1.本发明涉及晶片的加工方法,该晶片是在外周具有倒角部的圆盘形状。
背景技术:
2.例如,如专利文献1所公开的那样,作为晶片的背面磨削后的所谓锐边对策,以往公知有在磨削前将晶片的正面侧的倒角部去除的方法。
3.该倒角部的去除通过利用高速旋转的切削刀具对晶片的外周缘部分进行切削加工来进行。在加工中,从晶片的正面侧向加工点和切削刀具的正面连续地提供切削液,进行切削屑的去除和切削刀具的冷却。
4.专利文献1:日本特开2000-173961号公报
5.倒角部的去除时的因切削加工而产生的切削屑被取入到连续地提供的切削液中,并扩展到晶片的上表面(在加工中位于上侧的面),从而切削屑附着于晶片的上表面的大范围。
6.因此,当在加工中晶片干燥时,切削屑会固定在晶片上表面的器件上,担心在倒角后的清洗中切削屑无法被完全去除。
7.而且,如果保持在器件上的电极上固定有切削屑的状态不变,则在之后的接合工序中产生接合不良或器件因固定于器件的切削屑而损伤的可能性变高。
技术实现要素:
8.因此,本发明的目的在于提供一种晶片的加工方法,用于进行晶片的外周部的倒角部的去除。
9.根据本发明的一个方面,提供晶片的加工方法,该晶片在外周缘具有倒角部,其中,该晶片的加工方法包含如下的步骤:准备步骤,准备切削装置,该切削装置包含保持工作台、第1切削单元以及第2切削单元,其中,该保持工作台对该晶片进行保持,该第1切削单元具有对该保持工作台所保持的该晶片进行切削的第1切削刀具以及对该第1切削刀具提供切削液的第1切削液提供喷嘴,该第2切削单元具有对该保持工作台所保持的该晶片进行切削的第2切削刀具以及对该第2切削刀具提供切削液的第2切削液提供喷嘴;保持步骤,利用该保持工作台对该晶片进行保持;以及倒角去除步骤,在实施了该保持步骤之后,一边从该第1切削液提供喷嘴提供切削液一边使该第1切削刀具按照至少达到该晶片的磨削完工厚度的方式切入该晶片的外周缘,并且使该保持工作台旋转而对该晶片的外周缘进行切削,将达到该磨削完工厚度的区域的该倒角部去除,在该倒角去除步骤中,按照该第2切削单元的该第2切削刀具不与该晶片接触的高度,将该第2切削单元定位于与该第1切削单元相邻且比该第1切削单元靠该晶片的中心侧的位置,并且从该第2切削液提供喷嘴提供切削液。
10.优选该晶片的加工方法还包含如下的磨削步骤:在实施了该倒角去除步骤之后,对该晶片的背面进行磨削而薄化至该磨削完工厚度。
11.根据本发明的一个方面,能够有效地防止在喷射到第1切削单元之后含有切削屑的切削液由于第2切削单元中喷射的切削液和晶片的旋转的作用而向晶片的中心侧移动。并且,在倒角去除步骤的加工中,能够利用第2切削单元中喷射的切削液对晶片的正面进行清洗,还能够有效地防止由于晶片干燥而导致切削屑固定于正面的器件。
12.并且,根据本发明的一个方面,由于在磨削步骤之前将晶片的正面侧的倒角部去除,因此能够防止锐边的形成。
附图说明
13.图1是示出切削装置的外观立体图。
14.图2是对第1切削单元的结构进行说明的图。
15.图3是示出晶片的加工方法的各步骤的流程图。
16.图4是对准备步骤进行说明的图。
17.图5是对保持步骤进行说明的图。
18.图6的(a)是对倒角去除步骤进行说明的图,图6的(b)是对第1、第2切削单元的配置进行说明的图。
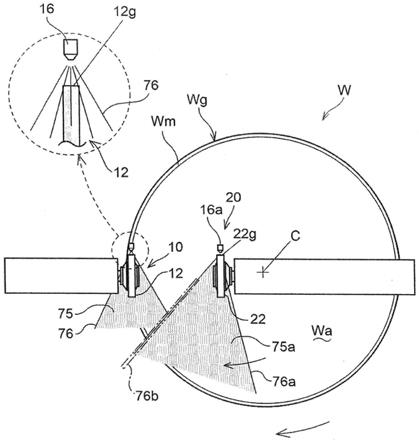
19.图7是对晶片的正面上的切削液的情况进行说明的图。
20.图8是对磨削步骤进行说明的图。
21.标号说明
22.2:切削装置;6:保持工作台;10:第1切削单元;12:第1切削刀具;15:刀具冷却器喷嘴;16:喷淋喷嘴;20:第2切削单元;22:第2切削刀具;60:磨削装置;62:保持工作台;64:磨削磨轮;75:切削液;75a:切削液;75b:液体的屏障;76:切削液;76a:切削液;76b:液体的屏障;m:倒角部;w:晶片;wa:正面;wb:背面;wg:外周缘;wm:圆周槽;ws:保护片;xm:最小刀具间距离。
具体实施方式
23.以下,参照附图对本发明的实施方式进行详细说明。图1是示出本实施方式的切削装置2的外观立体图。
24.如图1所示,切削装置2的机构部收纳于组合多个面板而形成的外装罩4内。
25.切削装置2具有对作为被加工物的晶片进行保持的保持工作台6。保持工作台6构成为能够利用设置于下方的未图示的旋转驱动机构在以z轴为中心的θ方向上旋转。另外,保持工作台6构成为能够通过设置于下方的未图示的加工进给机构而在作为加工进给方向的x轴方向上移动。
26.切削装置2具有第1切削单元10和第2切削单元20在y轴方向上对置配置而成的对置式切削机构。具有这样的对置式切削机构的切削装置2也被称为双切割机。第1切削单元10和第2切削单元20分别构成为能够在y轴方向和z轴方向上移动。
27.切削装置2具有盒载置台56,该盒载置台56供内部收纳有多张晶片w的盒57载置。盒载置台56构成为能够沿上下方向(z轴方向)移动。
28.切削装置2具有触摸面板式的显示监视器30。操作员能够通过显示监视器30而输入装置的操作指令,并且在显示监视器30上显示装置的运转状况。
29.图2是对第1切削单元10的结构进行说明的图。另外,第2切削单元20(图1)的结构与第1切削单元10的结构相同,省略说明。
30.第1切削单元10具有:第1切削刀具12,其固定于通过未图示的电动机进行旋转驱动的主轴11;以及刀具罩14,其覆盖第1切削刀具12的周围,第1切削刀具12的刃尖朝向刀具罩14的下方突出。在刀具罩14上设置有:刀具冷却器喷嘴15,其向第1切削刀具12的下部侧面提供纯水等切削液;以及喷淋喷嘴16,其从第1切削刀具12的半径方向外侧朝向第1切削刀具12的外周缘部分提供切削液。
31.从未图示的切削液提供源经由切削液提供路18a、18b向刀具冷却器喷嘴15和喷淋喷嘴16分别提供切削液。在加工中,对刀具冷却器喷嘴15和喷淋喷嘴16持续提供切削液,从各喷嘴喷射切削液。
32.第1切削刀具12除了由如图2所示在由铝形成的基台12a(轮毂基台)上通过电沉积而形成有切削刃12b的轮毂型刀具构成以外,还由无基台而通过凸缘固定切削刃的方式的切削刀具构成。
33.如图6的(b)所示,刀具冷却器喷嘴15、15配置在第1切削刀具12的轴向的两侧,从而第1切削刀具12配置在2个刀具冷却器喷嘴15、15之间。从各刀具冷却器喷嘴15、15对第1切削刀具12的下部侧面喷射切削液75,进行第1切削刀具12的冷却和加工点的冷却。
34.如图7的放大部分所示,喷淋喷嘴16配置于成为第1切削刀具12的厚度方向的大致中央的位置且配置于第1切削刀具12的外周缘12g的半径方向外侧。从喷淋喷嘴16在从第1切削刀具12的半径方向外侧朝向第1切削刀具12的中心的方向上喷射切削液76,进行第1切削刀具12的冷却和加工点的冷却。
35.此外,在以上说明的例子中,采用了设置刀具冷却器喷嘴15和喷淋喷嘴16这双方的结构,但在设置任意一方的结构或仅设置一个刀具冷却器喷嘴15的结构中,也能够实施本发明。
36.接着,对使用以上的装置结构的本发明的晶片的加工方法的实施例进行说明。在以下的实施例中,按照图3所示的流程图的顺序实施各步骤。
37.<准备步骤s1>
38.如图1和图4所示,准备步骤s1是准备具有用于保持晶片的保持工作台6、第1切削单元10和第2切削单元20的切削装置2的步骤。
39.保持工作台6具有形成吸引保持面6a的多孔质板6b和供多孔质板6b固定的基座6c。在基座6c中形成有与未图示的吸引源连接的吸引路6d,通过吸引路6d进行吸引,由此在吸引保持面6a形成负压。另外,保持工作台6的具体结构不限于上述结构,也可以是仅对晶片的外周缘进行保持的结构。
40.<保持步骤s2>
41.如图5所示,保持步骤s2是利用保持工作台6的吸引保持面6a对晶片w进行保持的步骤。
42.使形成有器件d的晶片w的正面wa侧向上侧露出,将晶片w的背面wb粘贴于带t,晶片w隔着带t而吸引保持于保持工作台6上。
43.在晶片w的外周缘wg形成有倒角部m,预定在之后的倒角去除步骤中将倒角部m从晶片w的正面wa侧去除至规定的深度。由此,在对之后的背面wb进行磨削而薄化至磨削完工
厚度之后,不会形成锐边。
44.<倒角去除步骤s3>
45.如图6的(a)和图6的(b)所示,倒角去除步骤s3是如下的步骤:在第1切削单元10中,一边提供切削液75一边使第1切削刀具12切入晶片w的外周缘wg,并且使保持工作台6旋转,从而在晶片w的外周缘wg按照规定的深度ws去除倒角部m。
46.如图6的(b)所示,在倒角部m中进行去除的规定的深度ws是之后的磨削步骤中的磨削完工厚度wh以上的深度。由此,防止之后的磨削步骤中的锐边的形成。
47.通过去除倒角部m,如图7所示,在晶片w的外周缘wg形成一连串的圆周槽wm。
48.在去除倒角部m的加工中,如图6的(b)所示,在第1切削单元10中,从刀具冷却器喷嘴15、15朝向第1切削刀具12的下部侧面喷射切削液75。
49.与第1切削刀具12接触的切削液75以沿着第1切削刀具12的侧面的方式向下方流动,在该过程中进行第1切削刀具12和加工点的冷却。因切削而产生的切削屑与切削液75一起流动。
50.并且,如图7所示,在第1切削单元10中,从喷淋喷嘴16朝向第1切削刀具12的外周缘12g喷射切削液76。
51.与第1切削刀具12接触的切削液76主要以与第1切削刀具12的接触区域为起点呈扇状扩展,在该过程中进行第1切削刀具12和加工点的冷却。因切削而产生的切削屑与切削液76一起流动。另外,图7中在晶片w的正面wa上呈扇状扩展的切削液76中也包含来自刀具冷却器喷嘴15的切削液75。
52.并且,如图6的(a)、图6的(b)和图7所示,在利用第1切削单元10进行倒角部的去除的过程中,第2切削单元20被设定成第2切削刀具22不与晶片w接触的高度,并且被定位在与第1切削单元10相邻的位置且比第1切削单元10靠晶片w的中心侧的位置,进行来自各喷嘴的切削液75a、76a的提供。
53.具体而言,首先,使第2切削单元20移动至与第1切削单元10之间以彼此不接触的方式确保规定的间隔的第1切削单元10的附近的位置。例如,第2切削单元20配置为最接近第1切削单元10的位置。在该情况下,成为实现第1切削刀具12与第2切削刀具22之间的距离最近的最小刀具间距离xm的状态。
54.并且,第2切削单元20配置在比第1切削单元10更靠近晶片w的中心的一侧即配置在第1切削单元10与晶片w的中心c之间。
55.并且,设定第2切削单元20的高度位置以便第2切削刀具22不与晶片w接触。
56.然后,如图6的(b)所示,在第2切削单元20中,从刀具冷却器喷嘴15a、15a朝向第2切削刀具22的下部侧面喷射切削液75a。
57.与第2切削刀具22接触的切削液75a与第2切削刀具22的侧面碰撞而向下方流下,通过该流动而形成由切削液75a实现的液体的屏障75b。
58.通过该液体的屏障75b,能够防止由第1切削单元10喷射的切削液75向晶片w的中心侧移动,能够防止切削液75所包含的切削屑向晶片w的中心侧移动。另外,通过图6的(b)所示的屏障75b,还能够防止从图7所示的第1切削单元10的喷淋喷嘴16喷射的切削液76的移动。
59.并且,如图7所示,在第2切削单元20中,从喷淋喷嘴16a朝向第2切削刀具22的外周
缘22g喷射切削液76a。
60.与第2切削刀具22接触的切削液76a主要以与第2切削刀具22的接触区域为起点,在第1切削单元10与晶片w的中心c之间呈扇状扩展,能够形成液体的屏障76b。
61.通过该液体的屏障76b,能够防止由第1切削单元10喷射的切削液75、76向晶片w的中心侧移动,能够防止切削液75、76所包含的切削屑向晶片w的中心侧移动。
62.另外,如图7所示,由于在倒角的过程中使晶片w旋转,因此与该晶片w的旋转相应地,晶片w的正面的切削液75a、76a向远离晶片w的中心的方向流动,液体的屏障76b也能够形成在更远离晶片w的中心的位置。另外,在图7所示的本实施例中,在俯视时晶片w顺时针旋转,第1切削单元10配置在9点钟的位置附近。
63.如上所述,能够有效地防止在喷射到第1切削单元10之后含有切削屑的切削液75、76向晶片w的中心侧移动。另外,在倒角去除步骤的加工中,能够利用由第2切削单元20喷射的切削液75a、76a对晶片w的正面wa进行清洗,还能够有效地防止由于晶片w干燥而导致切削屑固定于正面wa的器件d。
64.<磨削步骤s4>
65.如图8所示,磨削步骤s4是对晶片w的背面wb进行磨削而薄化至磨削完工厚度wh的步骤。
66.图8所示的磨削装置60具有:保持工作台62,其对晶片w进行吸引保持并进行旋转;以及磨削磨轮64,其具有对晶片w的背面wb进行磨削的磨削磨具64a。
67.在晶片w的正面wa上粘贴有对正面的器件等进行保护的保护片ws,保护片ws侧被吸引保持于保持工作台62的吸引保持面62a上。晶片w以背面wb露出的状态保持于保持工作台62上。
68.在晶片w的形成有圆周槽wm的部位残存有倒角部m,该残存的部位通过对晶片w进行磨削而被去除。
69.在磨削中,一边使保持工作台62旋转,一边将旋转的磨削磨轮64的磨削磨具64a按压于晶片w的背面wb,从而将晶片w薄化至规定的磨削完工厚度wh。
70.如上所述,能够实现本发明。即,如图5至图7所示,实现晶片w的加工方法,晶片的加工方法是在外周缘wg具有倒角部m的晶片的加工方法,该晶片的加工方法具有:准备步骤,准备切削装置,该切削装置具有对晶片w进行保持的保持工作台6、第1切削单元10和第2切削单元20,第1切削单元10具有对保持工作台6所保持的晶片w进行切削的第1切削刀具12和作为向第1切削刀具12提供切削液75、76的第1切削液提供喷嘴的刀具冷却器喷嘴15和喷淋喷嘴16,第2切削单元20具有对保持工作台6所保持的晶片w进行切削的第2切削刀具22和作为向第2切削刀具22提供切削液75a、76a的第2切削液提供喷嘴的刀具冷却器喷嘴15a和喷淋喷嘴16a;保持步骤,利用保持工作台6对晶片w进行保持;以及倒角去除步骤,在实施了保持步骤之后,一边从第1切削液提供喷嘴(刀具冷却器喷嘴15和喷淋喷嘴16)提供切削液75、76,一边使第1切削刀具12按照至少达到晶片w的磨削完工厚度wh的方式切入晶片w的外周缘wg,并且使保持工作台6旋转而对晶片w的外周缘wg进行切削,将达到磨削完工厚度wh的区域的倒角部m去除,在倒角去除步骤中,按照第2切削单元20的第2切削刀具22不与晶片w接触的高度,将第2切削单元20定位于与第1切削单元10相邻且比第1切削单元10靠晶片w的中心c侧的位置,并且从第2切削液提供喷嘴(刀具冷却器喷嘴15a和喷淋喷嘴16a)提供切
削液75a、76a。
71.根据该方法,能够有效地防止在喷射到第1切削单元10之后含有切削屑的切削液75、76由于第2切削单元20中喷射的切削液75a、76a和晶片w的旋转的作用而向晶片w的中心侧移动。并且,在倒角去除步骤的加工中,能够利用在第2切削单元20中喷射的切削液75a、76a对晶片w的正面wa进行清洗,还能够有效地防止由于晶片w干燥而导致切削屑固定于正面wa的器件d。
72.并且,如图8所示,实现晶片w的加工方法,该晶片w的加工方法还具有如下的磨削步骤:在实施了倒角去除步骤之后,对晶片w的背面wb进行磨削而薄化至磨削完工厚度wh。
73.在该磨削步骤之前,由于晶片w的正面wa侧的倒角部m被去除,因此能够防止锐边的形成。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。