1.本公开的一个或更多个实施方式涉及冷却结构和包括该冷却结构的吸烟制品,并且更具体地涉及这样的冷却结构以及包括该冷却结构的吸烟制品:该冷却结构能够通过设置在吸烟物质部分与烟嘴部分之间的经调味的管和纸管冷却结构来改进香烟的独特口味和风味。
背景技术:
2.正在对用于将调味物添加至从香烟提供的气溶胶的技术进行研究。例如,在香烟制造中采用了喷洒调味物的转移喷射喷嘴系统(tjns)过滤器。
3.即使调味物液体添加至构成香烟的各个部件比如介质部分和/或过滤器以增加吸烟期间的风味,由于制造工艺,也存在对调味液体的量的限制。此外,随着时间的流逝,施加在过滤器中的调味物液体(例如,薄荷醇)转移至相邻的未经调味的结构,从而导致在吸烟期间薄荷醇的转移量迅速减少的问题。此外,如果冷却结构或包括该冷却结构的香烟的设计仅专注于增加薄荷醇的转移量,则可能会发生醋酸纤维素过滤器等的热变形,从而导致雾化量或尼古丁的转移量迅速减少的问题。
技术实现要素:
4.技术问题
5.本公开的一个或更多个实施方式提供了能够通过增大吸烟期间薄荷醇的转移量、尼古丁的转移量和雾化量来使吸烟口味最大化的冷却结构和包括该冷却结构的吸烟制品。
6.本公开的各实施方式不限于此。应当理解的是,通过考虑本文中描述的本公开的说明书和附图,其他实施方式对于本领域技术人员而言将是显而易见的。
7.解决技术问题的技术方案
8.根据本公开的一些实施方式,吸烟制品可以包括:吸烟物质部分;冷却结构,该冷却结构是由纸材料制成的、具有管状形状并且位于吸烟物质部分的下游;烟嘴部分,该烟嘴部分位于冷却结构的下游;以及包装件,该包装件对吸烟物质部分、冷却结构和烟嘴部分进行包围,其中,该冷却结构包括本体部分和多个穿孔,该本体部分具有管状形状并且是由纸材料制成的,所述多个穿孔在本体部分的周向方向上布置成使得本体部分的内侧部与外侧部彼此流体连通。
9.根据本公开的一些实施方式,位于设置在吸烟制品中的吸烟物质部分的下游且位于设置在吸烟制品中的烟嘴部分的上游的冷却结构包括:本体部分,该本体部分具有其中具有中空部的管状形状并且是由纸材料制成的;以及多个穿孔,所述多个穿孔在本体部分的周向方向上布置成使得本体部分的内侧部与外侧部彼此流体连通。
10.本发明的有益效果
11.根据本公开的一个或更多个实施方式的吸烟制品的冷却结构可以确保在后续工艺中所需的冷却结构的刚度和气密性,并且同时可以防止纸管受到外部的污染以及螺旋层
的分离,并且可以确保结构的均匀性和平整度。
12.与添加有相同量的经薄荷醇调味的液体的其他香烟相比,吸烟制品可以使在香烟制造与使用之间的储存时段期间调味物、比如薄荷醇的损失最小化,使在对香烟进行吸抽时主流烟气的冷却效果最大化以减少烟嘴过滤器的热变形,并且有效地增大了雾化量、尼古丁的转移量和薄荷醇的转移量,从而提高了吸烟者的满意度。
附图说明
13.图1至图3是示出了香烟被插入到气溶胶生成装置的示例的图示。
14.图4是示出了根据实施方式的包括冷却结构的吸烟制品的示意性构型的图示。
15.图5是根据实施方式的吸烟制品的横截面图。
16.图6至图8是示出了根据实施方式的冷却结构的层结构的图示。
17.图9是示出了根据实施方式的对吸烟制品的每次抽吸的烟气中的尼古丁含量的曲线图。
18.图10是示出了根据实施方式的对吸烟制品的每次抽吸的烟气中的甘油含量的曲线图。
19.图11是示出了根据实施方式的对吸烟制品的抽吸的薄荷醇含量的曲线图。
具体实施方式
20.用于实施本发明的最佳方案
21.根据一个或更多个实施方式,吸烟制品可以包括:吸烟物质部分;冷却结构,该冷却结构是由纸材料制成的、具有管状形状并且位于吸烟物质部分的下游;烟嘴部分,该烟嘴部分位于冷却结构的下游;以及包装件,该包装件对吸烟物质部分、冷却结构和烟嘴部分进行包围,其中,冷却结构包括多个穿孔,所述多个穿孔在冷却结构的周向方向上布置成使得冷却结构的外侧部与内侧部彼此流体连通。
22.包括冷却结构的吸烟制品还可以包括支撑结构,该支撑结构布置在吸烟物质部分与冷却结构之间、具有管状形状、是由醋酸纤维素制成的并且是用调味物质调味的。
23.冷却结构的内径可以大于经调味的管式过滤器的内径。
24.冷却结构的内径可以是支撑结构的内径的1.5倍至3倍。
25.支撑结构的在轴向方向上的长度是8mm至12mm,冷却结构的在轴向方向上的长度是12mm至16mm,并且烟嘴部分的在轴向方向上的长度是8mm至12mm。
26.所述多个穿孔可以形成为:与冷却结构的下游端部在上游方向上相距5mm至10mm,并且与吸烟制品的下游端部在上游方向上相距15mm至25mm。
27.支撑结构可以包含1mg至13mg的调味物质。
28.冷却结构的空气稀释率可以是0%至50%。
29.根据一个或更多个实施方式,冷却结构位于设置在吸烟制品中的吸烟物质部分的下游并且位于设置在吸烟制品中的烟嘴部分的上游,并且冷却结构包括:本体部分,该本体部分具有管状形状并且是由纸材料制成的;以及多个穿孔,所述多个穿孔在本体部分的周向方向上布置成使得本体部分的内侧部与外侧部彼此流体连通。
30.冷却结构的内径可以是冷却结构的外径的90%至95%,并且冷却结构的圆度可以
是90%至99%。
31.冷却结构的总表面积可以是500mm2至700mm2,并且冷却结构的基重可以是100gsm至220gsm。
32.本体部分可以由依次叠置的内层纸螺旋层、中间层纸螺旋层和外层纸螺旋层形成。
33.在此,内层纸螺旋层可以由具有50gsm至70gsm的基重和0.05mm至0.10mm的厚度的纸形成,中间层纸螺旋层可以由具有100gsm至160gsm的基重和0.1mm至0.2mm的厚度的纸形成,并且外层纸螺旋层可以由具有100gsm至160gsm的基重和0.1mm至0.2mm的厚度的纸形成。
34.此外,内层纸螺旋层和中间层纸螺旋层可以通过粘合剂而彼此附接,中间层纸螺旋层和外层纸螺旋层可以通过粘合剂而彼此附接,并且粘合剂可以是乙烯醋酸乙烯酯(eva),该乙烯醋酸乙烯酯包含30wt%至60wt%的固体并且具有12,000cps至18,000cps的粘度和3至6的ph。
35.形成内层纸螺旋层的第一内层纸表面的下游端部和与第一内层纸表面相邻的第二内层纸表面的上游端部可以彼此分开0mm至2mm,形成中间层纸螺旋层的第一中间层纸表面的下游端部和与第一中间层纸表面相邻的第二中间层纸表面的上游端部可以彼此分开0mm至2mm,并且形成外层纸螺旋层的第一外层纸表面的下游端部和与第一外层纸表面相邻的第二外层纸表面的上游端部可以彼此交叠0mm至2mm。
36.吸烟制品的轴向线与对第一内层纸表面的下游端部、第一中间层纸表面的下游端部和第一外层纸表面的下游端部进行限定的线之间的角度可以是30
°
至60
°
。
37.第一中间层纸表面的下游端部可以在吸烟制品的轴向方向上从第一内层纸表面的下游端部偏移5mm至15mm,并且第一外层纸表面的下游端部可以在吸烟制品的轴向方向上从第一中间层纸表面的下游端部偏移5mm至15mm。
38.本发明的方案
39.在下文中,将参照附图详细描述优选的实施方式。参照以下结合附图详细描述的实施方式,优点和特征以及实现优点和特征的方法将变得显而易见。然而,本公开不限于将在下面描述的实施方式,并且可以以各种不同的形式来实现。提供实施方式仅以使本公开完整,并且以告知本公开所属领域的普通技术人员本公开的范围,并且因此,本公开将由权利要求的范围限定。贯穿申请文件和附图,相同的附图标记指代相同的元件。
40.除非另有限定,否则本技术文件中使用的所有术语(包括技术和科学术语)可以用作本公开所属领域的普通技术人员可以普遍理解的含义。此外,除非具体明确地限定,否则常用词典中限定的术语不应被理想地或过度地解释。
41.在本公开中,除非在短语中另有说明,否则单数形式可以包括复数形式。如本文中所使用的,“包括”和/或“包括有”是指:所列举的部件、步骤、动作和/或元件不排除一个或更多个其他部件、步骤、动作和/或元件的存在或添加。
42.如本文中所使用的,包括序数比如“第一”或“第二”的术语可以用于描述各种部件,但各部件不应受这些术语的限制。这些术语仅用于将一个部件与其他部件区分开的目的。
43.如本文中所使用的,表述比如
“…
中的至少一者”当位于元件列表之后时修饰整个
元件列表而不修饰列表中的各个元件。例如,表述“a、b和c中的至少一者”应理解为:仅包括a、仅包括b、仅包括c、包括a和b两者、包括a和c两者、包括b和c两者、或者包括a、b和c全部。
44.应该理解的是,当元件或层被称为在另一元件或层的“上方”、“上”、“上面”、被称为“连接至”或“联接至”另一元件或层时,该元件或层可以直接在另一元件或层的上方、上、或上面、直接连接至或联接至另一元件或层,或者可以存在中间元件或层。相反,当元件被称为“直接在另一元件或层的上方”、“直接在另一元件或层上”、“直接在另一元件或层的上面”、被称为“直接连接至”或“直接联接至”另一元件或层时,则不存在中间元件或层。贯穿全文,相同的附图标记表示相同的元件。
45.在整个申请文件中,“吸烟制品”可以指可以生成气溶胶的任何类型的制品,比如香烟和雪茄。吸烟制品可以包括气溶胶生成物质或气溶胶形成基质。此外,吸烟制品可以包括基于烟草原料的固体材料,比如再造烟草、烟丝填料等。吸烟物质可以包括挥发性化合物。
46.此外,在整个申请文件中,“上游”或“上游方向”是指远离对吸烟制品进行吸抽的使用者的嘴的方向,并且“下游”或“下游方向”是指靠近对吸烟制品进行吸抽的使用者的嘴的方向。例如,在图1中所示的吸烟制品100中,吸烟物质部分110位于过滤器120、130和140的上游或位于过滤器120、130和140的上游方向上。
47.图1至图3是示出了香烟被插入到气溶胶生成装置中的示例的图示。
48.参照图1,气溶胶生成装置1000可以包括电池1100、控制器1200和加热器1300。香烟2000可以插入到气溶胶生成装置1000的内部空间中。参照图2和图3,气溶胶生成装置1000还可以包括汽化器1400。
49.图1至图3仅示出了气溶胶生成装置1000的与相关实施方式相关的一些部件。因此,与本实施方式相关的本领域普通技术人员将理解的是,除了图1至图3中所示的部件之外,在气溶胶生成装置1000中还可以包括其他部件。
50.此外,图2和图3示出了:气溶胶生成装置1000包括加热器1300。然而,根据实施方式,加热器1300可以省略。
51.图1示出了电池1100、控制器1200和加热器13000串联地布置,并且图2示出了电池1100、控制器1200、汽化器1400和加热器1300串联地布置。图3示出了汽化器1400和加热器1300并联地布置。然而,气溶胶生成装置1000的内部结构不限于图1至图3中所示的结构。换句话说,根据气溶胶生成装置1000的设计,电池1100、控制器1200、加热器1300和汽化器1400可以以不同的方式布置。
52.当香烟2000被插入到气溶胶生成装置1000中时,气溶胶生成装置1000可以对加热器1300和/或汽化器1400进行操作,以从香烟2000和/或汽化器1400生成气溶胶。由加热器13000和/或汽化器14000生成的气溶胶通过穿过香烟2000而被传送至使用者。根据需要,即使当香烟2000没有被插入到气溶胶生成装置中1000中时,气溶胶生成装置1000也可以对加热器1300进行加热。
53.电池1100可以供应电力以用于使气溶胶生成装置1000工作。例如,电池1100可以供应电力以对加热器1300或汽化器1400进行加热,并且可以供应电力以用于使控制器1200操作。此外,电池1100可以供应电力以用于使安装在气溶胶生成装置1000中的显示器、传感器、马达等操作。
54.控制器1200通常可以对气溶胶生成装置1000的操作进行控制。具体而言,控制器1200不仅可以对电池1100、加热器1300和汽化器1400的操作进行控制,而且还可以对包括在气溶胶生成装置1000中的其他部件的操作进行控制。此外,控制器1200可以检查气溶胶生成装置1000的部件中的每个部件的状态,以确定气溶胶生成装置1000是否能够工作。
55.控制器1200可以包括至少一个处理器。处理器可以实现为多个逻辑门的阵列,或者可以实现为通用微处理器与存储有能够在该微处理器中执行的程序的存储器的组合。本领域普通技术人员将理解的是,处理器可以以其他形式的硬件来实现。
56.加热器1300可以通过从电池1100供应的电力而被加热。例如,当香烟2000被插入到气溶胶生成装置1000中时,加热器1300可以插入到香烟2000内的部分区域中,并且经加热的加热器1300可以使香烟2000中的气溶胶生成物质的温度升高。
57.加热器1300可以包括电阻式加热器。例如,加热器1300可以包括导电迹线,并且当电流流过所述导电迹线时,加热器1300可以被加热。然而,加热器1300不限于上述示例,并且可以包括可以被加热至期望温度的所有加热器。在此,期望温度可以在气溶胶生成装置1000中预先设定,或者期望温度可以设定为使用者所期望的温度。
58.作为另一示例,加热器1300可以包括感应式加热器。具体而言,加热器1300可以包括用于以感应加热方法对香烟2000进行加热的导电线圈,并且香烟2000可以包括可以由感应式加热器加热的基座(未示出)。
59.例如,加热器1300可以包括管型加热元件、板型加热元件、针型加热元件或棒型加热元件(未示出),并且加热器1300可以根据加热元件的形状来对香烟2000的内部或外部进行加热。
60.另外,气溶胶生成装置1000可以包括多个加热器1300。在此,所述多个加热器1300可以插入到香烟2000中,或者可以布置在香烟2000的外部。此外,所述多个加热器1300中的一些加热器可以插入到香烟2000中,并且其他加热器可以布置在香烟2000的外部。另外,加热器1300不限于图1至图3中所示的形状,并且可以具有各种形状。
61.汽化器1400可以通过对液状组合物进行加热来生成气溶胶,并且所生成的气溶胶可以穿过香烟2000而被传送至使用者。
62.换句话说,经由汽化器1400生成的气溶胶可以沿着气溶胶生成装置1000的气流通道移动,并且该气流通道可以构造成使得经由汽化器1400生成的气溶胶穿过香烟2000而被传送至使用者。
63.例如,汽化器1400可以包括液体储存部、液体传送元件和加热元件,但不限于此。例如,液体储存部、液体传送元件和加热元件可以作为独立的模块而包括在气溶胶生成装置1000中。
64.液体储存部可以储存液状组合物。例如,液状组合物可以是包括具有挥发性烟草香成分的含烟草物质的液体,或者是包括非烟草物质的液体。液体储存部可以形成为是能够从汽化器1400拆卸的,或者液体储存部可以与汽化器1400一体地形成。
65.例如,液状组合物可以包括水、溶剂、乙醇、植物萃取物、香料、调味物或维生素混合物。香料可以包括薄荷醇、欧薄荷、留兰香油以及各种果香成分,但不限于此。调味物可以包括能够为使用者提供各种风味或口味的成分。
66.维生素混合物可以是维生素a、维生素b、维生素c以及维生素e中的至少一者的混
合物,但不限于此。此外,液状组合物可以包括气溶胶形成物质,比如甘油和丙二醇。
67.液体传送元件可以将液体储存部的液状组合物传送至加热元件。例如,液体传送元件可以是芯(wick),比如棉纤维、陶瓷纤维、玻璃纤维或多孔陶瓷,但不限于此。
68.加热元件是用于对由液体传送元件传送的液状组合物进行加热的元件。例如,加热元件可以是金属加热线、金属热板、陶瓷加热器等,但不限于此。另外,加热元件可以包括传导丝、比如镍铬线,并且加热元件可以定位成围绕液体传送元件缠绕。
69.加热元件可以通过电流供应装置而被加热,并且可以将热传递至与加热元件接触的液状组合物,从而对液状组合物进行加热。因此,可以生成气溶胶。
70.例如,汽化器1400可以称为雾化烟弹(cartomizer)或雾化器(atomizer),但不限于此。
71.气溶胶生成装置1000还可以包括除电池1100、控制器1200、加热器1300和汽化器1400之外的通用部件。例如,气溶胶生成装置1000可以包括能够输出视觉信息的显示器和/或用于输出触觉信息的马达。另外,气溶胶生成装置1000可以包括至少一个传感器(例如,抽吸检测传感器、温度检测传感器、香烟插入检测传感器等)。另外,气溶胶生成装置1000可以形成为这样的结构:在该结构中,外部空气可以被引入或内部空气可以被排出,即使香烟2000被插入到气溶胶生成装置1000中时也是如此。
72.尽管未在图1至图3中示出,但是气溶胶生成装置1000和附加的托架(未示出)可以一起形成一系统。例如,托架可以用于对气溶胶生成装置1000的电池1100进行充电。替代性地,当托架和气溶胶生成装置1000联接至彼此时,加热器1300可以被加热。
73.香烟2000可以类似于普通的燃烧性香烟。例如,香烟2000可以分为包括气溶胶生成物质的第一部分和包括过滤器等的第二部分。替代性地,香烟2000的第二部分还可以包括气溶胶生成物质。例如,可以在第二部分中插入以颗粒或胶囊的形式制成的气溶胶生成物质。
74.整个第一部分可以插入到气溶胶生成装置1000中,并且第二部分可以暴露于外部。替代性地,第一部分的仅一部分可以插入到气溶胶生成装置1000中,或者整个第一部分以及第二部分的一部分可以插入到气溶胶生成装置1000中。使用者可以在通过使用者的嘴保持第二部分的同时抽吸气溶胶。在这种情况下,气溶胶是由穿过第一部分的外部空气生成的,并且所生成的气溶胶穿过第二部分并且被传送至使用者的嘴。
75.例如,外部空气可以流入到形成在气溶胶生成装置1000中的至少一个空气通道中。例如,形成在气溶胶生成装置1000中的空气通道的打开和关闭和/或该空气通道的尺寸可以由使用者调节。因此,吸烟的量和吸烟感受可以由使用者调节。作为另一示例,外部空气可以通过形成在香烟2000的表面中的至少一个孔而流入到香烟2000中。
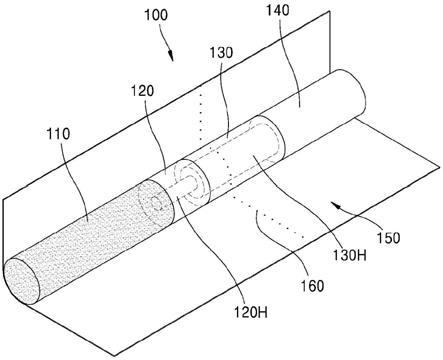
76.香烟2000可以具有与图4和图5中所示的吸烟制品100相同的结构。然而,各实施方式不限于此。
77.在本技术文件中,假设根据一个或更多个实施方式的冷却结构130应用于与气溶胶生成装置1000(即,电子香烟装置)一起使用的吸烟制品100。然而,各实施方式不限于此,并且根据一个或更多个实施方式的冷却结构130也可以应用于燃烧型香烟。
78.图4是示出了根据一些实施方式的包括冷却结构的吸烟制品的示意性构型的图示,并且图5是吸烟制品的在中心轴线方向上的横截面图。
79.参照图4和图5,吸烟制品100可以包括吸烟物质部分110、支撑结构120、冷却结构130、烟嘴部分140和包装件150。
80.尽管未示出,但吸烟物质部分110、支撑结构120、冷却结构130和烟嘴部分140中的至少一者可以由单独的包装件进行单独包装并且然后由包装件150再次进行包装。例如,吸烟物质部分110可以由吸烟物质包装件(未示出)进行包装,并且支撑结构120、冷却结构130和烟嘴部分140中的至少一者可以由过滤器包装件(未示出)进行包装。
81.吸烟制品100的直径可以在约4mm至约9mm的范围内,并且吸烟制品100的长度可以为约45mm至约50mm。然而,各实施方式不限于此。例如,吸烟物质部分110的长度可以为约10mm至约14mm(例如,12mm),支撑结构120的长度可以为约8mm至约12mm(例如,10mm),冷却结构130的长度可以为约12mm至约16mm(例如,14mm),并且烟嘴部分140的长度可以为约10mm至约14mm(例如,12mm)。然而,各实施方式不限于此。
82.吸烟物质部分110包括在被加热时生成气溶胶的气溶胶生成物质。例如,气溶胶生成物质可以包括甘油、丙二醇、乙二醇、二丙二醇、二甘醇、三甘醇、四甘醇和油醇中的至少一者。
83.此外,吸烟物质部分110可以包含其他添加剂,比如调味剂、润湿剂和/或有机酸。例如,调味剂可以包括甘草、蔗糖、果糖浆、等甜物(isosweet)、可可、薰衣草、肉桂、豆蔻、芹菜、胡芦巴、苦香皮、檀香、佛手柑、天竺葵、蜂蜜香精、玫瑰油、香草、柠檬油、橙油、薄荷油、肉桂、葛缕子、干邑白兰地、茉莉、洋甘菊、薄荷醇、肉桂、依兰、鼠尾草、留兰香、姜、香菜、咖啡等。润湿剂可以包括甘油、丙二醇等。
84.根据一些实施方式,吸烟物质部分110可以填充有再造烟草片。根据一些其他实施方式,吸烟物质部分110还可以填充有通过对再造烟草片进行切丝而产生的多个烟草丝。烟草丝可以沿相同方向(即,彼此平行)布置或随机地布置。
85.例如,再造烟草片可以通过以下过程制造。首先,将烟草原料粉碎以生产浆液,在所述浆液中混合有气溶胶生成物质(例如,甘油、丙二醇等)、调味液体、结合剂(binder)(例如,瓜尔胶、黄原胶、羧甲基纤维素(cmc)、等)、水等。在制作浆液时,可以添加天然纸浆或纤维素,并且可以将一种或更多种粘合剂混合在一起。再造烟草片是使用该浆液形成的。烟草丝可以通过对干燥的再造烟草片进行切割或切丝而产生。
86.烟草原料可以包括在烟草加工期间产生的烟叶片、烟梗和/或烟草粉末。此外,再造烟草片中可以包含其他添加剂,比如木质纤维素纤维。
87.气溶胶生成物质的约5%至约40%可以至浆液,并且气溶胶生成物质的约2%至约35%可以保留在再造烟草片中。期望的是,气溶胶生成物质的约5%至约30%保留在再造烟草片中。另外,在吸烟物质部分110由吸烟物质包装件进行包装的过程之前,可以将待添加的调味液体比如薄荷醇、保湿剂等喷洒到吸烟物质部分110的中央部上。
88.支撑结构120可以是其中包括中空部120h的管状结构。支撑结构120的外径可以为约3mm至约10mm,例如,支撑结构120的外径为约7mm。包括在支撑结构120中的中空部120h的直径可以在约2mm至约4.5mm的范围内。然而,各实施方式不限于此。期望的是,中空部120h的直径为约2.5mm、约3.4mm、约4.2mm等。然而,各实施方式不限于此。
89.支撑结构120的硬度可以在支撑结构120的制造过程期间通过调整增塑剂(plasticizer)的含量来调节。
90.此外,支撑结构120可以通过将比如相同或不同材料的膜或管的结构插入到中空部120h中来制造。
91.支撑结构120可以是使用醋酸纤维素制造而成的。因此,当加热器1300被插入到香烟100中时,可以防止吸烟物质部分110的内部物质被向后(即,沿下游方向)推动,并且还可以产生对气溶胶的冷却效果。
92.根据一些实施方式的支撑结构120可以是由醋酸纤维素制成的经调味的管式过滤器,调味物质比如薄荷醇被施加至该管式过滤器。例如,该经调味的管式过滤器可以是用约1mg至约13mg(优选地,1mg至7mg)的含有60wt%至80wt%的薄荷醇和20wt%至40wt%的丙二醇(pg)的调味液体进行调味的。
93.根据一些实施方式,支撑结构120可以是用甘油和/或pg进行润湿的管式过滤器。
94.冷却结构130可以用作用于对通过参照图1至图3所述的加热器1300对吸烟物质部分110进行加热而生成的气溶胶进行冷却的冷却构件。因此,使用者可以吸入冷却至适当温度的气溶胶。
95.根据一个或更多个实施方式的冷却结构130可以包括其中具有中空130h的纸管(即,由纸制成的管状结构),以使冷却效果最大化并且帮助支撑结构120的调味成分渗透到主流烟气(例如,空气和气溶胶的混合物)中。
96.更具体而言,当冷却结构130的内径大于支撑结构120的内径时,从支撑结构120的中空部120h流向冷却结构130的中空部130h的主流烟气扩散,并且扩散的主流烟气朝向吸烟制品100的下游方向的运动减慢。因此,增加了主流烟气与通过穿孔160从外部流入到冷却结构130中的空气之间的接触面积和接触时间,并且可以改善对相应地生成的主流烟气的冷却效果。在此,当内径为外径的约90%至约95%的纸管用作冷却结构130时,支撑结构120的内径与冷却结构130的内径之间的差可以使主流烟气的扩散效果和主流烟气的冷却效果最大化。
97.根据一些实施方式,为了使冷却效果最大化并且使雾化量和尼古丁的转移量增加,冷却结构130的内径可以是支撑结构120的内径的1.5倍至3倍。例如,当支撑结构120的内径为2.5mm时,冷却结构130的内径可以为3.75mm至7.5mm。期望的是,冷却结构130的内径为5mm至7.5mm,并且最期望的是,冷却结构130的内径为6mm至7mm。
98.如果冷却结构仅设计成使冷却效率最大化,可能无法获得足够的刚度,这使得冷却结构的制造和组装变得困难。此外,还可能降低包括这种冷却结构的香烟的可用性。
99.因此,根据一个或更多个实施方式的冷却结构130可以具有根据下表1的规格以使冷却效率最大化、确保工艺可工作性和产品可用性、并且使调味成分在与冷却结构130相邻的各段比如支撑结构120和嘴部过滤器140之间的转移最小化。
100.【表1】
101.分类标准重量(mg)70~150(例如,103.5)长度(mm)12~16(例如,14)厚度(mm)0.3~1.2(例如,0.52)外圆周长(mm)18~25(例如,21.85)外径(mm)6~8(例如,6.96)
内径(mm)5~7(例如,5.91)内圆周长(mm)17~24(例如,18.58)总表面积(mm^2)500~700(例如,587.1)表面面积(mm^2/mg)4~8(例如,5.7)基重(gsm)100~220(例如,169.4)圆度(%)90~99(例如,97)
102.可以通过在线穿孔方法在冷却结构130中形成穿透包装件150的多个穿孔160。在吸烟期间,来自外部的空气可以通过所述多个穿孔160而流入到冷却结构130的中空部130h中、对主流烟气进行稀释并且移动至烟嘴640。
103.所述多个穿孔160用于使在吸烟期间传送至吸烟者的主流烟气的温度和烟嘴的表面温度降低。
104.冷却结构130的空气稀释率可以根据所述多个穿孔160的形成条件(例如穿孔方法、穿孔的数量、尺寸等)而变化,并且适当的空气稀释率可以根据吸烟制品100的结构和特性而变化。更具体地,随着空气稀释率增加(例如,随着穿孔的数量增加),表面温度和主流烟气的温度可能降低。然而,如果空气稀释率超过适当值,则吸烟期间的雾化转移量(即,通过冷却结构130转移的空气和气溶胶的量)可能减少。
105.因此,根据一个或更多个实施方式,为了在将表面温度和主流烟气温度保持在适当的水平处的同时使吸烟期间每次抽吸的甘油转移量、尼古丁转移量和雾化量增大,所述多个穿孔160可以形成为使得冷却结构130的空气稀释率为约0%至50%,优选地为10%至30%,并且最优选地为15%至25%。在此,空气稀释率可以指通过冷却结构130引入的外部空气的体积与冷却结构130中的混合有引入的外部空气的主流烟气的总体积的比率。根据一个或更多个实施方式的冷却结构130具有如稍后将描述的多个纸层以螺旋的方式堆叠的结构,并且因此无孔的冷却结构130的空气稀释率实际上可以为0%。
106.所述多个穿孔160与冷却结构130的下游端部在上游方向上分开l1,l1为5mm至10mm(优选地为7mm至9mm),并且所述多个穿孔160与吸烟制品100的下游端部在上游方向上分开l2,l2为15mm至25mm(优选地为18mm至22mm)。由于所述多个穿孔160形成在上述位置处,因此可以防止在吸烟期间气溶胶生成装置1000或吸烟者的嘴唇对穿孔的干扰。此外,还可以通过在吸烟期间使冷却结构130的中空部130h中的空气流动平稳来减轻烟嘴部分的醋酸过滤器不均匀地熔化的现象。
107.根据一些实施方式,所述多个穿孔160可以包括4至30个孔。然而,各实施方式不限于此。
108.稍后将参照图6至图8提供对冷却结构130的更详细描述。
109.烟嘴部分140可以用作最终将从上游传送的气溶胶传送至位于吸烟制品100的下游端部处的使用者的过滤器。根据一些实施方式,烟嘴部分140可以包括醋酸纤维素过滤器。尽管未示出,但是烟嘴部分140可以由凹进式过滤器制成。
110.尽管未示出,但是烟嘴部分140可以包括至少一个胶囊(未示出)。胶囊可以例如是用膜对含有香料的内容液体进行包装的球形或筒形胶囊。
111.形成胶囊的膜的材料可以包括淀粉和/或胶凝剂。例如,结冷胶或明胶可以用作胶凝剂。此外,还可以使用胶凝助剂作为用于形成胶囊的膜的材料。在此,氯化钙可以用作胶
凝助剂。此外,还可以使用增塑剂作为用于形成胶囊的膜的材料。在此,甘油和/或山梨糖醇可以用作增塑剂。此外,还可以使用着色剂作为用于形成胶囊的膜的材料。
112.胶囊的内容液体可以包括香料、比如薄荷醇和植物精油。根据一些实施方式,中链脂肪酸甘油三酯(mctg)可以用作用于胶囊的内容液体中所包含的香料的溶剂。此外,内容液体可以包含其他添加剂,比如着色剂、乳化剂、增稠剂等。
113.根据一些实施方式,烟嘴部分140可以包括在其上喷洒有调味液体的转移喷射喷嘴系统(tjns)过滤器。替代性地,可以将施加有调味液体的单独纤维插入到烟嘴部分140中。
114.包装件150可以包括多孔包装件或无孔包装件。作为示例,包装件150的厚度可以是约40um至约80um,并且包装件150的孔隙率可以是约5cu至约50cu。然而,各实施方式不限于此。
115.如前所述,吸烟物质部分110、支撑结构120、冷却结构130和烟嘴部分140中的至少一者可以在由包装件150进行包装之前由单独的包装件进行单独包装。作为示例,吸烟物质部分110可以由吸烟物质包装件(未示出)进行包装,并且支撑结构120、冷却结构130和烟嘴部分140可以分别由第一过滤器包装件(未示出)、第二过滤器包装件(未示出)和第三过滤器包装件(未示出)进行包装。然而,对吸烟制品100及吸烟制品100的部分进行包装的方式不限于此。
116.根据一些实施方式,包装件可以根据吸烟制品100的相应区域而具有不同的物理特性。
117.作为示例,对吸烟物质部分110进行包装的吸烟物质包装件的厚度可以是约61μm并且对吸烟物质部分110进行包装的吸烟物质包装件的孔隙率可以是约15cu。此外,对支撑结构120进行包装的第一过滤器包装件的厚度可以是约63μm并且对支撑结构120进行包装的第一过滤器包装件的孔隙率可以是约15cu。然而,各实施方式不限于此。此外,还可以在吸烟物质包装件和/或第一过滤器包装件的内表面上布置铝箔。
118.对冷却结构130进行包装的第二过滤器包装件和对烟嘴部分140进行包装的第三过滤器包装件可以由硬包装件制成。例如,第二过滤器包装件的厚度可以为约158μm并且第二过滤器包装件的孔隙率可以为约33cu,并且第三过滤器包装件的厚度可以为约155μm并且第三过滤器包装件的孔隙率可以为约46cu。然而,各实施方式不限于此。
119.根据一些实施方式,可以将特定材料添加到包装件150中。在此,硅可以是所述特定材料的示例。硅具有比如耐热性、抗氧化性、耐各种化学品性、拒水性(water repellency)、电绝缘性等特性。然而,各实施方式不限于此,并且具有上述特性的任何材料都可以施加(或涂覆)至包装件150。
120.包装件150可以防止吸烟制品100燃烧。例如,当吸烟物质部分110通过参照图1至图3描述的加热器被加热时,吸烟制品100可以被燃烧。更具体地,当温度升高到包括在吸烟物质部分110中的物质中的任一物质的燃点以上时,吸烟制品100可以被燃烧。然而,由于包装件150包括不可燃材料,因此可以防止吸烟制品100燃烧。
121.包装件150还可以防止气溶胶生成装置1000(参见图1)的保持器被由吸烟制品100生成的物质(例如,液体)污染。液体可以通过使用者的抽吸而从吸烟制品100生成。例如,当从吸烟制品100生成的气溶胶由来自外部的空气冷却时,可能生成液体(例如,水分等)。
122.当包装件150对吸烟物质部分110和/或其他部分120、130和140进行包装时,可以防止从吸烟制品100生成的液体物质泄漏。因此,可以防止气溶胶生成装置1000的保持器的内部被从吸烟制品100生成的液体物质污染。
123.尽管未示出,但是吸烟制品100还可以包括在吸烟物质部分110的上游侧部处与吸烟物质部分110接触的前过滤器段。
124.前过滤器段可以防止吸烟物质部分110从吸烟制品100掉出来,并且还可以防止在吸烟期间从吸烟物质部分110液化的气溶胶流入到气溶胶生成装置1000(参见图1至图3)中。此外,由于前过滤器段包括气溶胶通道,因此流入前过滤器段的上游端部中的气溶胶可以容易地移动至前过滤器段的下游端部。因此,使用者可以容易地吸入气溶胶。
125.根据一些实施方式,前过滤器段可以由醋酸纤维素制成。
126.气溶胶通道可以位于前过滤器段的中央部中。例如,气溶胶通道的中央部可以与前过滤器段的中央部重合。气溶胶通道的横截面形状可以是各种形状,比如圆形形状、三叶形形状等。
127.图6至图8是示出了根据一些实施方式的冷却结构的层结构的图示。在图6至图8中,为了清楚地描述,冷却结构130被简化并且被夸大。例如,为了准确地描述螺旋层130a、130b和130c在冷却结构130的本体部分上的位置关系,冷却结构130的在轴向方向上的长度被示出为相对较长,并且冷却结构130的直径被示出为相对较短。此外,仅示出了本体部分而不包括参照图4和图5描述的所述多个穿孔160。
128.参照图6至图8,本体部分具有依次叠置的内层纸螺旋层130a、中间层纸螺旋层130b和外层纸螺旋层130c。内层纸和中间层纸可以通过粘合剂彼此附接。此外,中间层纸和外层纸可以通过粘合剂彼此附接。考虑将由螺旋层形成的长形杆切割成具有约90%至约99%的圆度的单独冷却结构130的过程,并且为了使冷却结构130在联接至吸烟制品100之后有效地执行冷却功能,粘合剂可以是固体含量为30wt%至60wt%(优选地为43%至46wt%)、粘度为12,000cps至18,000cps(优选地为14,000cps至16,000cps)且ph为3至6的乙烯醋酸乙烯酯(eva)。在下文中,将参照单独的附图每个层进行描述。
129.参照图6,冷却结构130的本体部分的最内层是由内层纸形成的内层纸螺旋层130a。
130.构成内层纸螺旋层130a的内层纸的宽度130al(即,冷却结构130的在轴向方向s上的尺寸)可以为约15mm至约25mm(例如,约20mm)。然而,各实施方式不限于此。
131.构成内层纸螺旋层130a的第一内层纸表面130a1的下游端部和与第一内层纸表面130a1相邻的第二内层纸表面130a2的上游端部实际上是彼此平行的,以使得在第一内层纸表面130a1的下游端部与第二内层纸表面130a2的上游端部之间形成边界线130as。边界线130as与冷却结构130的轴向方向s之间形成的角度130ag可以为约40
°
至55
°
。
132.为了确保待叠置在内层纸螺旋层130a上的中间层纸螺旋层130的平整度和外层纸螺旋层130c的平整度以及本体部分的气密性,内层纸螺旋层130a的相邻的内层纸表面(例如,第一内层纸表面130a1的下游端部和第二内层纸表面130a2的上游端部)可以不彼此交叠。例如,相邻的内层纸表面可以彼此接触而不交叠,或者相邻的内层纸表面可以彼此分开0mm至2mm(优选地,大于0mm且在1mm以下)。
133.根据一些实施方式,为了形成均匀的螺旋结构,内层纸可以具有50gsm至70gsm的
基重和0.05mm至0.10mm的厚度。
134.参照图7,中间层纸螺旋层130b形成在冷却结构130的内层纸螺旋层130a上。在图7中,内层纸螺旋层130a的边界线130as被示出为虚线,并且中间层纸螺旋层130b的边界线130bs被示出为实线。
135.构成中间层纸螺旋层130b的中间层纸的宽度130bl(即,冷却结构130的在轴向方向s上的尺寸)可以为约15mm至约25mm(例如,约20mm)。然而,各实施方式不限于此。
136.构成中间层纸螺旋层130b的第一中间层纸表面130b1的下游端部和与第一中间层纸表面130b1相邻的第二中间层纸表面130b2的上游端部实际上是彼此平行的,以使得在第一中间层纸表面130b1的下游端部与第二中间层纸表面130b2的上游端部之间可以形成边界线130bs。边界线130bs与冷却结构130的轴向方向s之间形成的角度130bg可以为约40
°
至55
°
。
137.考虑到中间层纸螺旋层130b的平整度和待叠置在中间层纸螺旋层130b上的外层纸螺旋层130c的平整度和本体部分的气密性,相邻的中间层纸表面(例如,第一中间层纸表面130b1的下游端部和第二中间层纸表面130b2的上游端部)可以彼此不交叠并且可以彼此接触,或者可以彼此分开0mm至2mm(优选地,大于0mm且在1mm以下)。中间层纸螺旋层130b的边界线130bs可以与内层纸螺旋层130a的边界130as在冷却结构130的轴向方向s上间隔开距离sh1。例如,距离sh1可以为7mm至13mm。也就是说,第一中间层纸表面130b1的下游端部可以与第一内层纸表面130a1的下游端部在吸烟制品的轴向方向上间隔开7mm至13mm。
138.根据一些实施方式,为了确保冷却结构130的刚度和气密性,中间层纸可以具有100gsm至160gsm(优选地为120gsm至160gsm)的基重和0.1mm至0.2mm(优选地为0.15mm至0.20mm)的厚度。
139.参照图8,外层纸螺旋层130c形成在冷却结构130的中间层纸螺旋层130b上。在图8中,中间层纸螺旋层130b的边界线130bs被示出为虚线,并且外层纸螺旋层130c的边界线130cs被示出为实线。
140.构成外层纸螺旋层130c的外部纸的宽度130cl(冷却结构130的在轴向方向s上的尺寸)可以为约15mm至约25mm(例如,约20mm)。然而,各实施方式不限于此。
141.构成外层纸螺旋层130c的第一外层纸表面130c1的下游端部和与第一外层纸表面130c1相邻的第二外层纸表面130c2的上游端部实际上是彼此平行的,以使得在第一外层纸表面130c1的下游端部与第二外层纸表面130c2的上游端部之间形成边界线130cs。边界线130cs与冷却结构130的轴向方向s之间形成的角度130cg可以为约30
°
至60
°
(优选地为40
°
至55
°
)。
142.为了防止在香烟制造过程期间外层纸螺旋层130c的纸管的外部的污染以及螺旋层的分离,同时保证表面的平整度,构成外层纸螺旋层130c的相邻的外层纸表面(例如,第一外层纸表面130c1的下游端部和第二外层纸表面130c2的上游端部)可以彼此交叠0mm至2mm(优选地,大于0mm且在1mm以下)或者可以彼此接触而不交叠。外层纸螺旋层130c的边界线130cs可以与中间层纸螺旋层130b的边界线130bs在冷却结构130的轴向方向s上间隔开距离sh2。例如,距离sh2可以是5mm至15mm(优选地,7mm至13mm)。也就是说,第一外层纸表面130c1的下游端部可以与第一中间层纸表面130b1的下游端部在吸烟制品的轴向方向上间隔开5mm至15mm(优选地,7mm至13mm)。
143.根据一些实施方式,当中间层纸螺旋层130b相对于内层纸螺旋层130a偏移并且外层纸螺旋层130c相对于中间层纸螺旋层130b偏移时,外层纸螺旋层130c可以具有实际上与内层纸螺旋层130a交叠的螺旋结构。也就是说,外层纸螺旋层130c可以不相对于内层纸螺旋层130a偏移。
144.根据一些实施方式,为了形成冷却结构的刚度和气密性,外层可以具有100gsm至160gsm(优选地,120gsm至160gsm)的基重和0.1mm至0.2mm(优选地,0.15mm至0.20mm)的厚度。
145.由于冷却结构130的本体部分形成有如上所述的物理特性和用于每个纸层的联接结构,因此冷却结构130可以确保后续工艺中所需的冷却结构的刚度和气密性,并且同时可以防止纸管的外部的污染和螺旋层的分离,并且还可以确保冷却结构的均匀性和平整度。
146.在下文中,将通过实施方式和比较示例对一个或更多个实施方式的构型及一个或更多个实施方式的效果进行更详细地描述。然而,各实施方式仅是示例,并且本公开的范围不限于以下描述的实施方式。
147.比较示例1
148.类似于图4中所示的吸烟制品100,制造出具有带有吸烟物质部分、支撑结构、冷却结构和烟嘴部分的结构的加热型香烟。内径为2.5mm的不经调味的醋酸纤维素(ca)管式过滤器用作支撑结构,并且内径为4.2mm的未经调味的ca管式过滤器用作冷却结构。施加有约6mg的经薄荷醇调味的液体的tjns过滤器被用于烟嘴部分。
149.比较示例2
150.制造了与比较示例1的加热型香烟相同的加热型香烟,除了施加有约6mg的经薄荷醇调味的液体的ca过滤器被用于支撑结构以外。
151.比较示例3
152.制造了与比较示例2的加热型香烟相同的加热型香烟,除了冷却结构由编织的聚乳酸(pla)织物制成以外。
153.实施方式1
154.制造了与比较示例2的加热型香烟相同的加热型香烟,除了冷却结构由无孔(即,空气稀释率为0%)的纸管形成以外。更具体地,使用了具有约103mg的重量、约14mm的长度、约0.52mm的厚度、约587mm2的总表面积和约97%的圆度的纸管。
155.实施方式2
156.制造了与实施方式1的加热型香烟相同的加热型香烟,除了冷却结构由空气稀释率为10%的带穿孔纸管形成以外。
157.实施方式3
158.制造了与实施方式1的加热型香烟相同的加热型香烟,除了冷却结构由空气稀释率为17%的带穿孔纸管形成以外。
159.实施方式4
160.制造了与实施方式1的加热型香烟相同的加热型香烟,除了冷却结构由空气稀释率为30%的带穿孔纸管形成以外。
161.实施方式5
162.制造了与实施方式1的加热型香烟相同的加热型香烟,除了冷却结构由空气稀释
率为50%的带穿孔纸管形成以外。
163.表2示出了根据比较示例1至3和实施方式1至5的香烟的结构。除了使用未经调味的ca管式过滤器作为支撑结构的比较示例1以外,添加至比较示例和实施方式的香烟的经薄荷醇调味的液体的总量实际上是相同的。
164.【表2】
[0165][0166]
实验示例1:根据香烟制造后的储存时间对香烟段的薄荷醇含量的分析
[0167]
为了确认香烟的储存期间薄荷醇的转移模式,根据储存时间对各段的薄荷醇含量进行了分析,并且结果在表3中示出。从表3排除了实施方式2至5的分析结果,这是因为:在薄荷醇转移模式分析中,由于穿孔的存在或不存在以及空气稀释率而产生的差异不显著。此外,与其他实施方式和比较示例相比具有少得多的绝对薄荷醇含量的比较示例1从本实验排除。
[0168]
【表3】
[0169][0170]
如表3中所示,尽管对于每个实施方式而言将相同量的经薄荷醇调味的液体添加至香烟中的每个香烟的支撑结构和烟嘴部分(即,醋酸管),但可以确定薄荷醇的分布根据香烟制造后的储存时间而不同。因此,可以确定香烟中的薄荷醇转移模式根据未添加有经薄荷醇调味的液体的冷却结构而不同。
[0171]
更具体地,在比较示例2的情况下,可以确定:随着制造后储存时间的流逝,最初包含在支撑结构和醋酸管中的大量薄荷醇被转移至冷却结构,并且因此,与比较示例3或实施方式1相比,介质部分(即,吸烟物质部分110)和醋酸管的薄荷醇含量是相对较低的。
[0172]
另一方面,在比较示例3的情况下,朝向冷却结构的薄荷醇转移量小于比较示例2的朝向冷却结构的薄荷醇转移量,但是与实施方式1相比更大量的薄荷醇转移至冷却结构,并且这种趋势随着储存时间的增加而变得更加明显。另外,在比较示例3的情况下,由于朝向其他段(包装件)的薄荷醇转移量大,因此由于因存储状态所造成的调味物损失,预计主流烟气内的实际薄荷醇转移量小于实施方式1的实际薄荷醇转移量。
[0173]
在实施方式1的情况下,随着储存时间的增加,介质部分和支撑结构的薄荷醇含量显著地增加,并且可以确定的是,薄荷醇向冷却结构的转移基本上不显著。从以上结果,可以预测的是,与比较示例2、3相比,在实施方式1中,吸烟期间的薄荷醇转移量将更大。
[0174]
实验示例2:烟气成分分析
[0175]
为了对比较示例2和3和实施方式1至5的香烟的烟气的成分进行分析,分析了制造后储存2周的香烟的主流烟气的成分。用于成分分析的烟气采集是以每个样品3次且每次抽吸8次为基础重复进行的,并且基于3次采集的平均值进行的成分分析结果在表4中示出。香烟是根据加拿大卫生部(hc)吸烟条件使用自动吸烟装置在温度为约20℃且湿度为约62.5%的吸烟室中进行测试的。
[0176]
【表4】
[0177][0178]
如表4中所示,各示例(除示例5以外)的pg和水分含量没有显著的差异,但尼古丁、甘油和薄荷醇的转移量根据冷却结构的空气稀释率和应用方向而变化。
[0179]
更具体地,在应用纸管作为冷却结构的实施方式1至5中,与比较示例2和3相比,甘油和薄荷醇的转移量总体增加。另一方面,可以确定的是,在应用无孔纸管的实施方式1中,与其他示例相比,由于醋酸管的过度热变形,甘油的转移量相对减少。另一方面,在实施方式5中,由于大量的空气被引入到纸管中,因此尼古丁、pg、甘油和薄荷醇的转移量显著地减少。
[0180]
可以确定的是,在冷却结构根据穿孔而具有10%至30%的空气稀释率的实施方式2至4中,与其他实施方式相比,尼古丁和甘油的转移量显著地增加,这是由于醋酸管的热变形的最小化以及从外部引入的适量空气的稀释。
[0181]
实验示例3:根据抽吸对雾化量和烟气成分的分析
[0182]
为了根据抽吸对雾化量和烟气成分的转移量进行分析,分析了根据比较示例2和实施方式2的香烟的雾化量和主流烟气的烟气成分,并且对于各组分的转移量的分析结果在图9至图11中示出。
[0183]
图9是示出了每次抽吸的烟气中的尼古丁含量的曲线图,图10是示出了每次抽吸的烟气中的甘油含量的曲线图,并且图11是示出了每次抽吸的烟气中的薄荷醇含量的曲线
图。
[0184]
参照图9至图11,可以确定的是,在实施方式2中,尼古丁的转移量、甘油的转移量和薄荷醇的转移量相比于比较示例2而言都更高。在实施方式2和比较示例2两者中,随着抽吸次数的增加,尼古丁的转移量和甘油的转移量增加。然而,由于与比较示例2相比,实施方式2中的尼古丁的转移量和甘油的转移量从初始抽吸开始迅速地增加,因此实施方式2在吸烟口味的持久性和雾化量方面预计相比于比较示例2而言更有利。因此,实施方式2在减轻后续抽吸中的烧焦味或刺激性方面预计相比于比较示例2而言也具有优势。
[0185]
此外,在实施方式2和比较示例2两者中,薄荷醇的量从最初的3次抽吸至4次抽吸增加,并且然后在随后的抽吸中减少。然而,在实施方式2的情况下,薄荷醇的转移量从第一次抽吸开始增加相对较快,并且与比较示例2相比,随后的抽吸中的减少率没有显著差异。因此,可以确定的是,与比较示例2相比,实施方式2在吸烟期间薄荷醇的持久性方面也具有优势。
[0186]
实验示例4:对香烟表面和主流烟气温度的分析
[0187]
为了对香烟表面上的热和主流烟气中的热进行评估,根据比较示例2、3和实施方式1至5对制造后储存2周的香烟的表面温度和主流烟气温度进行了分析,并且分析结果在表5中示出。以每个样品进行5次抽吸为基础,表面温度和主流烟气温度中的每一者均表示针对每次抽吸而测量的最大温度的平均值。
[0188]
【表5】
[0189][0190]
参照表5,在应用无孔纸管的实施方式1的情况下,表面温度比对比示例3的表面温度高并且与对比示例2的表面温度相似,并且主流烟气温度是与对比示例2和3的主流烟气温度相同或相似的。另一方面,在实施方式1的情况下,与对比示例2和3不同的是,热被扩散至整个横截面,使得烟嘴的居中熔化大大地减轻。
[0191]
在应用带穿孔纸管的实施方式2至5中,观察到,与比较示例2和3相比,表面温度和主流烟气温度显著地下降,并且温度随着空气稀释率的增加而线性地降低。可以确定的是,在应用具有最高空气稀释率的纸管的实施方式5中,冷却效果是最优异的,但存在吸阻不足、吸烟口味的强度下降等问题,这些问题在实施方式2至4中未观察到。
[0192]
实验示例5:对吸烟感受的评估
[0193]
为了对对比示例和实施方式的吸烟感受进行分析,根据比较示例2和3以及仅冷却
结构的构型改变的实施方式2至4对雾化量、吸阻、主流烟气的热和香烟表面热感、吸烟口味的强度、刺激性、香烟的不同口味和整体吸烟感受进行了评定。结果在表6中示出。由25名评估小组成员基于0至5的评分等级对在制造后储存两周的香烟进行了评估。
[0194]
【表6】
[0195][0196]
参照表6,可以确定的是,在应用带穿孔纸管的示例2至4中,雾化量和雾化量的持续性是非常优异的,并且整体吸烟感受也表现出优异的数字,该数字示出了与应用ca管或pla的比较示例相比的显著差异。特别是,在实施方式2和3的情况下,可以确定的是,吸烟口味的强度也是所有示例和实施方式中最高的,并且异味也被减少。
[0197]
根据示例性实施方式,在附图中由框表示的部件、元件、模块或单元(在本段落中被统称为“部件”)中的至少一者、比如图1至图3中的控制器1200可以实施为执行上述各个功能的各种数量的硬件、软件和/或固件结构。例如,这些部件中的至少一个部件可以使用直接电路结构、比如存储器、处理器、逻辑电路、查找表等,直接电路结构可以通过一个或更多个微处理器或其他控制设备的控制来执行相应的功能。此外,这些部件中的至少一个部件可以具体地通过包含用于执行指定逻辑功能的一个或更多个可执行指令并由一个或更多个微处理器或其他控制设备执行的模块、程序或部分代码来实施。此外,这些部件中的至少一个部件可以包括比如执行相应功能的中央处理单元(cpu)的处理器、微处理器等,或者可以由比如执行相应功能的中央处理单元(cpu)的处理器、微处理器等来实现。这些部件中的两个或更多个部件可以组合成单个部件,该单个部件执行所组合的两个或更多个部件的所有操作或功能。此外,这些部件中的至少一个部件的至少一部分功能可以由这些部件中的另一部件来执行。此外,尽管未在以上框图中示出总线,但是部件之间的通信可以通过总线来执行。以上示例性实施方式的功能性方面可以以在一个或更多个处理器上执行的算法来实现。此外,由框表示的部件或者处理步骤可以采用任意数量的相关技术来进行电子配置、信号处理和/或控制、数据处理等。
[0198]
与本实施方式相关的本领域普通技术人员可以理解的是,在不背离上述特征的范围的情况下,可以在实施方式中进行形式和细节上的各种改变。所公开的方法应仅被视为描述性意义上的,而并非出于限制的目的。本公开的范围由所附权利要求而不是由前述描述限定,并且在所附权利要求的等同方案的范围内的所有差异均应被解释为包括在本公开中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。