1.本实用新型属于模具领域,尤其涉及一种侧进胶热咀系统。
背景技术:
2.侧进胶热咀系统,即热流道系统,为注塑模具中,将融化的塑料粒子注入到模具的型腔中的加热组件系统。由于在流道附近或中心设有加热棒和加热圈,从注塑机喷嘴出口到浇口的整个流道都处于高温状态,使流道中的塑料保持熔融,停机后一般不需要打开流道取出凝料,再开机时只需加热流道到所需温度即可。
3.传统的侧进胶热咀系统的热咀本体是一体式的,咀芯直接安装在热咀本体的两侧,制造简单,便于成型。
4.由于咀芯从侧进胶热咀系统的侧面凸出,而且咀芯从上之至下插接安装在定模板上;因此,定模板需要加工对应的避空槽,对凸出的咀芯进行避让,才能满足侧进胶热咀装配。
5.但是,如果同时采用多个侧进胶热咀,因定模板挖空过多,影响模板强度,影响模具寿命;同时一体式侧进胶热咀系统中的咀芯和热咀本体采用螺牙连接固定方式,后期维修更换咀芯难度非常大。需要加热融化侧进胶热咀系统内部的胶料,清理完毕,冷却下来才能拆卸,多次操作后容易造成滑牙。
技术实现要素:
6.本实用新型提供一种侧进胶热咀系统,以解决背景技术中提及咀芯拆卸不方便的技术问题。
7.为实现上述目的,本实用新型的侧进胶热咀系统的具体技术方案如下:
8.一种侧进胶热咀系统,包括热咀本体,热咀本体设有流道和咀芯,热咀本体上拆卸连接有压板,压板将咀芯压在热咀本体上,并使咀芯和流道连通,以通过拆卸压板,使咀芯和热咀本体分离。
9.进一步的,咀芯一端形成连接斜面,连接斜面上设有与咀芯内腔连通的入口,连接斜面和热咀本体贴合,使入口与流道连通。
10.进一步的,流道包括延伸至热咀本体侧面的三级流道,三级流道倾斜设置并与咀芯的入口连通。
11.进一步的,热咀本体形成有上槽,压板形成有下槽,咀芯两侧分别嵌设在上槽和下槽内。
12.进一步的,上槽和下槽均包括半孔,两半孔拼合成过孔;咀芯一侧形成喷头,喷头通过过孔从热咀本体伸出。
13.进一步的,喷头和过孔之间套设有封胶环。
14.进一步的,流道一端形成有延伸至热咀本体表面的加工通道,通过加工通道使热咀本体内的流道加工成型。
15.进一步的,加工通道内过盈配合有堵头,堵头密封加工通道。
16.进一步的,堵头包括第一堵头,第一堵头与热咀本体一侧的分流板抵接。
17.进一步的,堵头包括第二堵头,第二堵头开有通孔,热咀本体插接有贯穿通孔的销钉。
18.本实用新型的侧进胶热咀系统具有以下优点:
19.1、采用分体式结构,维修清理胶料简单方便,不会有咀芯滑牙风险。
20.2、装配时对定模板避空要求没有那么大,可满足多个侧进胶热咀同时使用而满足定模板强度。
附图说明
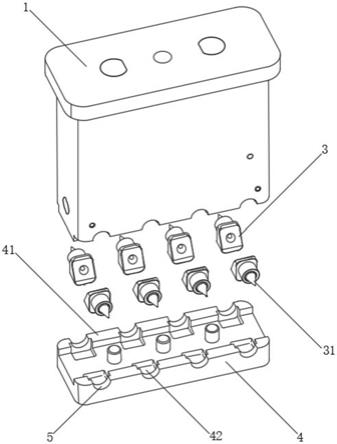
21.图1为本实用新型的侧进胶热咀系统爆炸图;
22.图2为本实用新型的倒置的侧进胶热咀系统爆炸图;
23.图3为本实用新型的咀芯爆炸图;
24.图4为本实用新型的热咀本体横向剖视图;
25.图5为本实用新型的热咀本体横向纵视图;
26.图6为本实用新型的第一堵头示意图;
27.图7为本实用新型的第二堵头示意图;
28.图8为本实用新型的安装棒装配示意图。
29.图中标记说明:
30.1、热咀本体;11、上槽;12、加工通道;2、流道;21、主流道;22、一级流道;23、二级流道;24、三级流道;3、咀芯;31、喷头;32、连接斜面;33、入口;34、封胶环;4、压板;41、拼合面;42、下槽;5、半孔;6、堵头;61、防转平面;62、第一堵头;63、第二堵头;631、通孔;7、分流板;8、销钉;9、安装棒。
具体实施方式
31.为了更好地了解本实用新型的目的、结构及功能,下面结合附图,对本实用新型一种侧进胶热咀系统做进一步详细的描述。
32.如图1和图2所示,本实用新型的侧进胶热咀系统,包括热咀本体1,热咀本体1内设有流道2,流道2供熔融状态的塑料粒子流动。流道2连通有咀芯3,塑料粒子通过咀芯3从热咀本体1排出。
33.为了实现安装咀芯3,热咀本体1上拆卸连接有压板4,压板4将咀芯3压在热咀本体1上,并使咀芯3和流道2连通。从而通过拆卸压板4,使咀芯3和热咀本体1分离。而且由于热咀本体1和压板4分为两个部分,咀芯3可以从下端直接安装,定模板无需开设避让孔。为了固定压板4,一般采取可以螺栓连接、电磁吸附的方式。
34.结合图3所示,咀芯3一侧形成锥状的喷头31。为了使咀芯3和流道2顺利连通,咀芯3一端形成连接斜面32,连接斜面32上设有与咀芯3内腔连通的入口33,连接斜面32和热咀本体1贴合,使入口33与流道2连通。
35.而且压板4边缘上形成有拼合面41,拼合面41和热咀本体1端面贴合,从而使压板4和热咀本体1拼合成一体。
36.由于喷头31从热咀本体1的侧面伸出,因此,热咀本体1形成有上槽11,压板4形成有下槽42,咀芯3两侧分别嵌设在上槽11和下槽42内。而且,上槽11和下槽42均包括半孔5,两半孔5拼合成一个过孔,喷头31通过过孔从热咀本体1伸出。喷头31和过孔之间套设有封胶环34,封胶环34保证内外密封。
37.如图4和图5所示,为了使流道2供应多个咀芯3,流道2包括主流道21,主流道21并联有两个一级流道22,每个一级流道22并联有两个二级流道23。而且根据咀芯3的数量,各级流道2的数量均可以做相应调整。二级流道23末端形成有延伸至热咀本体1两侧的三级流道24,三级流道24倾斜设置并与咀芯3的入口33连通。
38.结合图6和图7所示,为了设置流道2,各个流道2一端形成有延伸至热咀本体1表面的加工通道12,通过加工通道12使热咀本体1内的流道2加工成型。加工通道12内过盈配合有堵头6,堵头6密封加工通道12,防止流道2漏液。
39.为了防止堵头6旋转,堵头6一侧形成有防转平面61,防转平面61和加工通道12内壁贴合,以周向固定堵头6。根据不同情况,堵头6包括第一堵头62和第二堵头63,其中第一堵头62与热咀本体1一侧的分流板7抵接,而第二堵头62开有通孔631,热咀本体1插接有贯穿通孔631的销钉8,从而进一步固定堵头6。这是因为注塑时,热咀内部压力非常大,如堵头6不做定位,非常容易发送松动,造成热咀漏胶,引起质量问题。
40.如图8所示,为了便于对咀芯3进行安装移动,咀芯3螺纹连接有安装棒9,安装棒9供人员握持,已将咀芯3装入热咀本体1和压板4之间。
41.可以理解,本实用新型是通过一些实施例进行描述的,本领域技术人员知悉的,在不脱离本实用新型的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。另外,在本实用新型的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本实用新型的精神和范围。因此,本实用新型不受此处所公开的具体实施例的限制,所有落入本申请的权利要求范围内的实施例都属于本实用新型所保护的范围内。
技术特征:
1.一种侧进胶热咀系统,包括热咀本体,热咀本体设有流道和咀芯,其特征在于,热咀本体上拆卸连接有压板,压板将咀芯压在热咀本体上,并使咀芯和流道连通,以通过拆卸压板,使咀芯和热咀本体分离。2.根据权利要求1所述的侧进胶热咀系统,其特征在于,咀芯一端形成连接斜面,连接斜面上设有与咀芯内腔连通的入口,连接斜面和热咀本体贴合,使入口与流道连通。3.根据权利要求2所述的侧进胶热咀系统,其特征在于,流道包括延伸至热咀本体侧面的三级流道,三级流道倾斜设置并与咀芯的入口连通。4.根据权利要求1所述的侧进胶热咀系统,其特征在于,热咀本体形成有上槽,压板形成有下槽,咀芯两侧分别嵌设在上槽和下槽内。5.根据权利要求4所述的侧进胶热咀系统,其特征在于,上槽和下槽均包括半孔,两半孔拼合成过孔;咀芯一侧形成喷头,喷头通过过孔从热咀本体伸出。6.根据权利要求5所述的侧进胶热咀系统,其特征在于,喷头和过孔之间套设有封胶环。7.根据权利要求1所述的侧进胶热咀系统,其特征在于,流道一端形成有延伸至热咀本体表面的加工通道,通过加工通道使热咀本体内的流道加工成型。8.根据权利要求7所述的侧进胶热咀系统,其特征在于,加工通道内过盈配合有堵头,堵头密封加工通道。9.根据权利要求8所述的侧进胶热咀系统,其特征在于,堵头包括第一堵头,第一堵头与热咀本体一侧的分流板抵接。10.根据权利要求8所述的侧进胶热咀系统,其特征在于,堵头包括第二堵头,第二堵头开有通孔,热咀本体插接有贯穿通孔的销钉。
技术总结
本实用新型公开了一种侧进胶热咀系统,包括热咀本体,热咀本体设有流道和咀芯,热咀本体上拆卸连接有压板,压板将咀芯压在热咀本体上,并使咀芯和流道连通,以通过拆卸压板,使咀芯和热咀本体分离。本实用新型所述的侧进胶热咀系统,采用分体式结构,维修清理胶料简单方便,不会有咀芯滑牙风险。不会有咀芯滑牙风险。不会有咀芯滑牙风险。
技术研发人员:覃辉祥 李冬 翁卫军 阮锐奇 王威亚 谢欢
受保护的技术使用者:珠海格力精密模具有限公司
技术研发日:2021.09.15
技术公布日:2022/2/25
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。