一种汽车油路阀板铰孔式油雾冷却pcd铰刀
技术领域
1.本实用新型涉及机加工刀具的领域,尤其是涉及一种汽车油路阀板铰孔式油雾冷却pcd铰刀。
背景技术:
2.pcd刀具,也称聚晶金刚石刀具,具有硬度高、抗压强度高、导热性好及耐磨性好等特性,可在高速切削中获得很高的加工精度和加工效率。铰刀是机加工刀具中专用于扩孔或修孔的刀具,而pcd铰刀则是使用聚晶金刚石作为刀片的专用于扩孔或修孔的刀具。
3.目前,公告日为2014年12月31日,公告号为cn204053124u的中国实用新型专利提出了一种汽车油路阀板铰孔式油雾冷却pcd螺旋导向条铰刀,其包括与主轴连接的夹持部分、设置在夹持部分远离主轴一端的导向部分以及设置在导向部分远离夹持部分一端的切削部分,切削部分上安装有pcd刀片。铰刀上开设有供油孔,供油孔完全贯穿夹持部分以及导向部分后部分贯穿切削部分,切削部分上开设有多个喷射孔,多个喷射孔沿切削部分的周向均布设置,且喷射孔的一端与供油孔连通。
4.在使用时,主轴中向供油孔中喷射冷却油雾,之后冷却油雾从喷射孔中喷出。在冷却油雾的射流冲击作用、气液两相强对流作用以及汽化作用下,冷却油雾对铰刀的切削部分进行充分冷却。
5.针对上述中的相关技术,发明人认为,冷却油雾在供油孔中无法形成有效的射流冲击作用、气液两相强对流作用以及汽化作用,使得导向部分的冷却效率低下。
技术实现要素:
6.为了提高导向部分的冷却效率,本实用新型提供一种汽车油路阀板铰孔式油雾冷却pcd铰刀。
7.本实用新型提供的一种汽车油路阀板铰孔式油雾冷却pcd铰刀,采用如下的技术方案:
8.一种汽车油路阀板铰孔式油雾冷却pcd铰刀,包括夹持部、导向部以及切削部,所述切削部上安装有pcd刀片,所述夹持部中开设有供油孔,所述导向部中开设有第一冷却腔,所述第一冷却腔与所述供油孔连通;所述切削部中开设有第二冷却腔,所述第二冷却腔与所述第一冷却腔远离所述供油孔的一端连通;
9.所述第一冷却腔中穿设有雾化块,所述雾化块靠近所述供油孔的一端开设有进油口,所述雾化块的另一端开设有多个出油口,所述出油口与所述进油口连通,所述出油口的截面积小于所述进油口的截面积,所述切削部上开设有喷射孔,所述喷射孔的一端与所述第二冷却腔连通。
10.通过采用上述技术方案,在对工件进行铰孔时,将冷却油通入供油孔中,之后冷却油流入第一冷却腔中,此时冷却油对支撑部进行冷却;之后冷却油经过进油口流入雾化块中,在雾化块的雾化作用下形成冷却油雾,冷却油雾再经过第二冷却腔流入喷射孔中,最终
冷却油雾从喷射孔中喷出,进而对切削部进行冷却。由于冷却油在第一冷却腔中呈液态,使得冷却油可与第一冷却腔的内壁充分接触,提高了导向部分的冷却效果,降低了导向部受热膨胀卡死在工件中的概率。
11.可选的,所述第一冷却腔与所述第二冷却腔的截面均呈圆形,所述第二冷却腔的直径小于所述第一冷却腔的直径,使所述切削部的靠近所述导向部的一端形成限位部。
12.通过采用上述技术方案,第一冷却腔中的冷却油施加给雾化块压力,使雾化块压紧在限位部上,降低了雾化块在第一冷却腔和第二冷却腔中窜动的概率。
13.可选的,所述雾化块与所述限位部之间设置有密封垫,所述密封垫的一端与所述雾化块抵接,另一端与所述限位部抵接。
14.通过采用上述技术方案,第一冷却腔中的冷却油施加给雾化块压力,进而将密封垫压紧在限位部上,降低了第一冷却腔中的冷却油从雾化块与限位板之间泄露至第二冷却腔中的概率,提高了切削部的冷却效果。
15.可选的,所述限位部靠近所述第一冷却腔的一端面为第一导向面,所述第一导向面为锥形面,所述雾化块上设置有第二导向面,所述第二导向面也为锥形面,所述第一导向面与所述第二导向面平行,所述密封垫的一端与所述第一导向面抵接,另一端与所述第二导向面抵接。
16.通过采用上述技术方案,第一冷却腔中的冷却油在对雾化块施加压力时,第二导向面施加给密封垫的压力,第二导向面施加给密封垫的压力大于冷却油施加给雾化块的压力,进一步降低了第一冷却腔中的冷却油从雾化块与限位板之间泄露至第二冷却腔中的概率,提高了切削部的冷却效果。
17.可选的,所述雾化块的截面呈圆形设置,且所述雾化块的直径小于所述第一冷却腔的直径,所述供油孔的直径不小于所述第一冷却腔的直径。
18.通过采用上述技术方案,当雾化块发生堵塞时,可将雾化块从第一冷却腔中取出更换,如此延长了铰刀的使用寿命,同时可保证进入第二冷却腔中冷却油雾的数量,进而保证切削部的冷却效果。
19.可选的,所述第二冷却腔完全贯穿所述切削部。
20.通过采用上述技术方案,当雾化块卡死在第一冷却腔中时,维护人员可从第二冷却腔中给雾化块施加压力,便于将雾化块从第一冷却腔中拆下,进而便于铰刀的维护。
21.可选的,所述第二冷却腔中穿设有堵头,所述堵头的外周面与所述第二冷却腔的内壁抵接,所述堵头设置在所述第二冷却腔远离所述第一冷却腔的一端。
22.通过采用上述技术方案,堵头将第二冷却腔远离第一冷却腔的一端进行封堵,降低了冷却油雾从第二冷却腔远离第一冷却腔的一端泄露的概率,提高了喷射孔中冷却油雾的流量,进而提高了切削部的冷却效果。
23.可选的,所述堵头的外周面上套设有密封圈,所述密封圈的外周面与所述第二冷却腔的内周面抵接。
24.通过采用上述技术方案,使用密封圈密封堵头与第二冷却腔之间的间隙,进一步降低了冷却油雾从第二冷却腔远离第一冷却腔的一端泄露的概率,提高了喷射孔中冷却油雾的流量,进而提高了切削部的冷却效果。
25.可选的,所述堵头靠近所述雾化块的一端连接有连接杆,所述连接杆远离所述堵
头的一端与所述雾化块连接。
26.通过采用上述技术方案,在更换堵头以及雾化块时,堵头始终与雾化块连接在一起,降低了堵头粘附在第二冷却腔或者供油孔中的概率,进而便于铰刀的维护。
27.可选的,所述连接杆的一端与所述雾化块螺纹连接,所述连接杆的另一端与所述堵头螺纹连接。
28.由于铰刀的型号不同,其切削部的长度、第一冷却腔的直径、第二冷却腔的直径均有可能不同,通过采用上述技术方案,根据不同的铰刀可选择型号不同的堵头、雾化块以及连接杆,提高了堵头、雾化块以及连接杆的适配性。
29.综上所述,本实用新型包括以下至少一种有益技术效果:
30.通过雾化块的设置,冷却油在第一冷却腔中呈液态,冷却油在喷射孔中呈雾态,如此在不影响切削部的冷却效果的同时,提高了导向部的冷却效果。
31.通过密封垫的设置,降低了第一冷却腔中的冷却油从雾化块与限位板之间泄露至第二冷却腔中的概率,提高了切削部的冷却效果。
32.通过将第二冷却腔设置为完全贯穿切削部,当雾化块卡死在第一冷却腔中时,维护人员可从第二冷却腔中给雾化块施加压力,便于将雾化块从第一冷却腔中拆下,进而便于铰刀的维护。
33.通过堵头的设置,降低了冷却油雾从第二冷却腔远离第一冷却腔的一端泄露的概率,提高了喷射孔中冷却油雾的流量,进而提高了切削部的冷却效果。
附图说明
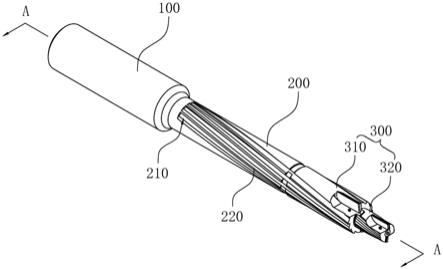
34.图1是本技术实施例的整体结构示意图;
35.图2是图1中切削部附近的部分结构示意图;
36.图3是图1中a-a的剖视示意图;
37.图4是图3中切削部附近的部分结构示意图;
38.图5是本技术实施例雾化块与堵头的连接关系示意图。
39.附图标记说明:100、夹持部;110、供油孔;200、导向部;210、凹槽;220、导向条;230、第一冷却腔;300、切削部;310、第一切削段;311、第一排屑槽;312、限位部;313、第一导向面;320、第二切削段;321、第二排屑槽;400、第二冷却腔;410、第一冷却段;420、第二冷却段;500、喷射孔;510、第一段喷射孔;520、第二段喷射孔;610、雾化块;611、第二导向面;620、密封垫;630、堵头;640、密封圈;650、连接杆;700、pcd刀片。
具体实施方式
40.以下结合附图1-5对本实用新型作进一步详细说明。
41.本技术实施例提出了一种汽车油路阀板铰孔式油雾冷却pcd铰刀。参照图1及图2,汽车油路阀板铰孔式油雾冷却pcd铰刀包括同轴设置的夹持部100、导向部200以及切削部300,夹持部100安装在主轴上。导向部200一体成型在夹持部100远离主轴的一端,且导向部200的直径小于夹持部100的直径。导向部200的外周面上开设有多个螺旋形的凹槽210,使导向部200上形成多个螺旋形的导向条220。切削部300包括第一切削段310以及第二切削段320,第一切削段310的直径等于导向部200的直径,且第一切削段310一体成型在导向部200
远离夹持部100的一端;第二切削段320的直径小于第一切削段310的直径,且第二切削段320一体成型在导向部200远离夹持部100的一端。第一切削段310的外周面上开设有第一排屑槽311,第二切削段320的外周面上开设有第二排屑槽321,第一排屑槽311以及第二排屑槽321同一侧的侧壁上均焊接有pcd刀片700。
42.在切削工件时,铰刀在主轴的驱动作用下绕自身的轴心转动,同时沿自身的长度方向朝工件进给;第二切削段320上的pcd刀片700先与工件接触并对工件进行初步切削,之后第一切削段310上的pcd刀片700与工件接触并对工件进行再次切削,之后导向部200伸入工件中,导向条220的外周面与工件的内壁抵接,进而对铰刀进行导向。
43.参照图3,夹持部100上同轴开设有供油孔110,供油孔110与主轴上的喷油口连通。导向部200上同轴开设有第一冷却腔230,第一冷却腔230的直径小于供油孔110的直径,且第一冷却腔230与供油孔110连通。切削部300上同轴开设有第二冷却腔400,第二冷却腔400在第一切削部300上为第一冷却段410,第二冷却腔400在第二切削部300上位第二冷却段420。第一冷却段410的直径小于第一冷却腔230的直径,使切削部300靠近导向部200的一端形成限位部312,且第一冷却段410与第一冷却腔230连通;第二冷却段420的直径小于第一冷却段410的直径,且第二冷却段420与第一冷却段410连通。
44.参照图2及图3,切削段上开设有喷射孔500,喷射孔500包括第一段喷射孔510以及第二段喷射孔520。第一段喷射孔510的数量与第一排屑槽311的数量相同,一个第一排屑槽311对应一个第一段喷射孔510,第一段喷射孔510的一端与第一排屑槽311连通,另一端与第一冷却段410连通,且第一喷射孔500靠近第一冷却段410的一端朝第一冷却腔230倾斜。第二段喷射孔520的数量与第二排屑槽321的数量相同,一个第二排屑槽321对应一个第二段喷射孔520,第二段喷射孔520的一端与第二排屑槽321连通,另一端与第二冷却段420连通,且第二喷射孔500靠近第二冷却段420的一端朝第一冷却腔230倾斜。
45.参照图3至图5,第一冷却腔230中穿设有雾化块610以及密封垫620,雾化块610的截面呈圆形。雾化块610的直径小于第一冷却腔230的直径,且雾化块610的直径大于第一冷却段410的直径。限位部312上开设有锥形的第一导向面313,雾化块610靠近第一冷却段410的一端开设有锥形的第二导向面611,第一导向面313与第二导向面611平行。密封垫620夹设在雾化块610以及限位部312之间,且限位部312、密封垫620以及雾化块610依次抵接。
46.参照图3至图5,雾化块610靠近第一冷却腔230的一端开设有进油口,雾化块610靠近第一冷却段410的一端开设有多个出油口,出油口与进油口连通,且出油口的截面积小于进油口的截面积。
47.参照图3至图5,第二冷却段420中同轴穿设有堵头630以及密封圈640,密封圈640套设在堵头630的外周面上,且密封圈640的外周面与第二冷却段420的内周面抵接。堵头630设置在第二冷却段420远离第一冷却腔230的一端,使第二段喷射孔520可通过第二冷却段420与第一冷却段410连通。堵头630靠近雾化块610的一端螺纹连接有连接杆650,连接杆650远离堵头630的一端与雾化块610螺纹连接。
48.在使用该铰刀时,冷却油从主轴中喷入供油孔110,之后流入第一冷却腔230,此时冷却油对支撑部进行冷却;之后冷却油经过进油口流入雾化块610中,冷却油在流出雾化块610时在出油口的作用下形成冷却油雾,部分冷却油雾再经过第一冷却段410以及第一段喷射孔510,最终从第一排屑槽311中喷出,其余冷却油经过第二冷却段420以及第二段喷射孔
520,最终从第二排屑槽321中喷出。如此使得冷却油可与第一冷却腔230的内壁充分接触,提高了导向部200分的冷却效果,降低了导向部200受热膨胀卡死在工件中的概率;同时确保了切削段的冷却效果。
49.在维护该铰刀时,从第二冷却段420远离第一冷却段410的一端对堵头630施加压力,如此堵头630以及雾化块610便均会朝供油孔110滑动,之后便可将堵头630以及雾化块610从供油孔110中取出,进而对雾化块610进行清理。若雾化块610发生损坏,则将雾化块610从连接杆650上拆下,之后向连接杆650上安装新的雾化块610,如此堵头630便可再次使用,提高了堵头630的利用率。
50.本技术实施例一种汽车油路阀板铰孔式油雾冷却pcd铰刀的实施原理为:
51.在切削工件时,铰刀在主轴的驱动作用下绕自身的轴心转动,同时沿自身的长度方向朝工件进给,而且冷却油从主轴中喷入供油孔110。
52.冷却油从供油孔110流入第一冷却腔230,进而对支撑部进行冷却;之后冷却油经过进油口流入雾化块610中,冷却油在流出雾化块610时在出油口的作用下形成冷却油雾,部分冷却油雾再经过第一冷却段410以及第一段喷射孔510,最终从第一排屑槽311中喷出,其余冷却油经过第二冷却段420以及第二段喷射孔520,最终从第二排屑槽321中喷出。
53.第二切削段320上的pcd刀片700先与工件接触并对工件进行初步切削,从第二段喷射孔520中喷出的冷却油雾对第二切削段320进行冷却,之后第一切削段310上的pcd刀片700与工件接触并对工件进行再次切削,从第一段喷射孔510中喷出的冷却油雾对第一切削段310进行冷却,之后导向部200伸入工件中,导向条220的外周面与工件的内壁抵接,进而对铰刀进行导向。
54.由于冷却油在第一冷却腔230内呈液态,使得冷却油可与第一冷却腔230的内壁充分接触,提高了导向部200分的冷却效果,降低了导向部200受热膨胀卡死在工件中的概率;而冷却油从第一段喷射孔510以及第二段喷射孔520中呈雾态,确保了切削段的冷却效果。
55.在维护该铰刀时,从第二冷却段420远离第一冷却段410的一端对堵头630施加压力,如此堵头630以及雾化块610便均会朝供油孔110滑动,之后便可将堵头630以及雾化块610从供油孔110中取出,进而对雾化块610进行清理。若雾化块610发生损坏,则将雾化块610从连接杆650上拆下,之后向连接杆650上安装新的雾化块610,如此堵头630便可再次使用,提高了堵头630的利用率。
56.以上均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。