1.本发明涉及热轧带钢防护涂层,特别涉及一种热轧带钢暂时性防护层的连续生产方法及热轧带钢。
背景技术:
2.热轧是钢铁生产重要的生产加工工序之一,其目的是通过不连续或者连续的轧制工序改变受热钢坯的厚度、控制其宽度或内外径、延伸其长度,同时轧制工艺和冷却控制赋予钢材所需的力学性能。热轧是个高温过程,钢材表面不断因氧化而形成氧化皮,这层几微米到几十微米厚度的黑色氧化皮能对热轧钢材在生产、储运过程中提供防护,能减缓产品锈蚀。目前,热轧钢材的走向主要有两方面:一是酸洗后作为冷轧原料;另一是酸洗或不经酸洗直供用户使用。受市场竞争日趋激烈和环保压力日益严格的影响,越来越多的热轧钢材不经酸洗直接使用,这对其表面氧化皮的防护性提出了较高要求。
3.氧化皮的防护性受钢材的热轧、卷取及冷却工艺影响。随着钢材往高强化方向发展,带钢卷取温度普遍偏低(往往低于氧化皮发生共析反应的转变温度),冷速普遍偏高(往往高于氧化皮中feo分解的临界冷速),导致氧化皮含有较多脆性疏松相,其防护性大大降低,且容易形成黑色氧化皮颗粒或粉尘并脱落,导致钢材表面容易发生锈蚀、产生红锈,不仅污染环境,而且对后续生产及产品质量造成不良影响。
4.要解决上述问题,一种方法是通过调整钢材的热轧、冷却及卷取工艺,改善钢材表面氧化皮结构,提升氧化皮的致密性和柔韧性,减少氧化皮颗粒的脱落并延缓红锈产生。但这些调整往往不可避免会影响现场生产节奏、产品组织及力学性能等,而且带来的氧化皮防护性能的提升有限,不一定能满足用户需求。另一种方法就是通过一些防护手段来提高钢材耐蚀性,例如最常规的防锈纸包装,但这种手段必须确保防锈纸没有破包装,对产品生产和库存管理提出较高要求,也无法解决氧化皮脱落污染场地的问题;再例如,防锈油也是一种比较常用的手段,在一定程度上可以减少氧化皮粉尘脱落,但防锈油会对产品焊接及涂装产生严重影响,需要通过脱脂等方式去除,相应增加了使用成本,同样地,其他常规涂装产品也存在类似的问题。
5.而且,现有的关于热轧钢材暂时性防护的技术方案主要针对热轧生产过程中的高温氧化烧损的防护,例如中国专利200610076257.0公开了一种高温普通低碳钢防氧化涂料及其应用,中国专利201510252212.3公开了一种用于热轧加热炉内钢坯的防护涂层,上述公开的专利均无法解决钢材热轧卷取后的掉黑灰和容易锈蚀等问题。
6.虽然,常规的防腐涂料能较好地解决热轧钢材的上述问题,但是这些技术并不是针对热轧钢材在生产储运过程中的防护,而是热轧钢材服役过程中的防护。因此,这些技术大多需要复杂的工艺,为了保证涂装性,往往需要通过酸洗或抛丸等手段去除表面的黑色氧化皮,需要底漆、面漆等多道涂装,需要较长时间用于涂层固化成膜,不适用于热轧钢材的连续生产。另外,这些技术对于热轧钢材在生产储运过程中的防护要求来说属于过度防护,在使用过程中会引起钢材焊接、成形、涂装等一系列问题,必须对涂层进行破坏、再进行
修补,反而增加了使用成本。中国专利200810088982.9公开了一种连续生产防锈底漆涂层钢板的方法,该方法在热轧带钢表面连续涂装底漆涂层,减少中间环节,并且能够提供热轧带钢在生产储运过程中的暂时防护,但是该方法工序复杂,不仅需要对热轧板进行酸洗去除氧化皮,容易对环境造成污染,而且涂装底漆需要高温烘烤固化,导致能耗高、增加设备投入成本,形成的底漆涂层对后续的焊接、成形等用户使用环节产生不良影响,必须对焊接部位先进行打磨去除底漆涂层后才能进行焊接,然后还需要补涂底漆,对成形及运输过程中的涂层破损部位也必须在打磨去除底漆后重新补漆。
7.因此,亟需一种能为热轧钢材提供暂时性防护层的连续生产方法,适用于热轧钢材连续生产过程,并为热轧钢材在生产、运输和储存过程中提供暂时性防护。
技术实现要素:
8.本发明的目的在于提供一种热轧带钢暂时性防护层的连续生产方法及热轧带钢,通过在热轧带钢表面形成一层暂时性防护层,能防止氧化皮脱落和带钢表面锈蚀,为热轧带钢在生产、运输和储存过程中提供暂时性防护,避免对用户生产及环境造成影响。
9.本发明是这样实现的:一种热轧带钢暂时性防护层的连续生产方法,包括如下步骤:步骤一,开卷、矫直:将待处理带钢头部和前卷带钢的尾部焊接连接,将待处理带钢打开后送入矫直机进行矫直;步骤二,表面清理:对矫直后的带钢表面的浮灰和氧化物颗粒进行清理;步骤三,表面处理:先确认带钢表面满足处理要求,然后对带钢进行连续表面处理,使得带钢表面形成暂时性防护层;步骤四,表面检测:对带钢表面进行在线检测,包括对暂时性防护层的固化程度、厚度、覆盖率和针孔的检测;步骤五,修边、打包:对具有暂时性防护层的带钢进行修边处理,并按交货形式要求剪裁、打包、入库。
10.所述步骤二中,采用高压水流冲洗或压缩空气吹扫方式对带钢表面的浮灰和氧化物颗粒进行清理去除,带钢表面存在油污时采用脱脂剂进行脱脂。
11.所述步骤三中,采用柔性涂料作为暂时性防护层原料,通过喷涂、刷涂或辊涂方式将柔性涂料涂布在带钢表面,柔性涂料固化并在带钢表面形成柔性涂层,所述柔性涂层的厚度为1~20μm。
12.所述柔性涂层通过加热方式加速固化,其中加热温度为80~120℃、加热时间不超过30s,固化完成后再对带钢进行冷却处理至室温。
13.所述步骤三中,采用uv光固涂料作为暂时性防护层原料,通过喷涂、刷涂或辊涂方式将uv光固涂料涂布在带钢表面,uv光固涂料经紫外光照射固化并在带钢表面形成uv光固涂层,所述uv光固涂层的厚度为1~20μm。
14.所述步骤三中,采用有机覆膜作为暂时性防护层原料,通过滚压方式在带钢表面进行覆膜。
15.所述步骤三中,采用可剥性涂料作为暂时性防护层原料,通过浸涂、喷涂、刷涂、辊涂或幕式涂布方式将可剥性涂料涂布在带钢表面,可剥性涂料固化并在带钢表面形成可剥
涂层。
16.所述可剥涂层通过电磁感应加热方式加速固化,固化完成后再对带钢进行冷却处理至室温。
17.所述步骤五中,交货形式为钢卷时,带钢经修边处理后纵剪分条,并将带钢表面检测不合格的部分切除,重新卷取后喷码打包入库;交货形式为钢板时,带钢经修边处理后,进行倒边、定尺剪边,并将带钢表面检测不合格的部分切除,横切堆垛后喷码打包入库。
18.一种热轧带钢,包括暂时性防护层,所述暂时性防护层由所述的热轧带钢暂时性防护层的连续生产方法得到。
19.本发明热轧带钢暂时性防护层的连续生产方法,集成了开卷、矫直、表面清理、表面处理、表面检测、修边、打包的生产步骤,使得带钢表面清扫、防护层形成、剪切包装全部过程均在线自动完成,能满足3~100米/分钟的连续自动化生产要求。本发明在带钢表面清理步骤中,仅需通过对带钢表面的浮灰、氧化物颗粒或油污进行清理以获得洁净的带钢表面,无需酸洗、磷化等复杂的涂前处理工艺,能大大简化工序、降低成本,并减少对环境的污染和对资源的消耗。本发明在带钢表面处理中,提供了暂时性防护层原料的多种选择,以适应和满足不同的生产环境和要求;当采用柔性涂料或可剥性涂料时,通过相应合适的加热方式加速涂层固化,能缩短生产线长度,特别是针对可剥涂层采用的电磁感应加热方式仅对带钢表面和可剥涂层进行加热,能大大缩短加热和冷却处理的工艺长度,并节省空间;当采用uv光固涂料时,固化时间短、固化温度低、挥发分低,既能提高生产效率,又能有效节省能源,且安全无污染;当采用有机覆膜时,则无需进行专门的加热和冷却,简化了生产工序和工艺要求。
20.本发明热轧带钢在出厂时其带钢表面附着一层暂时性防护层,通过该暂时性防护层能固定带钢表面较疏松的氧化皮颗粒以防止氧化皮脱落,可有效减缓甚至阻止带钢表面锈蚀的发生,同时也不会影响后续焊接、成形和进一步涂装处理。相较于无暂时性防护层的常规热轧带钢,本发明热轧带钢包括如下特点:1)带钢在正常搬运、室内存储过程中不会出现黑色氧化皮颗粒脱落,可实现人手触摸无污染和残留;2)带钢具有良好的耐蚀性,在常规室内仓储环境中半年以内没有明显红锈,锈蚀面积百分比不超过5%,在常规中性盐雾实验环境中2小时内不发生明显锈蚀,而没有暂时性防护层的常规热轧钢板在15分钟时就会出现锈蚀;3)带钢可直接对接拼焊,暂时性防护层对焊接质量无显著影响,相较于无暂时性防护层的焊接接头,抗拉强度下降不超过5%;4)暂时性防护层具有一定的柔韧性,能与带钢表面紧密结合,可随带钢一起弯折180
°
而不破裂;5)暂时性防护层与其他涂料具有较好的相容性,可在后续用户使用过程中直接进一步涂装。另外,暂时性防护层采用柔性涂料或uv光固涂料时,其厚度能控制在1~5μm,既能满足带钢表面的防护要求,又不会对后续的用户使用过程产生显著影响,而且涂层能通过喷丸、砂带、钢丝刷打磨等机械手段随氧化皮一同被去除,从而获得更好的焊接、成形和涂装表面;暂时性防护层采用有机覆膜或可剥性涂料时,有机覆膜能通过手工剥离方式轻易去除,可剥涂层能通过脱模剂配合手工剥离方式实现整张剥离,不会影响后续焊接、成形和涂装过程。
21.本发明与现有技术相比,具有如下有益效果:能避免热轧带钢在生产、储运过程中因氧化皮脱落导致锈蚀的问题,减少对钢材质量、用户生产环境、人员身体健康的不利影响,而且暂时性防护层不对后续用户使用过程产生显著影响,易于清除,使用更为灵活。
附图说明
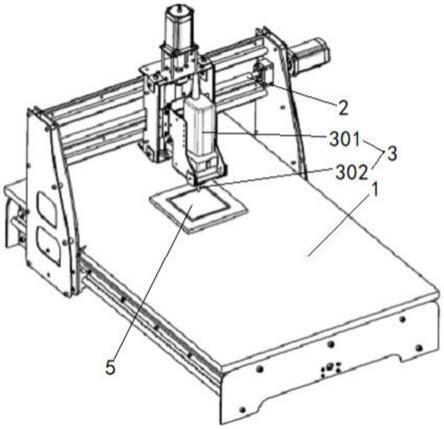
22.图1为本发明热轧带钢暂时性防护层的连续生产方法的含卧式布局的辊涂、加热、冷却装置的生产线配置图;图2为本发明的含立式布局的辊涂、加热、冷却装置的生产线配置图;图3为本发明热轧带钢的氧化皮和暂时性防护层的位置示意图;图4本发明的实施例1、2、5的涂层厚度测试的弯折示意图;图5为本发明的实施例6的焊接性能测试的焊接接头坡口形式示意图。
23.图中,1待处理带钢,2前卷带钢,3焊接装置,4矫直机,5表面清理装置,6辊涂装置,7加热装置,8冷却装置,9表面检测装置,10钢卷,11横切装置,12钢板,13热轧带钢基板,14氧化皮,15暂时性防护层,16样板,17子样板。
具体实施方式
24.下面结合具体实施例对本发明作进一步说明。
25.参见图1,一种热轧带钢暂时性防护层的连续生产方法,包括如下步骤:步骤一,开卷、矫直:将待处理带钢1头部和前卷带钢2的尾部通过焊接装置3焊接连接,将待处理带钢1打开后送入矫直机4进行矫直,对待处理带钢的板型进行优化,以确保带钢表面平整度满足后续表面处理作业要求。
26.步骤二,表面清理:通过表面清理装置5对矫直后的带钢表面的浮灰、氧化物颗粒和油污进行清理,以确保带钢表面清洁程度符合表面处理要求。本步骤无需对带钢进行酸洗去除氧化皮,而且大多数情况下热轧带钢表面没有油污。具体地,采用高压水流冲洗或压缩空气吹扫方式对带钢表面的浮灰和氧化物颗粒进行清理去除,如带钢表面有油污,则采用脱脂剂进行脱脂。由于本步骤免去了酸洗、磷化等复杂的涂前处理工艺,有益于简化工序、降低成本、减少环境污染、减少资源消耗。
27.步骤三,表面处理:先确认带钢表面满足处理要求,然后对带钢进行连续表面处理,使得带钢表面形成暂时性防护层。优选地,暂时性防护层通过采用柔性涂料、uv光固涂料、有机覆膜或可剥性涂料实现,具体的连续表面处理方式为:采用柔性涂料作为暂时性防护层原料,通过喷涂、刷涂或辊涂方式将柔性涂料涂布在带钢表面,柔性涂料固化并在带钢表面形成柔性涂层,柔性涂层的厚度为1~20μm,优选为1~5μm。其中,喷涂、刷涂或辊涂方式,既能控制涂层厚度,又能保证涂层的有效封闭,当连续处理的热轧带钢走速达到30~100米/分钟时,在综合考虑涂层厚度控制精度、带钢走速和经济性的前提下,优选通过辊涂装置6对带钢上下表面进行涂装,参见图1。优选地,通过加热装置7对柔性涂层进行加速固化,以尽量缩短生产线长度,其中,加热温度为80~120℃、加热时间不超过30s,固化完成后再通过冷却装置8对带钢进行冷却处理至室温,参见图1。具体的加热方式,可以是利用热轧带钢生产过程中的余热加速涂层固化,有意地让待处理带钢具有一定的余温,也可以是通过加热装置7对带钢进行烘干。具体的冷却方式可以是风冷或自然冷却。
28.采用uv光固涂料作为暂时性防护层原料,通过喷涂、刷涂或辊涂方式将uv光固涂料涂布在带钢表面,uv光固涂料经紫外光照射固化并在带钢表面形成uv光固涂层,所述uv光固涂层的厚度为1~20μm,优选为1~5μm。由于紫外光直接照射人体会对人体造成伤害,因
此在固化过程中需要采取密封遮挡,避免紫外光泄露。
29.采用有机覆膜作为暂时性防护层原料,通过滚压方式在带钢表面进行覆膜,通过滚压方式能减少表面处理过程中对有机覆膜的损伤。采用有机覆膜,无需进行专门的加热和冷却装置,简化了生产工序和工艺要求。
30.采用可剥性涂料作为暂时性防护层原料,通过浸涂、喷涂、刷涂、辊涂或幕式涂布方式将可剥性涂料涂布在带钢表面,可剥性涂料固化并在带钢表面形成可剥涂层,其中,浸涂、喷涂、刷涂、辊涂或幕式涂布方式是为了兼顾涂层厚度和涂布效率,并考虑可剥性涂料的粘度特性。优选地,可剥涂层通过电磁感应加热方式加速固化,固化完成后再对带钢进行冷却处理至室温。由于可剥涂层较厚且固化温度通常较高(往往在200℃以上),虽然电磁感应加热方式的一次性设备投入较大,但电磁感应加热方式只对带钢表面和可剥涂层进行加热,因此可大大缩短加热和冷却时间,有效节省空间。
31.步骤四,表面检测:通过表面检测装置9对带钢表面进行在线检测,包括对暂时性防护层的固化程度、厚度、覆盖率和针孔的检测,以确保暂时性防护层完全固化,不会在卷取和堆垛过程中形成层间涂层粘黏,以确保带钢被有效覆盖且厚度在理想范围。其中,涂层固化程度可通过抽样检测防护层表面硬度或者指触法、吹棉球法、压滤纸法进行检测判别,涂层厚度可以根据原料的消耗量进行推算,针孔的检测可借助专门的涂层针孔检测仪器进行。
32.步骤五,修边、打包:对具有暂时性防护层的带钢进行修边处理,并按交货形式要求剪裁、打包、入库。如交货形式为钢卷10,带钢经修边处理后纵剪分条,根据步骤四的表面检测结果,对带钢表面检测不合格的部分进行记录修补或直接降级处理,重新卷取后喷码打包入库。如交货形式为钢板12,带钢经修边处理后,进行倒边、定尺剪边,根据步骤四的表面检测结果,将带钢表面检测不合格的部分切除,通过横切装置11完成横切、堆垛后喷码打包入库,切除下来的带钢表面检测不合格的部分作为废料处理。本步骤中,应尽量避免操作处理对带钢表面暂时性防护层造成损伤。
33.另外,具有暂时性防护层的带钢在出库运抵用户前不再进行矫直处理,这是由于矫直作业会严重影响暂时性防护层的质量。选择涂层固化方式的主要原则,是在保证涂层充分固化不粘黏、不影响带钢开包使用的前提下,尽量缩短固化时间,固化工艺需综合考虑各方面要素,例如涂层固化特性、涂层厚度、工艺时间窗口(由带钢走速、可利用的空间大小决定)、经济性。参见图2,在某些特殊情况下,可通过采用立式布局的涂装、加热、固化装置进一步缩短生产线,能在有限空间内实现带钢的连续表面处理作业,但一般来说立式布局对带钢厚度由一定要求,也会因带钢的立式输送增加能耗。
34.本发明还提供一种热轧带钢,包括热轧带钢基板13、氧化皮14和暂时性防护层15,所述暂时性防护层15根据上述的热轧带钢暂时性防护层的连续生产方法得到,参见图3。其中,暂时性防护层15的原料优选为柔性涂料、uv光固涂料、有机覆膜或可剥性涂料中的一种。当采用柔性涂料或uv光固涂料时,形成的暂时性防护层可通过喷丸、砂带、钢丝刷打磨等机械手段随带钢表面氧化皮一同被去除,从而获得更好的焊接、成形及涂装表面。当采用有机覆膜或可剥性涂料,有机覆膜能通过手工剥离方式轻易去除,可剥涂层能通过脱模剂配合手工剥离方式实现整张剥离,不会影响后续焊接、成形和涂装过程。
35.实施例1~6中使用的钢板均采用bs960e热轧带钢,并根据不同的工艺参数和方法
对实施例1~6的钢板进行处理,表1列出了bs960e热轧带钢的基本力学性能指标,表2列出了实施例1~6的钢板的具体处理方式和工艺参数。
36.表1 r0.2(mpa)rm(mpa)a(%)冲击温度(℃)冲击功kv2(j)bs960e≥960≥980≥10-40≥27表2采用实验室方法对经表2处理后的各实施例的钢板样板的各方面性能进行测试。
37.一、柔性涂层钢板(实施例1、2、5、6)性能测试,具体为:1、涂层去除实验取实施例1、2、5、6的钢板,并分别进行如下操作:用剪切方式从钢板中心部位裁取边长10cm*10cm的样板16,将每块样板16对等分成左侧区域和右侧区域,即每个区域为5cm*10cm。采用钢丝刷小心地去除右侧区域的涂层,使得原始氧化皮裸露。
38.测试结果为:由于涂层极薄,过程中仅需采用钢丝刷沾水后手工用力刮擦即可较轻易地将柔性涂层去除干净。由此,在实际应用中,如需要保证较好的焊接质量,可采用该方式清理焊缝附近表面的涂层。
39.2、氧化皮粉末脱落测试实施例1、2、5、6的样板16在经过上述涂层去除实验后,每块样板的右侧区域表面为裸露出的原始氧化皮、左侧区域表面为柔性涂层,再分别进行如下操作:采用两块白色橡皮分别摩擦右侧区域和左侧区域,直至出现大量橡皮屑。
40.测试结果为:左侧区域在经过摩擦实验后,摩擦部位变成乌黑色,橡皮屑也呈乌黑色,而摩擦右侧区域的橡皮保持白色、没有被污染,橡皮屑同样呈白色、也没有被污染。由此,经表面处理的热轧带钢上附着的暂时性防护层能够有效避免带钢表面氧化皮粉末的脱落。
41.3、涂层厚度测试实施例1、2、5、6的样板16在经过上述氧化皮粉末脱落测试后,再采用德国fischer手持式涂镀层测厚仪分别测量样板表面覆盖物的厚度,即左侧区域为柔性涂层和氧化皮的总厚度、右侧区域为氧化皮的厚度。测量采用五点取平均的方法,即在测量区域左上、右上、左下、右下及正中区域各取一个点测量后取平均,并根据左侧区域和右侧区域厚度均值的差值,估算得到柔性涂层的平均厚度,表3列出了实施例1、2、5、6的柔性涂层厚度的测量值和估值。
42.表3采用直径5mm的弯头将实施例1、2、5的样板16沿上下方向弯折180
°
,参见图4,左侧区域具有暂时性防护层,右侧区域为裸露氧化皮,观察样板的左侧区域的弯折处,并未发现柔性涂层破损或起皮现象。
43.随后,将实施例1、2、5、6的样板16封边后放入盐雾箱中,按照astm b117标准进行中性盐雾试验。定时观察样板表面情况,记录下样板左侧区域和右侧区域开始出现锈蚀的时间。试验结果为:每块样板的右侧区域仅30分钟就开始出现锈蚀,起源于弯折处,没有弯折的区域也有零星锈点出现,1小时后锈蚀已经肉眼可见;相应地,实施例5样板的左侧区域
在1小时以内基本无锈蚀,2小时以后才开始出现极轻微的肉眼可见锈蚀,锈蚀起源于弯折处;实施例1样板和实施例2样板的左侧区域在3小时以内基本无锈蚀,4小时以后才开始出现极轻微的肉眼可见锈蚀,锈蚀起源于弯折处;实施例6样板的左侧区域在10小时以内基本无锈蚀,12小时以后才开始出现极轻微的肉眼可见锈蚀。
44.由此,柔性涂层具有较好的柔韧性,在随样板进行弯折后仍具有一定的防护性,而且具有柔性涂层的热轧带钢表面的耐蚀性显著优于没有涂层防护的热轧带钢,柔性涂层能有效地减缓、防止锈蚀的产生与发展。
45.4、焊接性能测试重新取实施例1、2、5、6的钢板,分别在其中心部位裁取44cm*50cm的样板。
46.分别对实施例1、2、5的样板进行如下操作:采用剪切方式将样板沿宽度方向的中心线切开,得到两块22cm*50cm的子样板17,采用对接拼焊的方法将两块子样板17焊接在一起得到焊板。具体焊接工艺如下:子样板对接后留0.5mm间隙,采用富氩气体保护焊,保护气体为80%ar 20%co2,焊接前清理切口毛刺但保留柔性涂层,焊丝采用超高强度富氩气体保护焊丝。焊接过程中未发现柔性涂层对焊接有不良影响。
47.对实施例6的样板进行如下操作:采用锯切方式将样板沿宽度方向的中心线切开,得到两块22cm*50cm的子样板17。采用对接拼焊的方法将两块子样板17焊接在一起得到焊板。参见图5,具体焊接工艺如下:坡口形式为60
°
v形坡口,坡口底部间隙宽度1.5~2mm,钝边高度约为1.5mm,采用富氩气体保护焊,保护气体为80%ar 20%co2,焊接前清理切口毛刺但保留柔性涂层,焊丝采用超高强度富氩气体保护焊丝。焊接过程中未发现柔性涂层对焊接有任何显著影响。
48.对上述所得焊板的焊接接头按下述方法进行性能评定:1)外观检验。根据iso 15614要求,对焊接接头外观进行检验,检验结果表明:所有焊板焊缝成形均良好,焊缝正面与根部无肉眼可见裂纹、咬边、气孔及熔合不良等缺陷。
49.2)拉伸检验。根据iso 15614要求,对焊接接头进行检验,每块焊板加工焊接接头拉伸、弯曲及冲击试件各两根,将焊缝加强高磨平。表4列出了由实施例1、2、5、6得到的焊接接头的拉伸试验结果。
50.表4由表4可以看出,带柔性涂层的焊接接头拉伸性能无显著变化,接头都断裂在焊接热影响区,抗拉强度值不低于母材最低值的95%,根据nb/t47016标准,焊接接头试验结果全部合格。
51.3)弯曲检验。之后对所有焊接接头按iso 15614要求采用6a弯心直径进行了180度弯曲试验,所有的焊接接头都未出现开裂、均为合格。
52.4)冲击检验。对焊接接头按iso 15614要求进行了cvn冲击试验,实验温度-40℃,检验结果都满足标准要求。
53.由此,柔性涂层对热轧带钢的对接拼焊几乎没有显著影响,焊接接头的质量性亦能满足iso 15614相关要求。
54.二、可剥涂层钢板(实施例3)和有机覆膜(实施例4)性能测试,具体为:取实施例3和实施例4的钢板,并分别进行如下操作:用剪切方式从钢板中心部位裁取边长10cm*10cm的样板。将样板封边后放入盐雾箱中,按照astm b117标准进行中性盐雾试验。试验结果为:样板经240小时盐雾试验无任何改变。随后进行手工剥离实验,发现样板表面涂层可整张剥离,剥离后涂层下的样板没有腐蚀。
55.由此,可剥涂层和有机覆膜均能较好地保护热轧带钢,不会产生黑灰和锈蚀,而且容易剥离,不对用户的后续材料使用造成显著影响。
56.本发明热轧带钢暂时性防护层的连续生产方法及热轧带钢,通过在热轧带钢表面形成一层暂时性防护层的连续生产方法,为热轧带钢在生产、储运环节中提供有效防护,能防止氧化皮脱落和带钢表面锈蚀,减少对用户生产和环境的不利影响,同时,暂时性防护层对后续热轧带钢的焊接、成形、涂装等过程几乎没有明显影响,在某些应用场景下可部分替代底漆,为用户节省成本。
57.以上仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围,因此,凡在本发明的精神和原则之内所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。