1.本实用新型涉及机械磨削加工领域,尤其涉及一种变速鼓加工用快速换料工装。
背景技术:
2.变速鼓是摩托车和全地形车用换挡的重要部件,通常为一柱形结构,其外圆表面加工有型线,型线上设有高度不同的档位及过渡线。型线用于驱动拨叉从而驱动换挡同步器或齿轮来完成换档;
3.变速鼓的磨削加工,通常采用外圆磨床进行加工,但是目前摩托车变速鼓磨削加工大多数还是手工上下料,自动化上下料是趋势,为了实现自动上下料必要对原有的夹持结构进行改造。
技术实现要素:
4.本实用新型目的是在于提供一种安全可靠,快速高效,适应自动化生产的工装。
5.一种变速鼓加工用快速换料工装,包括定位组件、锁紧座、拨盘组件和驱动弹簧;
6.所述定位组件穿过拨盘组件,并通过滑动轴承实现滑动调整;所述驱动弹簧绕设在定位组件中,并且其一端抵接定位组件另一端抵接拨盘组件;所述拨盘组件为外部外圆磨床的转动输出端,所述锁紧座与外部锁紧气缸的输出端连接;所述拨盘组件的中心设置有定位顶尖,所述定位组件的安装位置与定位顶尖对应配合;
7.进一步的,所述定位组件包括拨叉,定位卡片和调整杆;所述拨叉固定在一组调整杆的末端,调整杆穿设过滑动轴承并且另一端滑动套设在锁紧座内,所述驱动弹簧绕设在调整杆上,一端抵接拨叉,另一端抵接拨盘组件;所述拨叉上一体设计有定位卡片;
8.进一步的,所述拨盘组件包括盘座、轴承座和安装座;所述滑动轴承通过安装座安装在盘座的外延;所述轴承座固定安装在盘座的下端面;所述驱动弹簧的末端抵接在盘座和滑动轴承组成平面上;
9.进一步的,所述锁紧座包括锁紧杆和座块;所述调整杆的末端穿过座块,所述锁紧杆插入座块中,并且所述锁紧杆有外部锁紧气缸驱动;
10.进一步的,所述定位顶尖用于辅助定位工件,所述工件上开设有定位槽,所述定位槽与定位组件配合;
11.本实用新型的有益效果是:
12.采用本实用新型,整体构造简单,方便的实现机械手自动上下料,通过弹簧驱动的往复式直线轴承滑动方式,实现定位组件的自动往复定位;并且长时间使用磨损后快速更换相应配件,不影响整体的精度;整体提高了工件的生产效率,实现了对自动化生产的适应。
附图说明
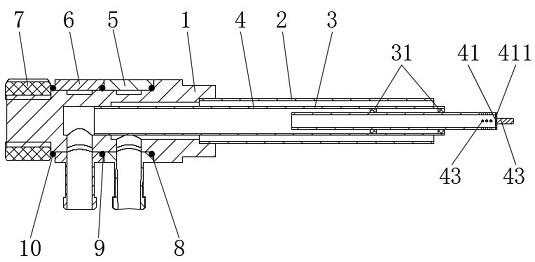
13.图1是本实用新型的整体结构示意图;
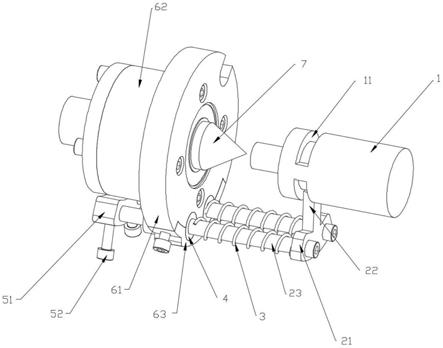
14.图2是本实用新型的侧视示意图;
15.附图标记:1-工件、11-定位槽、2-定位组件、21-拨叉、22-定位卡片、23-调整杆、3-驱动弹簧、4-滑动轴承、5-锁紧座、51-座块、6-拨盘组件、61-盘座、62-轴承座、63-安装座、7-定位顶尖。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
17.参考图1-2所示,一种变速鼓加工用快速换料工装,包括定位组件2、锁紧座5、拨盘组件6和驱动弹簧3;
18.所述定位组件5穿过拨盘组件6,并通过滑动轴承4实现滑动调整;所述驱动弹簧3绕设在定位组件2中,并且其一端抵接定位组件2另一端抵接拨盘组件6;所述拨盘组件6为外部外圆磨床的转动输出端,所述锁紧座5与外部锁紧气缸的输出端连接;所述拨盘组件6的中心设置有定位顶尖7,所述定位组件2的安装位置与定位顶尖7对应配合;
19.进一步的,所述定位组件2包括拨叉21,定位卡片22和调整杆23;所述拨叉21固定在一组调整杆23的末端,调整杆23穿设过滑动轴承4并且另一端滑动套设在锁紧座5内,所述驱动弹簧3绕设在调整杆23上,一端抵接拨叉21,另一端抵接拨盘组件6;所述拨叉21上一体设计有定位卡片22;
20.进一步的,所述拨盘组件6包括盘座61、轴承座62和安装座63;所述滑动轴承4通过安装座63安装在盘座61的外延;所述轴承座62固定安装在盘座61的下端面;所述驱动弹簧3的末端抵接在盘座61和滑动轴承4组成平面上;
21.进一步的,所述锁紧座5包括锁紧杆52和座块51;所述调整杆23的末端穿过座块51,所述锁紧杆52插入座块51中,并且所述锁紧杆52有外部锁紧气缸驱动;
22.进一步的,所述定位顶尖7用于辅助定位工件1,所述工件1上开设有定位槽11,所述定位槽11与定位组件2配合;
23.本实用新型具体实施过程中,定位顶尖7采用莫氏4号加长顶尖,上件过程中,负责上料的机械手,把工件1水平夹取,送至定位组件2的定位卡片22位置,工件1上的定位槽11与定位卡片22配合,当前位置工件1的中心孔对准定位顶尖7,机械手水平左移,定位卡片22与拨叉21同时移动,调整杆23在滑动轴承4和锁紧座5中滑动,进而压缩驱动弹簧3,直到到达定位顶尖7进入工件1自身的中心孔,此时尾部的锁紧气缸推动锁紧杆52锁定调整杆23;下件过程中,机械手抓住工件1后,外部锁紧气缸将锁紧杆52退开,工件1在机械手带动下右移,定位组件2驱动弹簧3的作用下自动复位,等待下一轮工件装配;
24.采用本实用新型,整体构造简单,方便的实现机械手自动上下料,通过弹簧驱动的往复式直线轴承滑动方式,实现定位组件2的自动往复定位;并且长时间使用磨损后快速更换相应配件,不影响整体的精度;整体提高了工件的生产效率,实现了对自动化生产的适应。
25.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似
的方式替代,但并不会偏离本实用新型的精神所定义的范围。
技术特征:
1.一种变速鼓加工用快速换料工装,其特征在于,包括定位组件(2)、锁紧座(5)、拨盘组件(6)和驱动弹簧(3);所述定位组件(2)穿过拨盘组件(6),并通过滑动轴承(4)实现滑动调整;所述驱动弹簧(3)绕设在定位组件(2)中,并且其一端抵接定位组件(2)另一端抵接拨盘组件(6);所述拨盘组件(6)为外部外圆磨床的转动输出端,所述锁紧座(5)与外部锁紧气缸的输出端连接;所述拨盘组件(6)的中心设置有定位顶尖(7),所述定位组件(2)的安装位置与定位顶尖(7)对应配合。2.根据权利要求1所述的一种变速鼓加工用快速换料工装,其特征在于,所述定位组件(2)包括拨叉(21),定位卡片(22)和调整杆(23);所述拨叉(21)固定在一组调整杆(23)的末端,调整杆(23)穿设过滑动轴承(4)并且另一端滑动套设在锁紧座(5)内,所述驱动弹簧(3)绕设在调整杆(23)上,一端抵接拨叉(21),另一端抵接拨盘组件(6);所述拨叉(21)上一体设计有定位卡片(22)。3.根据权利要求2所述的一种变速鼓加工用快速换料工装,其特征在于,所述拨盘组件(6)包括盘座(61)、轴承座(62)和安装座(63);所述滑动轴承(4)通过安装座(63)安装在盘座(61)的外延;所述轴承座(62)固定安装在盘座(61)的下端面;所述驱动弹簧(3)的末端抵接在盘座(61)和滑动轴承(4)组成平面上。4.根据权利要求2所述的一种变速鼓加工用快速换料工装,其特征在于,所述锁紧座(5)包括锁紧杆(52)和座块(51);所述调整杆(23)的末端穿过座块(51),所述锁紧杆(52)插入座块(51)中,并且所述锁紧杆(52)有外部锁紧气缸驱动。5.根据权利要求1所述的一种变速鼓加工用快速换料工装,其特征在于,所述定位顶尖(7)用于辅助定位工件(1),所述工件(1)上开设有定位槽(11),所述定位槽(11)与定位组件(2)配合。
技术总结
本实用新型涉及机械磨削加工领域,尤其涉及一种变速鼓加工用快速换料工装;所述定位组件穿过拨盘组件,并通过滑动轴承实现滑动调整;所述驱动弹簧绕设在定位组件中,并且其一端抵接定位组件另一端抵接拨盘组件;所述拨盘组件为外部外圆磨床的转动输出端,所述锁紧座与外部锁紧气缸的输出端连接;所述拨盘组件的中心设置有定位顶尖,所述定位组件的安装位置与定位顶尖对应配合;采用本实用新型,整体构造简单,方便的实现机械手自动上下料,通过弹簧驱动的往复式直线轴承滑动方式,实现定位组件的自动往复定位;并且长时间使用磨损后快速更换相应配件,不影响整体的精度;整体提高了工件的生产效率,实现了对自动化生产的适应。实现了对自动化生产的适应。实现了对自动化生产的适应。
技术研发人员:税显荣 胡迅猛 李平 程清峰
受保护的技术使用者:重庆猛荣机电有限公司
技术研发日:2021.10.21
技术公布日:2022/2/25
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。