技术特征:
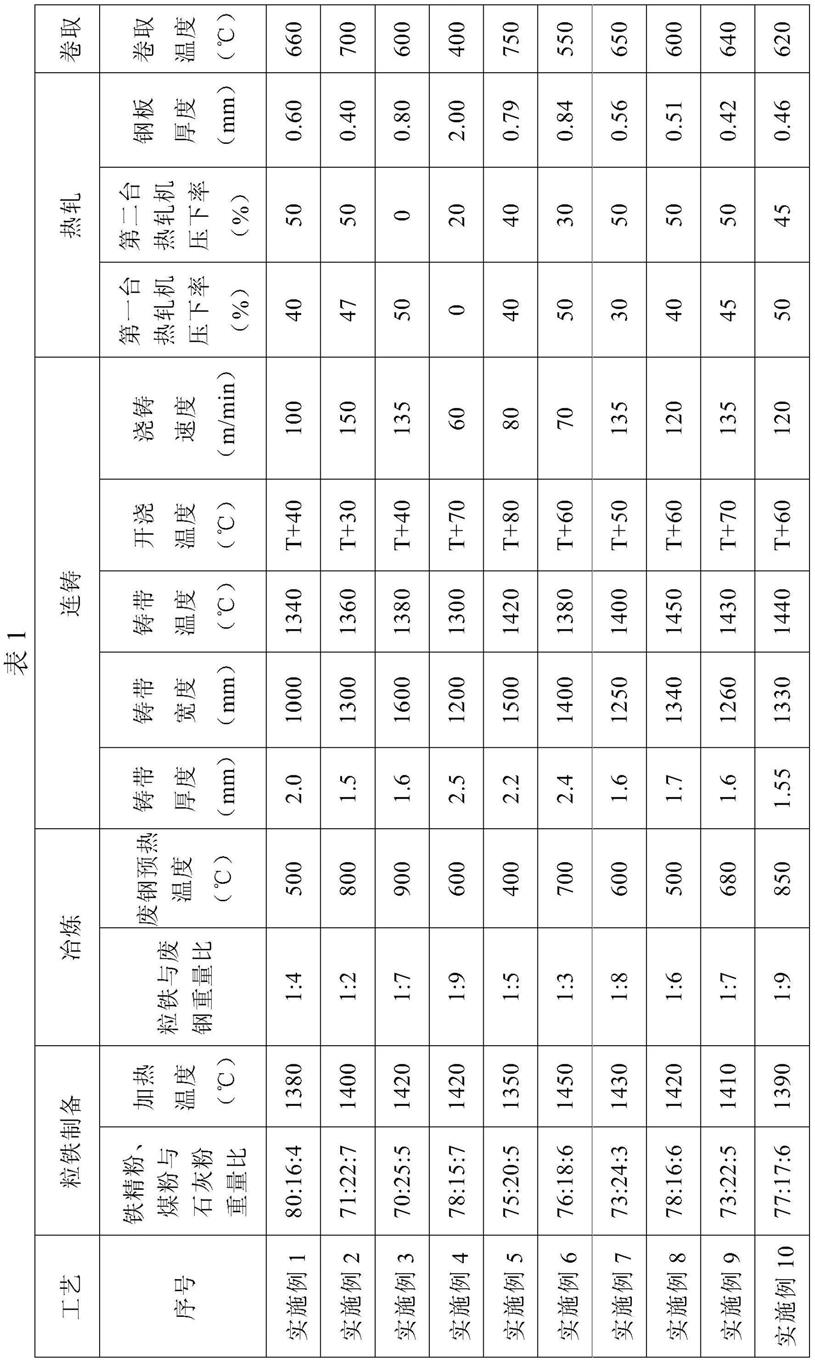
1.一种超薄热轧宽带钢的制造方法,其特征是,包括如下步骤:1)粒铁制备将铁精粉、煤粉和石灰粉混合均匀,压制成球团或团块并干燥;将球团或团块置于转底炉中,加热转底炉,使转底炉内的球团或团块进行还原、渗碳、熔融,之后快速水冷至750~850℃,将粒铁和渣分离后分别排出;所述铁精粉、煤粉和石灰粉的重量比为70~80:15~25:3~7;转底炉加热温度为1350~1450℃;2)冶炼将上述制备的粒铁输送至电炉内,与经过电炉预热装置预热后的废钢混合,进行熔化和冶炼,获得钢水;粒铁和废钢的重量比为1:2~9,废钢预热温度为400~900℃;3)精炼从电炉流出的钢水依次进行vd真空脱气、lf精炼;4)连铸连铸采用双辊薄带连铸,获得厚度为1.5~2.5mm、宽度为1000~1600mm的铸带;钢水开浇温度为t (30~80)℃,其中t为液相线温度,铸带温度1300~1450℃,结晶辊内部通水冷却,铸机浇铸速度为60~150m/min;5)热连轧铸带经夹送辊送至双机架轧机组进行热连轧,单台机架的压下率≤50%;热连轧后钢板厚度为0.4~2.0mm;6)卷取热轧后的钢板经过雾化冷却,冷却后的钢板经切头或分切处理后送至卷取机进行卷取;卷取温度为400~750℃。2.如权利要求1所述的超薄热轧宽带钢的制造方法,其特征是,所述卷取后获得的钢卷经喷码、打捆后进行空冷或缓冷。3.如权利要求2所述的超薄热轧宽带钢的制造方法,其特征是,所述空冷或缓冷后的钢卷进行切边、平整制得黑皮卷;或酸洗、镀锌制得热轧热镀锌卷;或酸洗、平整制得热轧酸洗卷;或切边、平整、射流除鳞,制得薄规格热轧卷。4.如权利要求1所述的超薄热轧宽带钢的制造方法,其特征是,所述铁精粉为磁铁矿粉、赤铁矿粉、褐铁矿粉或菱铁矿粉中的一种或多种。5.如权利要求1所述的超薄热轧宽带钢的制造方法,其特征是,所述煤粉为非焦煤粉、普通煤粉、石油焦中的一种或多种。6.如权利要求1所述的超薄热轧宽带钢的制造方法,其特征是,所述废钢为轻薄料、统废、重废中的一种或多种。7.如权利要求1所述的超薄热轧宽带钢的制造方法,其特征是,步骤2)中,所述粒铁和废钢输送至电炉内的输送方式为连续输送或间歇式输送。8.如权利要求1所述的超薄热轧宽带钢的制造方法,其特征是,步骤5)所述热连轧后钢板厚度为0.4~0.6mm。9.如权利要求1所述的超薄热轧宽带钢的制造方法,其特征是,步骤6)所述卷取采用卡罗塞尔卷取。
技术总结
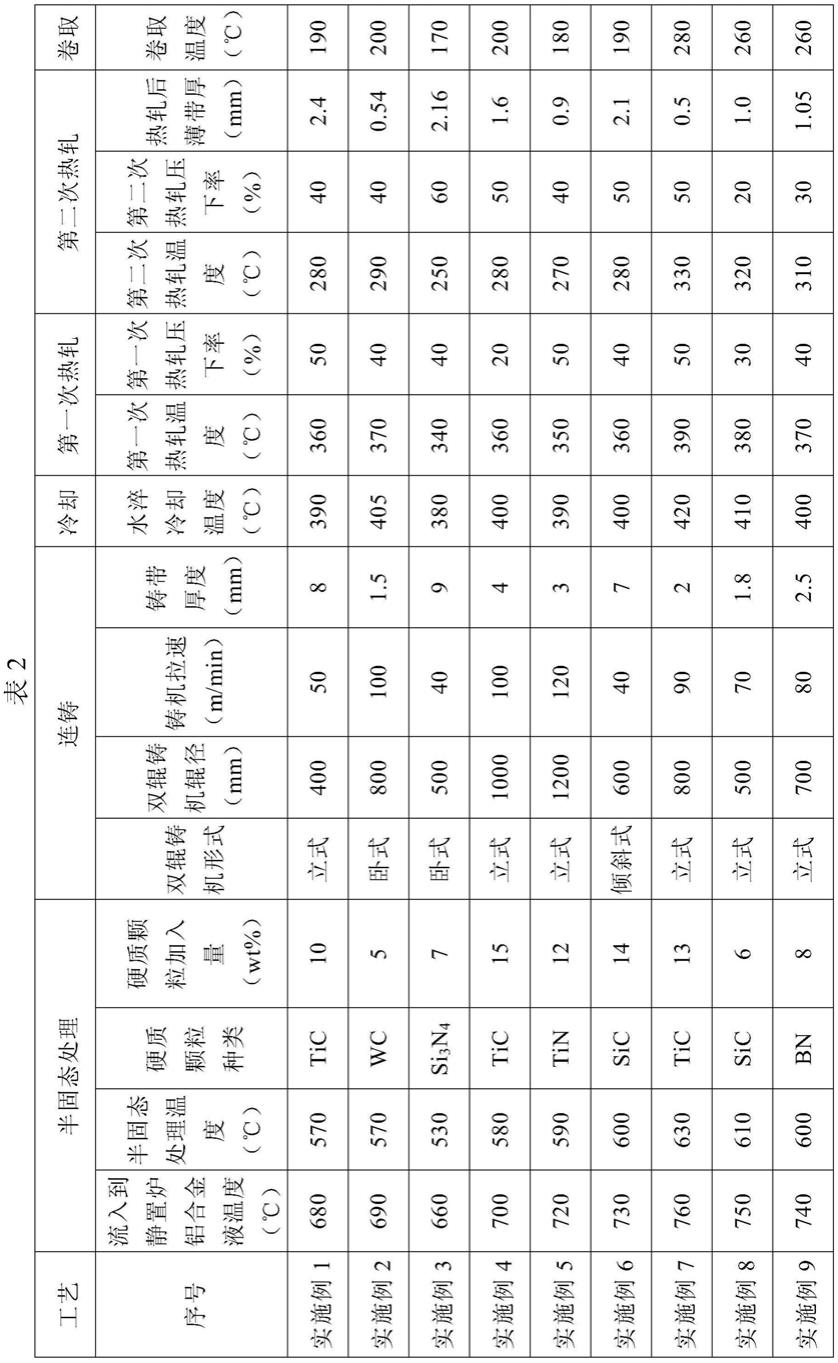
一种超薄热轧宽带钢的制造方法,本发明利用铁精粉、煤粉和石灰粉在转底炉内完成粒铁的制备,并将生成的粒铁和废钢作为原料在电炉内进行冶炼,在冶炼时提高废钢预热温度,同时利用粒铁的高温特性,有效提高电炉热效率;之后利用VD真空脱气、LF精炼、双辊薄带连铸和热连轧制备得到钢板。本发明整体工艺流程更紧凑、更环保、更高效、热利用率高、金属收得率更高,降低了薄规格带钢的加工成本,所得钢板厚度能够达到冷轧后钢板厚度,真正实现“以热代冷”,大大提高产品竞争力。大大提高产品竞争力。大大提高产品竞争力。
技术研发人员:方园 张健 吴建春 支卫军 彭程
受保护的技术使用者:宝山钢铁股份有限公司
技术研发日:2020.08.26
技术公布日:2022/2/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。