运行。另一方面,在制造自修复轮胎时,当对1个轮胎的涂布结束时,需要更换轮胎。此时,为了在抑制生产性下降的同时制造更高品质的自修复轮胎,采用以下的方法(1)、(2)即可。由于在(1)的方法中存在品质下降、在(2)的方法中存在成本增加的缺点,因此根据情况适当区分使用即可。
[0185]
(1)通过使连续混炼机、所有供给装置同时工作、停止,控制密封材料向轮胎内周面的供给
[0186]
即,当对1个轮胎的涂布结束时,同时停止连续混炼机、所有供给装置,更换轮胎(优选在1分钟内更换),使连续混炼机、所有供给装置同时启动,再次开启对轮胎的涂布即可。通过迅速(优选在1分钟内)更换轮胎,可以抑制品质下降。
[0187]
(2)通过使连续混炼机、所有供给装置保持工作地,切换流路,藉此控制密封材料向轮胎内周面的供给
[0188]
即,在连续混炼机中,预先设置与直接向轮胎内周面进料的喷嘴不同的流路,在对1个轮胎的涂布结束时,将调制好的密封材料从别的流路排出,直到轮胎更换结束为止即可。在该方法中,由于可以使连续混炼机、所有供给装置工作保持工作地制造自修复轮胎,因此可以制造更高品质的自修复轮胎。
[0189]
另外,作为上述自修复轮胎的胎体中使用的胎体帘线,没有特别限定,可举出纤维帘线、钢帘线(steel core)等。其中,优选钢帘线。特别理想的是jisg3506中规定的由硬钢线材形成的钢帘线。在自修复轮胎中,作为胎体帘线,通过使用高强度的钢帘线而不是通常使用的纤维帘线,可以大幅改善耐胎侧切割性能(骑到路缘石等产生的对于胎侧部切割的耐受性),可以进一步改善包括胎侧部在内的整个轮胎的防刺扎性(puncture resistance)。
[0190]
作为钢帘线的结构,没有特别限定,可举出例如,1
×
n构成的单捻钢帘线、k m构成的层捻钢帘线、1
×
n构成的束捻钢帘线、m
×
n构成的复捻钢帘线等。在这里,1
×
n构成的单捻钢帘线是指,将n根细丝(filament)捻合在一起而得到的1层捻合钢帘线。此外,k m构成的层捻钢帘线是指,具有捻向、捻距不同的2层结构,内层有k根细丝,外层有m根细丝的钢帘线。此外,1
×
n构成的束捻钢帘线是指,将n根细丝捻合成束而得到的束捻钢帘线。此外,m
×
n构成的复捻钢帘线是指,将将n根细丝下捻而得到的股线(strand)的m根进行捻合而得到的复捻钢帘线。n是1~27的整数,k是1~10的整数,m是1~3的整数。
[0191]
钢帘线的捻距优选为13mm以下,更优选11mm以下,此外,优选为5mm以上,更优选7mm以上。
[0192]
钢帘线中,优选包括至少1根定型为螺旋状的定型细丝。此种定型细丝可以在钢帘线上设有较大的间隙,提高橡胶渗透性,同时可维持低载荷时的伸长率,防止硫化成形时出现成形不良的发生。
[0193]
为了提高对橡胶组合物的初期接合性,钢帘线的表面优选用黄铜(brass)、zn等进行电镀。
[0194]
钢帘线在50n负荷时的伸长率优选为0.5~1.5%。所述50n负荷时的伸长率更优选为0.7%以上,此外,更优选为1.3%以下。
[0195]
钢帘线的密度(ends)优选为20~50(根/5cm)。
[0196]
《第2实施方式》
[0197]
仅第1实施方式的方法的话,当密封材料为大致绳带状时,有时会出现难以将密封材料贴附向轮胎的内周面的情况,特别是,已明确存在贴附开始部分的密封材料容易剥离的问题。在第2实施方式中,其特征在于,在上述自修复轮胎的制造方法中,将轮胎内周面与喷嘴前端之间的间隔设定为距离d1,贴附密封材料后,将上述间隔设定为大于距离d1的距离d2,贴附密封材料。由此,可以容易地制造具有如下特征的自修复轮胎:通过在贴附开始时使轮胎内周面与喷嘴前端之间的间隔接近,可以使得与贴附开始部分相对应的密封材料的宽度变宽,至少在与胎面部相对应的轮胎的内周面上,连续地螺旋状贴附具有粘合性且大致绳带状的密封材料,在密封材料长度方向上的端部中的至少一个端部为,宽度比在长度方向上相邻的部分的宽度更宽的幅宽部。在该自修复轮胎中,通过扩大对应于贴附开始部分的密封材料的宽度,可以改善该部分的接合力,防止该部分中密封材料的剥离。
[0198]
另外,在第2实施方式的说明中,仅主要说明与第1实施方式的不同点,省略关于与第1实施方式重复的内容的记载。
[0199]
图5是构成图1所示的涂布装置的喷嘴前端附近的放大视图,(a)显示的是密封材料贴附刚刚开始后的状态,(b)显示的是经过了规定时间之后的状态。
[0200]
图5显示的是将轮胎10的一部分在包括轮胎周向和半径方向的平面上切开的截面。在图5中,x方向是轮胎的宽度方向(轴向),y方向是轮胎的周向,z方向是轮胎的半径方向。
[0201]
在第2实施方式中,首先,将硫化工序中成形的轮胎10设置在旋转驱动装置上,将喷嘴30插入轮胎10的内侧。然后,如图1和图5所示,一边使轮胎10旋转、并且使轮胎10在宽度方向上移动,一边通过从喷嘴30中吐出密封材料20来将密封材料连续地涂布在轮胎10的内周面11上。轮胎10的宽度方向的移动,例如沿着预先输入的轮胎10的内周面11的轮廓形状进行。
[0202]
密封材料20具有粘合性且为大致绳带状,因此,可以连续地螺旋状贴附在与胎面部相对应的轮胎10的内周面11上。
[0203]
此时,在从贴附开始起,规定时间的期间内,如图5(a)所示,将轮胎10的内周面11与喷嘴30的前端31之间的距离设定为d1,贴附密封材料20。然后,在经过了规定时间后,如图5(b)所示,通过使轮胎10在半径方向上移动,将上述间隔改变为大于距离d1的距离d2,贴附密封材料20。
[0204]
另外,在密封材料的贴附结束之前,可将上述间隔从距离d2改回到距离d1,但基于制造效率、轮胎重量平衡的观点,优选直到结束密封材料的贴附为止是距离d2。
[0205]
此外,虽然优选在从贴附开始起,规定时间的期间内,将上述距离d1的值保持固定,在经过规定时间后,将上述距离d2的值保持固定,但只要满足d1《d2的关系,距离d1和d2的值可不固定。
[0206]
上述距离d1的值没有特别限定,基于可以得到更好效果的原因,优选为0.3mm以上,更优选0.5mm以上,上述距离d1的值优选为2mm以下,更优选1mm以下。
[0207]
上述距离d2的值也没有特别限定,基于可以得到更好效果的原因,优选为0.3mm以上,更优选1mm以上,此外,优选为3mm以下,更优选2mm以下。距离d2优选与上述调整后的间隔d0相同。
[0208]
另外,在本说明书中,轮胎内周面与喷嘴前端之间的距离d1、d2是指,轮胎内周面与喷嘴前端之间在轮胎半径方向上的距离。
[0209]
贴附密封材料时的轮胎的转速没有特别限定,基于可以得到更好效果的原因,优选为5m/min以上,更优选10m/min以上,此外,优选为30m/min以下,更优选20m/min以下。
[0210]
通过以上的工序,可以制造第2实施方式的自修复轮胎。
[0211]
图6是贴附在第2实施方式的自修复轮胎上的密封材料一例的示意性说明图。
[0212]
大致绳带状的密封材料20卷绕在轮胎的周向上,连续地以螺旋状贴附在其上。此外,密封材料20在长度方向上的一个端部为,宽度比在长度方向上相邻的部分的宽度更宽的幅宽部21。该幅宽部21对应于密封材料的贴附开始部分。
[0213]
密封材料的幅宽部的宽度(涂布后的密封材料的幅宽部的宽度、图6中w1所示的长度)没有特别限定,基于可以得到更好效果的原因,优选为幅宽部以外的宽度(图6中w0所示的长度)的103%以上,更优选110%以上,进一步优选120%以上。此外,密封材料的幅宽部的宽度,优选为幅宽部以外的宽度的210%以下,更优选180%以下,进一步优选160%以下。
[0214]
另外,密封材料的幅宽部的宽度,优选在长度方向上实质上为固定,但是也可有实质上不固定的地方。例如,幅宽部可为下述形状,在贴附开始部分的宽度最宽,随着长度方向而宽度变窄的形状。在这里,本说明书中,宽度实质上固定是指,宽度的变动控制为90~110%(优选为97~103%,更优选98~102%,进一步优选99~101%)。
[0215]
密封材料的幅宽部的长度(涂布后密封材料的幅宽部的长度、图6中l1所示的长度)没有特别限定,基于可以得到更好效果的原因,优选不足650mm,更优选不足500mm,进一步优选不足350mm,特别优选不足200mm。另外,密封材料的幅宽部的长度越短越好,但是考虑到控制轮胎内周面与喷嘴前端之间的距离,极限为10mm左右。
[0216]
密封材料的幅宽部以外的宽度(涂布后的密封材料的幅宽部以外的宽度、图6中w0所示的长度)没有特别限定,基于可以得到更好效果的原因,优选为0.8mm以上,更优选1.3mm以上,进一步优选1.5mm以上,另外,优选为18mm以下,更优选13mm以下,进一步优选9.0mm以下,特别优选7.0mm以下,最优选6.0mm以下,更加最优选5.0mm以下。w0优选与上述w相同。
[0217]
另外,密封材料的幅宽部以外的宽度,优选在长度方向上实质上固定,但是也可存在实质上不固定的地方。
[0218]
贴附有密封材料的区域的宽度(以下也称为贴附贴区域的宽度、密封层的宽度,图6中以w1 6
×
w0所示的长度)没有特别限定,基于可以得到更好效果的原因,优选为胎面接地宽度的80%以上,更优选90%以上,进一步优选100%以上,此外,优选为120%以下,更优选110%以下。
[0219]
密封层的宽度,基于可以得到更好效果的原因,优选为轮胎的缓冲层宽度(缓冲层的轮胎宽度方向的长度)的85~115%。
[0220]
在第2实施方式的自修复轮胎中,密封材料优选以宽度方向上不重叠的方式贴附,更优选无缝贴附。
[0221]
此外,在第2实施方式的自修复轮胎中,密封材料的长度方向上的另一端部(与贴附结束部分相对应的端部)也可为,宽度比在长度方向上相邻的部分的宽度更宽的幅宽部。
[0222]
密封材料的厚度(涂布后的密封材料的厚度、密封层的厚度、图8中d所示的长度)
没有特别限定,基于可以得到更好效果的原因,优选为1.0mm以上,更优选1.5mm以上,进一步优选2.0mm以上,特别优选2.5mm以上,此外,优选为10mm以下,更优选8.0mm以下,进一步优选5.0mm以下。
[0223]
密封材料的厚度(涂布后的密封材料的厚度、密封层的厚度)优选实质上固定。由此,可以进一步防止轮胎均匀性的恶化,可以制造出重量平衡更优异的自修复轮胎。
[0224]
密封材料的厚度(涂布后的密封材料的厚度、密封层的厚度、图8中d所示的长度)与密封材料的幅宽部以外的宽度(涂布后的密封材料的幅宽部以外的宽度、图6中w0所示的长度)的比率(密封材料的厚度/密封材料的幅宽部以外的宽度)优选为0.6以上,更优选0.7以上,进一步优选0.8以上,特别优选0.9以上,另外,优选为1.4以下,更优选1.3以下,进一步优选1.2以下,特别优选1.1以下。该比率越接近1.0,密封材料的形状越成为理想的绳带状,越可以生产性更良好地制造高密封性的自修复轮胎。
[0225]
密封材料的截面积(涂布后的密封材料的截面积、图8中以d
×
w算出的面积),基于可以得到更好效果的原因,优选为0.8mm2以上,更优选1.95mm2以上,进一步优选3.0mm2以上,特别优选3.75mm2以上,另外,优选为180mm2以下,更优选104mm2以下,进一步优选45mm2以下,特别优选35mm2以下,最优选25mm2以下。
[0226]
在第2实施方式中,即使密封材料的粘度在上述范围内,特别是即使粘度较高,通过加宽与贴附开始部分相对应的密封材料的宽度,也可以改善该部分的接合力,防止该部分中的密封材料的剥离。
[0227]
第2实施方式的自修复轮胎,优选以上述制造方法制造,但只要可以将密封材料的至少一个端部调制为幅宽部,就可使用其他任何合适的制造方法制造。
[0228]
上述说明,特别是在第1实施方式的说明中,对在轮胎的内周面涂布密封材料时使用非接触式位移传感器的情况进行了说明,但是可不进行基于非接触式位移传感器的测定地,根据预先输入的坐标值,控制喷嘴和/或轮胎的移动,在轮胎的内周面涂布密封材料。
[0229]
根据上述制法等,可以制造出在内衬层的轮胎半径方向内侧、具有使用上述密封材料用橡胶组合物制成的密封层的自修复轮胎。该充气轮胎的密封层,由于使用上述密封材料用橡胶组合物制作而成,因此破坏特性优异,具有经年劣化后的良好密封性,还可以抑制破坏特性的经时变化。
[0230]
所述密封层优选由沿着轮胎的内周面连续地螺旋状配置的大致绳带状的密封材料构成,更优选地,所述螺旋状配置的大致绳带状的密封材料彼此之间在宽度方向上不重叠地、无缝配置。
[0231]
上述结构的自修复轮胎,由于在轮胎的内周面具有在轮胎周向及轮胎宽度方向(特别是轮胎周向)上密封材料均匀的密封层(由沿着轮胎内周面连续地螺旋状配置的大致绳带状的密封材料构成的密封层),因此密封性优异。此外,由于密封材料,因此轮胎的平衡难以崩坏,可降低轮胎均匀性的恶化。
[0232]
此外,通过将使用上述密封材料用橡胶组合物制作的密封层设定为上述结构,具有可以得到更好效果的倾向。据推测,这是由于确保了密封层的厚度均匀,从而更好地发挥了效果。
[0233]
另外,上述结构的密封层,例如可以通过将大致绳带状的密封材料连续地螺旋状涂布在轮胎内周面而制造。
[0234]
上述密封层依据iso13145(2012)、在100℃下测定的复弹性模量g
*
优选为0.75~3.50kpa。g
*
更优选为1.00以上,进一步优选1.25以上,特别优选1.50以上,最优选1.75以上,更加最优选2.00以上,进一步最优选2.20以上,特别最优选2.30以上,另外,更优选在3.25kpa以下,进一步优选3.00kpa以下,特别优选2.80kpa以下,最优选2.60kpa以下。该复弹性模量在上述范围内时,具有可以得到更好效果的倾向。另外,在本说明书中,复弹性模量g
*
是依据iso13145(2012)在100℃下测定的值,具体是通过实施例的方法测定的值。
[0235]
在上述密封层中,为了使复弹性模量g
*
在上述范围内,使用上述密封材料用橡胶组合物来制作即可。特别是,对于丁基系橡胶,添加特定量的氧化锌、特定量的液态聚合物即可。
[0236]
更具体地,对于丁基橡胶,添加特定量的氧化锌、特定量的液态聚丁烯即可。
[0237]
另外,优选不使用秋兰姆系硫化促进剂、二硫代氨基甲酸系硫化促进剂、硫。
[0238]
上述轮胎可适宜用作乘用车用轮胎、大型乘用车用轮胎、大型suv用轮胎、货车/客车用轮胎、两轮车用轮胎、竞赛用轮胎、冬用轮胎(无钉防滑轮胎(studless tire)、雪地轮胎(snow tire)、防滑钉轮胎(stud tire))、四季轮胎、缺气保用轮胎(run flat tire)、航空机用轮胎、矿山用轮胎等。
[0239]
[实施例]
[0240]
基于实施例,具体说明本发明,但本发明并不仅仅限定于这些实施例。
[0241]
以下说明实施例中使用的各种化学品。
[0242]
丁基橡胶:bromobutyl 2255(埃克森美孚公司制造,125℃下的门尼粘度ml1 8=46,卤素含有率:2.0质量%)
[0243]
炭黑:diablack h(三菱化学株式会社制造,n330)
[0244]
液态聚丁烯:日石聚丁烯hv1900(jxtg能源株式会社制造,40℃下的运动粘度160000cst,100℃下的运动粘度3710cst,数均分子量2,900)
[0245]
增粘剂(tackifier):quintone a100(日本瑞翁株式会社制造,脂肪族系石油树脂)
[0246]
mbts:nocceler dm-p(大内新兴化学株式会社制造,二苯并噻唑基二硫化物(mbts))
[0247]
dpg:nocceler d(大内新兴化学株式会社制造,二苯胍)
[0248]
bbs:nocceler ns-p(大内新兴化学株式会社制造,n-叔丁基-2-苯并噻唑基次磺酰胺)
[0249]
tbztd:sanceler tbztd(三新化学株式会社制造,四苄基秋兰姆二硫化物(tbztd))
[0250]
pz:accel pz(川口化学工业株式会社制造,二甲基二硫代氨基甲酸锌(znmdc))
[0251]
氧化锌:氧化锌2号(三井金属矿业株式会社制造)
[0252]
硬脂酸:椿(tsubaki)(日油株式会社制造)
[0253]
硫:金华印微粉硫(鹤见化学株式会社制造)
[0254]
《自修复轮胎的制造》
[0255]
按照表1所示的配方内容,使用3l捏合混合机(kneader mixer),在170℃的条件下混炼加工60分钟,调制密封材料。
[0256]
接着,从与混合机的排出口直接连接、并且前端设置在轮胎内表面的喷嘴,向周向旋转的轮胎(205/55r16、预热温度:40℃)的内表面,依次吐出调制的密封材料(温度170℃、粘度35000pa
·
s(40℃)、大致绳带状、厚度3mm、宽度4mm),按照图1~4,连续地螺旋状向轮胎的内周面涂布(螺旋状涂布)以使得其成为厚度3mm、贴附区域的宽度180mm,形成密封层,制造出自修复轮胎。此外,密封材料的粘度依据jis k 6833,在40℃的条件下,通过旋转式粘度计测定。
[0257]
在这里,交联固化反应通过混炼时产生的热而进行。
[0258]
使用得到的试验用轮胎进行下述评价,结果如表1所示。
[0259]
《热老化试验》
[0260]
将得到的试验用轮胎在60℃条件下储存20天,获得热老化后的试验用轮胎。
[0261]
《动态复弹性模量》
[0262]
从上述自修复轮胎(新品、热老化后)的密封层中切下试验片。然后,对于该试验片,使用阿尔法科技公司制造的rpa,依照iso13145(2012)在100℃下测定动态复弹性模量g
*
。
[0263]
此外,基于新品、热老化后的g
*
,计算变化比例(热老化后g
*
变化比例)[%]。变化比例越接近100%,表示越可以抑制破坏特性的经时变化。当变化比例在150%以下时,判断为可以抑制破坏特性的经时变化。
[0264]
复弹性模量g
*
(新品)在0.75kpa以上时,判断为破坏特性优异。特别是,当复弹性模量g
*
(新品)在0.80kpa以上时,判断为破坏特性更加优异。
[0265]
《气密性能》
[0266]
测定将上述自修复轮胎(新品)在60℃条件下、静置加速劣化20天后,在-25℃恒温室内钉入100根长的钉子后拔出时的气密成功率。气密成功率越高,表示经年劣化后的密封性越良好,越可以抑制密封性的经时下降。
[0267]
《形状保持》
[0268]
将上述自修复轮胎(新品)在60℃条件下、静置加速劣化20天后进行评价,密封形状保持的外观合格品为〇,不合格品为
×
。
[0269]
[表1]
[0270][0271]
从表1可知,相对于丁基系橡胶100质量份,含有氧化锌2~15质量份、液态聚合物100~300质量份,相对于丁基系橡胶100质量份,含有秋兰姆硫化促进剂、二硫代氨基甲酸
系硫化促进剂、硫的含量分别在0.1质量份以下的实施例,破坏特性优异,具有经年劣化后的良好密封性,还可以抑制破坏特性的经时变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
